
In Situ Synchrotron Investigations of Beam Diameter Influence on Vapor Capillary Formation during Laser Beam Welding of Copper Alloy with a Blue Laser Beam Source

 , , , and
, , , and
Abstract
:1. Introduction
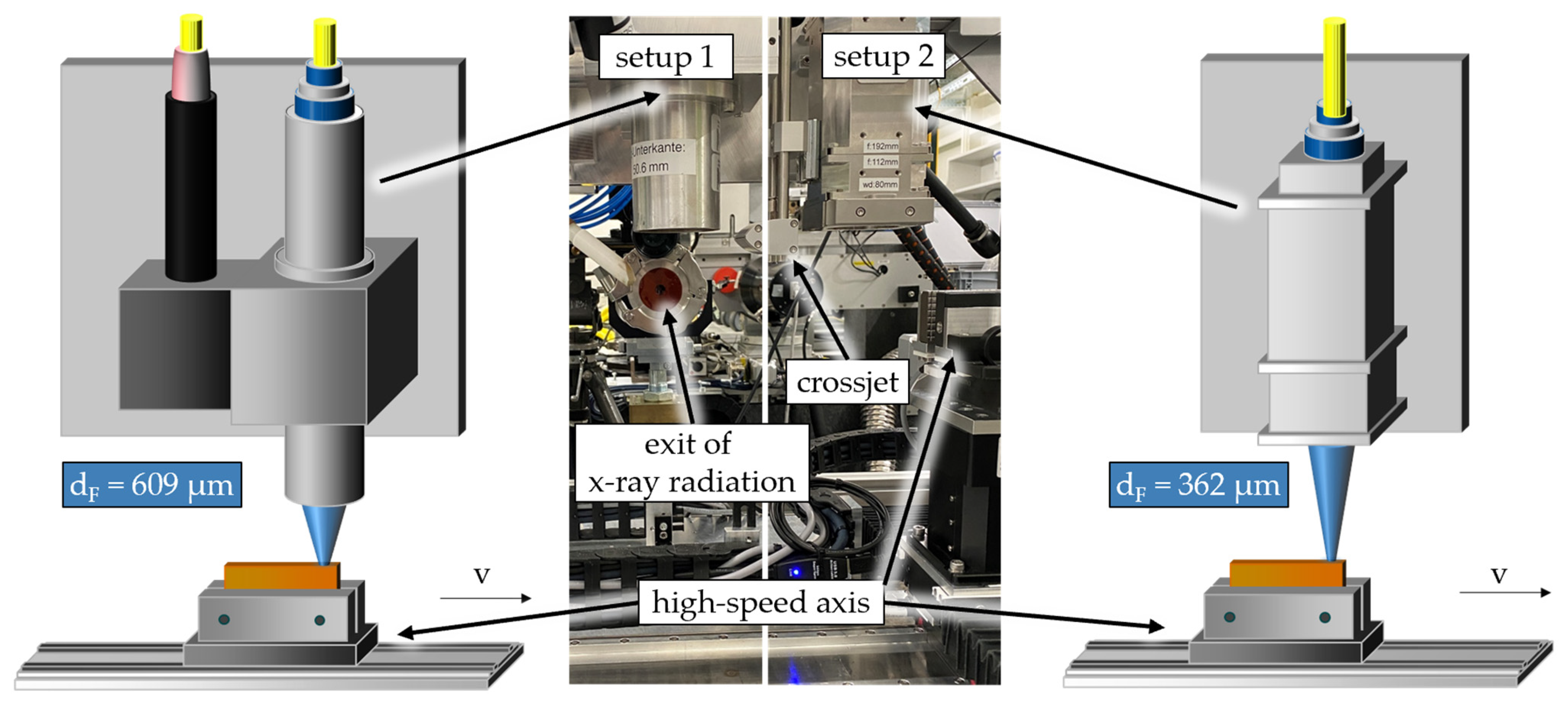
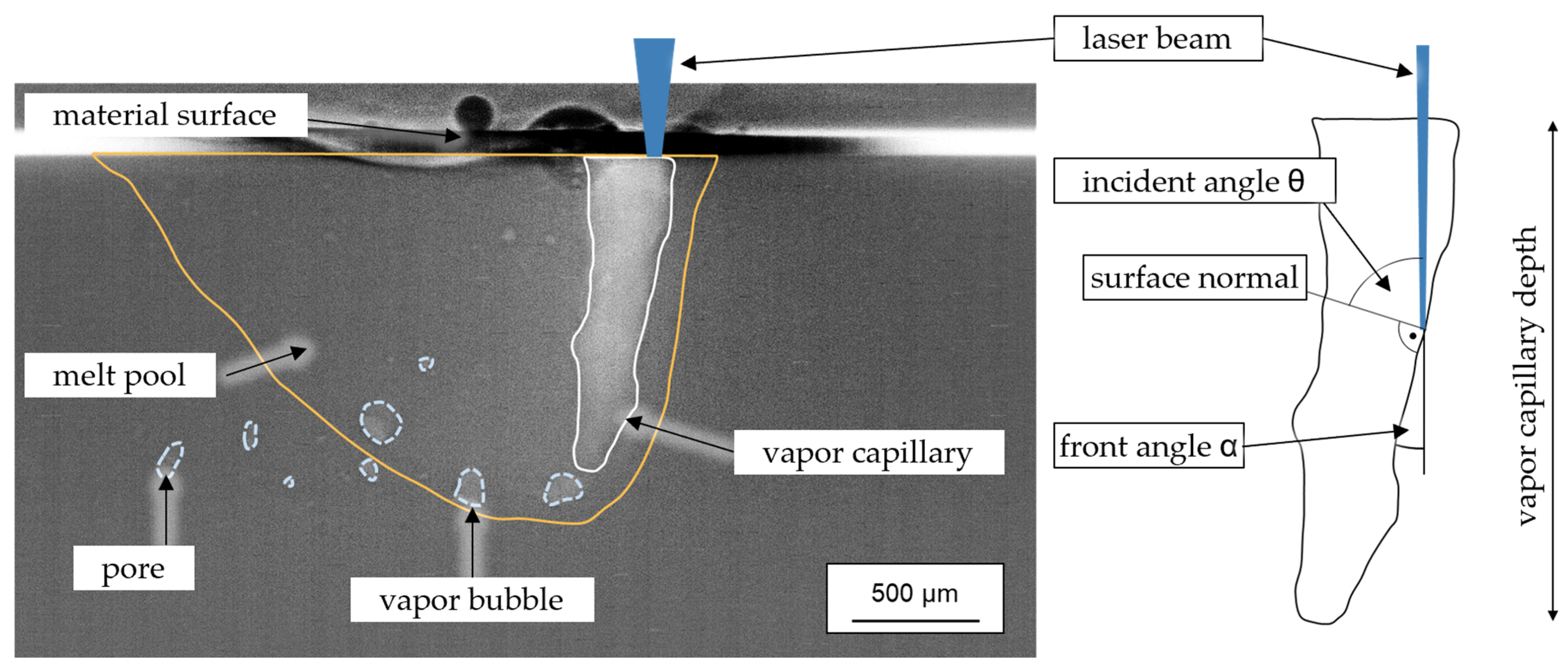
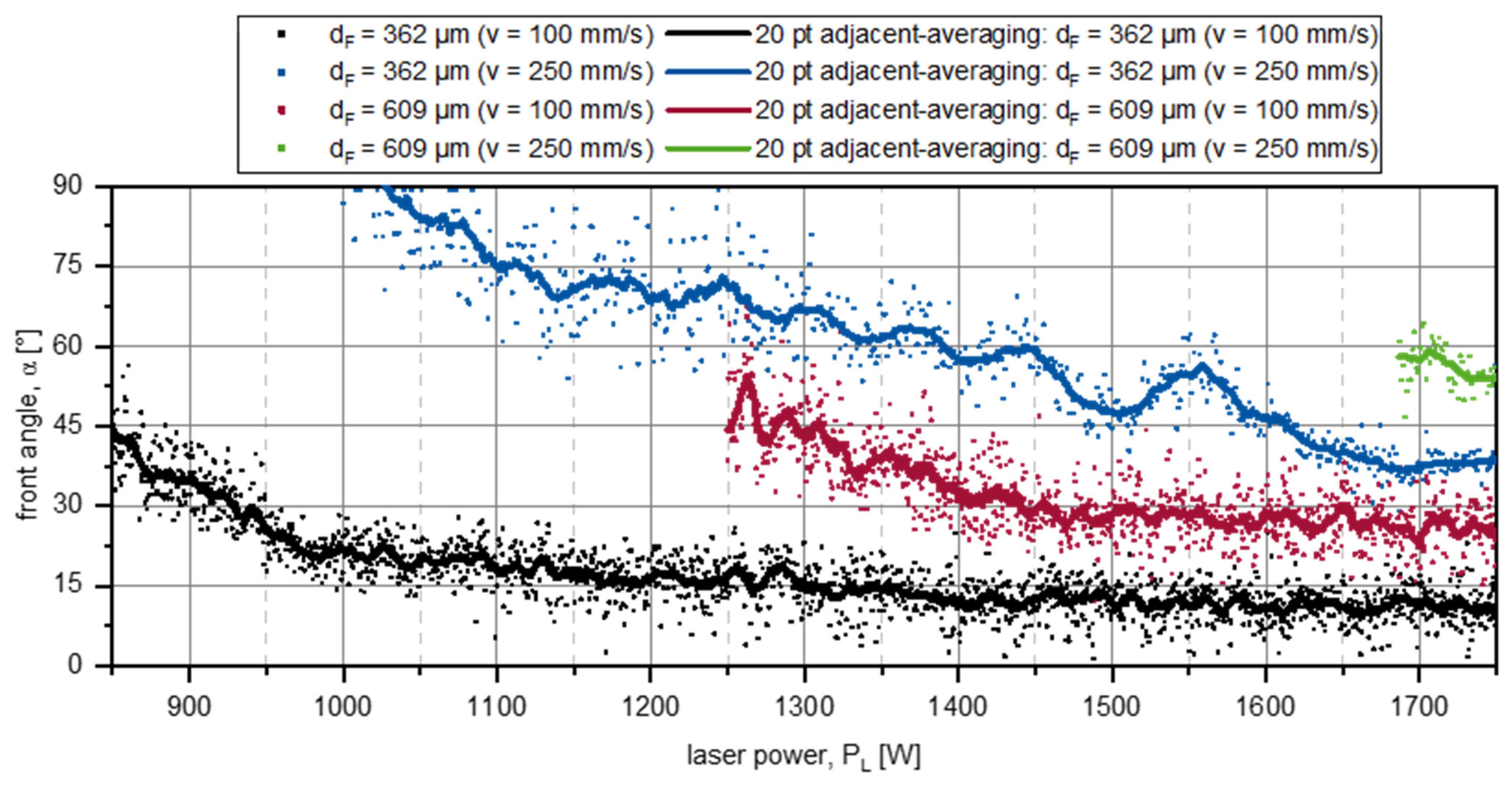
- Investigation of vapor capillary geometry (opening and front angle) and welding depth during the laser beam welding of CuSn6 with a wavelength of 445 nm and a maximum output power of 1750 W at focal diameters of 362 µm and 609 µm.
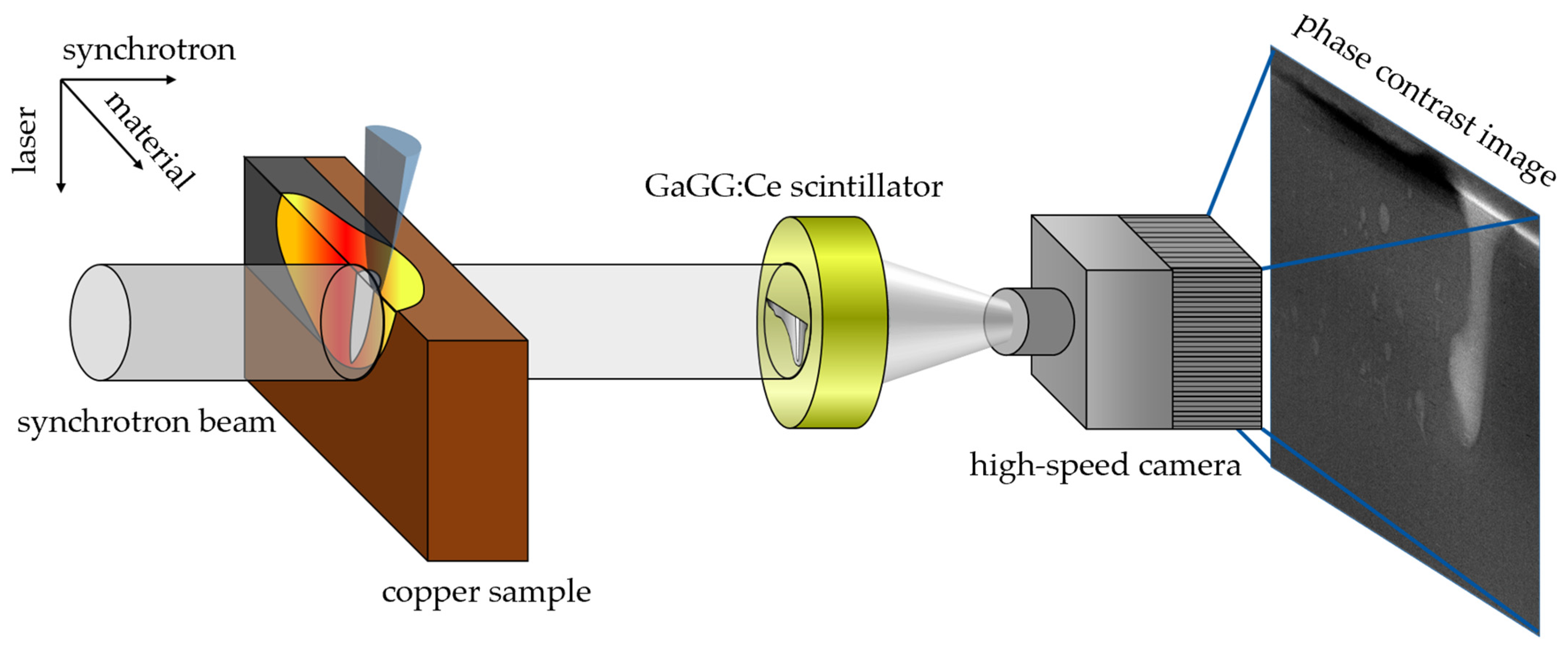
- Analysis of phase-contrast images obtained by synchrotron radiation using automated evaluation by machine learning algorithms and determination of the process-parameter influence on the process dynamics.
2. Materials and Methods
3. Results and Discussions
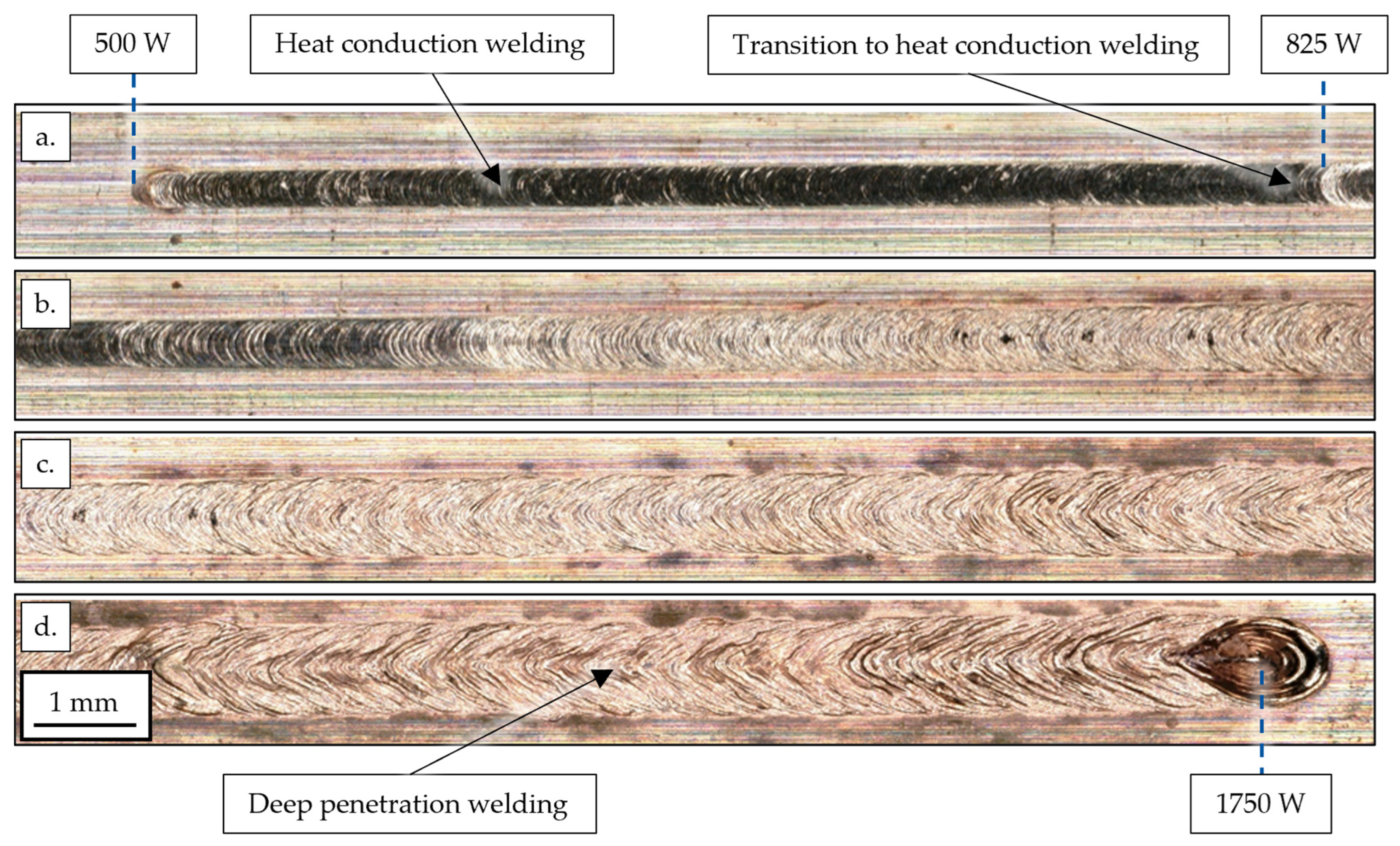
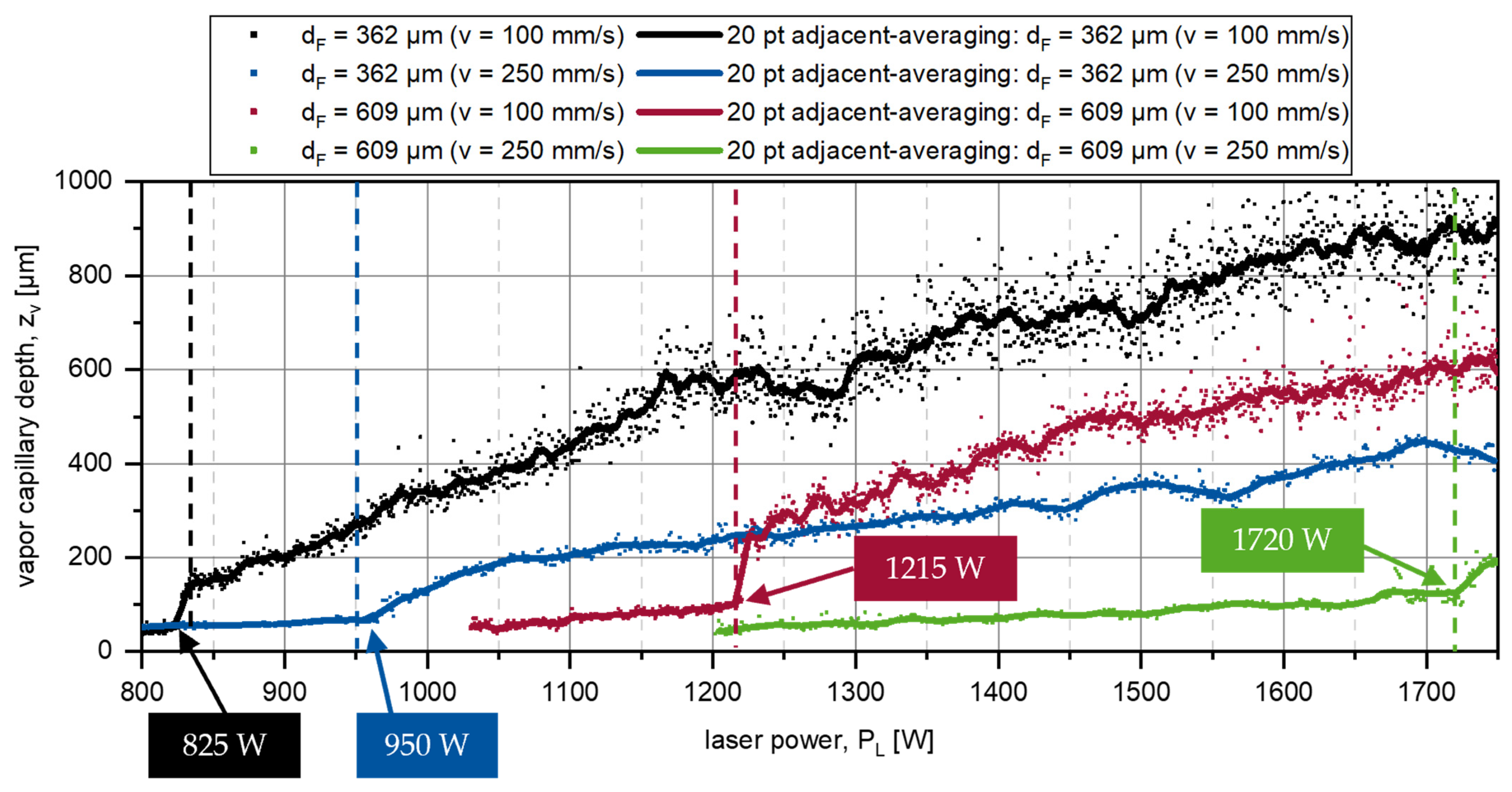
3.1. Laser Power Ramping
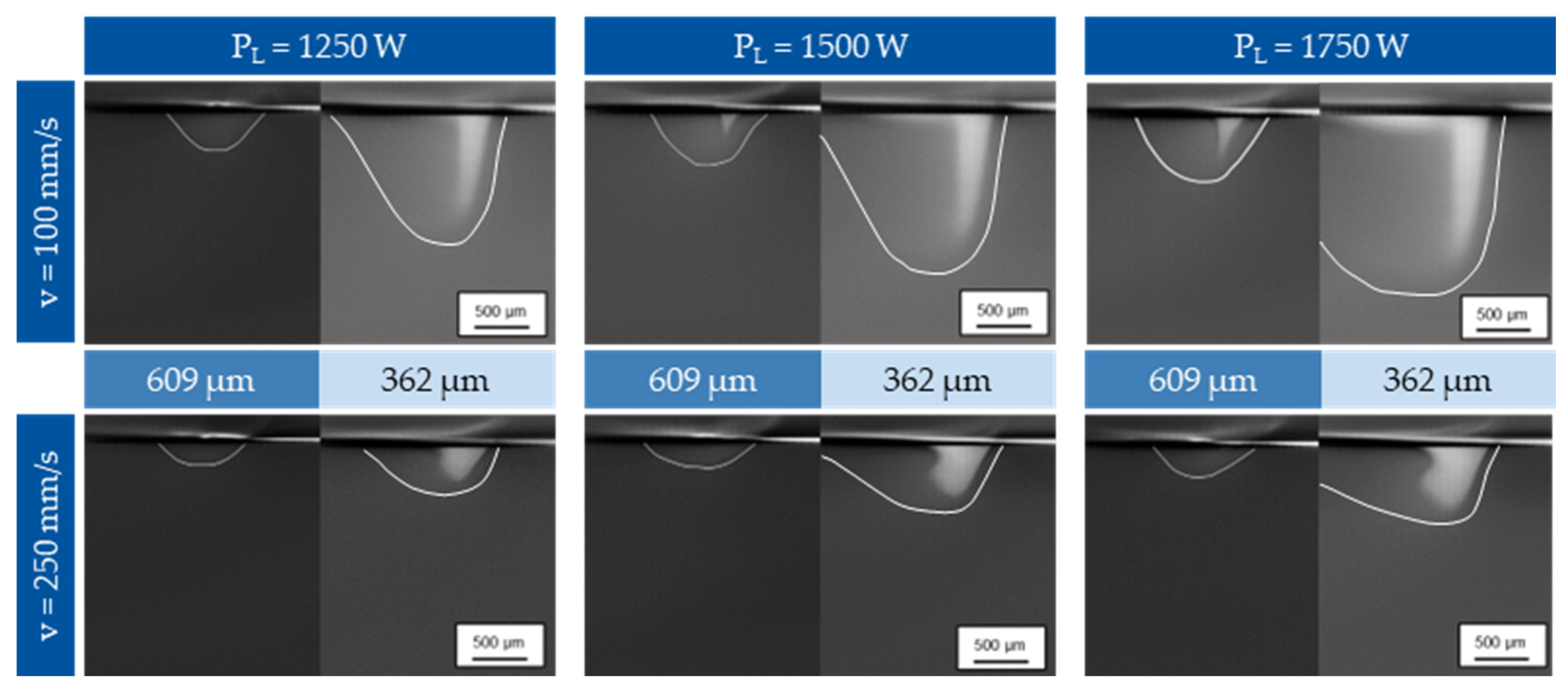
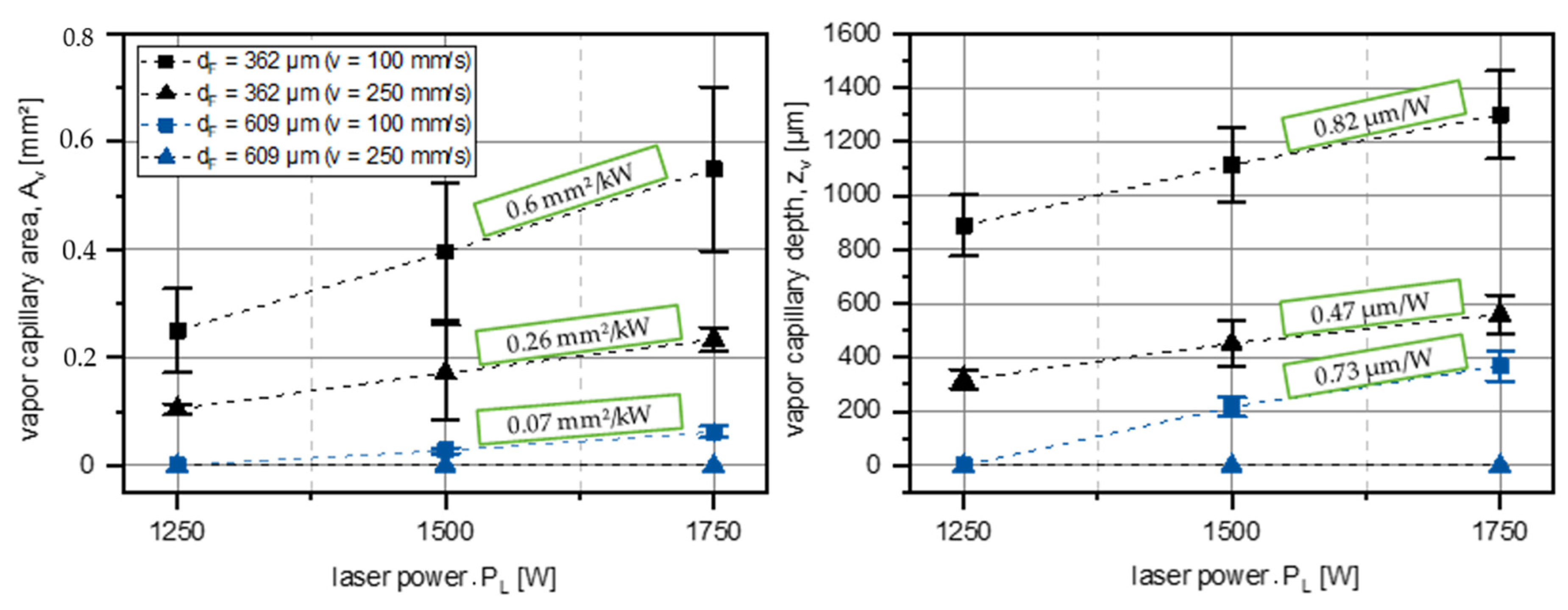
3.2. Welding with Constant Laser Power PL and Feed Rate v
4. Conclusions
- For a welding speed of 100 mm/s and a focal diameter of 362 µm, the transition from heat conduction welding to deep penetration welding takes place at an intensity of about 6.3 × 105 W/cm2;
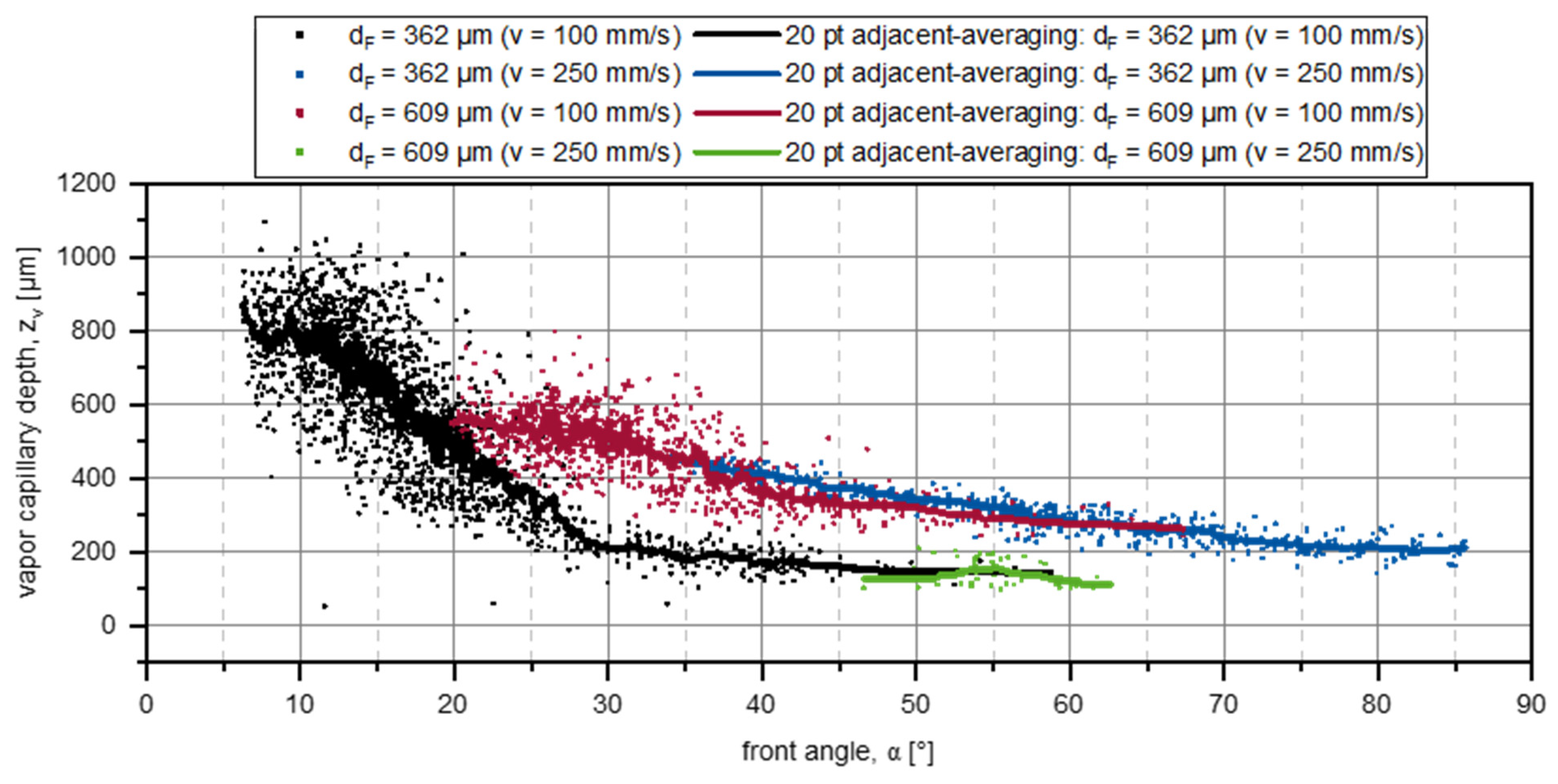
- Increasing the intensity on a basis of the laser power during deep penetration welding with a focal diameter dF of 362 µm and a small front angle α leads to an increase of the vapor capillary, corresponding turbulences, pulsations at the bottom of the capillary, and pores;
- Fewer pores are observed during synchrotron trials with higher welding speeds (250 mm/s) due to a higher front angle α inducing a beneficial vapor evaporation, and expulsions leave at the top instead of building pores;
- When using a larger focal diameter dF, more laser power PL is required to achieve the threshold intensity, but the larger spot diameter results in a wider capillary opening with a larger front angle α being beneficial for the stabilization of the vapor capillary.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Häusler, A. Präzisionserhöhung Beim Laserstrahl-Mikroschweißen Durch Angepasstes Energiemanagement. Ph.D. Thesis, RWTH Aachen University, Aachen, Germany, 2020. [Google Scholar] [CrossRef]
- Hummel, M.; Schöler, C.; Häusler, A.; Gillner, A.; Poprawe, R. New approaches on laser micro welding of copper using a laser beam source with a wavelength of 450 nm. J. Adv. Join. Process. 2020, 1, 100012. [Google Scholar] [CrossRef]
- Rütering, M. Blue Diode Laser Revolutionizes Copper Processing. Laser Focus World (5 August 2022). Available online: https://www.laserfocusworld.com/laser-processing/article/14276425/blue-diode-laser-revolutionizes-copper-processing (accessed on 20 December 2023).
- Wang, H.; Kawahito, Y.; Yoshida, R.; Nakashima, Y.; Shiokawa, K. Development of a high-power blue laser (445 nm) for material processing. Opt. Lett. 2017, 42, 2251–2254. [Google Scholar] [CrossRef] [PubMed]
- Morimoto, K.; Tsukamoto, M.; Masuno, S.; Sato, Y.; Azumi, K.; Hayashi, Y.; Abe, N. Copper Plate Welding with 100 W Blue Diode Laser. In Proceedings of the LIA Conference, Orlando, FL, USA, 14–18 October 2018; Available online: https://pubs.aip.org/lia/liacp/proceedings/ICALEO/2018/P116/397618 (accessed on 20 December 2023).
- Silva Sa, M.; Finuf, M.; Fritz, R.; Tucker, J.; Pelaprat, J.-M.; Zediker, M.S. Blue Diode Laser Diode (450 nm) Systems for Welding of Copper. In Proceedings of the SPIE 10514, High-Power Dioder Laser Technology XVI, 1051407, San Francisco, CA, USA, 19 February 2018. [Google Scholar] [CrossRef]
- Baumann, M.; Black, A.; Malchus, J.; Chacko, R.V.; Marfels, S.; Witte, U.; Dinakaran, D.; Ocylok, S.; Weinbach, M.; Bachert, C.; et al. 1000 W blue fiber-coupled diode-laser emitting at 450 nm, In Proceedings of SPIE 10900, High-Power Diode Laser Technology XVII, 1090005, San Francisco, CA, USA, 4 March 2019. [CrossRef]
- Takenaka, K.; Sato, Y.; Fujio, S.; Nishida, K.; Rika, I.; Hori, E.; Kato, S.; Suwa, M.; Uno, S.; Tojo, K.; et al. Bead-on-plate welding of pure copper with a 1.5-kW high-power blue diodelaser. Weld World 2023, 67, 99–107. [Google Scholar] [CrossRef]
- Sato, Y.; Sudo, M.; Fujio, S.; Takenaka, K.; Mizutani, M.; Tsukamoto, M. Experimental study on pure copper welding with the 1.5 kW blue diode laser for realization of a carbon-neutral society. In Proceedings of SPIE 12403, High-Power Diode Laser Technology XXI, 124030Q, San Francisco, CA, USA, 14 March 2023. [Google Scholar] [CrossRef]
- Britten, S.; Schmid, L.; Molitor, T.; Rütering, M. Blue high-power laser sources for processing solutions in e-mobility and beyond. Procedia CIRP 2020, 94, 592–595. [Google Scholar] [CrossRef]
- Liverani, E.; Ascari, A.; Tomesani, L.; Fortunato, A. From conduction to keyhole transition on copper using blue laser: Bead-on-plate process modeling and analysis of physical phenomena. J. Mater. Process. Technol. 2023, 316, 117953. [Google Scholar] [CrossRef]
- Iqbal, N.; Sadeghian, A. Fundamental study of blue wavelength laser for welding low thickness dissimilar Cu and steel materials. Mat. Today Commun. 2023, 36, 106604. [Google Scholar] [CrossRef]
- Tang, Z.; Wan, L.; Yang, H.; Ren, P.; Zhu, C.; Wu, Y.; Wang, H.; Wang, H. Stable conduction mode welding of conventional high-reflectivity metals with 2000 W blue laser. Opt. Laser Technol. 2023, 168, 109971. [Google Scholar] [CrossRef]
- Hummel, M.; Meier, C.; Olowinsky, A.; Gillner, A.; Beckmann, F.; Moosmann, J.; Häfner, C. In situ synchrotron observation of the vapor capillary geometry in laser welding of copper with 1030 nm and 515 nm laser beam sources. In Proceedings of the SPIE 12414, High-Power Laser Materials Processing: Applications, Diagnostics, and Systems XII, 124140A, San Francisco, CA, USA, 15 March 2023. [Google Scholar] [CrossRef]
- Kaufmann, F.; Forster, C.; Hummel, M.; Olowinsky, A.; Beckmann, F.; Moosmann, J.; Roth, S.; Schmidt, M. Characterization of Vapor Capillary Geometry in Laser Beam Welding of Copper with 515 nm and 1030 nm Laser Beam Sources by Means of In Situ Synchrotron X-ray Imaging. Metals 2023, 13, 135. [Google Scholar] [CrossRef]
- Chung, W.-S.; Hummel, M.; Spurk, C.; Häusler, A.; Olowinsky, A.; Häfner, C.; Beckmann, F.; Moosmann, J. In Situ X-ray phase contrast imaging of the melt and vapor capillary behavior during the welding regime in transition on aluminum with limited material thickness. Weld. World 2023, 68, 43–50. [Google Scholar] [CrossRef]
- Heine, L.; Schlett, M.; Britten, S.; Arndt, A.; Spurk, C.; Hummel, M.; Beckmann, F.; Moosmann, J. Blue diode lasers–Understanding and influencing melt pool dynamics in copper. J. Laser Appl. 2023, 35, 4. [Google Scholar] [CrossRef]
- Fetzer, F.; Hagenlocher, C.; Weber, R. High Power, High Speed, High Quality. Laser Tech. J. 2018, 15, 3. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Laser Beam Characteristic | Setup 1 | Setup 2 |
|---|---|---|
| Laser beam source | Laserline LDMblue 1800-30 | |
| Max. output power, Pmax | 1800 W | |
| Wavelength, λ | 445 nm | |
| Optical system | Custom Optics | Laserline OTS 5 |
| Focal diameter, dF | 609 µm | 362 µm |
| Rayleigh length, zR | 2.68 mm | 1.13 mm |
| Beam quality, M2 | 233.98 | 203.1 |
| Beam parameter product | 38 mm∙mrad | 33 mm∙mrad |
| Parameter | Unit | P07 Petra III |
|---|---|---|
| Operation mode | - | High Beta |
| Photon energy | keV | 89 |
| Synchrotron beam area | mm2 | 2 × 2 |
| Scintillator material | - | GaGG:Ce |
| Scintillator size | mm2 | 11 × 11 |
| Scintillator thickness | µm | 1200 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Spurk, C.; Dietrich, F.; Hummel, M.; Gillner, A.; Beckmann, F.; Moosmann, J.; Häfner, C. In Situ Synchrotron Investigations of Beam Diameter Influence on Vapor Capillary Formation during Laser Beam Welding of Copper Alloy with a Blue Laser Beam Source. J. Manuf. Mater. Process. 2024, 8, 47. https://doi.org/10.3390/jmmp8020047
Spurk C, Dietrich F, Hummel M, Gillner A, Beckmann F, Moosmann J, Häfner C. In Situ Synchrotron Investigations of Beam Diameter Influence on Vapor Capillary Formation during Laser Beam Welding of Copper Alloy with a Blue Laser Beam Source. Journal of Manufacturing and Materials Processing. 2024; 8(2):47. https://doi.org/10.3390/jmmp8020047
Chicago/Turabian StyleSpurk, Christoph, Frederik Dietrich, Marc Hummel, Arnold Gillner, Felix Beckmann, Julian Moosmann, and Constantin Häfner. 2024. "In Situ Synchrotron Investigations of Beam Diameter Influence on Vapor Capillary Formation during Laser Beam Welding of Copper Alloy with a Blue Laser Beam Source" Journal of Manufacturing and Materials Processing 8, no. 2: 47. https://doi.org/10.3390/jmmp8020047
APA StyleSpurk, C., Dietrich, F., Hummel, M., Gillner, A., Beckmann, F., Moosmann, J., & Häfner, C. (2024). In Situ Synchrotron Investigations of Beam Diameter Influence on Vapor Capillary Formation during Laser Beam Welding of Copper Alloy with a Blue Laser Beam Source. Journal of Manufacturing and Materials Processing, 8(2), 47. https://doi.org/10.3390/jmmp8020047