

Modelling the Evolution of Phases during Laser Beam Welding of Stainless Steel with Low Transformation Temperature Combining Dilatometry Study and FEM


Abstract
:1. Introduction
2. Materials and Methods
3. Simulation Approach
- (a)
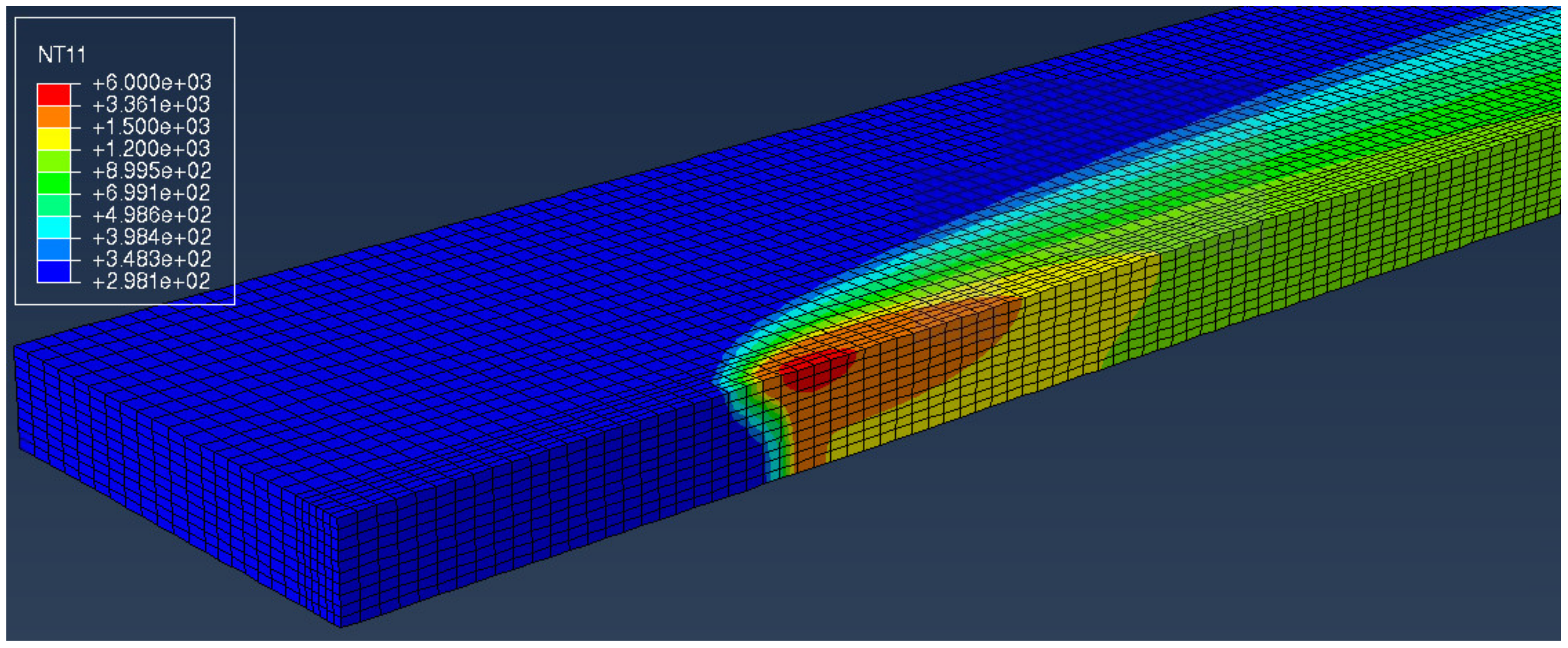
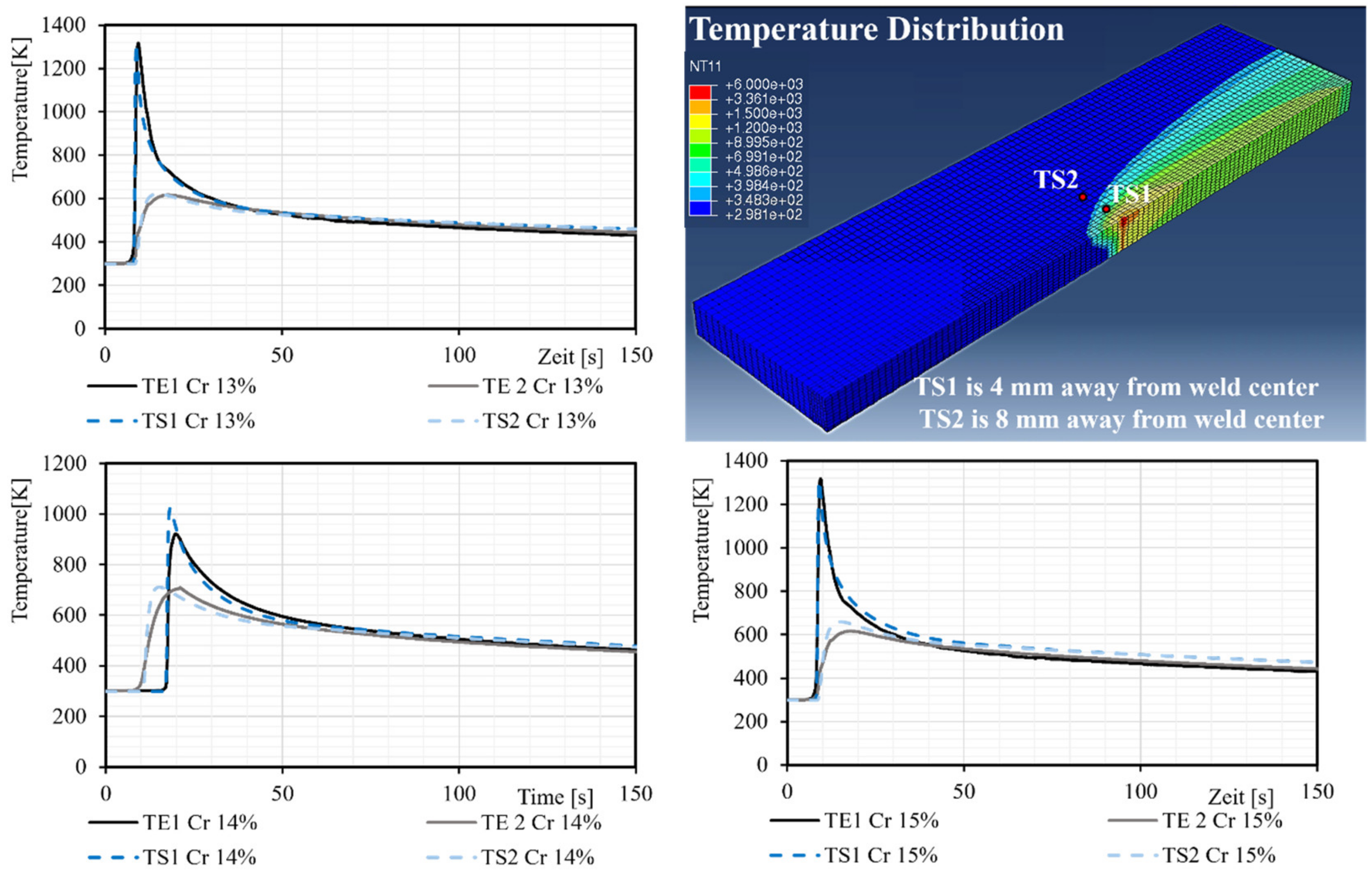
- The transient thermal mode (TTM) is a replica of the physical model that was computed using a commercial analysis software—Abaqus 2023. Since the weld was performed in the centre of the specimen in the longitudinal direction, only half of the specimen needs to be simulated due to symmetry. The simulation model was computed by considering the welding parameters, the geometry, the thermal boundary conditions (BC) (convection and radiation) and the temperature-dependent thermal material properties. The material properties for the base plate and weld seam were calculated using Jmat Pro version 13 [29] on the basis of the chemical compositions (Table 1 for the base plate and Table 3 for the weld seam). The thermal BC, convection and radiation were integrated into the thermal simulation with the Abaqus subroutine, SFILM. To minimise computational time, a symmetric finite element method (FEM) model has been implemented, incorporating a plate with dimensions of 100 × 25 × 5 mm, and variable mesh densities were implemented. The author implemented the equivalent heat source model based on their previous work Figure 4 [11], which utilised an eight-node brick element (DC3D8) with a total of 28,886 nodes and 25,000 elements. The implementation of the equivalent heat source was achieved by using an Abaqus DFLUX user subroutine [30]. The TTM is presented in Figure 5.
- (b)
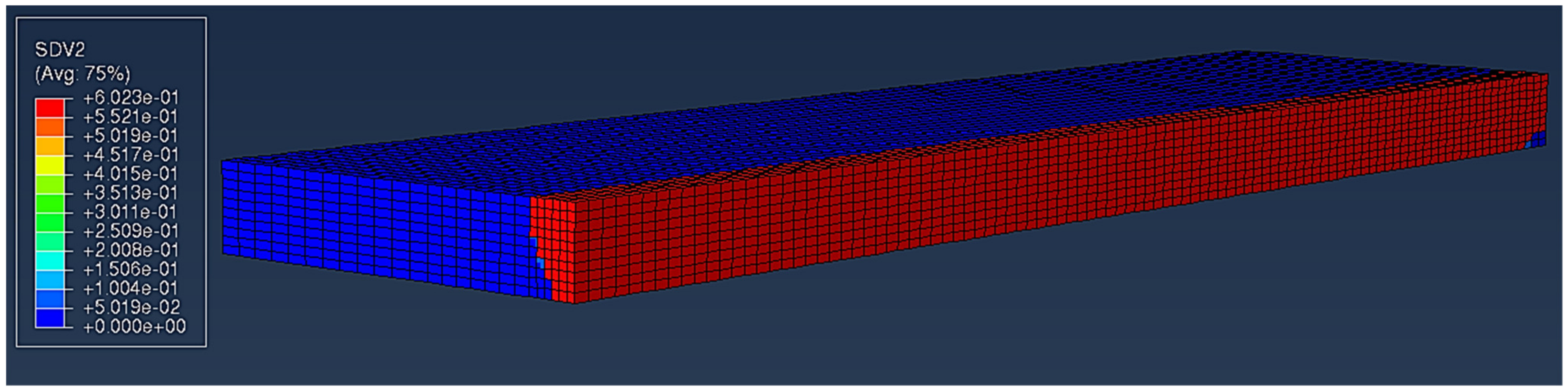
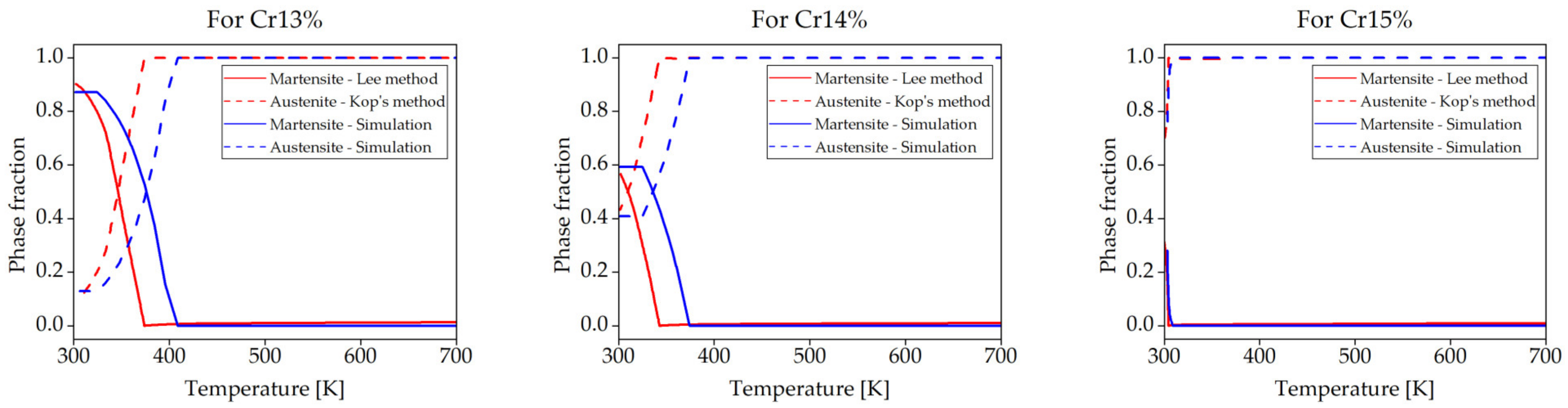
- The phase transformation model (PTM) is calculated using the temperature data obtained from the temperature transformation model (TTM), as in Figure 6. Since the main focus of this work is on the cooling cycle, the phase during the heating cycle was considered to be 1 and only in the cooling cycle, the kinematics of austenite to martensite and the retained austenite were calculated using the Koistinen–Marburger numerical Equation (12) [32] and Johnson–Mehl–Avrami numerical Equation (11) [33]. The Abaqus subroutine used for PTM is UEXPAN with solution-dependent variables (SDV).
4. Results and Discussion
Summary and Outlook
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Lebedev, A.A.; Kosarchuk, V.V. Influence of phase transformations on the mechanical properties of austenitic stainless steels. Int. J. Plast. 2000, 16, 749–767. [Google Scholar] [CrossRef]
- Jiang, W.; Chen, W.; Woo, W.; Tu, S.-T.; Zhang, X.-C.; Em, V. Effects of low-temperature transformation and transformation-induced plasticity on weld residual stresses: Numerical study and neutron diffraction measurement. Mater. Des. 2018, 147, 65–79. [Google Scholar] [CrossRef]
- Francis, J.A.; Stone, H.J.; Kundu, S.; Bhadeshia, H.K.D.H.; Rogge, R.B.; Withers, P.J.; Karlsson, L. The Effects of Filler Metal Transformation Temperature on Residual Stresses in a High Strength Steel Weld. J. Press. Vessel Technol. 2009, 131, 041401. [Google Scholar] [CrossRef]
- Liu, T.; Liang, L.; Raabe, D.; Dai, L. The martensitic transition pathway in steel. J. Mater. Sci. Technol. 2023, 134, 244–253. [Google Scholar] [CrossRef]
- Moyer, J.M.; Ansell, G.S. The Volume Expansion Accompanying the Martensite Transformation in Iron-Carbon Alloys. Metall. Trans. A 1975, 6, 1785–1791. [Google Scholar] [CrossRef]
- Akyel, F.; Gamerdinger, M.; Olschok, S.; Reisgen, U.; Schwedt, A.; Mayer, J. Adjustment of chemical composition with dissimilar filler wire in 1.4301 austenitic stainless steel to influence residual stress in laser beam welds. J. Adv. Join. Process. 2022, 5, 100081. [Google Scholar] [CrossRef]
- Kromm, A.; Dixneit, J.; Kannengiesser, T. Residual stress engineering by low transformation temperature alloys—State of the art and recent developments. Weld World 2014, 58, 729–741. [Google Scholar] [CrossRef]
- Wohlfahrt, H. Die Bedeutung der Austenitumwandlung für eigenspannungs entstehung beim Schweißen. HTM J. Heat Treat. Mater. 1986, 4, 248–257. [Google Scholar] [CrossRef]
- Ohta, A.; Maeda, Y.; Nguyen, T.N.; Suzuki, N. Fatigue Strength Improvement of Box Section Member by Using Low Transformation Temperature Welding Material. Q. J. Jpn. Weld. Soc. 2000, 18, 628–633. [Google Scholar] [CrossRef]
- Kromm, A.; Kannengiesser, T.; Gibmeier, J.; Genzel, C.; Van Der Mee, V. Determination of residual stresses in low transformation temperature (LTT-) weld metals using X-ray and high energy synchrotron radiation. Weld. World 2009, 53, 3–16. [Google Scholar] [CrossRef]
- Akyel, F.; Reisgen, U.; Olschok, S.; Murthy, K. Simulation of Phase Transformation and Residual Stress of Low Alloy Steel in Laser Beam Welding. In Enhanced Material, Parts Optimization and Process Intensification; Reisgen, U., Drummer, D., Marschall, H., Eds.; Springer International Publishing: Cham, Switzerland, 2021; pp. 3–13. [Google Scholar]
- Altenkirch, J.; Gibmeier, J.; Kromm, A.; Kannengiesser, T.; Nitschke-Pagel, T.; Hofmann, M. In situ study of structural integrity of low transformation temperature (LTT)-welds. Mater. Sci. Eng. A 2011, 528, 5566–5575. [Google Scholar] [CrossRef]
- Krishna Murthy, K.R.; Akyel, F.; Reisgen, U.; Olschok, S. Simulation of transient heat transfer and phase transformation in laser beam welding for low alloy steel and studying its influences on the welding residual stresses. J. Adv. Join. Process. 2022, 5, 100080. [Google Scholar] [CrossRef]
- Gottstein, G. Physical Foundations of Materials Science; Springer: Berlin/Heidelberg, Germany, 2004. [Google Scholar]
- Hung, T.-S.; Chen, T.-C.; Chen, H.-Y.; Tsay, L.-W. The effects of Cr and Ni equivalents on the microstructure and corrosion resistance of austenitic stainless steels fabricated by laser powder bed fusion. J. Manuf. Process. 2023, 90, 69–79. [Google Scholar] [CrossRef]
- Feng, Z.-Y.; Di, X.-J.; Wu, S.-P.; Zhang, Z.; Liu, X.-Q.; Wang, D.-P. Comparison of two types of low-transformation-temperature weld metals based on solidification mode. Sci. Technol. Weld. Join. 2018, 23, 241–248. [Google Scholar] [CrossRef]
- Dixneit, J.; Vollert, F.; Kromm, A.; Gibmeier, J.; Hannemann, A.; Fischer, T.; Kannengiesser, T. In situ analysis of the strain evolution during welding using low transformation temperature filler materials. Sci. Technol. Weld. Join. 2019, 24, 243–255. [Google Scholar] [CrossRef]
- Feng, Z.; Ma, N.; Hiraoka, K.; Komizo, Y.; Kano, S.; Nagami, M. Development of 16Cr8Ni low transformation temperature welding material for optimal characteristics under various dilutions due to all repair welding positions. Sci. Technol. Weld. Join. 2023, 28, 305–313. [Google Scholar] [CrossRef]
- Hosseini, S.A.; Gheisari, K.; Moshayedi, H.; Ahmadi, M.R.; Warchomicka, F.; Enzinger, N. Assessment of the chemical composition of LTT fillers on residual stresses, microstructure, and mechanical properties of 410 AISI welded joints. Weld. World 2021, 65, 807–823. [Google Scholar] [CrossRef]
- Kang, J.-Y.; Park, S.-J.; Suh, D.-W.; Han, H.N. Estimation of phase fraction in dual phase steel using microscopic characterizations and dilatometric analysis. Mater. Charact. 2013, 84, 205–215. [Google Scholar] [CrossRef]
- Gómez, M.; Medina, S.F.; Caruana, G. Modelling of Phase Transformation Kinetics by Correction of Dilatometry Results for a Ferritic Nb-microalloyed Steel. ISIJ Int. 2003, 43, 1228–1237. [Google Scholar] [CrossRef]
- Kop, T.A.; Sietsma, J.; van der Zwaag, S. Dilatometric analysis of phase transformations in hypo-eutectoid steels. J. Mater. Sci. 2001, 36, 519–526. [Google Scholar] [CrossRef]
- Lusk, M.T.; Wang, W.; Sun, X.; Lee, Y.K. On the role of kinematics in constructing predictive models of austenite decomposition. In Austenite Formation and Decomposition; The Minerals, Metals & Materials Society: Pittsburgh, PA, USA, 2003. [Google Scholar]
- Choi, S. Model for estimation of transformation kinetics from the dilatation data during a cooling of hypoeutectoid steels. Mater. Sci. Eng. A 2003, 363, 72–80. [Google Scholar] [CrossRef]
- Ravi, K.; Murthy, K.; Fatma, A.; Simon, O.; Uwe, R. (Eds.) LTT Effect Simulation by Varying the Cr-Ni Compositions in the Weld Zone during Laser Beam Welding for High Alloy Steel and Studying Its Influence on Ms Temperature and Residual Stresses. In Proceedings of the Lasers in Manufacturing Conference 2023, Munich, Germany, 26–29 June 2023. [Google Scholar]
- ISO 13919-1:2019; Electron and Laser-Beam Welded Joints Requirements and Recommendations on Quality Levels for Imperfections Part 1: Steel, Nickel, Titanium and Their Alloys, 2nd ed. International Standard Published, 2019. Available online: https://www.iso.org/standard/75514.html (accessed on 15 February 2024).
- A01 Committee. Practice for Quantitative Measurement and Reporting of Hypoeutectoid Carbon and Low-Alloy Steel Phase Transformations; ASTM International: West Conshohocken, PA, USA, 2018. [Google Scholar]
- Goldak, J.A.; Akhlaghi, M. Computational Welding Mechanics; Springer: New York, NY, USA, 2005. [Google Scholar]
- Saunders, N.; Guo, U.K.Z.; Li, X.; Miodownik, A.P.; Schillé, J.P. Using JMatPro to model materials properties and behavior. Jom 2003, 55, 60–65. [Google Scholar] [CrossRef]
- Abaqus User Subroutines Reference Guide; Version 6.14; Dassault Systèmes: Vélizy-Villacoublay, France, 2014.
- Goldak, J.; Chakravarti, A.; Bibby, M. A new finite element model for welding heat sources. Metall. Trans. B 1984, 15, 299–305. [Google Scholar] [CrossRef]
- Deng, D. FEM prediction of welding residual stress and distortion in carbon steel considering phase transformation effects. Mater. Des. 2009, 30, 359–366. [Google Scholar] [CrossRef]
- Winczek, J.; Skrzypczak, T. Thermomechanical States in Arc Weld Surfaced Steel Elements. Arch. Metall. Mater. 2016, 61, 1623–1634. [Google Scholar] [CrossRef]
- Dean, D.; Yu, L.; Hisashi, S.; Masakazu, S.; Hidekazu, M. Numerical Simulation of Residual Stress and Deformation Considering Phase Transformation Effects(Mechanics, Strength & Structural Design). Trans. JWRI 2003, 32, 325–333. [Google Scholar]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Fe [wt%] | C [wt%] | Si [wt%] | Mn [wt%] | Cr [wt%] | Ni [wt%] | Mo [wt%] |
|---|---|---|---|---|---|---|---|
| 1.4301 | 70.7 | 0.02 | 0.42 | 1.68 | 18.2 | 8.24 | 0.036 |
| G3Si1 | 97.3 | 0.07 | 0.86 | 1.44 | 0.045 | 0.019 | 0.008 |
| Oscillation Parameter | Seam Preparation |  | |||||||
| Name | Power P [kW] | Weld Speed Vw [m/min] | Feed Speed Vf [m/min] | Frequency F [Hz] | Amplitude [%] | Figure [-] | Width W [mm] | Depth D [mm] | |
| LTT-Cr-13 | 6 | 0.8 | 6.9 | 150 | 3 | Sine | 1.4 | 1.4 | |
| LTT-Cr-14 | 5.8 | 0.8 | 3.4 | 150 | 5 | Sine | 1.6 | 1.0 | |
| LTT-Cr-15 | 5.8 | 0.8 | 3.4 | 150 | 5 | Sine | 1.4 | 1.0 | |
| Material in Weld Seam | Fe [wt%] | Si [wt%] | Mn [wt%] | Cr [wt%] | Ni [wt%] |
|---|---|---|---|---|---|
| LTT-Cr-13% | 79.638 | 0.450 | 1.326 | 12.936 | 5.647 |
| LTT-Cr-14% | 77.421 | 0.455 | 1.463 | 14.575 | 6.084 |
| LTT-Cr-15% | 76.171 | 0.413 | 1.399 | 15.173 | 6.845 |
| Cr 13% | Cr 14% | Cr 15% | |
|---|---|---|---|
| 0.098 | 0.433 | 0.686 | |
| 0.901 | 0.566 | 0.31 | |
| 400.86 K | 373.8 K | 304.2 K |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Krishna Murthy, K.R.; Akyel, F.; Reisgen, U.; Olschok, S.; Mahendran, D. Modelling the Evolution of Phases during Laser Beam Welding of Stainless Steel with Low Transformation Temperature Combining Dilatometry Study and FEM. J. Manuf. Mater. Process. 2024, 8, 50. https://doi.org/10.3390/jmmp8020050
Krishna Murthy KR, Akyel F, Reisgen U, Olschok S, Mahendran D. Modelling the Evolution of Phases during Laser Beam Welding of Stainless Steel with Low Transformation Temperature Combining Dilatometry Study and FEM. Journal of Manufacturing and Materials Processing. 2024; 8(2):50. https://doi.org/10.3390/jmmp8020050
Chicago/Turabian StyleKrishna Murthy, Karthik Ravi, Fatma Akyel, Uwe Reisgen, Simon Olschok, and Dhamini Mahendran. 2024. "Modelling the Evolution of Phases during Laser Beam Welding of Stainless Steel with Low Transformation Temperature Combining Dilatometry Study and FEM" Journal of Manufacturing and Materials Processing 8, no. 2: 50. https://doi.org/10.3390/jmmp8020050
APA StyleKrishna Murthy, K. R., Akyel, F., Reisgen, U., Olschok, S., & Mahendran, D. (2024). Modelling the Evolution of Phases during Laser Beam Welding of Stainless Steel with Low Transformation Temperature Combining Dilatometry Study and FEM. Journal of Manufacturing and Materials Processing, 8(2), 50. https://doi.org/10.3390/jmmp8020050