Numerical Investigation of Residual Stresses in Welded Thermoplastic CFRP Structures



Abstract
:1. Introduction
2. Materials and Methods
3. Results
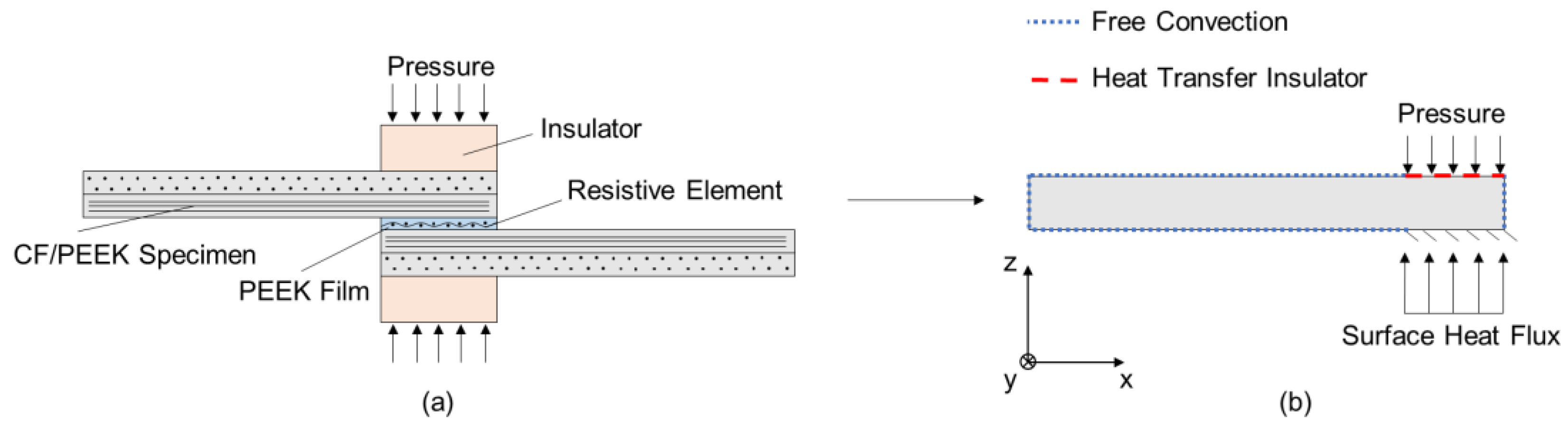
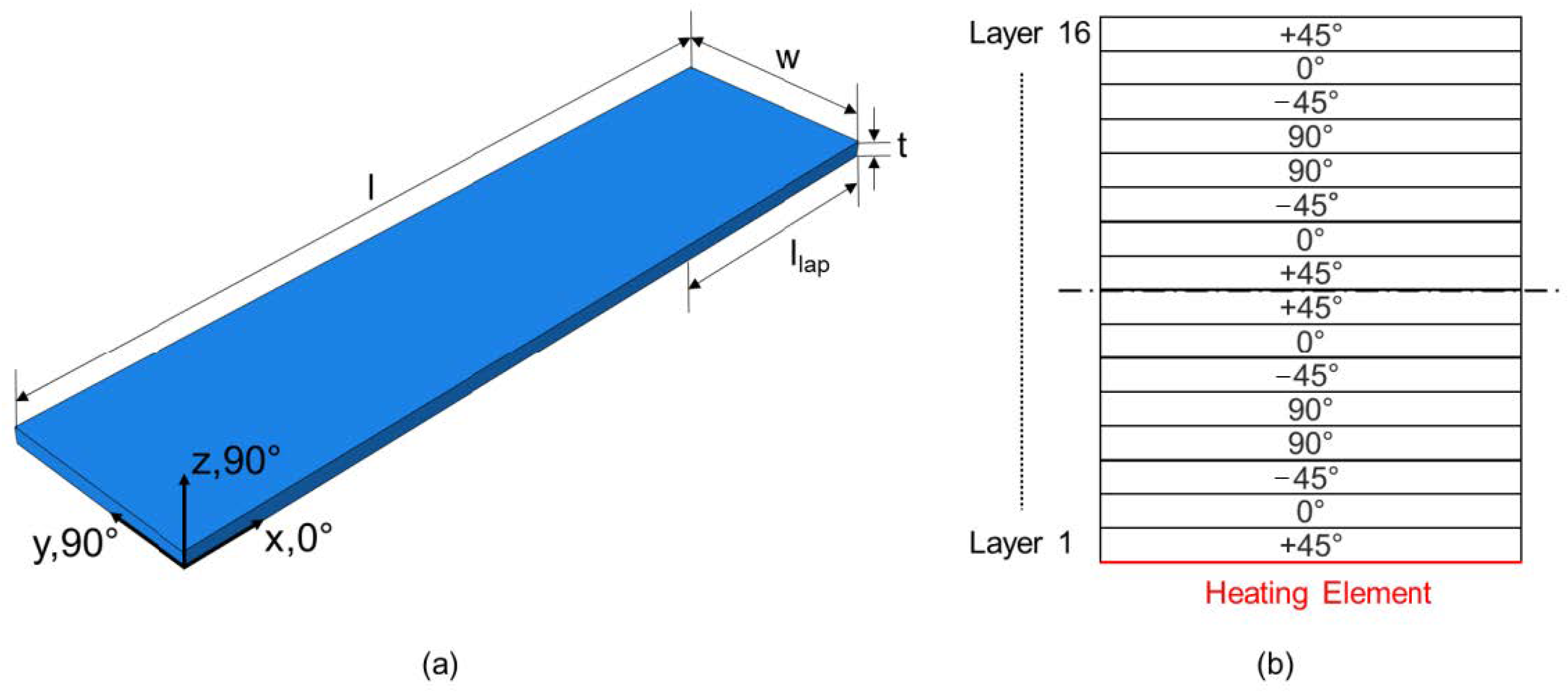
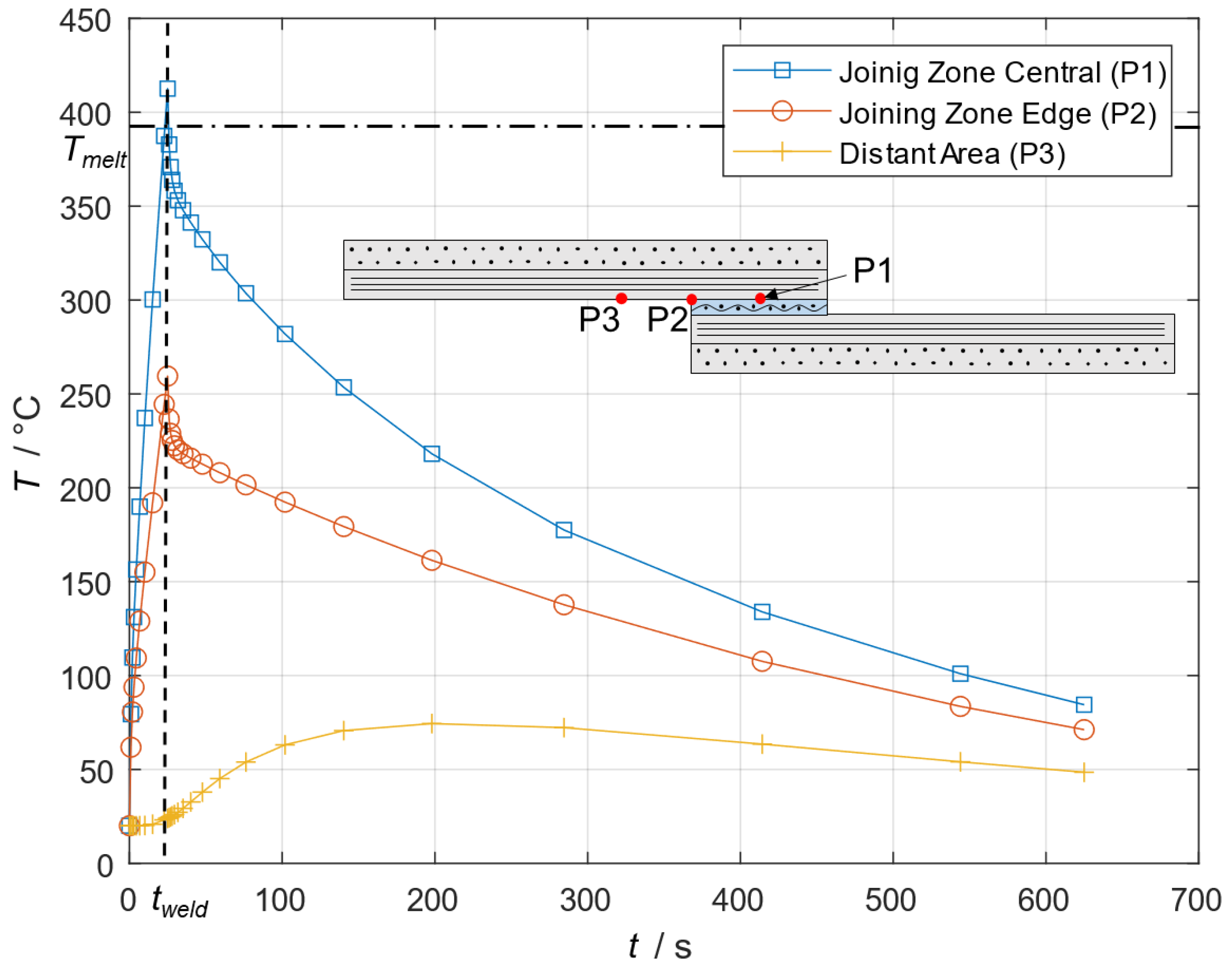
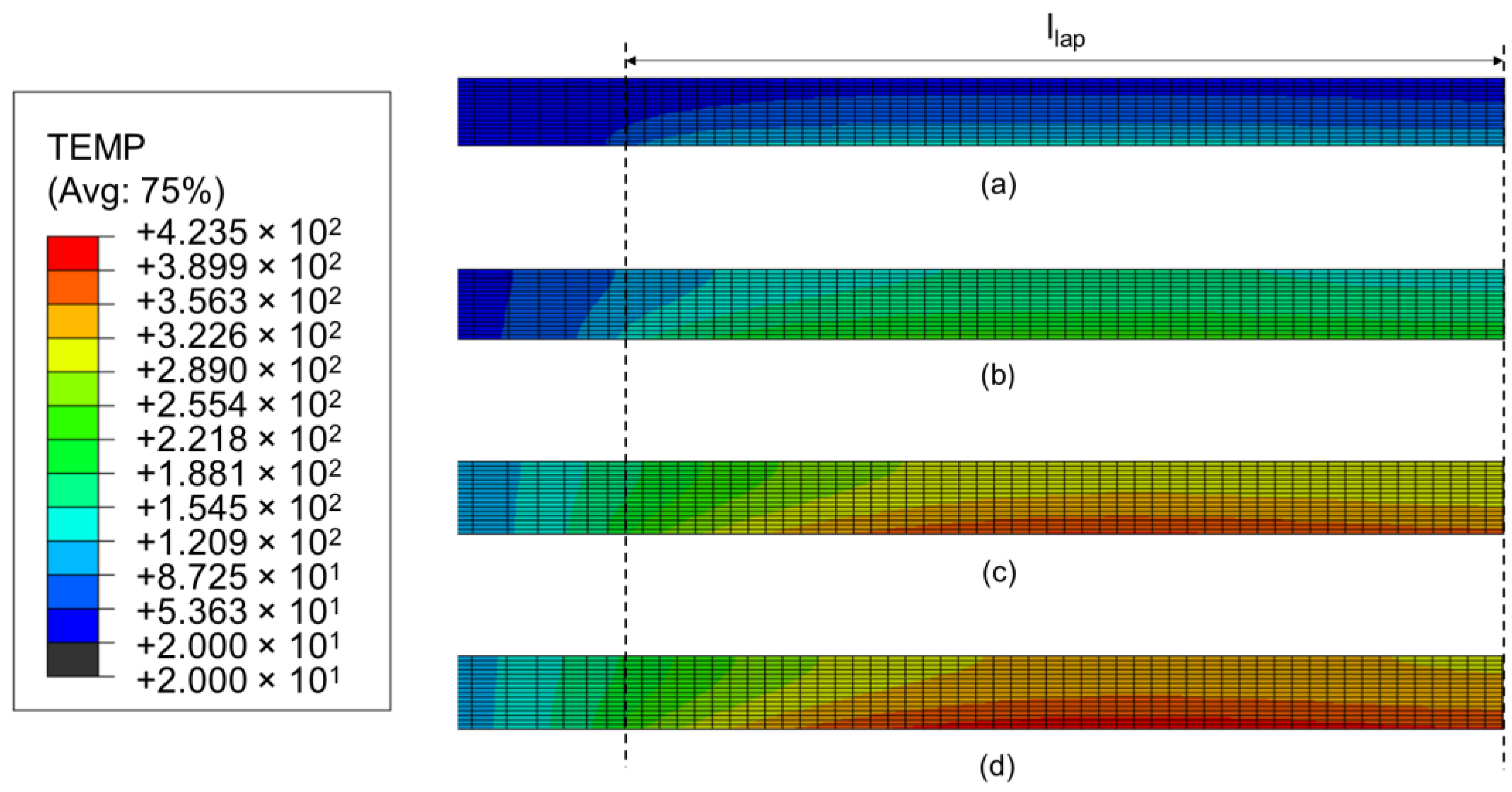
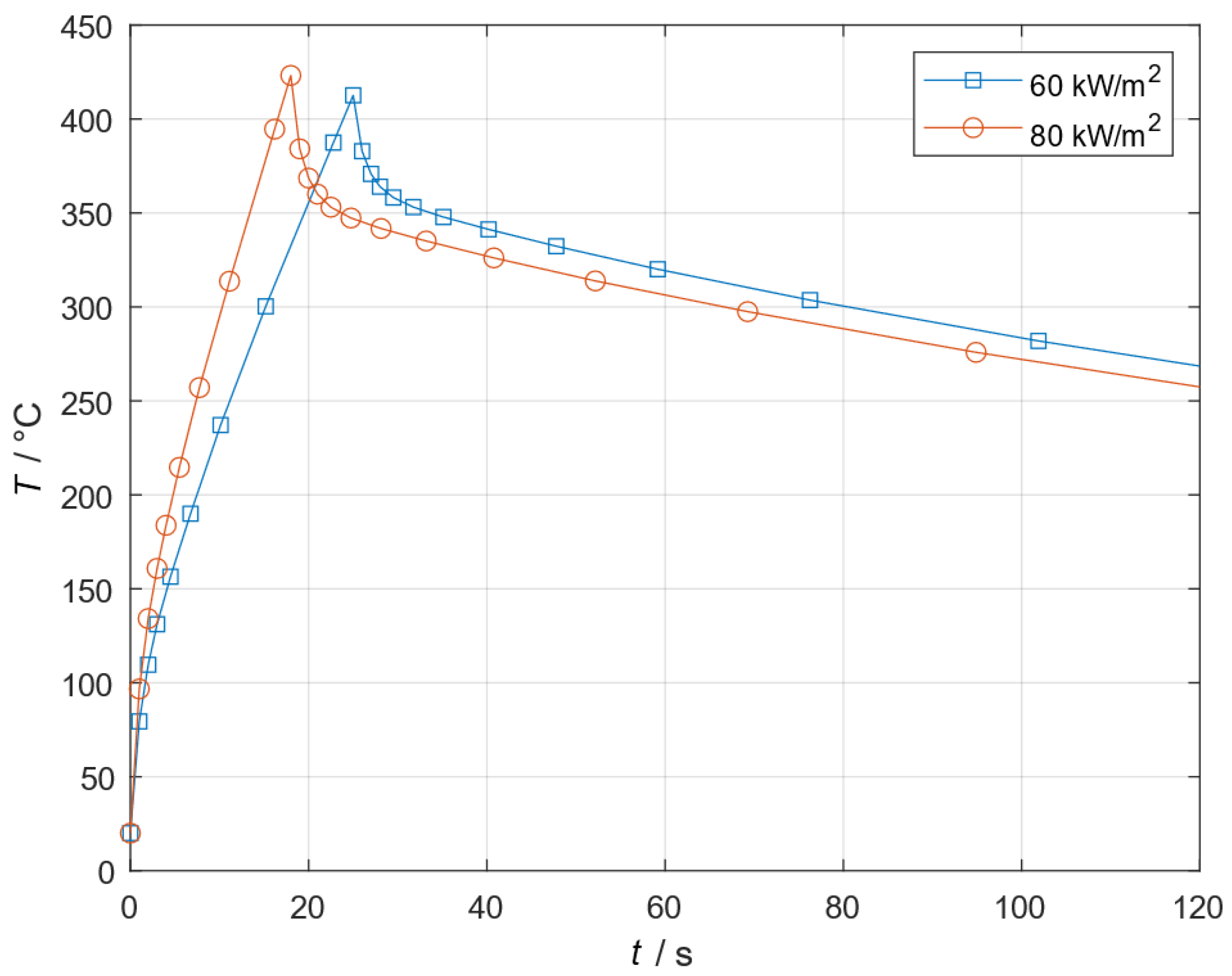
3.1. Welding Simulation
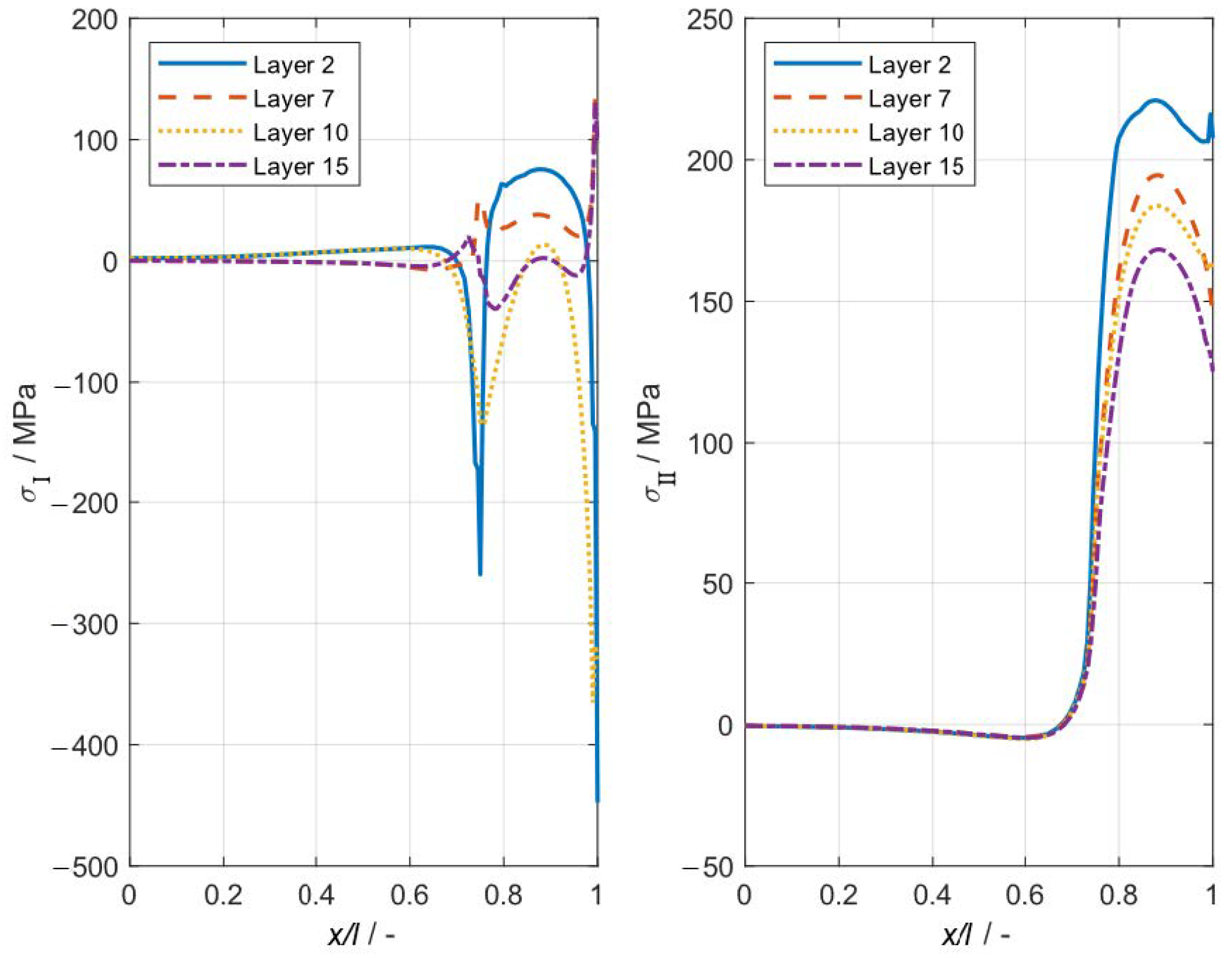
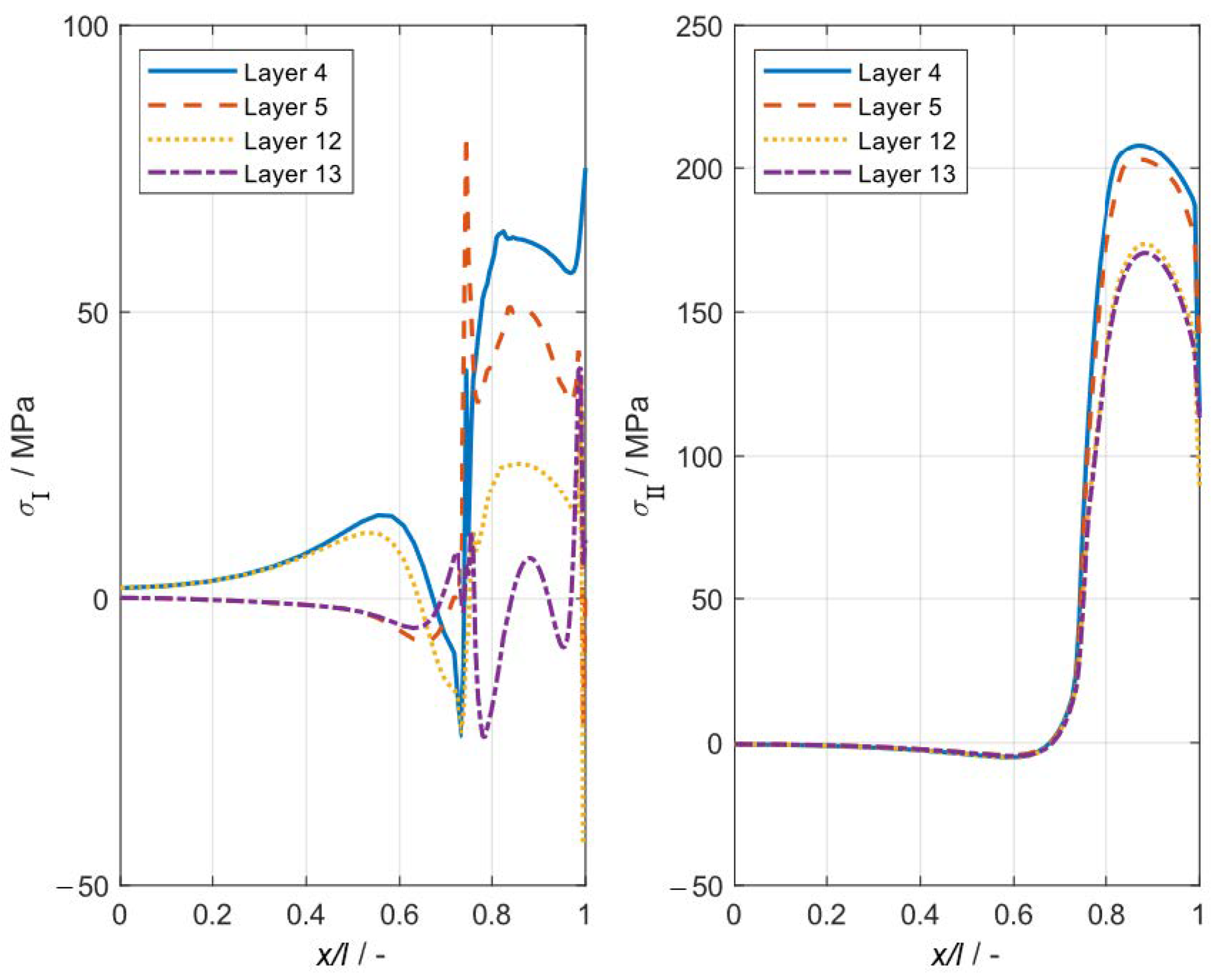
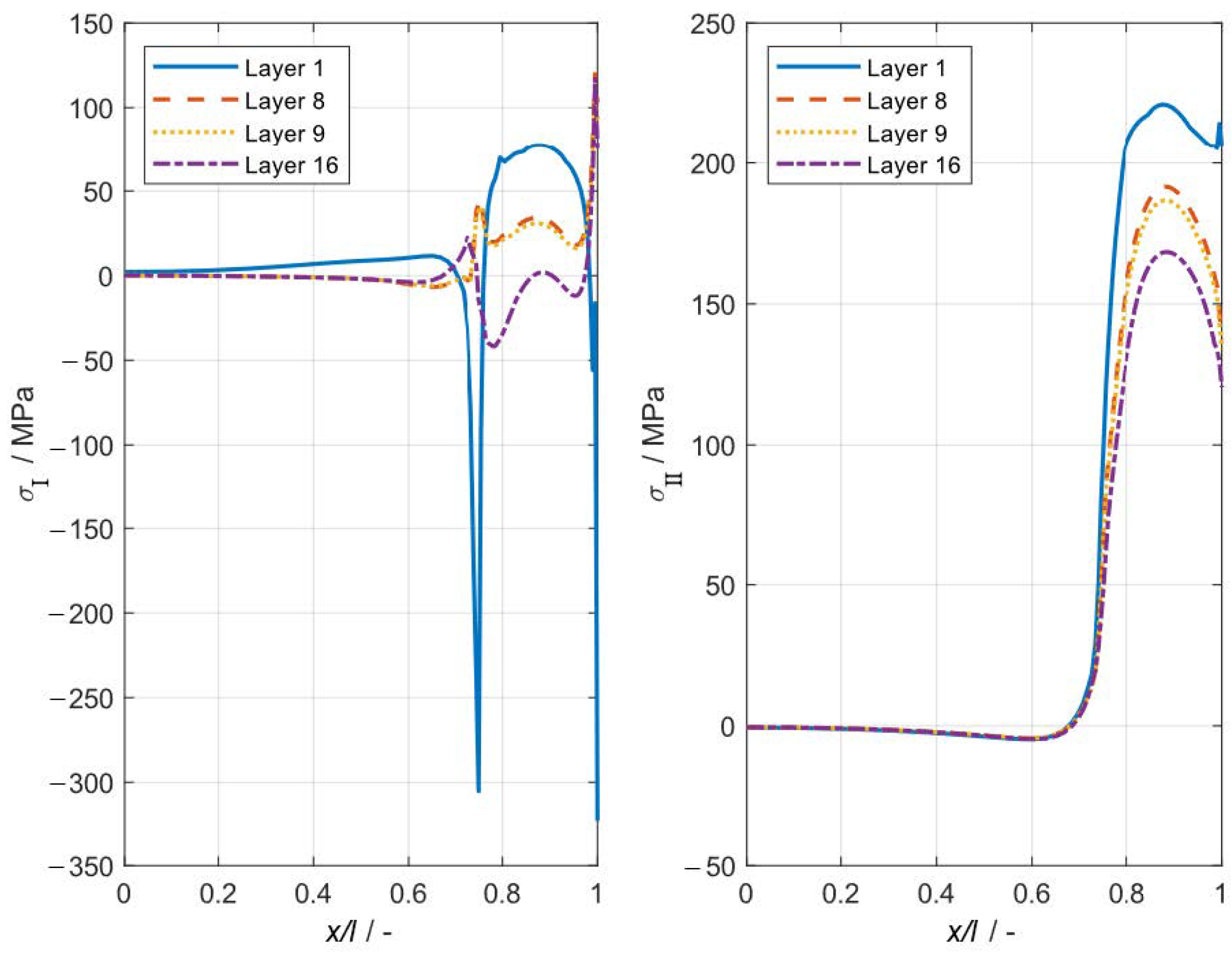
3.2. Residual Stress Analysis
4. Discussion and Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Cogswell, F.N. Thermoplastic Aromatic Polymer Composites: A Study of the Structure, Processing and Properties of Carbon Fibre Reinforced Polyetheretherketone and Related Materials; Butterworth-Heinemann: Amsterdam, The Netherlands, 2013. [Google Scholar]
- Zhou, W.; Ai, S.; Chen, M.; Zhang, R.; He, R.; Pei, Y.; Fang, D. Preparation and thermodynamic analysis of the porous ZrO2/(ZrO2 + Ni) functionally graded bolted joint. Compos. Part B Eng. 2015, 82, 13–22. [Google Scholar] [CrossRef]
- Zhou, W.; Zhang, R.; Ai, S.; He, R.; Pei, Y.; Fang, D. Load distribution in threads of porous metal–ceramic functionally graded composite joints subjected to thermomechanical loading. Compos. Struct. 2015, 134, 680–688. [Google Scholar] [CrossRef] [Green Version]
- Lionetto, F.; Pappadà, S.; Buccoliero, G.; Maffezzoli, A. Finite element modeling of continuous induction welding of thermoplastic matrix composites. Mater. Des. 2017, 120, 212–221. [Google Scholar] [CrossRef]
- Gouin O’Shaughnessey, P.; Dubé, M.; Fernandez Villegas, I. Modeling and experimental investigation of induction welding of thermoplastic composites and comparison with other welding processes. J. Compos. Mater. 2016, 50, 2895–2910. [Google Scholar] [CrossRef] [Green Version]
- Sooriyapiragasam, S.K.; Hopmann, C. Modeling of the heating process during the laser transmission welding of thermoplastics and calculation of the resulting stress distribution. Weld World 2016, 60, 777–791. [Google Scholar] [CrossRef]
- Cosson, B.; Deléglise, M.; Knapp, W. Numerical analysis of thermoplastic composites laser welding using ray tracing method. Compos. Part B Eng. 2015, 68, 85–91. [Google Scholar] [CrossRef]
- Zhao, T.; Palardy, G.; Villegas, I.F.; Rans, C.; Martinez, M.; Benedictus, R. Mechanical behaviour of thermoplastic composites spot-welded and mechanically fastened joints: A preliminary comparison. Compos. Part B Eng. 2017, 112, 224–234. [Google Scholar] [CrossRef] [Green Version]
- Lionetto, F.; Dell’Anna, R.; Montagna, F.; Maffezzoli, A. Modeling of continuous ultrasonic impregnation and consolidation of thermoplastic matrix composites. Compos. Part A Appl. Sci. Manuf. 2016, 82, 119–129. [Google Scholar] [CrossRef]
- Stavrov, D.; Bersee, H.E.N. Resistance welding of thermoplastic composites-an overview. Compos. Part A Appl. Sci. Manuf. 2005, 36, 39–54. [Google Scholar] [CrossRef]
- Shi, H.; Villegas, I.F.; Bersee, H.E.N. Strength and failure modes in resistance welded thermoplastic composite joints: Effect of fibre–matrix adhesion and fibre orientation. Compos. Part A Appl. Sci. Manuf. 2013, 55, 1–10. [Google Scholar] [CrossRef]
- Shi, H.; Villegas, I.F.; Octeau, M.-A.; Bersee, H.E.N.; Yousefpour, A. Continuous resistance welding of thermoplastic composites: Modelling of heat generation and heat transfer. Compos. Part A Appl. Sci. Manuf. 2015, 70, 16–26. [Google Scholar] [CrossRef]
- Parlevliet, P.P.; Bersee, H.E.N.; Beukers, A. Residual stresses in thermoplastic composites—A study of the literature—Part I: Formation of residual stresses. Compos. Part A Appl. Sci. Manuf. 2006, 37, 1847–1857. [Google Scholar] [CrossRef]
- Parlevliet, P.P.; Bersee, H.E.N.; Beukers, A. Residual stresses in thermoplastic composites—A study of the literature. Part III: Effects of thermal residual stresses. Compos. Part A Appl. Sci. Manuf. 2007, 38, 1581–1596. [Google Scholar] [CrossRef]
- Zhou, W.; Zhou, H.; Zhang, R.; Pei, Y.; Fang, D. Measuring residual stress and its influence on properties of porous ZrO2/(ZrO2+Ni) ceramics. Mater. Sci. Eng. A 2015, 622, 82–90. [Google Scholar] [CrossRef] [Green Version]
- Jeyakodi, G.K. Finite Element Simulation of the In—Situ AFP Process for Thermoplastic Composites Using Abaqus. Master’s Thesis, Faculty of Aerospace Engineering, Delft University of Technology, Delft, The Netherlands, 2016. [Google Scholar]
- Shi, H.; Villegas, I.F.; Bersee, H.E.N. An investigation on the strain distribution of resistance welded thermoplastic composite joints. In Proceedings of the 53rd AIAA/ASME/ASCE/AHS/ASC Structures, Structural Dynamics and Materials Conference, Honolulu, HI, USA, 23–26 April 2012. [Google Scholar] [CrossRef] [Green Version]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Elastic Properties | Thermal Properties | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Young’s Modulus | Shear Modulus | Poisson’s Ratio | Thermal Conductivity Coefficient | Thermal Expansion coefficient | Specific Heat Capacity | |||||
| [MPa] | [MPa] | [MPa] | [MPa] | [-] | [-] | |||||
| 130,000 | 10,300 | 6000 | 4800 | 0.32 | 0.35 | 3.5 | 0.42 | 1.5 × 10−7 | 2.82 × 10−5 | 800 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Nagel, L.; Herwig, A.; Schmidt, C.; Horst, P. Numerical Investigation of Residual Stresses in Welded Thermoplastic CFRP Structures. J. Compos. Sci. 2021, 5, 45. https://doi.org/10.3390/jcs5020045
Nagel L, Herwig A, Schmidt C, Horst P. Numerical Investigation of Residual Stresses in Welded Thermoplastic CFRP Structures. Journal of Composites Science. 2021; 5(2):45. https://doi.org/10.3390/jcs5020045
Chicago/Turabian StyleNagel, Lukas, Alexander Herwig, Carsten Schmidt, and Peter Horst. 2021. "Numerical Investigation of Residual Stresses in Welded Thermoplastic CFRP Structures" Journal of Composites Science 5, no. 2: 45. https://doi.org/10.3390/jcs5020045
APA StyleNagel, L., Herwig, A., Schmidt, C., & Horst, P. (2021). Numerical Investigation of Residual Stresses in Welded Thermoplastic CFRP Structures. Journal of Composites Science, 5(2), 45. https://doi.org/10.3390/jcs5020045