
Effect of Graphene Oxide as a Reinforcement in a Bio-Epoxy Composite




Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
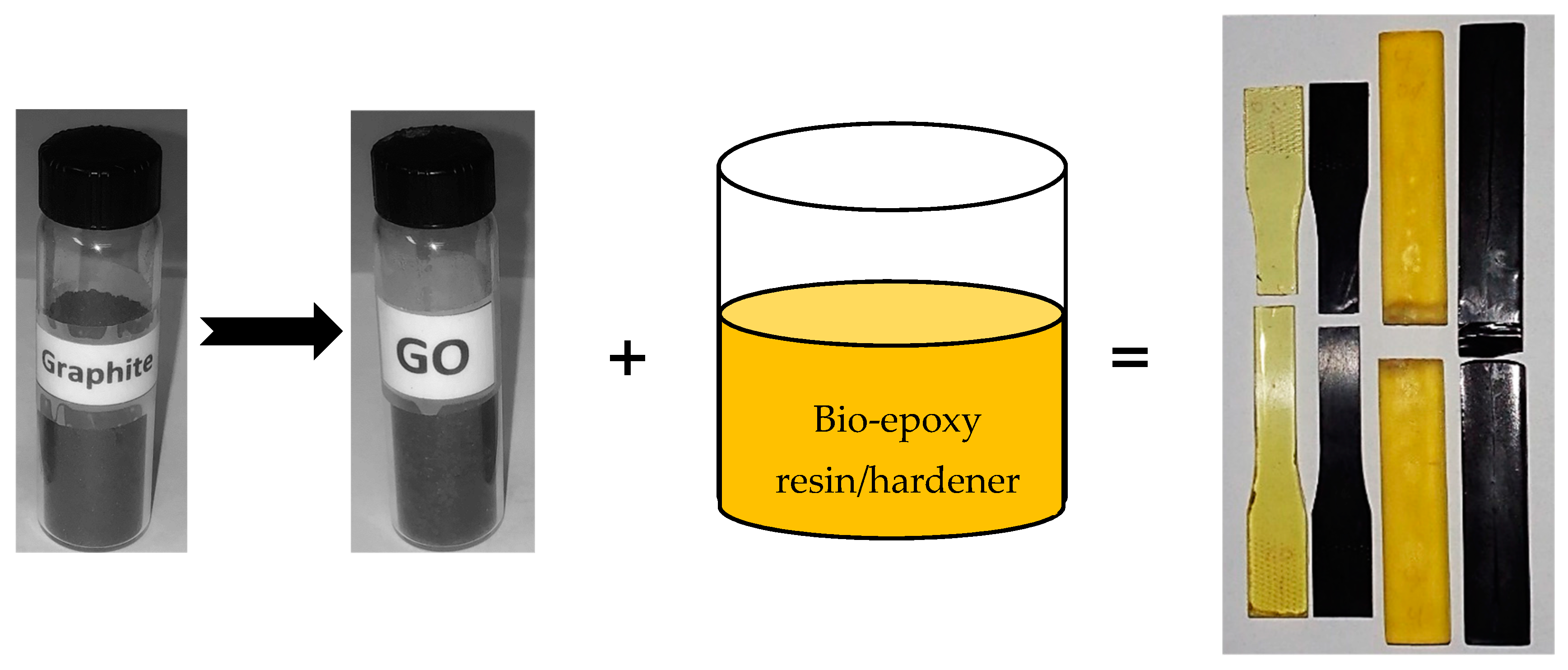
2.2. Graphene Oxide Preparation
2.3. Bio-Epoxy/GO Composite Preparation
2.4. Measurements and Characterization
3. Results and Discussion
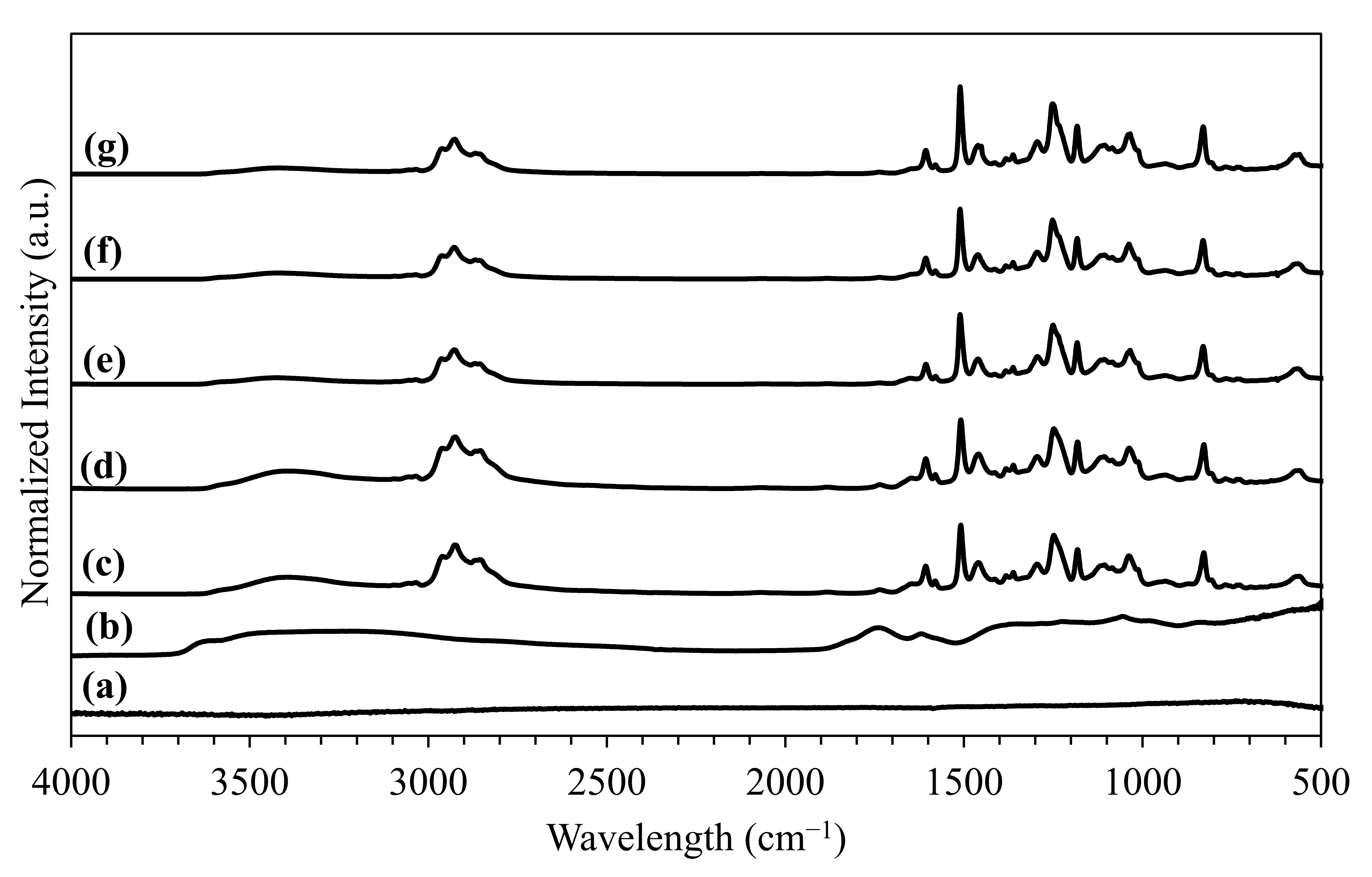
3.1. FTIR Analysis
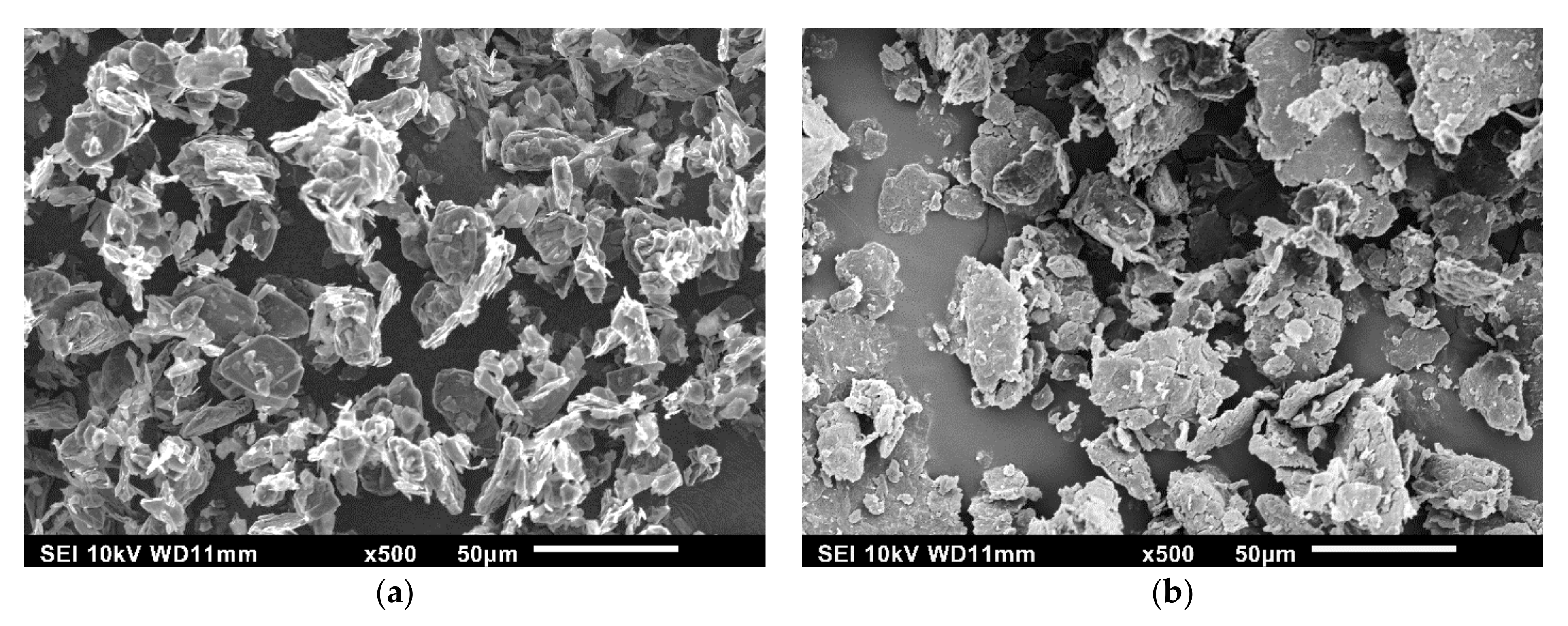
3.2. Scanning Electron Microscopy Analysis (Powders)
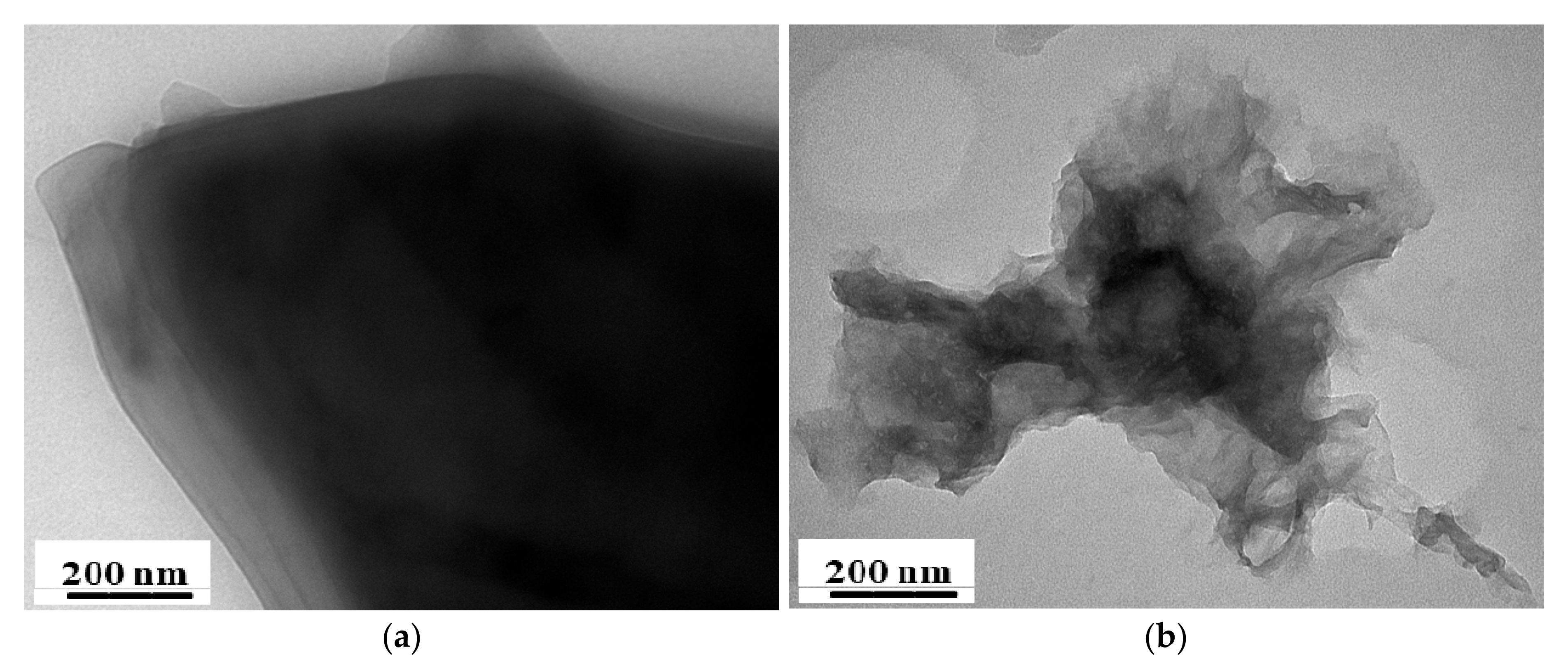
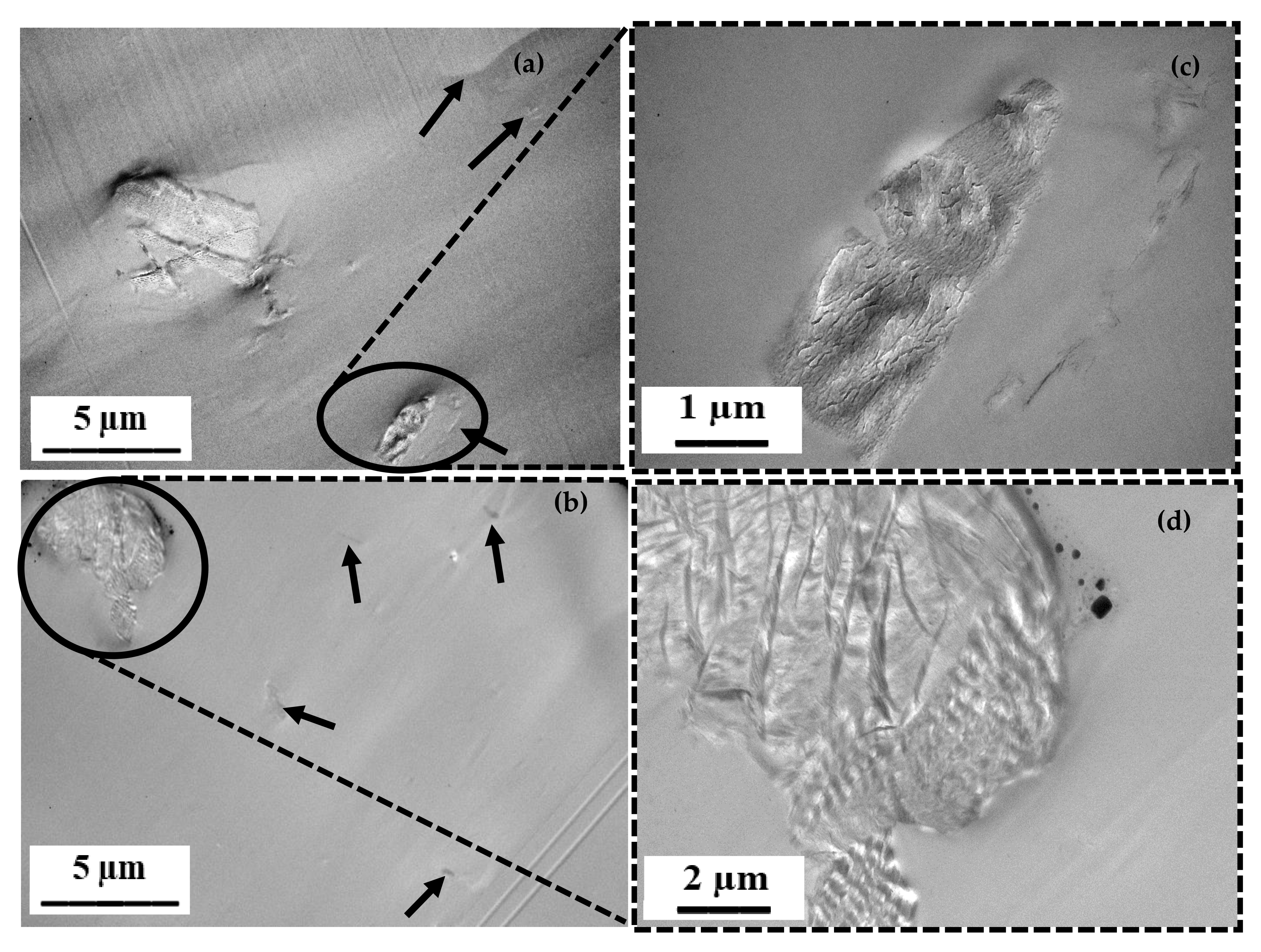
3.3. Transmission Electron Microscopy Analysis
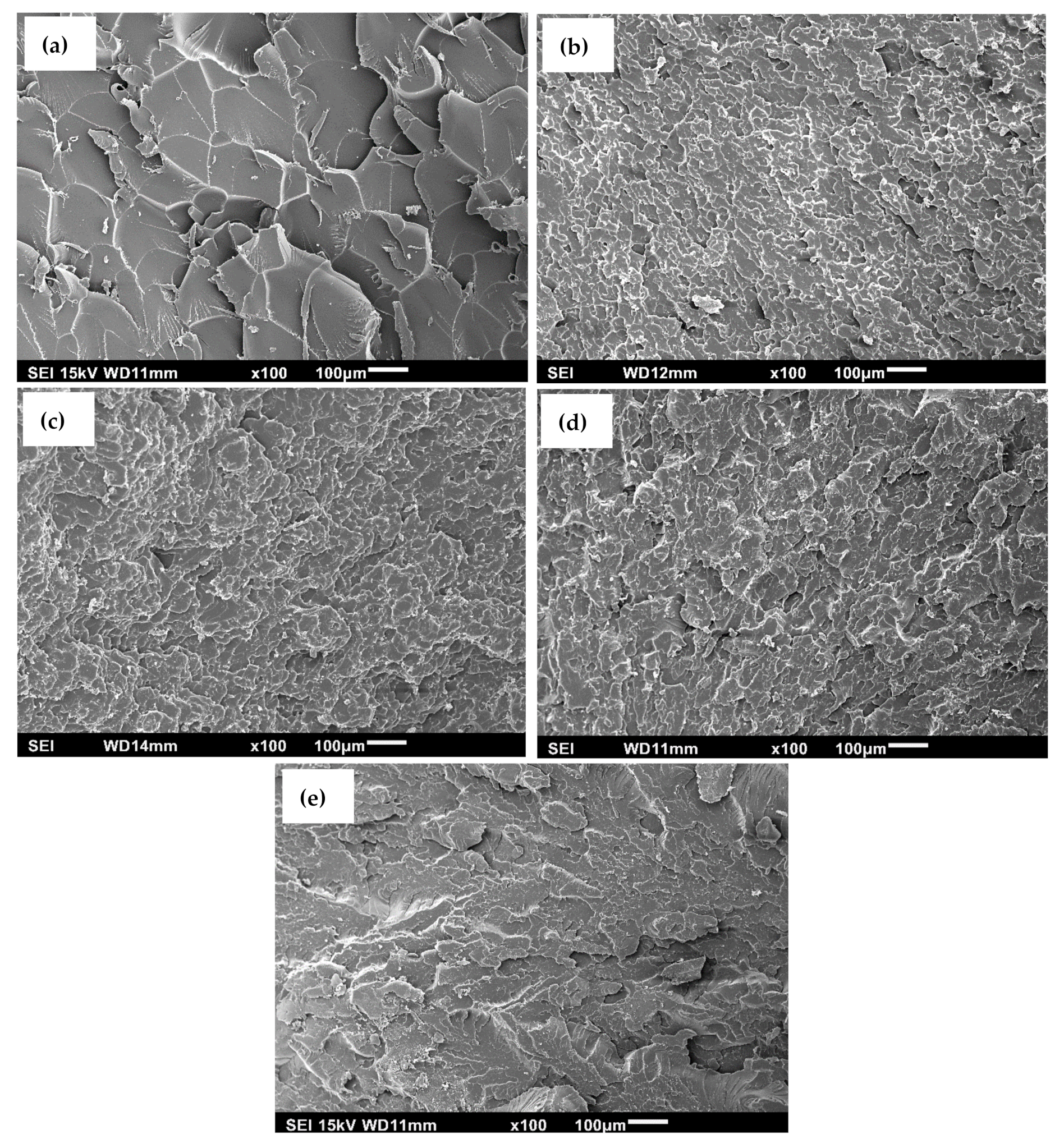
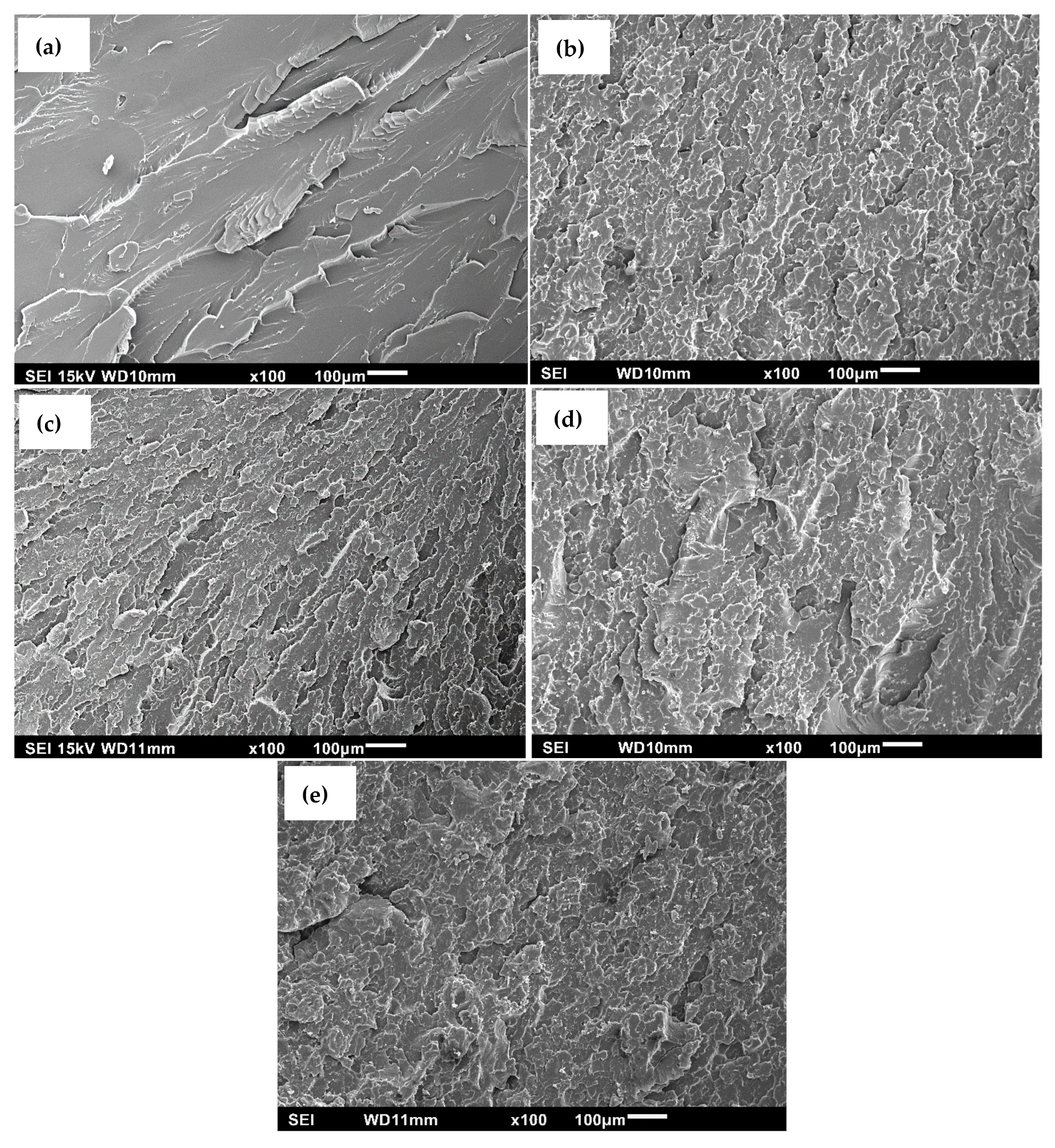
3.4. Scanning Electron Microscopy Analysis (Fractured Surfaces)
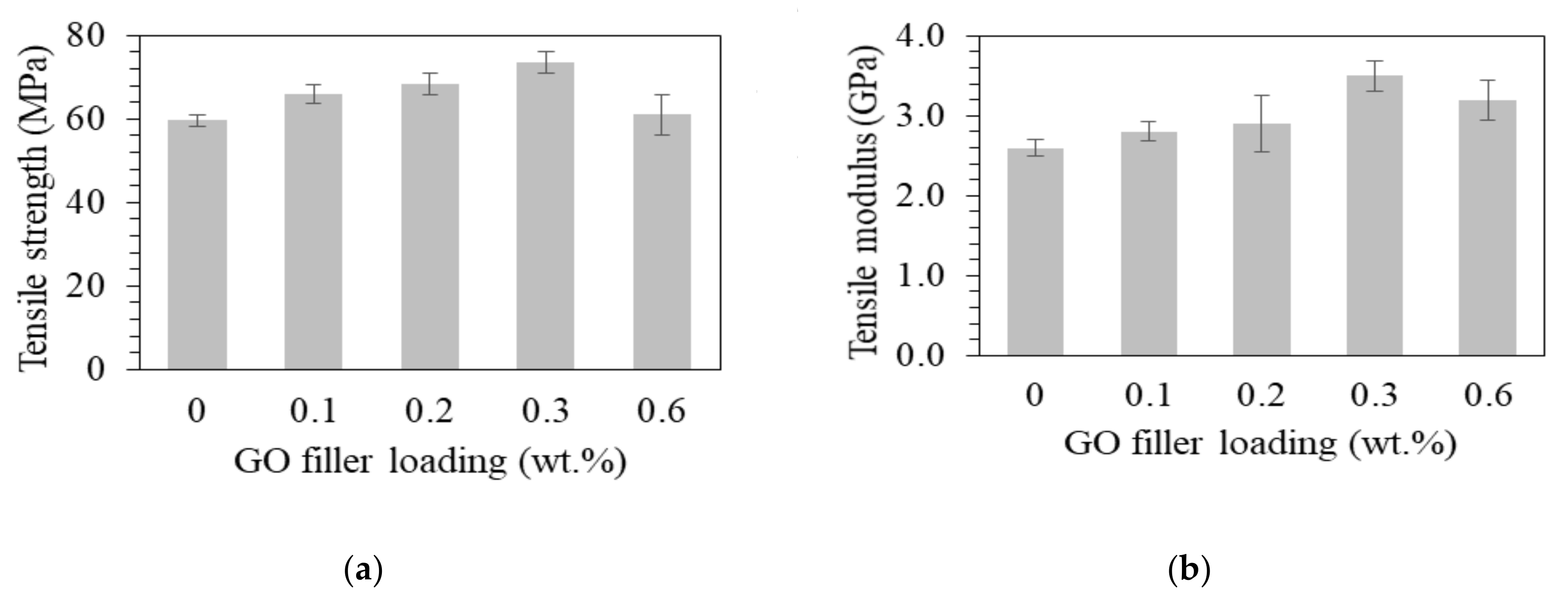
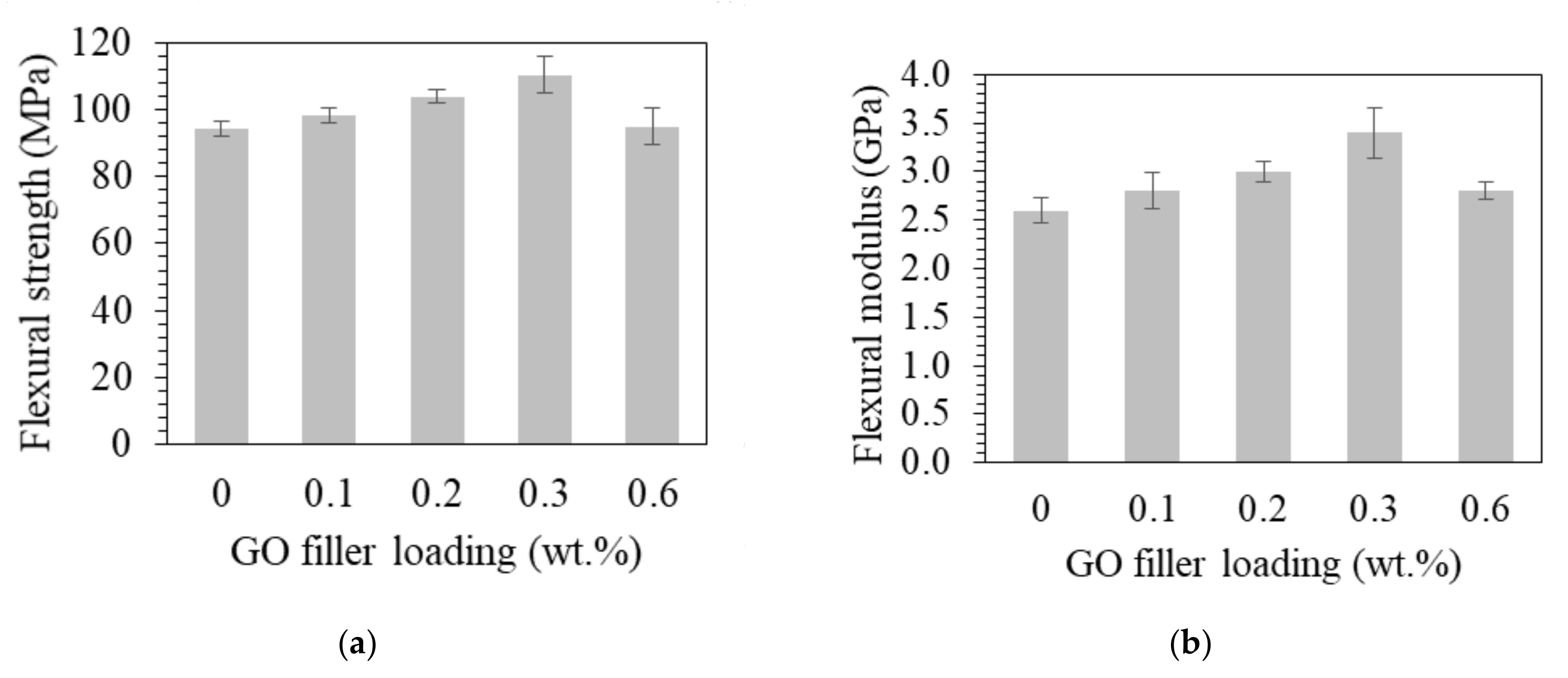
3.5. Mechanical Properties

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Percentage (%) Increase or Decrease (↓) in Tensile Properties Based on GO Filler Content | |||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Property | GO Filler Content (wt.%) | Ref. | |||||||||||||
| 0.05 | 0.10 | 0.15 | 0.20 | 0.25 | 0.3 | 0.4 | 0.5 | 0.54 | 0.7–0.8 | 1.0–1.2 | 1.5 | 2.0 | 3.0 | ||
| a TS b TE | - - | 7 8 | - - | 9 20 | - - | - - | - - | 11 24 | - - | - - | 14 24 | - - | - - | - - | [4] |
| a TS b TE | 10 7 | 6 3 | - - | 4↓ 2↓ | - - | 18↓ 11↓ | - - | - - | - - | - - | - - | - - | - - | - - | [43] |
| a TS | - | - | - | - | 22 | - | - | 30 | - | - | 42 | 31 | - | - | [46] |
| a TS b TE | - - | - - | - - | - - | - - | - - | - - | 6 7 | - - | - - | 11 11 | 21 17 | 50 20 | - - | [41] |
| a TS b TE | - - | - - | - - | - - | - - | - - | - - | - - | - - | - - | 4 2 | - - | - - | 8 11 | [47] |
| a TS b TE | - - | 7 28 | - - | - - | - - | 4 33 | - - | 5 36 | - - | 1 31 | - - | - - | - - | - - | [27] |
| a TS b TE | - - | 35 4 | - - | - - | 28 5 | - - | - - | 22 7 | - - | - - | - - | - - | - - | - - | [48] |
| a TS b TE | - - | - - | - - | - - | - - | - - | - - | - - | 10 25 | - - | - - | - - | - - | - - | [49] |
| a TS b TE | - - | 8 12 | - - | - - | 8 6 | - - | - - | 13 6 | - - | - - | 1 ↓5 | - - | - - | - - | [50] |
| a TS b TE | - - | 21 16 | - - | 68 20 | - - | 105 50 | 168 113 | 116 84 | - - | - - | - - | - - | - - | - - | [51] |
| a TS b TE | - - | - - | - - | 2–16 1–6 | - - | - - | - - | - - | - - | - - | - - | - - | - - | - - | [45] |
| a TS b TE | - - | 7 8 | - - | 9 20 | - - | - - | - - | 11 24 | - - | - - | - - | - - | - - | - - | [52] |
| a TS b TE | - - | 2 3 | - - | 6 6 | - - | - - | - - | 8 8 | - - | - - | 9 10 | - - | - - | - - | [25] |
| a TS b TE | - - | - - | - - | - - | - - | - - | - - | 8 10 | - - | - - | 17 9 | - - | 43 8 | - - | [53] |
| a TS b TE | - - | - - | - - | - - | - - | - - | 22 5 | - - | - - | 35 12 | 3 8 | - - | - - | - - | [54] |
| a TS b TE | - - | - - | - - | - - | - - | - - | - - | 15 5↓ | - - | - - | - - | - - | - - | - - | [55] |
| a TS b TE | - - | - - | - - | - - | - - | - - | - - | 38 7 | - - | - - | 246 27 | 269 39 | 215 47 | - - | [56] |
| Percentage (%) Increase or Decrease (↓) in Flexural Properties Based on GO Filler Content | ||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Property | GO Filler Content (wt.%) | Ref. | ||||||||||||
| 0.05 | 0.10 | 0.15 | 0.20 | 0.25 | 0.3 | 0.5 | 0.54 | 0.7 | 1.0 | 1.5 | 2.0 | 3.0 | ||
| c FS d FE | - - | 18 9 | - - | - - | 20 10 | - - | 22 11 | - - | - - | 23 12 | - - | - - | - - | [50] |
| d FE | 2 | 51 | 18 | 32 | - | - | - | - | - | - | - | - | - | [57] |
| c FS d FE | - - | 36 21 | - - | - - | - - | 54 35 | 17 15 | - - | - - | - - | - - | - - | - - | [58] |
| c FS d FE | - - | 7 ↓ 2 | - - | 11 ↓ 0 | - - | - - | 47 6 | - - | - - | 1 ↓ 12 | - - | - - | - - | [59] |
| c FS d FE | - - | 3 1 ↓ | - | - - | - - | - - | 9 2 | - - | - - | 15 10 | 14 11 | - - | - - | [60] |
3.6. Thermal Gravimetric Analysis
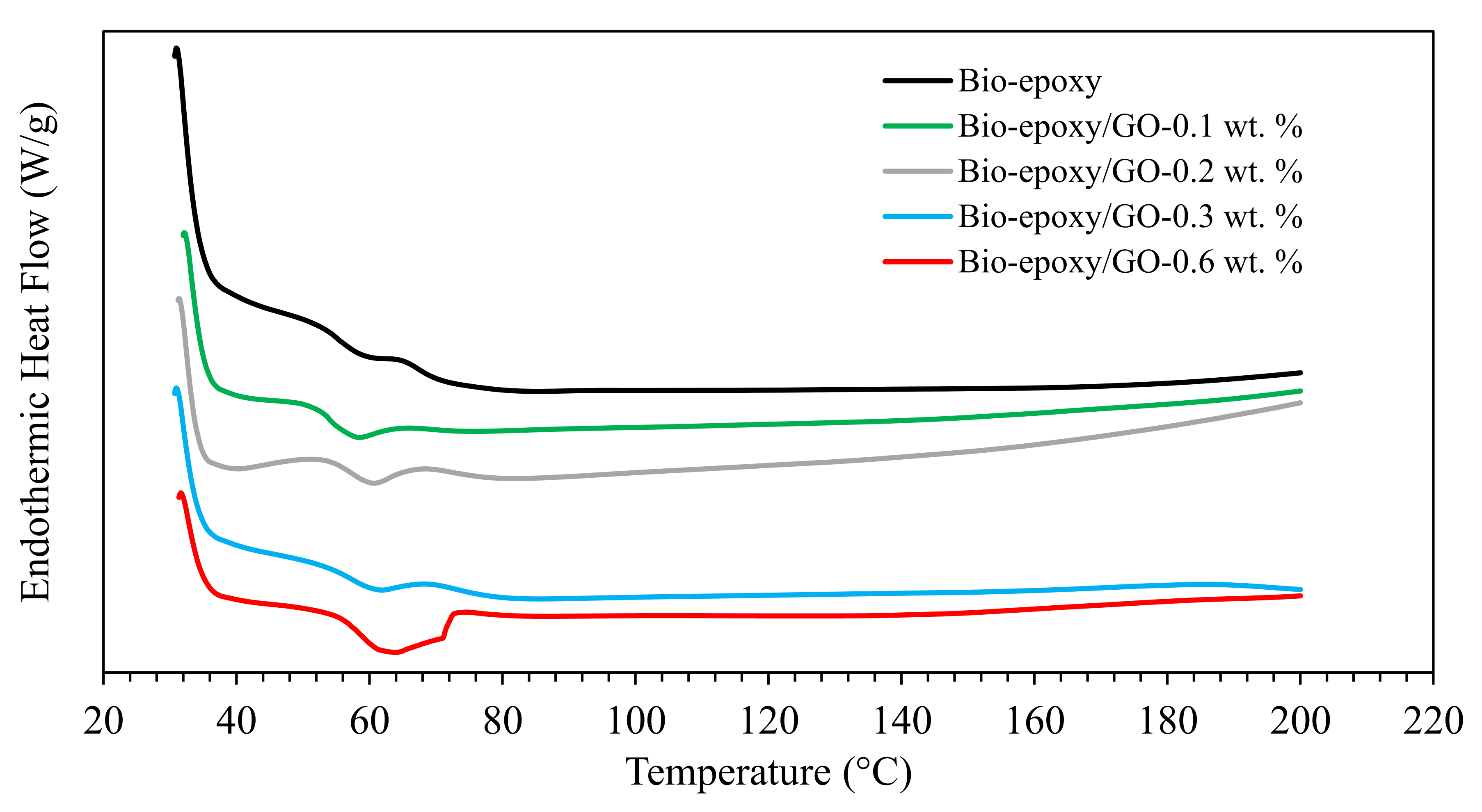
3.7. Differential Scanning Calorimetry
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Ng, F.; Couture, G.; Philippe, C.; Boutevin, B.; Caillol, S. Bio-based aromatic epoxy monomers for thermoset materials. Molecules 2017, 22, 149. [Google Scholar] [CrossRef] [Green Version]
- Khotbehsara, M.M.; Manalo, A.; Aravinthan, T.; Ferdous, W.; Nguyen, K.T.; Hota, G. Ageing of particulate-filled epoxy resin under hygrothermal conditions. Constr. Build. Mater. 2020, 249, 118846. [Google Scholar] [CrossRef]
- Khotbehsara, M.M.; Manalo, A.; Aravinthan, T.; Turner, J.; Ferdous, W.; Hota, G. Effects of ultraviolet solar radiation on the properties of particulate-filled epoxy based polymer coating. Polym. Degrad. Stab. 2020, 181, 109352. [Google Scholar] [CrossRef]
- Li, Z.; Young, R.J.; Wang, R.; Yang, F.; Hao, L.; Jiao, W.; Liu, W. The role of functional groups on graphene oxide in epoxy nanocomposites. Polymers 2013, 54, 5821–5829. [Google Scholar] [CrossRef]
- Hou, W.; Gao, Y.; Wang, J.; Blackwood, D.J.; Teo, S. Recent advances and future perspectives for graphene oxide reinforced epoxy resins. Mater. Today Commun. 2020, 23, 100883. [Google Scholar] [CrossRef]
- Charlier, J.C.; Gonze, X.; Michenaud, J.P. Graphite interplanar bonding: Electronic delocalization and van der Waals interac-tion. Europhys. Lett. 1994, 28, 403–408. [Google Scholar] [CrossRef]
- Frank, I.W.; Tanenbaum, D.M.; Van Der Zande, A.M.; McEuen, P.L. Mechanical properties of suspended graphene sheets. J. Vac. Sci. Technol. B Microelectron. Nanometer Struct. 2007, 25, 2558. [Google Scholar] [CrossRef] [Green Version]
- Asma, Y.; Daniel, I.M. Mechanical and thermal properties of graphite platelet/epoxy composites. Polymer 2004, 45, 8211–8219. [Google Scholar]
- Imran, A.; Alharbi, O.M.L.; Tkachev, A.; Galunin, E.; Burakov, A.; Grachev, V.A. Water treatment by new-generation gra-phene materials: Hope for bright future. Environ. Sci. Pollut. Res. 2018, 25, 1–15. [Google Scholar]
- Stankovich, S.; Dikin, D.A.; Piner, R.D.; Kohlhaas, K.A.; Kleinhammes, A.; Jia, Y.; Wu, Y.; Nguyen, S.T.; Ruoff, R.S. Synthesis of graphene-based nanosheets via chemical reduction of exfoliated graphite oxide. Carbon 2007, 45, 1558–1565. [Google Scholar] [CrossRef]
- Lee, C.; Wei, X.; Kysar, J.W.; Hone, J. Measurement of the elastic properties and intrinsic strength of monolayer graphene. Science 2008, 321, 385–388. [Google Scholar] [CrossRef] [PubMed]
- Rafiee, M.A.; Rafiee, J.; Wang, Z.; Song, H.; Yu, Z.-Z.; Koratkar, N. Enhanced Mechanical Properties of Nanocomposites at Low Graphene Content. ACS Nano 2009, 3, 3884–3890. [Google Scholar] [CrossRef] [PubMed]
- Yan, J.-L.; Chen, G.-J.; Cao, J.; Yang, W.; Xie, B.-H.; Yang, M.-B. Functionalized graphene oxide with ethylenediamine and 1,6-hexanediamine. New Carbon Mater. 2012, 27, 370–376. [Google Scholar] [CrossRef]
- Suk, J.W.; Piner, R.D.; An, J.; Ruoff, R.S. Mechanical Properties of Monolayer Graphene Oxide. ACS Nano 2010, 4, 6557–6564. [Google Scholar] [CrossRef]
- Gudarzi, M.M.; Sharif, F. Enhancement of dispersion and bonding of graphene-polymer through wet transfer of functionalized graphene oxide. Express Polym. Lett. 2012, 6, 1017–1031. [Google Scholar] [CrossRef]
- Brisebois, P.P.; Siaj, M. Harvesting graphene oxide-years 1859 to 2019: A review of its structure, synthesis, properties and exfoliation. J. Mater. Chem. C 2020, 8, 1517–1547. [Google Scholar] [CrossRef]
- Singh, J.; Bansal, S.A.; Singh, A.P. Mechanical Characterization of Polycarbonate-Graphene Oxide (PCG) Nanocomposite. Adv. Mech. Eng. 2020, 103–110. [Google Scholar] [CrossRef]
- Kołodziej, A.; Długoń, E.; Świętek, M.; Ziąbka, M.; Dawiec, E.; Gubernat, M.; Michalec, M.; Wesełucha-Birczyńska, A. A Raman Spectroscopic Analysis of Polymer Membranes with Graphene Oxide and Reduced Graphene Oxide. J. Compos. Sci. 2021, 5, 20. [Google Scholar] [CrossRef]
- Bora, C.; Gogoi, P.; Baglari, S.; Dolui, S.K. Preparation of polyester resin/graphene oxide nanocomposite with improved me-chanical strength. J. Appl. Polym. Sci. 2013, 129, 3432–3438. [Google Scholar] [CrossRef]
- Pandey, N.; Tewari, C.; Dhali, S.; Bohra, B.S.; Rana, S.; Mehta, S.; Singhal, S.; Chaurasia, A.; Sahoo, N.G. Effect of graphene oxide on the mechanical and thermal properties of graphene oxide/hytrel nanocomposites. J. Thermoplast. Compos. Mater. 2021, 34, 55–67. [Google Scholar] [CrossRef]
- Wang, Y.; Shi, Z.; Yu, J.; Chen, L.; Zhu, J.; Hu, Z. Tailoring the characteristics of graphite oxide nanosheets for the production of high-performance poly(vinyl alcohol) composites. Carbon 2012, 50, 5525–5536. [Google Scholar] [CrossRef]
- Wang, Y.; Shi, Z.; Fang, J.; Xu, H.; Yin, J. Graphene oxide/polybenzimidazole composites fabricated by a solvent-exchange method. Carbon 2011, 49, 1199–1207. [Google Scholar] [CrossRef]
- Shin, K.-Y.; Hong, J.-Y.; Lee, S.; Jang, J. Evaluation of anti-scratch properties of graphene oxide/polypropylene nanocomposites. J. Mater. Chem. 2012, 22, 7871–7879. [Google Scholar] [CrossRef]
- Hummers Jr, W.S.; Offeman, R.E. Preparation of graphitic oxide. J. Am. Chem. Soc. 1958, 80, 1339. [Google Scholar] [CrossRef]
- Xue, G.; Zhang, B.; Sun, M.; Zhang, X.; Li, J.; Wang, L.; Song, C. Morphology, thermal and mechanical properties of epoxy adhesives containing well-dispersed graphene oxide. Int. J. Adhes. Adhes. 2019, 88, 11–18. [Google Scholar] [CrossRef]
- Wang, X.; Jin, J.; Song, M. An investigation of the mechanism of graphene toughening epoxy. Carbon 2013, 65, 324–333. [Google Scholar] [CrossRef] [Green Version]
- Galpaya, D.; Wang, M.; George, G.; Motta, N.; Waclawik, E.R.; Yan, C. Preparation of graphene oxide/epoxy nanocomposites with significantly improved mechanical properties. J. Appl. Phys. 2014, 116, 053518. [Google Scholar] [CrossRef] [Green Version]
- Hayatgheib, Y.; Ramezanzadeh, B.; Kardar, P.; Mahdavian, M. A comparative study on fabrication of a highly effective cor-rosion protective system based on graphene oxide-polyaniline nanofibers/epoxy composite. Corros. Sci. 2018, 133, 358–373. [Google Scholar] [CrossRef]
- Gogoi, P.; Boruah, R.; Dolui, S.K. Jatropha curcas oil based alkyd/epoxy/graphene oxide (GO) bionanocomposites: Effect of GO on curing, mechanical and thermal properties. Prog. Org. Coat. 2015, 84, 128–135. [Google Scholar] [CrossRef]
- Huang, H.-D.; Ren, P.-G.; Chen, J.; Zhang, W.-Q.; Ji, X.; Li, Z.-M. High barrier graphene oxide nanosheet/poly(vinyl alcohol) nanocomposite films. J. Membr. Sci. 2012, 409-410, 156–163. [Google Scholar] [CrossRef]
- Rajabi, M.; Rashed, G.R.; Zaarei, D. Assessment of graphene oxide/epoxy nanocomposite as corrosion resistance coating on carbon steel. Corros. Eng. Sci. Technol. 2014, 50, 509–516. [Google Scholar] [CrossRef]
- Pourhashem, S.; Vaezi, M.R.; Rashidi, A.; Bagherzadeh, M.R. Exploring corrosion protection properties of solvent based epoxy-graphene oxide nanocomposite coatings on mild steel. Corros. Sci. 2017, 115, 78–92. [Google Scholar] [CrossRef]
- Lu, S.; Li, S.; Yu, J.; Yuan, Z.; Qi, B. Epoxy nanocomposites filled with thermotropic liquid crystalline epoxy grafted graphene oxide. RSC Adv. 2013, 3, 8915. [Google Scholar] [CrossRef]
- Li, M.S.; Ma, C.C.M.; Chen, J.L.; Lin, M.L.; Chang, F.C. Epoxy-polycarbonate blends catalyzed by a tertiary amine: 1. Mecha-nism of transesterification and cyclization. Macromolecules 1996, 29, 499–506. [Google Scholar] [CrossRef]
- Baruah, P.; Karak, N. Bio-based tough hyperbranched epoxy/graphene oxide nanocomposite with enhanced biodegradability attribute. Polym. Degrad. Stab. 2016, 129, 26–33. [Google Scholar] [CrossRef]
- Zhao, X.; Zhang, Q.; Hao, Y.; Li, Y.; Fang, Y.; Chen, D. Alternate Multilayer Films of Poly(vinyl alcohol) and Exfoliated Graphene Oxide Fabricated via a Facial Layer-by-Layer Assembly. Macromolecules 2010, 43, 9411–9416. [Google Scholar] [CrossRef]
- Pendolino, F.; Armata, N.; Masullo, T.; Cuttitta, A. Temperature influence on the synthesis of pristine graphene oxide and graphite oxide. Mater. Chem. Phys. 2015, 164, 71–77. [Google Scholar] [CrossRef]
- Yang, X.; Zhu, J.; Qiu, L.; Li, D. Bioinspired Effective Prevention of Restacking in Multilayered Graphene Films: Towards the Next Generation of High-Performance Supercapacitors. Adv. Mater. 2011, 23, 2833–2838. [Google Scholar] [CrossRef]
- Potts, J.R.; Dreyer, D.R.; Bielawski, C.W.; Ruoff, R.S. Graphene-based polymer nanocomposites. Polymer 2011, 52, 5–25. [Google Scholar] [CrossRef] [Green Version]
- Wetzel, B.; Rosso, P.; Haupert, F.; Friedrich, K. Epoxy nanocomposites-fracture and toughening mechanisms. Eng. Fract. Mech. 2006, 73, 2375–2398. [Google Scholar] [CrossRef]
- Xiao, W.; Liu, Y.; Guo, S. Composites of graphene oxide and epoxy resin assuming a uniform 3D graphene oxide network structure. RSC Adv. 2016, 6, 86904–86908. [Google Scholar] [CrossRef]
- Shen, B.; Zhai, W.; Tao, M.; Lu, D.; Zheng, W. Chemical functionalization of graphene oxide toward the tailoring of the in-terface in polymer composites. Compos. Sci. Technol. 2013, 77, 87–94. [Google Scholar] [CrossRef]
- Rohatgi, A. WebPlotDigitalizer: HTML5 Based Online Tool to Extract Numerical Data from Plot Images 2018 Version 4.1. Available online: https://automeris.io/WebPlotDigitizer (accessed on 9 March 2021).
- Mehrabi Kooshki, M.; Jalali-Arani, A. High performance graphene oxide/epoxy nanocomposites fabricated through the solvent exchange method. Polym. Compos. 2018, 39, E2497–E2505. [Google Scholar] [CrossRef]
- Wei, Y.; Hu, X.; Jiang, Q.; Sun, Z.; Wang, P.; Qiu, Y.; Liu, W. Influence of graphene oxide with different oxidation levels on the properties of epoxy composites. Compos. Sci. Technol. 2018, 161, 74–84. [Google Scholar] [CrossRef]
- Bansal, S.A.; Singh, A.P.; Kumar, A.; Kumar, S.; Kumar, N.; Goswamy, J.K. Improved mechanical performance of bisphenol-A graphene-oxide nano-composites. J. Compos. Mater. 2018, 52, 2179–2188. [Google Scholar] [CrossRef]
- Larsen, R.M.; Jensen, E.A. Epoxy-graphite oxide nanocomposites: Mechanical properties. J. Appl. Polym. Sci. 2016, 133, 43591–43599. [Google Scholar] [CrossRef]
- Wan, Y.-J.; Tang, L.-C.; Gong, L.-X.; Yan, D.; Li, Y.-B.; Wu, L.-B.; Jiang, J.-X.; Lai, G.-Q. Grafting of epoxy chains onto graphene oxide for epoxy composites with improved mechanical and thermal properties. Carbon 2014, 69, 467–480. [Google Scholar] [CrossRef]
- Qiu, J.; Wang, S. Enhancing polymer performance through graphene sheets. J. Appl. Polym. Sci. 2010, 119, 3670–3674. [Google Scholar] [CrossRef]
- Bortz, D.R.; Heras, E.G.; Martin-Gullon, I. Impressive fatigue life and fracture toughness improvements in graphene ox-ide/epoxy composites. Macromolecules 2011, 45, 238–245. [Google Scholar] [CrossRef]
- Bari, P.; Khan, S.; Njuguna, J.; Mishra, S. Elaboration of properties of graphene oxide reinforced epoxy nanocomposites. Int. J. Plast. Technol. 2017, 21, 194–208. [Google Scholar] [CrossRef]
- Li, Z.; Wang, R.; Young, R.J.; Deng, L.; Yang, F.; Hao, L.; Jiao, W.; Liu, W. Control of the functionality of graphene oxide for its application in epoxy nanocomposites. Polymer 2013, 54, 6437–6446. [Google Scholar] [CrossRef]
- Orestis, V.; Virtanen, S.; Andritsch, T.; Vaughan, A.; Lewin, P. Understanding the cross-linking re-actions in highly oxidized graphene/epoxy nanocomposite systems. J. Mater. Sci. 2019, 54, 3035–3051. [Google Scholar]
- Yu, Z.; Wang, Z.; Li, H.; Teng, J.; Xu, L. Shape Memory Epoxy Polymer (SMEP) Composite Mechanical Properties Enhanced by Introducing Graphene Oxide (GO) into the Matrix. Materials 2019, 12, 1107. [Google Scholar] [CrossRef] [Green Version]
- Shan, X.; Liu, Y.; Wu, Z.; Liu, H.; Zhang, Z.; Huang, R.; Huang, C.; Liu, Z.; Li, L. Preparation and property study of graphene oxide reinforced Epoxy resin insulation nanocomposites with high heat conductivity. In IOP Conference Series: Materials Science and Engineering, Proceedings of the 26th International Cryogenic Engineering Conference & International Cryogenic Materials Conference 2016, New Delhi, India, 7–11 March 2016; IOP Publishing: New Delhi, India, 2017; Volume 171, p. 012151. [Google Scholar]
- Yousefi, N.; Lin, X.; Zheng, Q.; Shen, X.; Pothnis, J.R.; Jia, J.; Zussman, E.; Kim, J.-K. Simultaneous in situ reduction, self-alignment and covalent bonding in graphene oxide/epoxy composites. Carbon 2013, 59, 406–417. [Google Scholar] [CrossRef]
- Amirova, L.; Surnova, A.; Balkaev, D.; Musin, D.; Amirov, R.; Dimiev, A.M. Homogeneous Liquid Phase Transfer of Graphene Oxide into Epoxy Resins. ACS Appl. Mater. Interfaces 2017, 9, 11909–11917. [Google Scholar] [CrossRef]
- Norhakim, N.; Ahmad, S.H.; Chia, C.H.; Huang, N.M. Mechanical and thermal properties of graphene oxide filled epoxy nanocomposites. Sains Malays. 2014, 43, 603–609. [Google Scholar]
- Tang, J.; Zhou, H.; Liang, Y.; Shi, X.; Yang, X.; Zhang, J. Properties of Graphene Oxide/Epoxy Resin Composites. J. Nanomater. 2014, 2014, 696859. [Google Scholar] [CrossRef]
- Liu, Q.; Zhou, X.; Fan, X.; Zhu, C.; Yao, X.; Liu, Z. Mechanical and thermal properties of epoxy resin nanocomposites rein-forced with graphene oxide. Polym. Plast. Technol. Eng. 2012, 51, 251–256. [Google Scholar] [CrossRef]
- Chatterjee, S.; Wang, J.; Kuo, W.; Tai, N.; Salzmann, C.; Li, W.; Hollertz, R.; Nüesch, F.; Chu, B. Mechanical reinforcement and thermal conductivity in expanded graphene nanoplatelets reinforced epoxy composites. Chem. Phys. Lett. 2012, 531, 6–10. [Google Scholar] [CrossRef]
- Fernandes, F.C.; Kirwan, K.; Lehane, D.; Coles, S.R. Epoxy resin blends and composites from waste vegetable oil. Eur. Polym. J. 2017, 89, 449–460. [Google Scholar] [CrossRef] [Green Version]
- Sabzevari, M.; Cree, D.E.; Wilson, L.D. Graphene Oxide–Chitosan Composite Material for Treatment of a Model Dye Effluent. ACS Omega 2018, 3, 13045–13054. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Zhao, C.; Li, Y.; Xing, Y.; He, D.; Yue, J. Flame retardant and mechanical properties of epoxy composites containing APP−PSt core−shell microspheres. J. Appl. Polym. Sci. 2013, 131, 40218. [Google Scholar] [CrossRef]
- Song, P.; Cao, Z.; Cai, Y.; Zhao, L.; Fang, Z.; Fu, S. Fabrication of exfoliated graphene-based polypropylene nanocomposites with enhanced mechanical and thermal properties. Polymer 2011, 52, 4001–4010. [Google Scholar] [CrossRef]
- Monteserín, C.; Blanco, M.; Aranzabe, E.; Vilas, J.L. Effects of graphene oxide and chemically reduced graphene oxide on the curing kinetics of epoxy amine composites. J. Appl. Polym. Sci. 2017, 134, 44803. [Google Scholar] [CrossRef]











| Composite | Graphene Oxide Content (wt.%) | BE Resin (wt.%) | Hardener (wt.%) |
|---|---|---|---|
| BE | 0.0 | 100 | 40.0 |
| BE + GO-0.1 | 0.1 | 71.40 | 28.50 |
| BE + GO-0.2 | 0.2 | 71.30 | 28.50 |
| BE + GO-0.3 | 0.3 | 71.25 | 28.50 |
| BE + GO-0.6 | 0.6 | 71.00 | 28.40 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Loeffen, A.; Cree, D.E.; Sabzevari, M.; Wilson, L.D. Effect of Graphene Oxide as a Reinforcement in a Bio-Epoxy Composite. J. Compos. Sci. 2021, 5, 91. https://doi.org/10.3390/jcs5030091
Loeffen A, Cree DE, Sabzevari M, Wilson LD. Effect of Graphene Oxide as a Reinforcement in a Bio-Epoxy Composite. Journal of Composites Science. 2021; 5(3):91. https://doi.org/10.3390/jcs5030091
Chicago/Turabian StyleLoeffen, Anthony, Duncan E. Cree, Mina Sabzevari, and Lee D. Wilson. 2021. "Effect of Graphene Oxide as a Reinforcement in a Bio-Epoxy Composite" Journal of Composites Science 5, no. 3: 91. https://doi.org/10.3390/jcs5030091
APA StyleLoeffen, A., Cree, D. E., Sabzevari, M., & Wilson, L. D. (2021). Effect of Graphene Oxide as a Reinforcement in a Bio-Epoxy Composite. Journal of Composites Science, 5(3), 91. https://doi.org/10.3390/jcs5030091