
Numerical Simulation of the Forming Process of Veneer Laminates




Abstract
:1. Introduction
2. Materials and Methods
2.1. Material
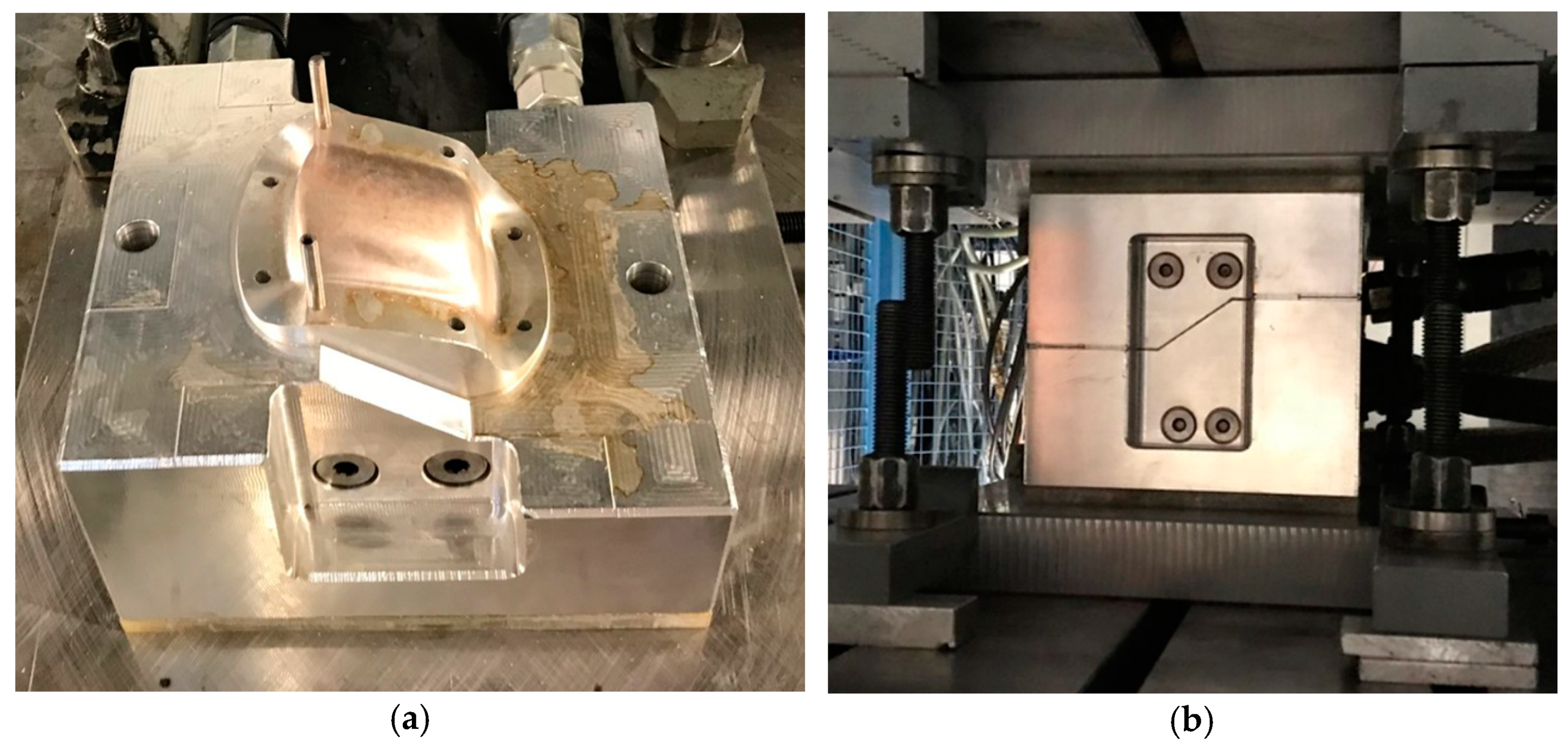
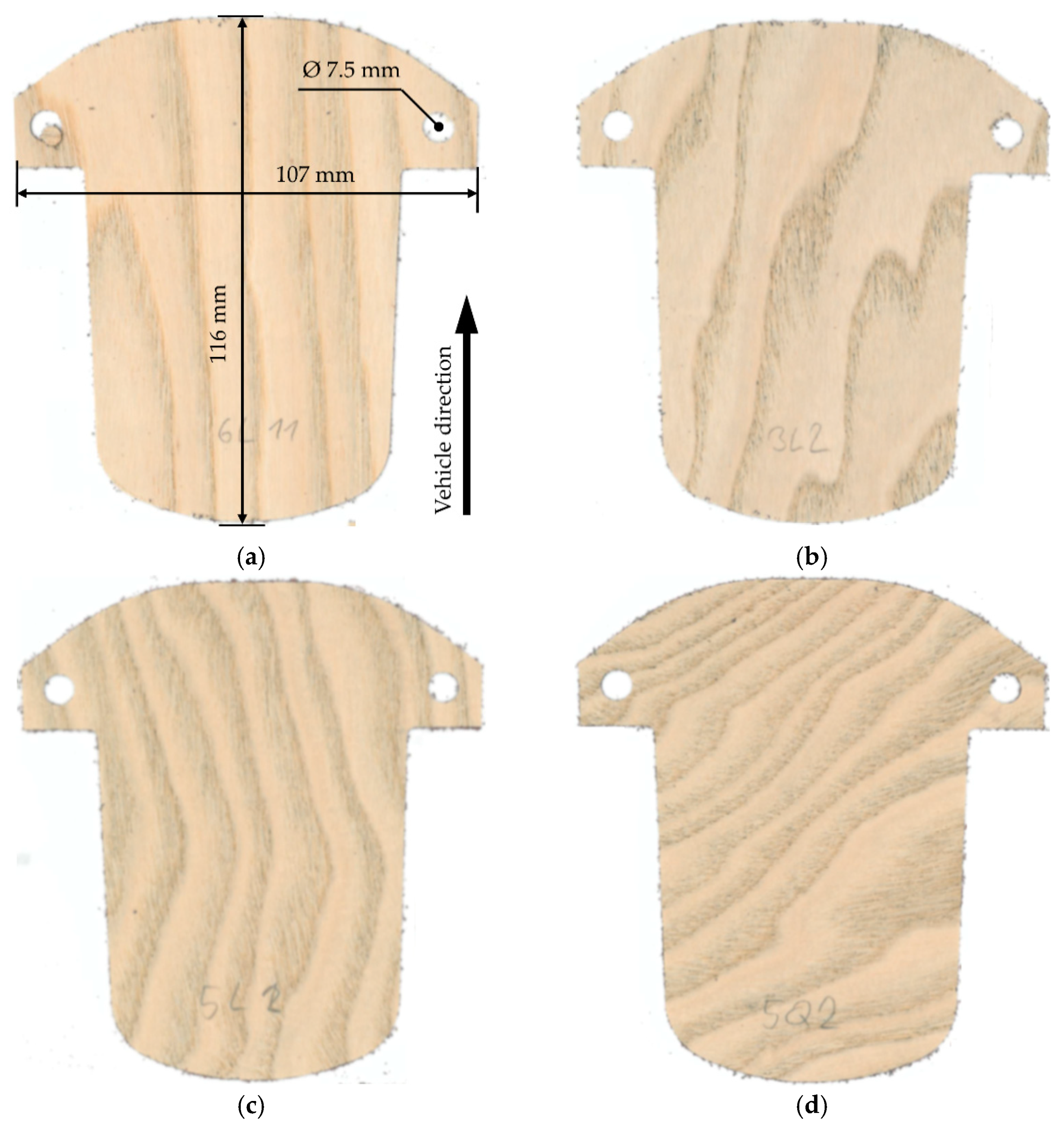
2.2. Experimental Forming Analysis
2.3. Virtual Forming Process
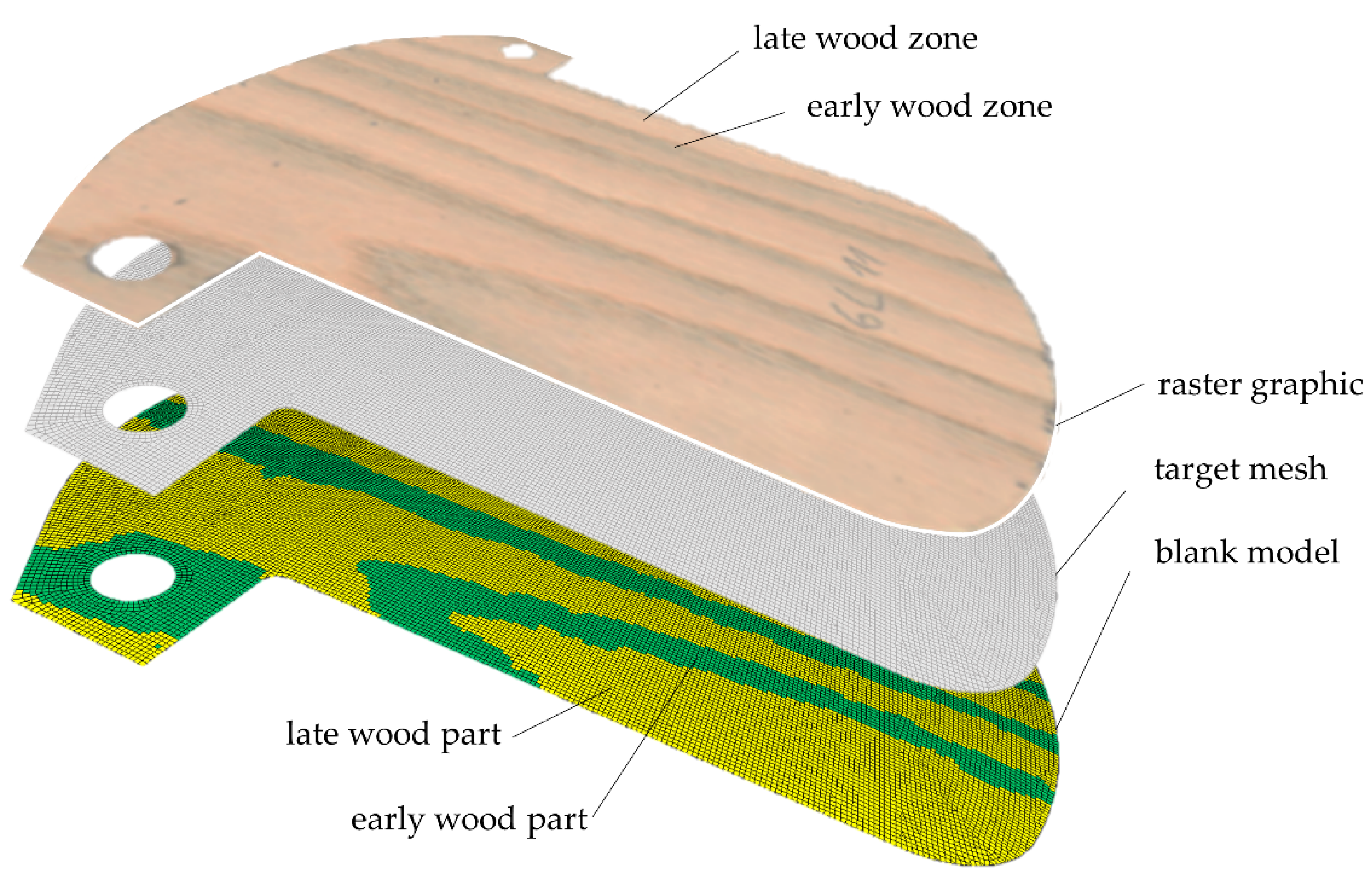
2.3.1. The Digital Twin of the Blank
2.3.2. Simulation Step 1: Initial Conditions
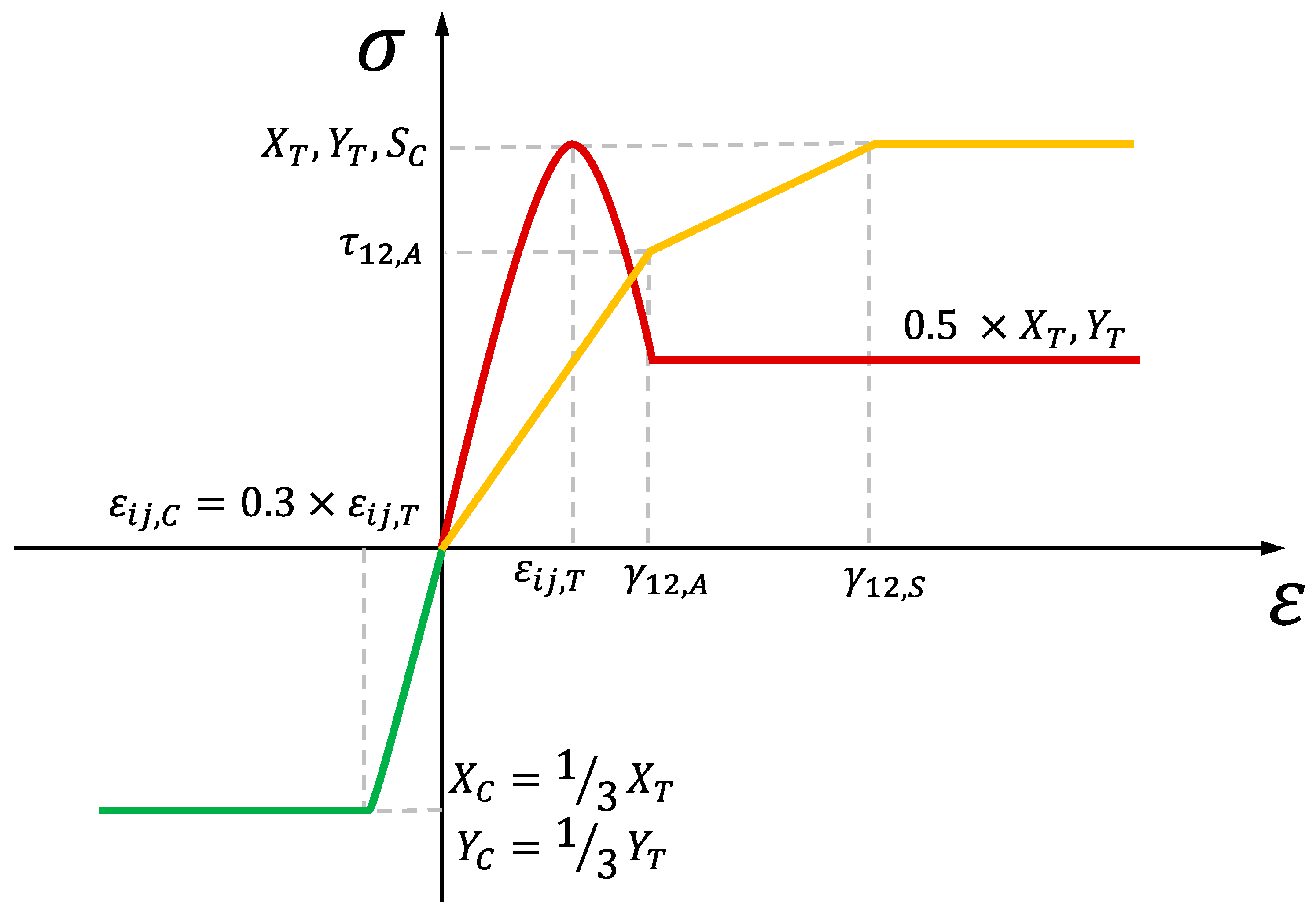
2.3.3. Simulation Step 2: Forming
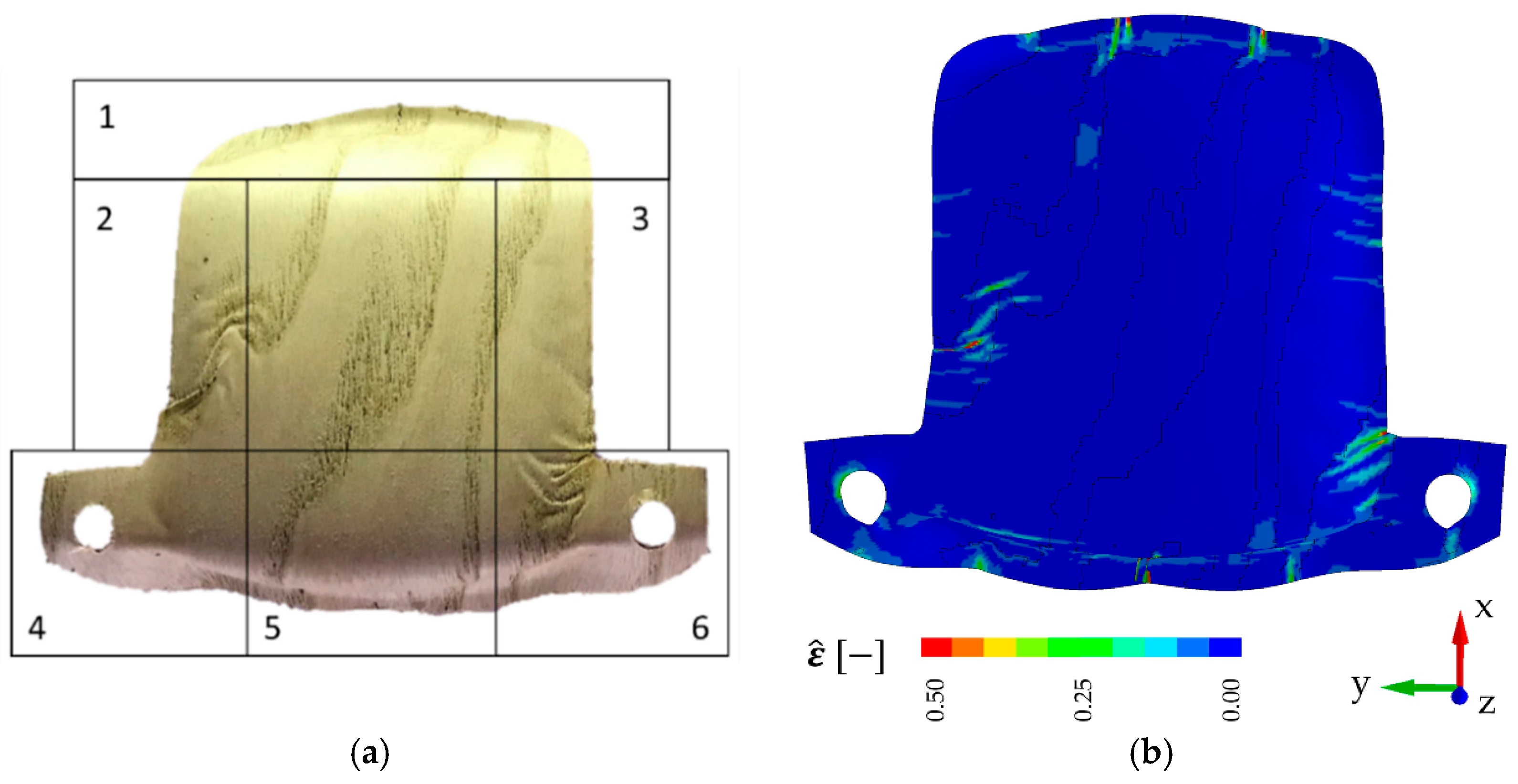
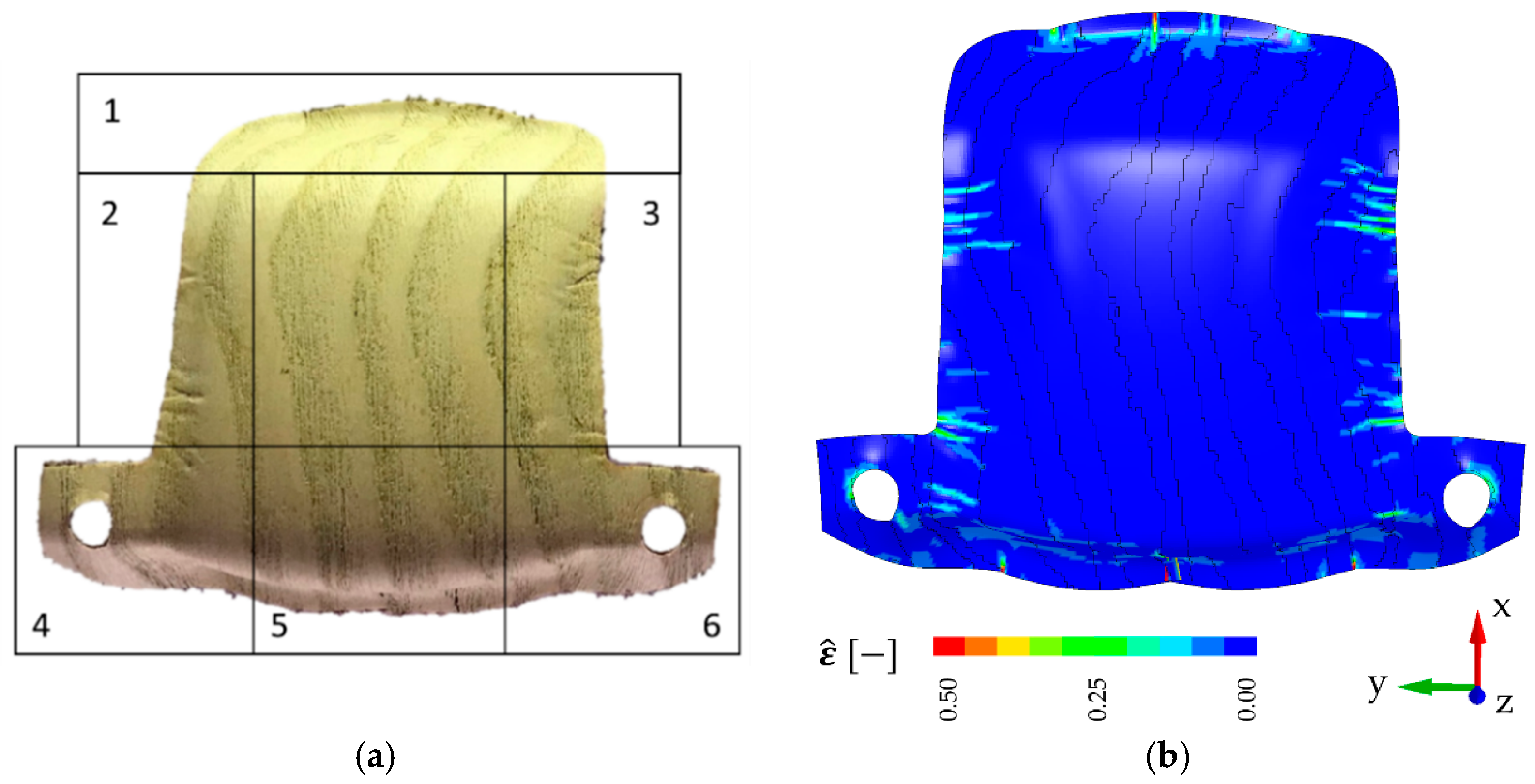
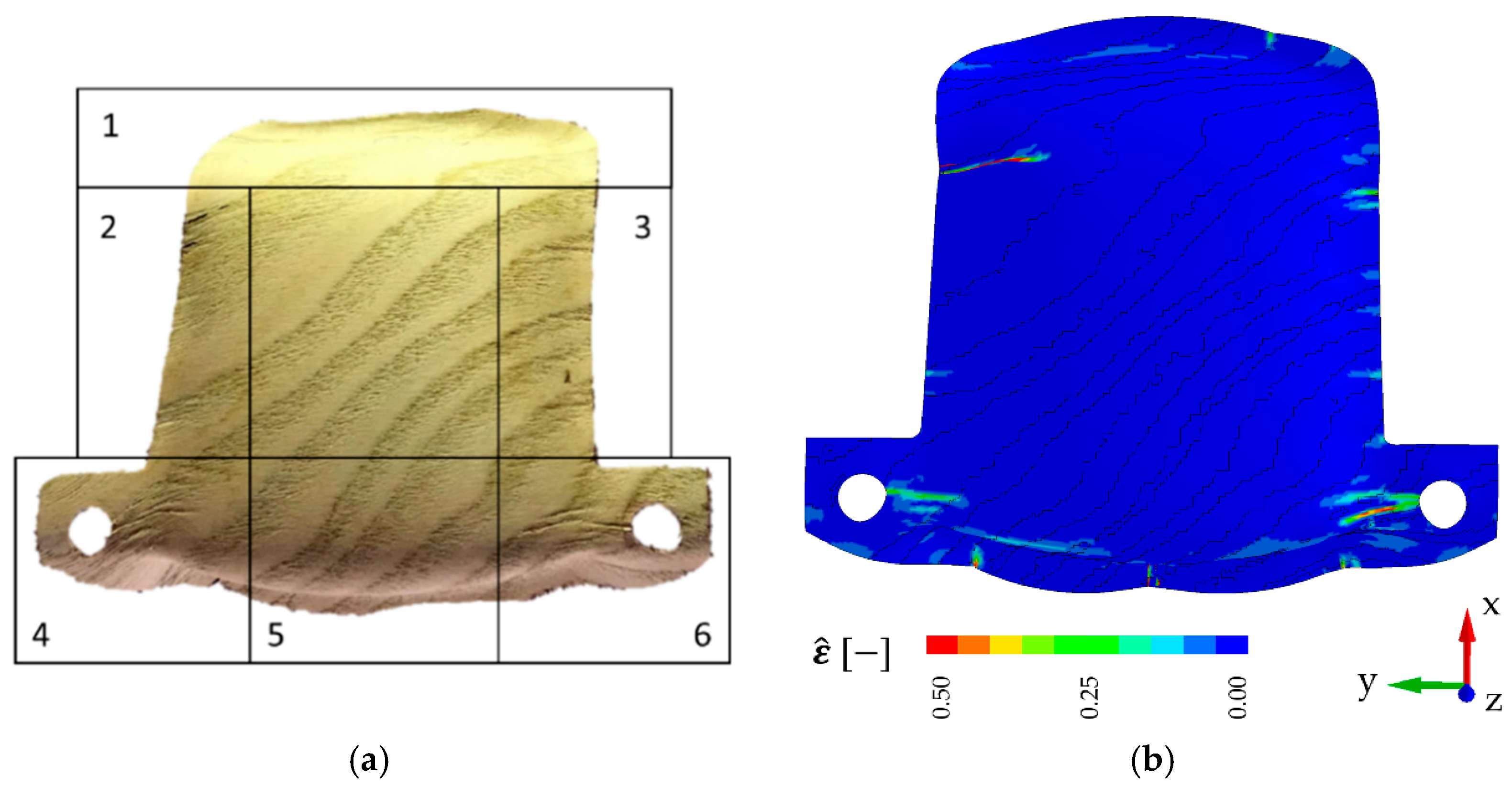
3. Results
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Zerbst, D.; Liebold, C.; Gereke, T.; Haufe, A.; Clauß, S.; Cherif, C. Modelling Inhomogeneity of Veneer Laminates with a Finite Element Mapping Method Based on Arbitrary Grayscale Images. Materials 2020, 13, 2993. [Google Scholar] [CrossRef] [PubMed]
- Zerbst, D.; Affronti, E.; Gereke, T.; Buchelt, B.; Clauß, S.; Merklein, M.; Cherif, C. Experimental analysis of the forming behavior of ash wood veneer with nonwoven backings. Eur. J. Wood Prod. 2020, 65, 107. [Google Scholar] [CrossRef] [Green Version]
- Ormarsson, S.; Sandberg, D. Numerical simulation of hot-pressed veneer products: Moulding, spring-back and distortion. Wood Mater. Sci. Eng. 2007, 2, 130–137. [Google Scholar] [CrossRef]
- Cramer, S.; Kretschmann, D.; Lakes, R.; Schmidt, T. Earlywood and latewood elastic properties in loblolly pine. Holzforschung 2005, 59, 531–538. [Google Scholar] [CrossRef]
- Jernkvist, L.O.; Thuvander, F. Experimental Determination of Stiffness Variation Across Growth Rings in Picea abies. Holzforschung 2001, 55, 309–317. [Google Scholar] [CrossRef]
- Wang, D.; Lin, L.; Fu, F.; Fan, M. Fracture mechanisms of softwood under longitudinal tensile load at the cell wall scale. Holzforschung 2020, 74, 715–724. [Google Scholar] [CrossRef]
- Eder, M.; Jungnikl, K.; Burgert, I. A close-up view of wood structure and properties across a growth ring of Norway spruce (Picea abies [L] Karst.). Trees 2009, 23, 79–84. [Google Scholar] [CrossRef] [Green Version]
- Mott, L.; Groom, L.; Shaler, S. Mechanical properties of individual southern pine fibers. Part II. Comparison of earlywood and latewood fibers with respect to tree height and juvenility. Wood Fiber Sci. 2007, 34, 221–237. [Google Scholar]
- Jenkel, C.; Leichsenring, F.; Graf, W.; Kaliske, M. Stochastic modelling of uncertainty in timber engineering. Eng. Struct. 2015, 99, 296–310. [Google Scholar] [CrossRef]
- Leichsenring, F.; Jenkel, C.; Graf, W.; Kaliske, M. Numerical simulation of wooden structures with polymorphic uncertainty in material properties. IJRS 2018, 12, 24. [Google Scholar] [CrossRef]
- Füssl, J.; Kandler, G.; Eberhardsteiner, J. Application of stochastic finite element approaches to wood-based products. Arch. Appl. Mech. 2016, 86, 89–110. [Google Scholar] [CrossRef]
- Schietzold, F.N.; Graf, W.; Kaliske, M. Polymorphic Uncertainty Modeling for Optimization of Timber Structures. Proc. Appl. Math. Mech. 2018, 18. [Google Scholar] [CrossRef]
- Lukacevic, M.; Füssl, J.; Lampert, R. Failure mechanisms of clear wood identified at wood cell level by an approach based on the extended finite element method. Eng. Fract. Mech. 2015, 144, 158–175. [Google Scholar] [CrossRef]
- Jenkel, C.; Kaliske, M. Finite element analysis of timber containing branches—An approach to model the grain course and the influence on the structural behaviour. Eng. Struct. 2014, 75, 237–247. [Google Scholar] [CrossRef]
- Lukacevic, M.; Kandler, G.; Hu, M.; Olsson, A.; Füssl, J. A 3D model for knots and related fiber deviations in sawn timber for prediction of mechanical properties of boards. Mater. Des. 2019, 166, 107617. [Google Scholar] [CrossRef]
- Lukacevic, M.; Füssl, J. Numerical simulation tool for wooden boards with a physically based approach to identify structural failure. Eur. J. Wood Prod. 2014, 72, 497–508. [Google Scholar] [CrossRef]
- Jenkel, C.; Kaliske, M. Simulation of failure in timber with structural inhomogeneities using an automated FE analysis. Comput. Struct. 2018, 207, 19–36. [Google Scholar] [CrossRef]
- Dexle, C.; Wiblishauser, M. Furniersystem hoher Flexibilität und Verfahren zur Herstellung eines solchen. 1998DE-1003262. Eur. J. Wood Wood Prod. 1998, 78, 321–331. [Google Scholar]
- PWG VeneerBackings GmbH. Technisches Datenblatt Rohvlies 90P-RAW; PWG VeneerBackings GmbH: Walkertshofen, Germany, 2017. [Google Scholar]
- Gindl, W.; Schöberl, T.; Jeronimidis, G. The interphase in phenol–formaldehyde and polymeric methylene di-phenyl-di-isocyanate glue lines in wood. Int. J. Adhes. Adhes. 2004, 24, 279–286. [Google Scholar] [CrossRef]
- Konnerth, J.; Gindl, W. Mechanical characterisation of wood-adhesive interphase cell walls by nanoindentation. Holzforschung 2006, 60, 429–433. [Google Scholar] [CrossRef]
- Navi, P.; Sandberg, D. Thermo-Hydro-Mechanical Processing of Wood, 1st ed.; EPFL Press: Lausanne, Switzerland; CRC Press: Lausanne, Switzerland; Boca Raton, FL, USA, 2012; ISBN 9781439860427. [Google Scholar]
- Schweizerhof, K.; Weimar, K.; Münz, T.; Rottner, T. Crashworthiness analysis with enhanced composite material models in LS-DYNA-merits and limits. In Proceedings of the LS-DYNA World Conference, Detroit, MI, USA, 21–22 September 1998; pp. 1–17. [Google Scholar]
- Cherniaev, A.; Montesano, J.; Butcher, C. Modeling the Axial Crush Response of CFRP Tubes using MAT054, MAT058 and MAT262 in LS-DYNA. In Proceedings of the 15th International LS-DYNA Users Conference, Dearborn, MI, USA, 10–12 June 2018. [Google Scholar]
- Coulton, J. Improvements of material 58 (woven composites) (Addition of strain rate effects). In Proceedings of the LS-DYNA Anwender Forum, Stuttgart, Germany, 25 September 2013. [Google Scholar]
- Baumann, G.; Hartmann, S.; Müller, U.; Kurzböck, C.; Feist, F. Comparison of the two material models 58, 143 in LS Dyna for modelling solid birch wood. In Proceedings of the 12th European LS-DYNA Conference, Koblenz, Germany, 14–16 May 2019. [Google Scholar]
- Matzenmiller, A.; Lubliner, J.; Taylor, R.L. A constitutive model for anisotropic damage in fiber-composites. Mech. Mater. 1995, 20, 125–152. [Google Scholar] [CrossRef]
- Niemz, P.; Sonderegger, W.U. Holzphysik: Physik des Holzes und der Holzwerkstoffe; Carl Hanser Verlag GmbH & Company KG: Munich, Germany, 2018; ISBN 9783446457218. [Google Scholar]
- Ozyhar, T.; Hering, S.; Niemz, P. Moisture-dependent orthotropic tension-compression asymmetry of wood. Holzforschung 2013, 67, 395–404. [Google Scholar] [CrossRef] [Green Version]
- McKenzie, W.M.; Karpovich, H. The frictional behaviour of wood. Wood Sci. Technol. 1968, 2, 139–152. [Google Scholar] [CrossRef]
- Back, E.L.; Salmen, N.L. Glass transitions of wood components hold implications for molding and pulping processes. Tappi J. 1982, 65, 107–110. [Google Scholar]
- Goring, D. Thermal softening of lignin, hemicellulose and cellulose. Pulp Pap. Mag. Can 1963, 64, T517–T527. [Google Scholar]
- Hillis, W.E.; Rozsa, A.N. The Softening Temperatures of Wood. Holzforschung 1978, 32, 68–73. [Google Scholar] [CrossRef]
- Irvine, G.M. The glass transitions of lignin and hemicellulose and their measurement by differential thermal analysis. Tappi J. 1984, 67, 118–121. [Google Scholar]
- Börcsök, Z.; Pásztory, Z. The role of lignin in wood working processes using elevated temperatures: An abbreviated literature survey. Eur. J. Wood Prod. 2020. [Google Scholar] [CrossRef]
- Füssl, J.; Lukacevic, M.; Pillwein, S.; Pottmann, H. Computational Mechanical Modelling of Wood—From Microstructural Characteristics Over Wood-Based Products to Advanced Timber Structures. In Digital Wood Design: Innovative Techniques of Representation in Architectural Design; Bianconi, F., Filippucci, M., Eds.; Springer International Publishing: Cham, Switzerland, 2019; pp. 639–673. ISBN 978-3-030-03675-1. [Google Scholar]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample No. | Gray Scale Ranges | |
|---|---|---|
| LW | EW | |
| 0–212 | 213–255 | |
| 0–205 | 206–255 | |
| 0–205 | 206–255 | |
| 0–204 | 205–255 | |
| Part | ||||||||
|---|---|---|---|---|---|---|---|---|
| (MPa) | (MPa) | (MPa) | (MPa) | (-) | (-) | (-) | (-) | |
| LW | 4452 | 600 | 61 | 27 | 0.039 | 0.116 | 0.42 | 0.05660 |
| EW | 2000 | 136 | 30 | 12 | 0.056 | 0.207 | 0.42 | 0.02751 |
| Part | |||||
|---|---|---|---|---|---|
| (MPa) | (MPa) | (-) | (MPa) | (-) | |
| LW | 800 | 9 | 0.064 | 15 | 0.212 |
| EW | 300 | 7 | 0.15 | 8 | 0.360 |
| Part | ||||
|---|---|---|---|---|
| (MPa) | (MPa) | (-) | (-) | |
| LW | 24 | 18 | 0.026 | 0.078 |
| EW | 12 | 8 | 0.038 | 0.140 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zerbst, D.; Liebold, C.; Gereke, T.; Clauß, S.; Cherif, C. Numerical Simulation of the Forming Process of Veneer Laminates. J. Compos. Sci. 2021, 5, 150. https://doi.org/10.3390/jcs5060150
Zerbst D, Liebold C, Gereke T, Clauß S, Cherif C. Numerical Simulation of the Forming Process of Veneer Laminates. Journal of Composites Science. 2021; 5(6):150. https://doi.org/10.3390/jcs5060150
Chicago/Turabian StyleZerbst, David, Christian Liebold, Thomas Gereke, Sebastian Clauß, and Chokri Cherif. 2021. "Numerical Simulation of the Forming Process of Veneer Laminates" Journal of Composites Science 5, no. 6: 150. https://doi.org/10.3390/jcs5060150
APA StyleZerbst, D., Liebold, C., Gereke, T., Clauß, S., & Cherif, C. (2021). Numerical Simulation of the Forming Process of Veneer Laminates. Journal of Composites Science, 5(6), 150. https://doi.org/10.3390/jcs5060150