
Modified Polylactic Acid with Improved Impact Resistance in the Presence of a Thermoplastic Elastomer and the Influence of Fused Filament Fabrication on Its Physical Properties


Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Elaboration of Blends
2.3. 3D Printing
2.4. Characterizations
3. Results and Discussion
3.1. Influence of the Formulation of Blends
3.1.1. Thermal Properties
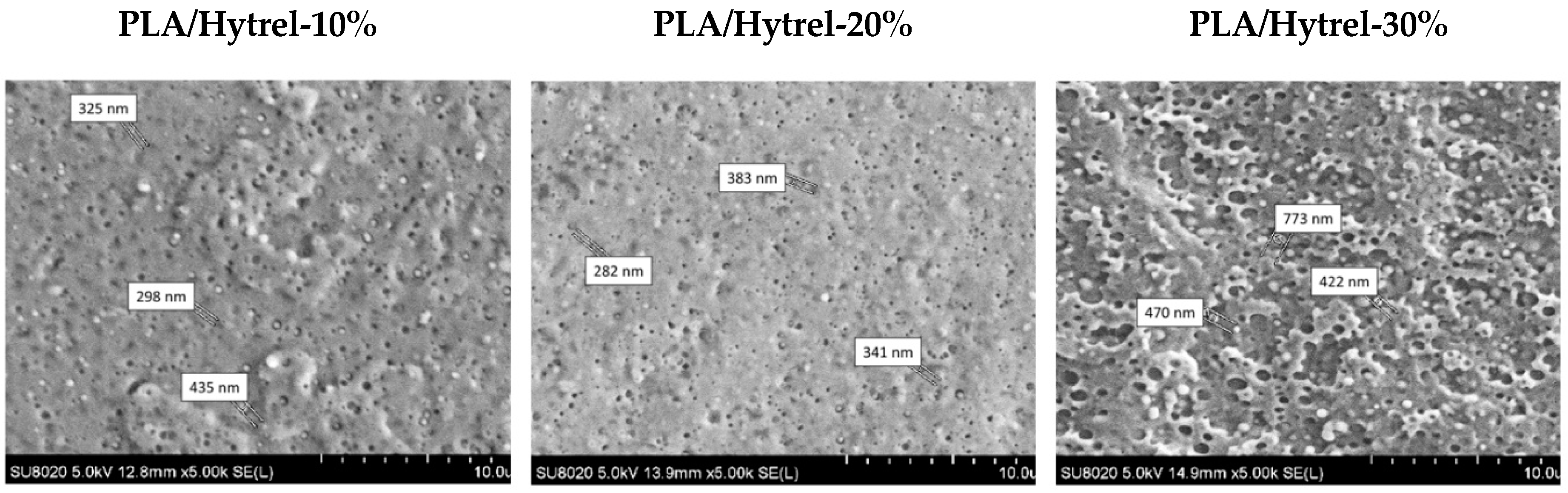
3.1.2. Morphology
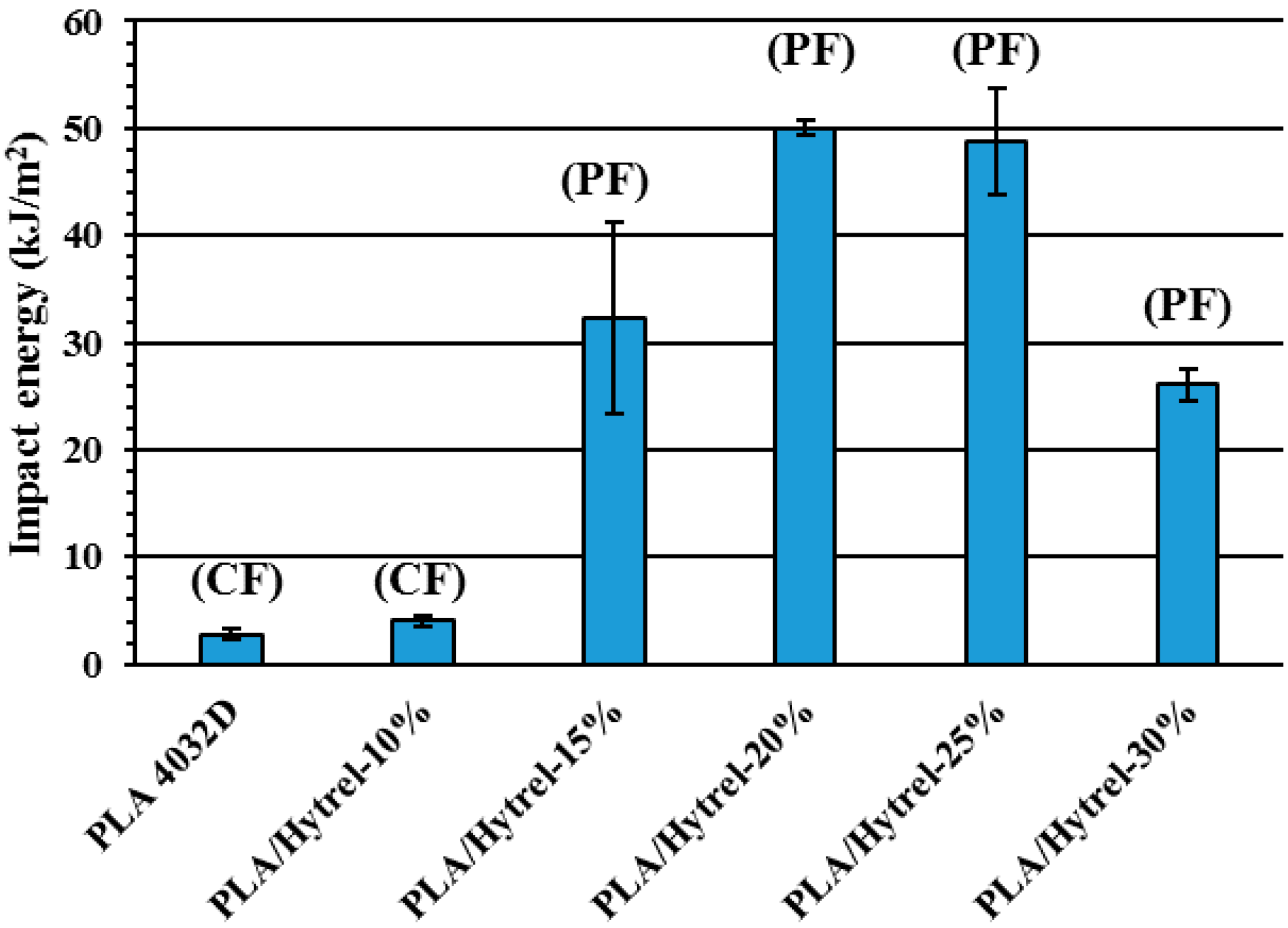
3.1.3. Mechanical Properties
3.2. Influence of 3D Printing Parameters on PLA/Hytrel-20%
3.2.1. Mechanical Properties
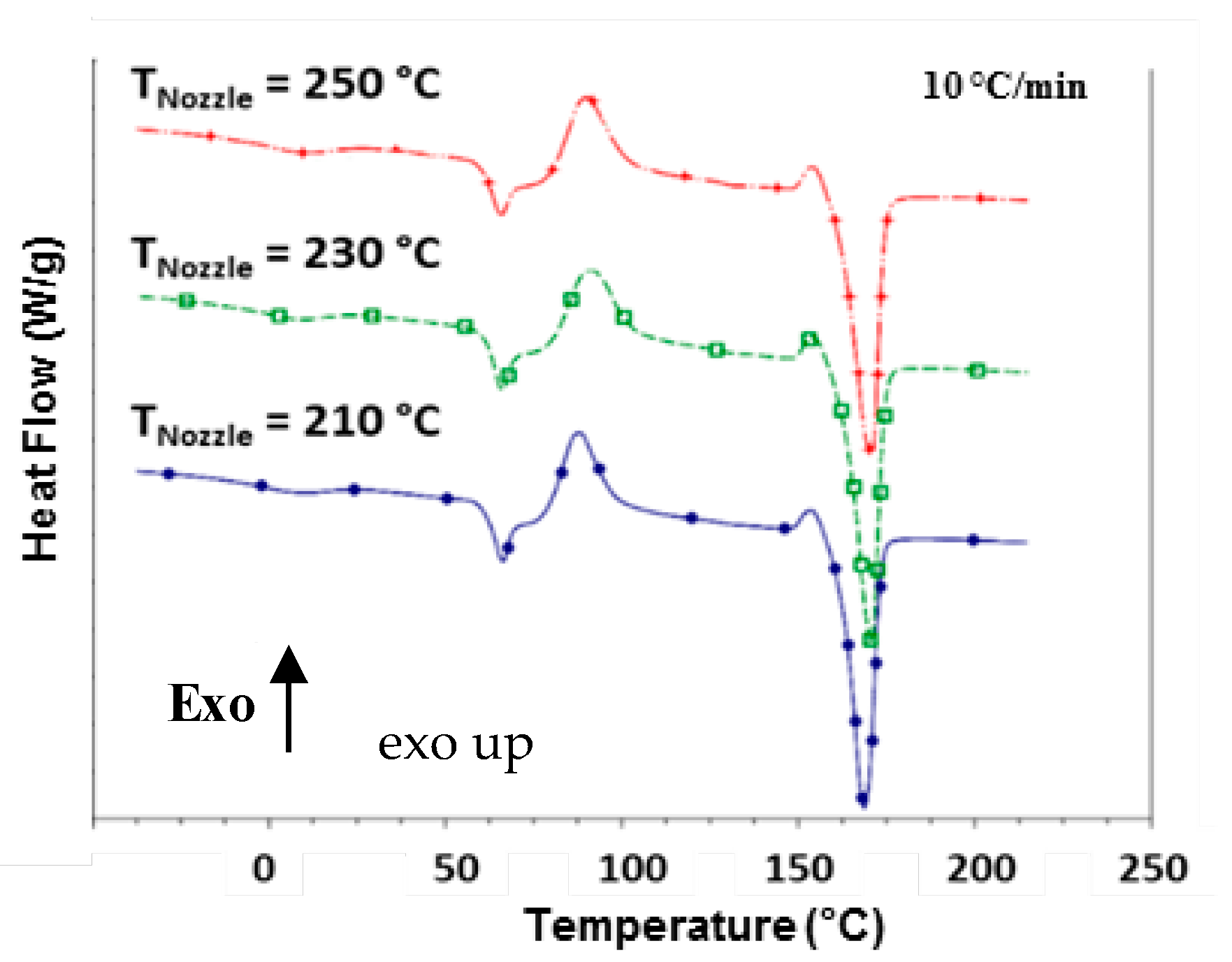
3.2.2. Thermal Properties
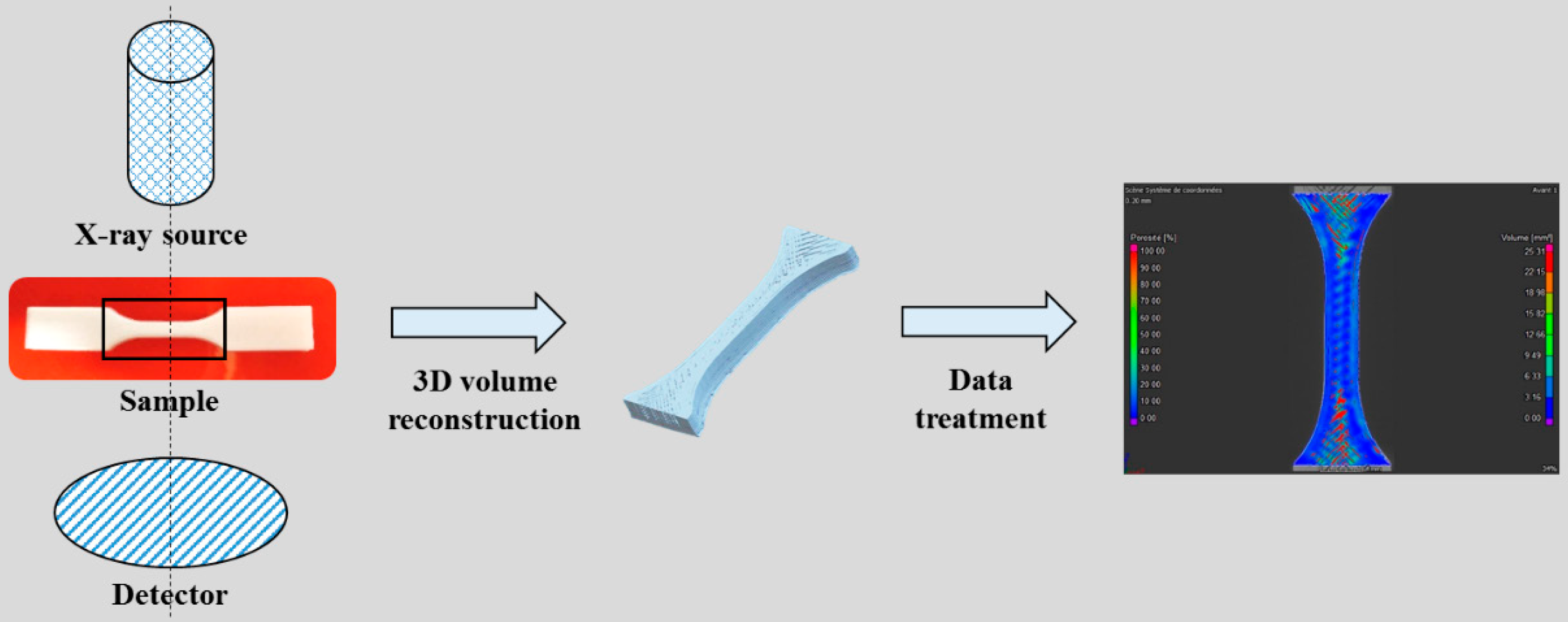
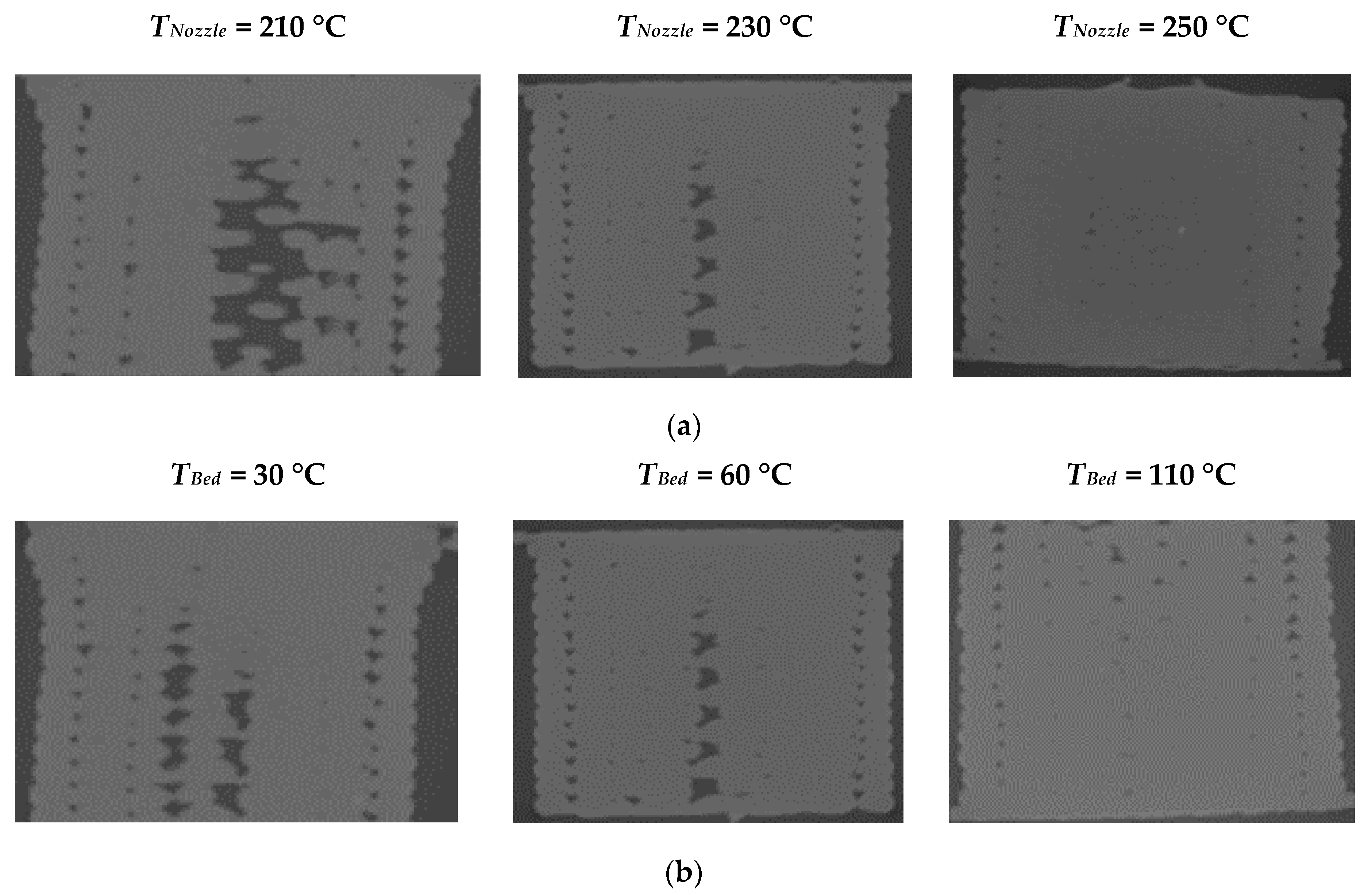
3.2.3. Porosity
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Gibson, I.; Rosen, D.; Stucker, B. Additive Manufacturing Technologies. In 3D Printing, Rapid Prototyping, and Direct Digital Manufacturing; Springer: New York, NY, USA, 2015; ISBN 978-1-4939-2113-3. [Google Scholar]
- Hashmi, S.; Batalha, G.F.; Tyne, C.J.V.; Yilbas, B.S. Comprehensive Materials Processing; Elsevier: Amsterdam, The Netherlands, 2014; ISBN 978-0-08-096533-8. [Google Scholar]
- Leite, M.; Fernandes, J.; Deus, A.M.; Reis, L.; Vaz, M.F. Study of the Influence of 3D Printing Parameters on the Mechanical Properties of PLA. In Proceedings of the 3rd International Conference on Progress in Additive Manufacturing, Singapore, 14–17 May 2018; pp. 547–552. [Google Scholar] [CrossRef]
- Capote, G.A.M.; Redmann, A.; Osswald, T.A. Validating a Failure Surface Developed for ABS Fused Filament Fabrication Parts through Complex Loading Experiments. J. Compos. Sci. 2019, 3, 49. [Google Scholar] [CrossRef] [Green Version]
- Harris, A.M.; Lee, E.C. Improving Mechanical Performance of Injection Molded PLA by Controlling Crystallinity. J. Appl. Polym. Sci. 2008, 107, 2246–2255. [Google Scholar] [CrossRef]
- Aung, S.P.S.; Shein, H.H.H.; Aye, K.N.; Nwe, N. Environment-friendly biopolymers for food packaging: Starch, protein, and poly-lactic acid (PLA). In Bio-Based Materials for Food Packaging; Springer: Singapore, 2018; pp. 173–195. [Google Scholar] [CrossRef]
- Lim, L.T.; Auras, R.; Rubino, M. Processing Technologies for Poly(Lactic Acid). Mater. Sci. Eng. C 2008, 33, 820–852. [Google Scholar] [CrossRef]
- Ljungberg, N.; Andersson, T.; Wesslén, B. Film Extrusion and Film Weldability of Poly(Lactic Acid) Plasticized with Triacetine and Tributyl Citrate. J. Appl. Polym. Sci. 2003, 88, 3239–3247. [Google Scholar] [CrossRef]
- Wang, L.; Gramlich, W.M.; Gardner, D.J. Improving the Impact Strength of Poly(Lactic Acid) (PLA) in Fused Layer Modeling (FLM). Polym. J. 2017, 114, 242–248. [Google Scholar] [CrossRef]
- Benwood, C.; Anstey, A.; Andrzejewski, J.; Misra, M.; Mohanty, A.K. Improving the Impact Strength and Heat Resistance of 3D Printed Models: Structure, Property, and Processing Correlationships during Fused Deposition Modeling (FDM) of Poly(Lactic Acid). J. Am. Chem. Soc. 2018, 3, 4400–4411. [Google Scholar] [CrossRef]
- Samykano, M.; Selvamani, S.K.; Kadirgama, K.; Ngui, W.K.; Kanagaraj, G.; Sudhakar, K. Mechanical Property of FDM Printed ABS: Influence of Printing Parameters. Int. J. Adv. Manuf. Technol. 2019, 102, 2779–2796. [Google Scholar] [CrossRef]
- Maloch, J.; Hnátková, E.; Žaludek, M.; Kratky, P. Effect of Processing Parameters on Mechanical Properties of 3D Printed Samples. Mater. Sci. Forum 2018, 919, 230–235. [Google Scholar] [CrossRef]
- Sun, Q.; Rizvi, G.; Bellehumeur, C.T.; Gu, P. Effect of Processing Conditions on the Bonding Quality of FDM Polymer Filaments. Rapid Prototyp. J. 2008, 14, 72–80. [Google Scholar] [CrossRef]
- Ljungberg, N.; Wesslén, B. The Effects of Plasticizers on the Dynamic Mechanical and Thermal Properties of Poly(Lactic Acid). J. Appl. Polym. Sci. 2002, 86, 1227–1234. [Google Scholar] [CrossRef]
- Ecker, J.V.; Burzic, I.; Haider, A.; Hild, S.; Rennhofer, H. Improving the Impact Strength of PLA and Its Blends with PHA in Fused Layer Modelling. Polym. Test 2019, 78, 105929. [Google Scholar] [CrossRef]
- Wu, Y.; Qin, Y.; Yuan, M.; Li, L.; Chen, H.; Cao, J.; Yang, J. Characterization of an Antimicrobial Poly(Lactic Acid) Film Prepared with Poly(Ε-caprolactone) and Thymol for Active Packaging. Polym. Adv. Technol. 2014, 25, 948–954. [Google Scholar] [CrossRef]
- Kumar, M.; Nayak, S.K.; Parvaiz, M.R. Effect of Glycidyl Methacrylate (GMA) on the Thermal, Mechanical and Morphological Property of Biodegradable PLA/PBAT Blend and Its Nanocomposites. Bioresour. Technol. 2010, 101, 8406–8415. [Google Scholar] [CrossRef]
- Buck, W.H.; Cella, R.J.; Gladding, E.K.; Wolfe, J.J.R. Morphology and Physical Properties of Polyether-Ester Thermoplastic Elastomers. J. Polym. Sci. Polym. Symp. 2007, 48, 47–60. [Google Scholar] [CrossRef]
- Gaztelumendi, M.; Mondragón, I.; Nazábal, J. The Physical State of Polycarbonate/Hytrel Blends. Makromol. Chem. Macromol. Symp. 1988, 20–21, 269–275. [Google Scholar] [CrossRef]
- Müller, A.J.; Ávila, M.; Saenz, G.; Salazar, J. Crystallization of PLA-based Materials. In Poly (Lactic Acid) Science and Technology: Processing, Properties, Additives and Applications; The Royal Society of Chemistry: London, UK, 2015; ISBN 978-1-84973-879-8. [Google Scholar]
- Yan, J.; Spontak, R.J. Toughening poly (lactic acid) with thermoplastic elastomers modified by thiol–ene click chemistry. ACS Sustain. Chem. Eng. 2019, 7, 10830–10839. [Google Scholar] [CrossRef]
- Bernardes, G.P.; da Rosa Luiz, N.; Santana, R.M.C.; de Camargo Forte, M.M. Rheological behavior and morphological and interfacial properties of PLA/TPE blends. J. Appl. Polym. Sci. 2019, 136, 47962. [Google Scholar] [CrossRef]
- Deng, S.; Yao, J.; Bai, H.; Xiu, H.; Zhang, Q.; Fu, Q. A generalizable strategy toward highly tough and heat-resistant stereocomplex-type polylactide/elastomer blends with substantially enhanced melt processability. Polymer 2021, 224, 123736. [Google Scholar] [CrossRef]
- Kang, H.; Hu, X.; Li, M.; Zhang, L.; Wu, Y.; Ning, N.; Tian, M. Novel biobased thermoplastic elastomer consisting of synthetic polyester elastomer and polylactide by in situ dynamical crosslinking method. RSC Adv. 2015, 5, 23498–23507. [Google Scholar] [CrossRef]
- Cai, J.; Jiang, J.; Zhou, Z.; Zhang, Y.; Wang, F.; Han, C.; Guo, J.; Shao, Q.; Du, H.; Umar, A.; et al. Toughening Poly(Lactic Acid) by Melt Blending with Poly(Ether-Block-Amide) Copolymer. Sci. Adv. Mater. 2017, 9, 1683–1692. [Google Scholar] [CrossRef] [Green Version]
- Liu, G.C.; He, Y.S.; Zeng, J.B.; Xu, Y.; Wang, Y.Z. In Situ Formed Crosslinked Polyurethane Toughened Polylactide. Polym. Chem. 2014, 5, 2530–2539. [Google Scholar] [CrossRef]
- Vo, B.; Ajibade, A.; Rosengren, M.; Pena, K.; Moran, M. The Effect of 3D Printing Temperature on the Mechanical Properties of Polypropylene. J. Undergrad. Chem. Eng. Res. 2019. [Google Scholar] [CrossRef]
- Perego, G.; Cella, G.D.; Bastioli, C. Effect of Molecular Weight and Crystallinity on Poly(Lactic Acid) Mechanical Properties. J. Appl. Polym. Sci. 1996, 59, 37–43. [Google Scholar] [CrossRef]
- Behzadnasab, M.; Yousefi, A.A. Effects of 3D Printer Nozzle Head Temperature on the Physical and Mechanical Properties of PLA Based Product. In Proceedings of the 12th International Seminar on Polymer Science and Technology, Islamic Azad University, Tehran, Iran, 2–5 November 2016. [Google Scholar]
- Bellehumeur, C.; Li, L.; Sun, Q.; Gu, P. Modeling of Bond Formation Between Polymer Filaments in the Fused Deposition Modeling Process. J. Manuf. Process 2004, 6, 170–178. [Google Scholar] [CrossRef]
- Aliheidari, N.; Christ, J.; Tripuraneni, R.; Nadimpalli, S.; Ameli, A. Interlayer Adhesion and Fracture Resistance of Polymers Printed through Melt Extrusion Additive Manufacturing Process. Mater. Des. 2018, 156, 351–361. [Google Scholar] [CrossRef]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Name | PLA 4032D (wt%) | Hytrel (wt%) | |
|---|---|---|---|
| Extrusion process | PLA/Hytrel-10% | 90 | 10 |
| PLA/Hytrel-15% | 85 | 15 | |
| PLA/Hytrel-20% | 80 | 20 | |
| PLA/Hytrel-25% | 75 | 25 | |
| PLA/Hytrel-30% | 70 | 30 |
| TNozzle (°C) | TBed (°C) | Other Parameters | |
|---|---|---|---|
| 3D printing | 210 | 30 | Layers thickness (mm): 0.2 Infill density (%): 100 Printing speed (mm/s): 60 Raster orientation (°): 45/−45 Number of shells: 2 |
| 230 | 60 | ||
| 250 | 110 |
| Tm Hytrel (°C) | Tg PLA (°C) | Tm PLA (°C) | Tc PLA (°C) | χc (PLA) (%) | |
|---|---|---|---|---|---|
| PLA/Hytrel-10% | 10.5 ± 0.8 | 60.0 ± 1.1 | 168.9 ± 1.4 | 105.0 ± 0.4 | 6.6 ± 4.8 |
| PLA/Hytrel-15% | 9.1 ± 0.1 | 60.3 ± 0.2 | 168.7 ± 0.1 | 102.9 ± 2.3 | 3.9 ± 0.1 |
| PLA/Hytrel-20% | 9.5 ± 0.3 | 60.3 ± 0.9 | 168.6 ± 0.9 | 105.6 ± 1.0 | 5.6 ± 4.2 |
| PLA/Hytrel-25% | 8.7 ± 0.6 | 60.9 ± 0.1 | 169.2 ± 0.1 | 106.0 ± 0.9 | 1.9 ± 1.0 |
| PLA/Hytrel-30% | 9.0 ± 0.3 | 60.5 ± 0.2 | 169.0 ± 0.4 | 106.8 ± 1.3 | 3.6 ± 3.5 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kasmi, S.; Cayuela, J.; Backer, B.D.; Labbé, E.; Alix, S. Modified Polylactic Acid with Improved Impact Resistance in the Presence of a Thermoplastic Elastomer and the Influence of Fused Filament Fabrication on Its Physical Properties. J. Compos. Sci. 2021, 5, 232. https://doi.org/10.3390/jcs5090232
Kasmi S, Cayuela J, Backer BD, Labbé E, Alix S. Modified Polylactic Acid with Improved Impact Resistance in the Presence of a Thermoplastic Elastomer and the Influence of Fused Filament Fabrication on Its Physical Properties. Journal of Composites Science. 2021; 5(9):232. https://doi.org/10.3390/jcs5090232
Chicago/Turabian StyleKasmi, Samir, Julien Cayuela, Bertrand De Backer, Eric Labbé, and Sébastien Alix. 2021. "Modified Polylactic Acid with Improved Impact Resistance in the Presence of a Thermoplastic Elastomer and the Influence of Fused Filament Fabrication on Its Physical Properties" Journal of Composites Science 5, no. 9: 232. https://doi.org/10.3390/jcs5090232
APA StyleKasmi, S., Cayuela, J., Backer, B. D., Labbé, E., & Alix, S. (2021). Modified Polylactic Acid with Improved Impact Resistance in the Presence of a Thermoplastic Elastomer and the Influence of Fused Filament Fabrication on Its Physical Properties. Journal of Composites Science, 5(9), 232. https://doi.org/10.3390/jcs5090232