

Design and Construction of a Low-Cost-High-Accessibility 3D Printing Machine for Producing Plastic Components



Abstract
:1. Introduction
2. Methodology
2.1. Materials
2.2. Methods
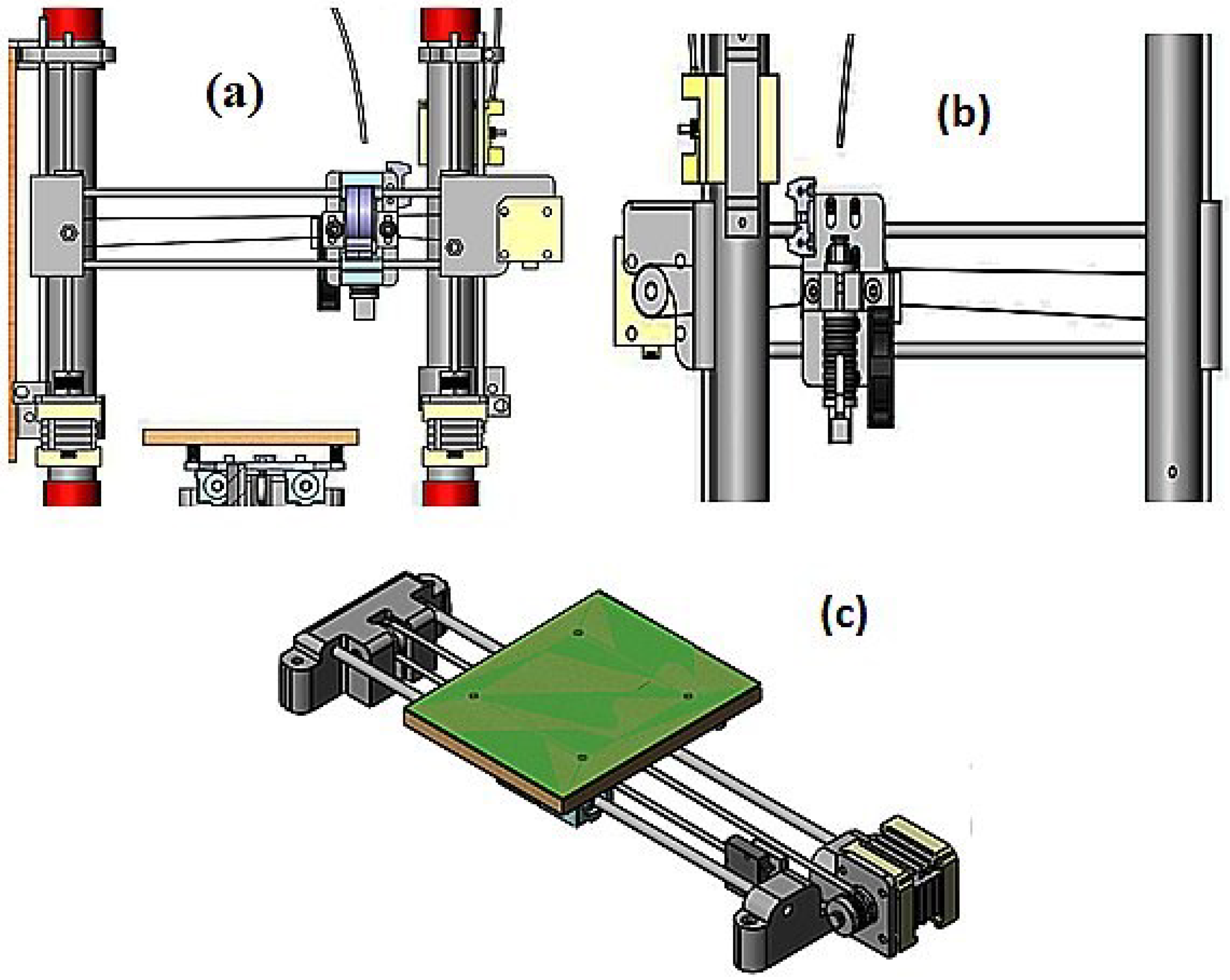
2.2.1. Design Consideration
2.2.2. Design Calculation
2.2.3. Design of Timing Belt
2.2.4. Deflection of Frame
2.2.5. Slicing Software and Firmware
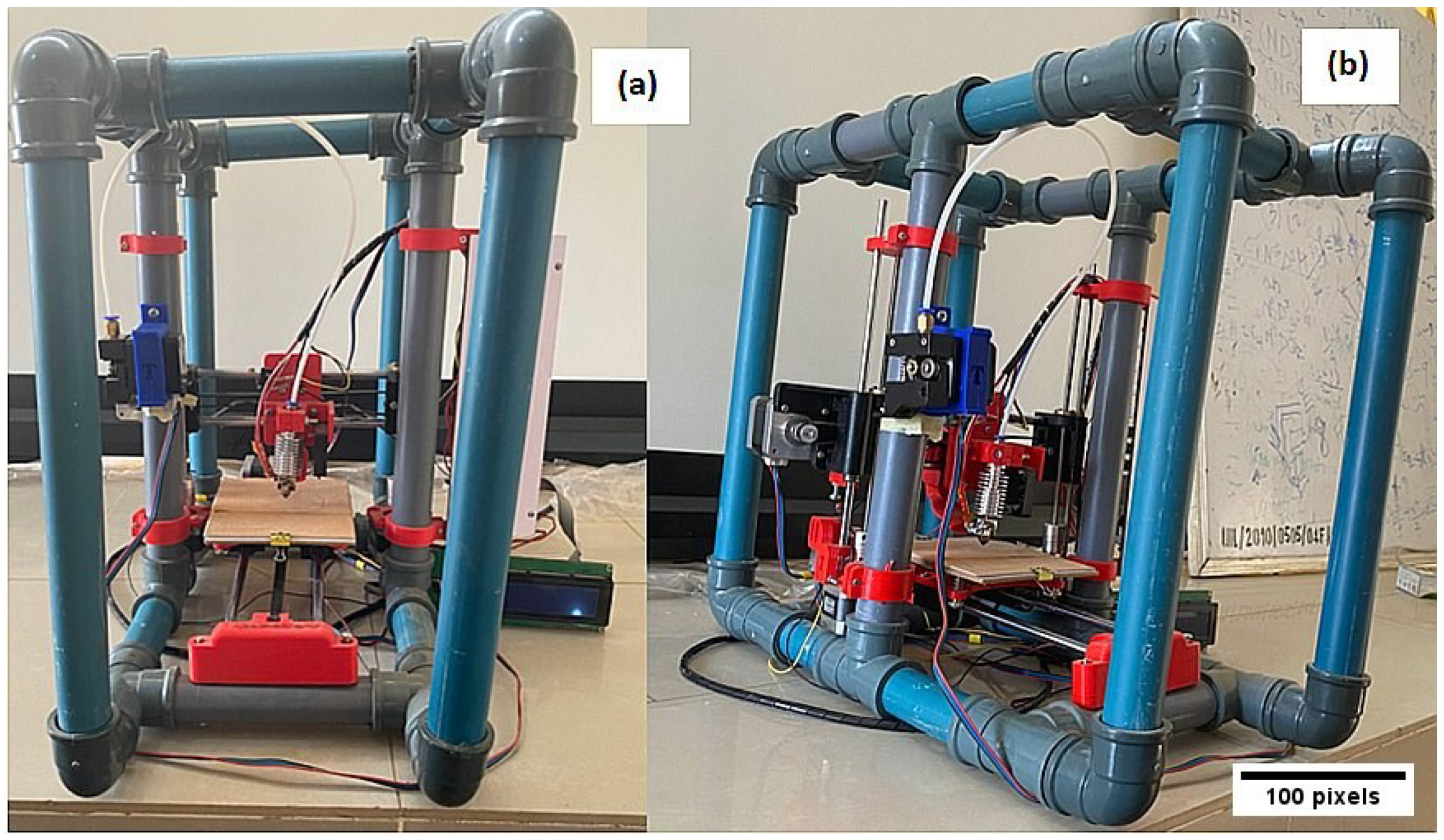
3. Results and Discussion
Operation of the Fabricated 3D Printer
- design the model using any Computer-Aided Design (CAD) software and ensure the model is exported in a 3D printing compatible format such as .STL or .OBJ;
- load the model file into a slicing software with the necessary settings, such as the speed, temperature, layer height, shell, thickness, fill, support, and filament settings;
- save the model G-Code, and automatically the G-Code of the model following earlier inputted settings will be generated and saved as a file;
- transfer the saved file to an SD card and then insert it into the slot on the printer’s motherboard;
- connect the printer to the power source and calibrate the printer by ensuring the bed is leveled and all axes movement mechanisms are functioning correctly;
- insert the filament and print the model from the file on the SD card and after the model has finished printing, retrieve it from the bed and, if necessary, post-process the print.
4. Conclusions
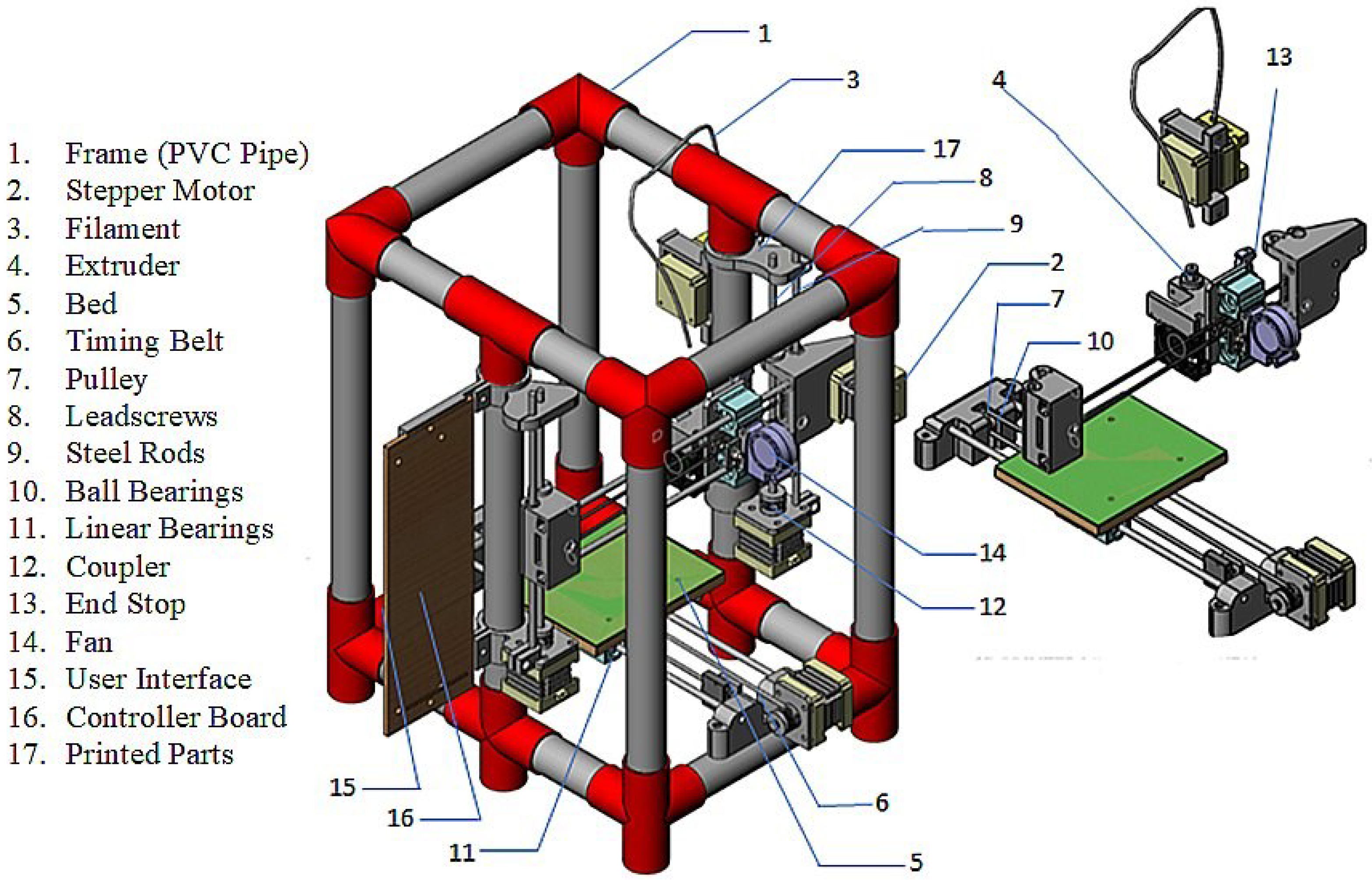
- The design of the frame was made robust using PVC pipes, and commercial off-the-shelf components were used where possible, especially for the electrical parts.
- The 3D printer is self-reproducible, which means all parts of the machine may be manufactured using the same 3D printer since the fixtures are made of PLA plastic, except for the PVC frame, wooden bed, and electrical parts.
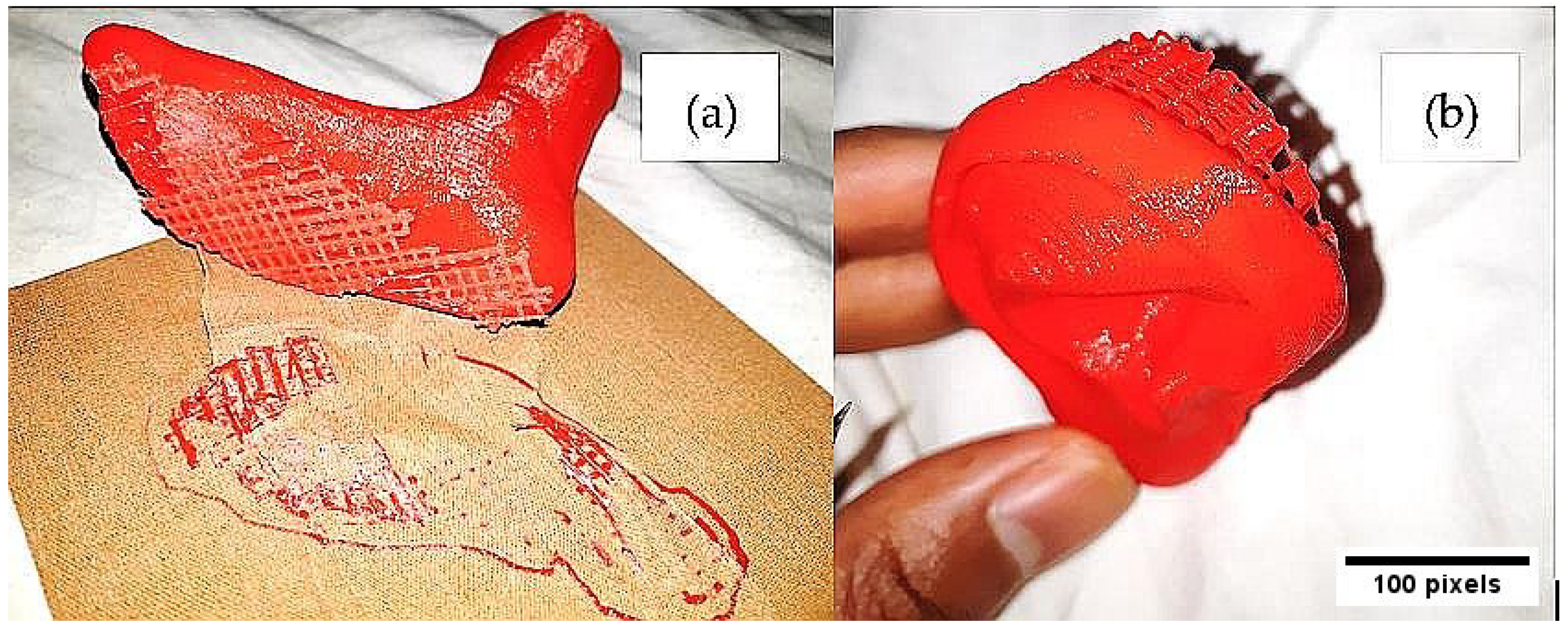
- The recommended distance between the nozzle tip and the bed is 0.1 mm.
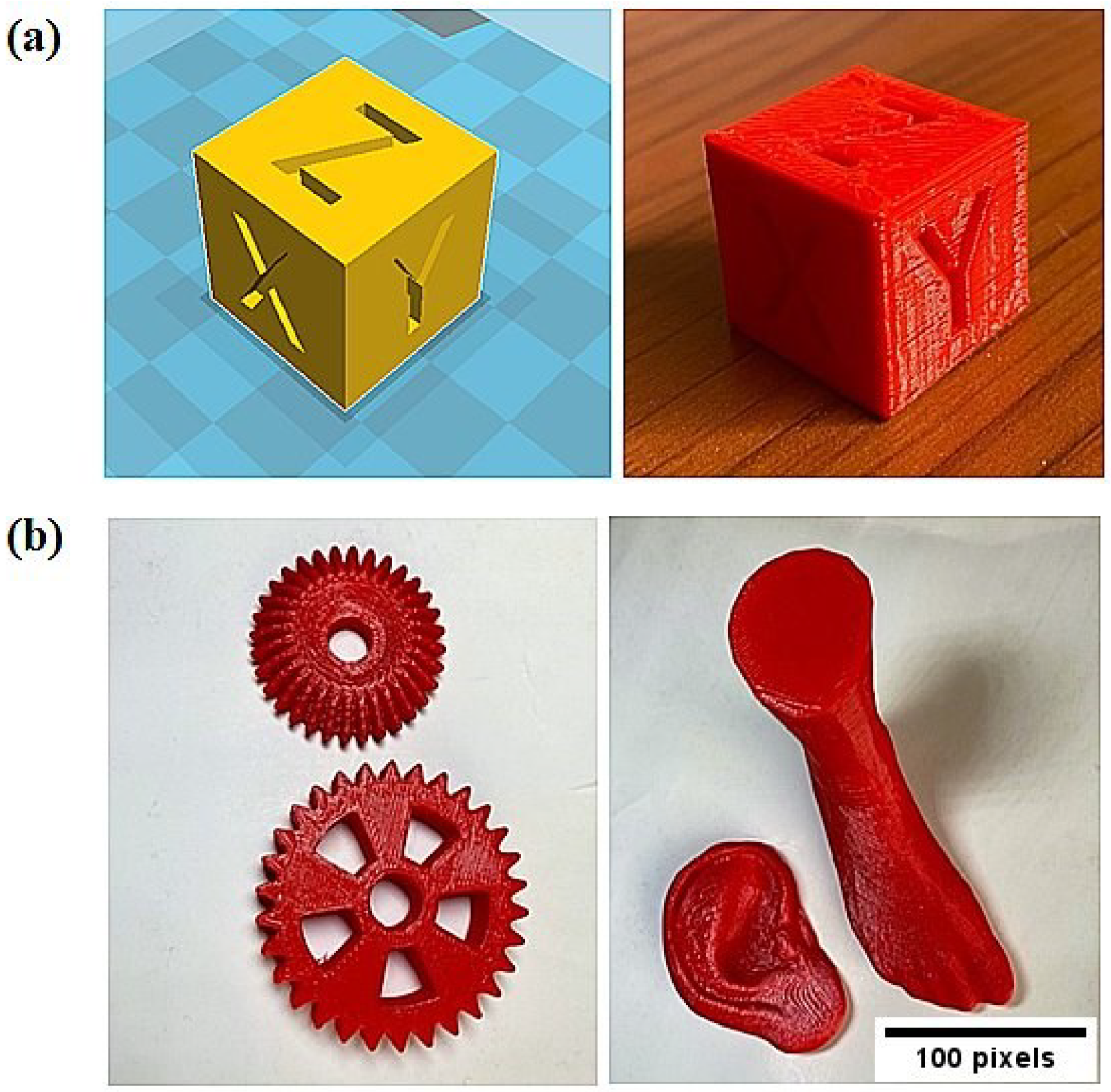
- The printer’s accuracy level was shown by the printed object’s dimensions correctness compared to the digital design, which gave a percentage error of 0.74%.
- The machine performed satisfactorily with a total cost of ₦104,650 ($233) and can be used in place of imported 3D printers in developing nations.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Huang, W.; Zhang, L.; Li, W.; Sun, J.; Liang, W.; Song, X.; Mao, X.; Wang, Z. Various Types and Applications of Additive Manufacturing. Int. Conf. Appl. Math. Model. Simul. Optim. 2019, 377–381. [Google Scholar] [CrossRef]
- Jasveer, S.; Jianbin, X. Comparison of Different Types of 3D Printing Technologies. Int. J. Sci. Res. Publ. 2018, 8, 1–9. [Google Scholar] [CrossRef]
- Bhusnure, O.G.; Gholve, S.V.; Sugave, B.K.; Dongre, R.C.; Gore, S.A.; Giram, P.S. 3D Printing & Pharmaceutical Manufacturing: Opportunities and Challenges. Int. J. Bioassays 2016, 5, 4723–4738. [Google Scholar]
- Prabhu, T. Modern Rapid 3D printer—A Design Review. Int. J. Mech. Eng. Technol. 2016, 11, 29–37. [Google Scholar]
- Pekgor, M.; Nikzad, M.; Arablouei, R.; Masood, S. Materials Today: Proceedings Sensor-based filament fabrication with embedded RFID microchips for 3D printing. Proceedings 2021, 46, 124–130. [Google Scholar]
- Carrasco-correa, E.J.; Francisco, E. The emerging role of 3D printing in the fabrication of detection systems. Trends Anal. Chem. 2021, 136, 116177. [Google Scholar] [CrossRef]
- Ruberu, K.; Senadeera, M.; Rana, S.; Gupta, S.; Chung, J.; Yue, Z.; Venkatesh, S.; Wallace, G. Coupling machine learning with 3D bioprinting to fast track optimisation of extrusion printing. Appl. Mater. Today 2021, 22, 100914. [Google Scholar] [CrossRef]
- Farhan, M.; Alam, A.; Ateeb, M.; Saad, M. Materials Today: Proceedings Real-time defect detection in 3D printing using machine learning. Mater. Today Proc. 2021, 42, 521–528. [Google Scholar] [CrossRef]
- Popovski, F.; Mijakovska, S.; Popovska, H.D.; Nalevska, G.P. Creating 3D Models with 3D Printing Process. Int. J. Comput. Sci. Inf. Technol. 2021, 13, 59–68. [Google Scholar] [CrossRef]
- Fettig, A. Purposes, Limitations, and Applications of 3D Printing in Minnesota Public Schools. Culminating Proj. Inf. Media. 2017, 1, 1–52. [Google Scholar]
- Ilhan, E.; Ulag, S.; Sahin, A.; Karademir, B.; Ekren, N.; Kilic, O.; Sengor, M.; Kalaskar, D.M.; Nuzhet, F.; Gunduz, O. Fabrication of tissue-engineered tympanic membrane patches using 3D-Printing technology. J. Mech. Behav. Biomed. Mater. 2021, 114, 104219. [Google Scholar] [CrossRef]
- Xenikakis, I.; Tsongas, K.; Tzimtzimis, E.K.; Zacharis, K.; Theodoroula, N.; Kalogianni, E.P.; Demiri, E.; Vizirianakis, I.S.; Tzetzis, D.; Fatouros, D.G. Fabrication of hollow microneedles using liquid crystal display (LCD) vat polymerization 3D printing technology for transdermal macromolecular delivery. Int. J. Pharm. 2021, 597, 120303. [Google Scholar] [CrossRef]
- Adesiji, A.D. Design and Construction of a 3d Printer. Bachelor’s Thesis, Department of Mechanical Engineering, University of Ilorin, Ilorin, Nigeria, 2021. [Google Scholar]
- Rayna, T.; Striukova, L. From rapid prototyping to home fabrication: How 3D printing is changing business model innovation. Technol. Forecast. Soc. Chang. 2016, 102, 214–224. [Google Scholar] [CrossRef]
- Sung, J.; So, H. 3D printing-assisted fabrication of microgrid patterns for flexible antiadhesive polymer surfaces. Surf. Interfaces 2021, 23, 100935. [Google Scholar] [CrossRef]
- Zhou, X.; Zhou, G.; Junka, R.; Chang, N.; Anwar, A.; Wang, H.; Yu, X. Fabrication of polylactic acid (PLA) -based porous scaffold through the combination of traditional bio-fabrication and 3D printing technology for bone regeneration. Colloids Surf. B Biointerfaces 2021, 197, 111420. [Google Scholar] [CrossRef]
- Al-maliki, J.Q.; Al-maliki, A.J.Q. The Processes and Technologies of 3D Printing. Int. J. Adv. Comput. Sci. Technol. 2015, 4, 161–165. [Google Scholar]
- Burleson, J.; Dipaola, C. 3D Printing in Spine Surgery. In 3D Printing in Orthopaedics: Subspecialties; Elsevier: Amsterdam, The Netherland, 2019; pp. 105–122. [Google Scholar] [CrossRef]
- Zaghlou, M.Y.M.; Zaghloul, M.M.Y.; Zaghloul, M.M.Y. Developments in polyester composite materials—An in-depth review on natural fibres and nano fillers. Compos. Struct. 2021, 278, 114698. [Google Scholar] [CrossRef]
- Zaghloul, M.M.Y.; Mohamed, Y.S.; El-Gamal, H. Fatigue and tensile behaviors of fiber-reinforced thermosetting composites embedded with nanoparticles. J. Compos. Mater. 2019, 53, 709–718. [Google Scholar] [CrossRef]
- Zaghloul, M.M.Y.; Zaghloul, M.M.Y. Influence of flame retardant magnesium hydroxide on the mechanical properties of high density polyethylene composites. J. Reinf. Plast. Compos. 2017, 36, 1802–1816. [Google Scholar] [CrossRef]
- Zaghloul, M.M.Y.; Zaghloul, M.Y.M.; Zaghloul, M.M.Y. Experimental and modeling analysis of mechanical-electrical behaviors of polypropylene composites filled with graphite and MWCNT fillers. Polym. Test. 2017, 63, 467–474. [Google Scholar] [CrossRef]
- Zaghloul, M.Y.; Zaghloul, M.M.Y.; Zaghloul, M.M.Y. Influence of Stress Level and Fibre Volume Fraction on Fatigue Performance of Glass Fibre-Reinforced Polyester Composites. Polymers 2022, 14, 2662. [Google Scholar] [CrossRef]
- Raja, N.; Sung, A.; Park, H.; Yun, H. Low-temperature fabrication of calcium deficient hydroxyapatite bone scaffold by optimization of 3D printing conditions. Ceram. Int. 2021, 47, 7005–7016. [Google Scholar] [CrossRef]
- Xiao, X.; Jiang, X.; Yang, S.; Lu, Z.; Niu, C.; Xu, Y.; Huang, Z.; Kang, Y.J.; Feng, L. Solvent evaporation induced fabrication of porous polycaprolactone scaffold via low-temperature 3D printing for regeneration medicine researches. Polymers 2021, 217, 123436. [Google Scholar] [CrossRef]
- Sevvel, P.; Srinivasan, D.; Balaji, A.J.; Gowtham, N. Design & Fabrication of Innovative Desktop 3D Printing Machine. Mater. Today Proc. 2020, 22, 3240–3249. [Google Scholar]
- Patel, V.; Joshi, U.; Joshi, A. Opportunities in 3D Printing for Nanocomposite Materials: A Review. J. Emerg. Technol. Innov. Res. 2019, 6, 367–372. [Google Scholar]
- O’Connell, J.; Haines, J. How Much Does a 3D Printer Cost in 2022? 2022. Available online: https://m.all3dp.com/2/how-much-does-a-3d-printer-cost/ (accessed on 20 July 2022).
- Ozsoy, K.; Ercetin, A.; Cevik, Z.A. Comparison of Mechanical Properties of PLA and ABS Based Structures Produced by Fused Deposition Modelling Additive Manufacturing. Eur. J. Sci. Technol. 2021, 27, 802–809. [Google Scholar]
- Raj, S.A.; Muthukumaran, E.; Jayakrishna, K. A Case Study of 3D Printed PLA and Its Mechanical Properties. Mater. Today Proc. 2018, 5, 11219–11226. [Google Scholar] [CrossRef]
- Gordeev, E.G.; Galushko, A.S.; Ananikov, V.P. Improvement of quality of 3D printed objects by elimination of microscopic structural defects in fused deposition modeling. PLoS ONE 2018, 13, e0198370. [Google Scholar]
- Kuurmi, R.S.; Gupta, J.K. A Textbook of Machine Design, 1st ed.; EURASIA Publishing House (PVT.) Ltd: Kolkata, India, 2005. [Google Scholar]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Item | Quantity | Specification | Function |
|---|---|---|---|
| Frame (PVC pipe and fittings) | 17 | As determined by the calculations and print volume | Serves as chassis on which components are placed |
| Stepper motor | 5 | NEMA 17, 420N mm, 600 rpm | Generates torque for the movement of parts |
| Filament | 1 Spool | Poly-lactic Acid (PLA) | Material from which part is printed |
| Extruder | 1 | MK8, 0.4 mm | Deposits the plastic filament on the bed |
| Bed | 1 | 150 × 120 × 10 mm of wood | A platform where the molten plastic is deposited |
| Timing belt | 2 | V-Belt, 5 mm wide | Transfers motor drive to move bed and extruder along y and x-axis, respectively |
| Pulley | 2 | 2 mm pitch, 12.5 diameter | Serves as a point of attachment to transfer motion to the belt |
| Leadscrews | 2 | 2 mm lead, 240 mm | To move the extruder head along z-axis |
| Steel rods | 6 | 8 mm and 6 mm | Serves as a rail on which the bed and extruder move |
| Ball bearings | 2 | 5 × 16 × 5 mm | Supports rotating belt |
| Linear bearings | 7 | 8 mm and 6 mm | Carriage is mounted upon them and slides along a steel rod |
| Coupler | 2 | 5 mm to 8 mm | Transfers the motor drive to the leadscrew |
| End stop | 3 | Mechanical type | Prevents the bed and extruder from moving past their range |
| Fan | 1 | DC 12V | Provides active cooling of the top printed layer |
| User interface and connectivity | 1 | LCD | Controls the 3D printer without a computer connection |
| Controller board | 1 | ATMEGA1284P | Directs the motion components based on commands sent from a computer and interprets input from the sensors |
| Printed Parts | 1 set | As determined by the structure of the attached components | Holds components in place |
| Items | Specifications |
|---|---|
| Build volume | 100 × 100 × 100 mm3 |
| Method | Fused deposition modelling |
| Printer size | 500 mm (L) × 380 mm (W) × 425 mm (H) |
| Printer weight | 3.95 kg |
| Number of extruders | 1 |
| Filament diameter | 1.75 mm |
| Nozzle diameter | 0.4 mm |
| Filament type | PLA |
| Layer resolution height | 100 microns |
| Power supply | DC12 V, 5.0 A |
| Power consumption | 240 V, 50-60 Hz |
| Connectivity | USB, SD card |
| Material | Quantity | Cost (Naira, ₦) |
|---|---|---|
| Frame (PVC pipe and fittings) | 17 | 4200 |
| NEMA 17 stepper motor | 5 | 15,000 |
| PLA filament | 1 Spool | 17,000 |
| MK8 extruder | 1 | 3300 |
| Bed | 1 | 1000 |
| Timing belt and pulley | 2 | 1500 |
| Leadscrews | 2 | 3000 |
| Steel rods | 6 | 7200 |
| Ball bearings | 2 | 500 |
| Linear bearings | 7 | 8750 |
| Coupler | 2 | 1000 |
| End stop | 3 | 2200 |
| DC fan | 1 | 500 |
| User interface and connectivity | 1 | 15,500 |
| Printed parts | 1 Set | 20,000 |
| Screws, bolts, nuts, and springs | 1 Set | 1000 |
| Miscellaneous | 3000 | |
| Total | 104,650 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ajao, K.R.; Ibitoye, S.E.; Adesiji, A.D.; Akinlabi, E.T. Design and Construction of a Low-Cost-High-Accessibility 3D Printing Machine for Producing Plastic Components. J. Compos. Sci. 2022, 6, 265. https://doi.org/10.3390/jcs6090265
Ajao KR, Ibitoye SE, Adesiji AD, Akinlabi ET. Design and Construction of a Low-Cost-High-Accessibility 3D Printing Machine for Producing Plastic Components. Journal of Composites Science. 2022; 6(9):265. https://doi.org/10.3390/jcs6090265
Chicago/Turabian StyleAjao, Kajogbola R., Segun E. Ibitoye, Adedire D. Adesiji, and Esther T. Akinlabi. 2022. "Design and Construction of a Low-Cost-High-Accessibility 3D Printing Machine for Producing Plastic Components" Journal of Composites Science 6, no. 9: 265. https://doi.org/10.3390/jcs6090265
APA StyleAjao, K. R., Ibitoye, S. E., Adesiji, A. D., & Akinlabi, E. T. (2022). Design and Construction of a Low-Cost-High-Accessibility 3D Printing Machine for Producing Plastic Components. Journal of Composites Science, 6(9), 265. https://doi.org/10.3390/jcs6090265