3.1. Qualification Test
For the three tools, the results of the surface topography and specific cutting energy for the qualification test are given in
Figure 6,
Figure 7,
Figure 8,
Figure 9,
Figure 10,
Figure 11,
Figure 12,
Figure 13,
Figure 14 and
Figure 15. In
Figure 6,
Figure 10 and
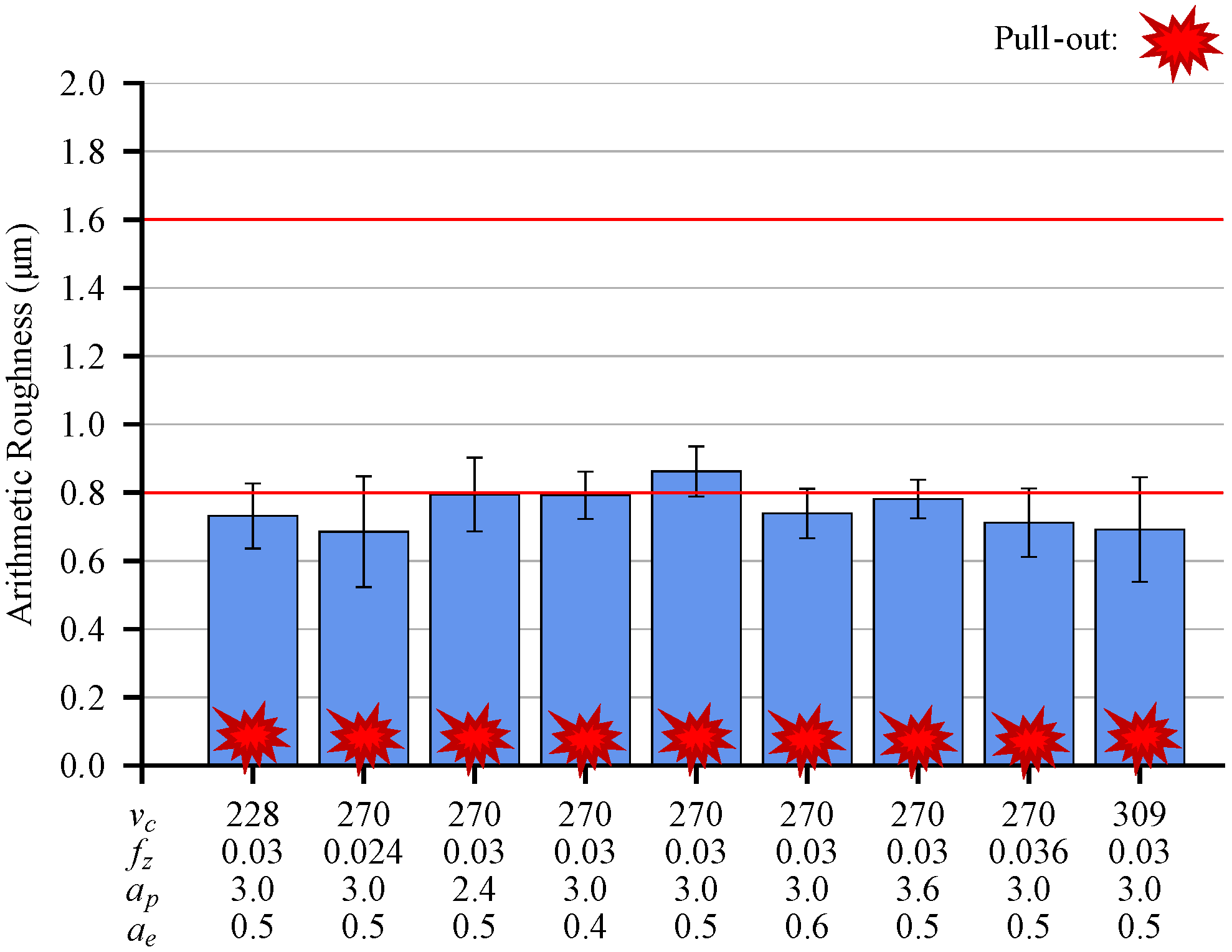
Figure 13, two red lines give the domain of the 1.6 µm Ra class (from 0.8 µm to 1.6 µm). Each point of data was given
error bars. Indeed, each point on the graph shows the mean value of three measurements carried out with the same cutting parameters. The considered cutting parameters are given with
(m/min),
(mm/tooth),
(mm), and
(mm).
Figure 8,
Figure 9,
Figure 12, and
Figure 15 show qualitatively the surface topography generated with the milling operations for the qualification point of each tool. In these figures, only the vertical surface (according to the
X and
Z axes) generated by the tool is shown. Indeed, in a finishing context, the horizontal surface (according to the
X and
Y axes) will not exist.
For the thermoplastic tool (
Figure 6), all the results are below the 0.8 µm threshold bar. Indeed, all the results belong to the 0.8 µm instead of the 1.6 µm Ra class. The results range from 0.48 µm to 0.71 µm. The repeatability of results is good, with a dispersion of about 15% around the mean for all experiments. In terms of specific cutting energy (
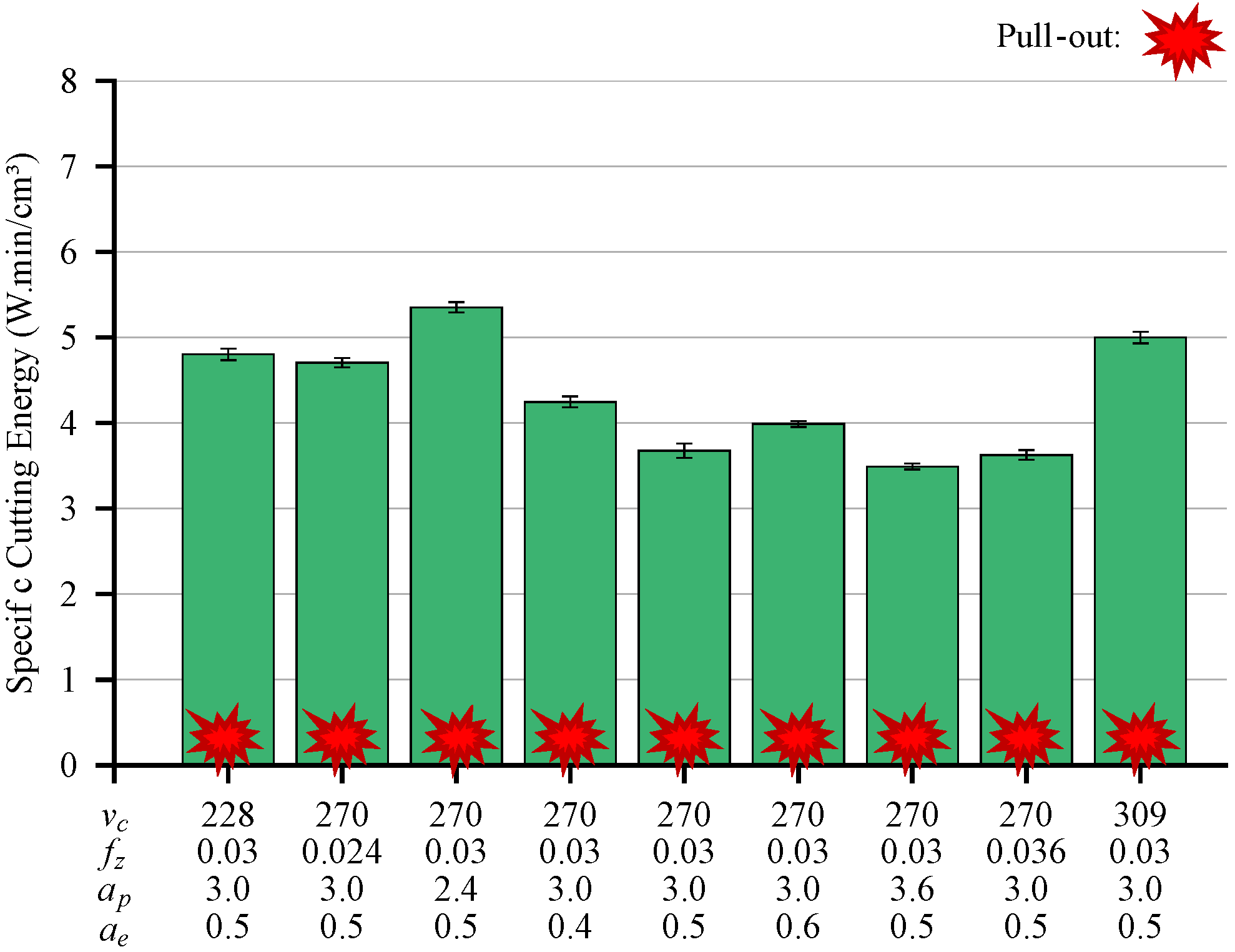
Figure 7), the results vary between 2.67 W·min/cm
and 6.98 W·min/cm
. There are variations up to 100% between the different cutting conditions. The high variation of results can be explained by the relatively high variation in cutting conditions imposed on the tool. Indeed,
(m/min),
(mm/tooth),
(mm), and
(mm) were modified by 20%. Even though there were significant variations between the different cutting conditions, the repeatability of results for a given set of cutting parameters was very good (about 4% of the mean).
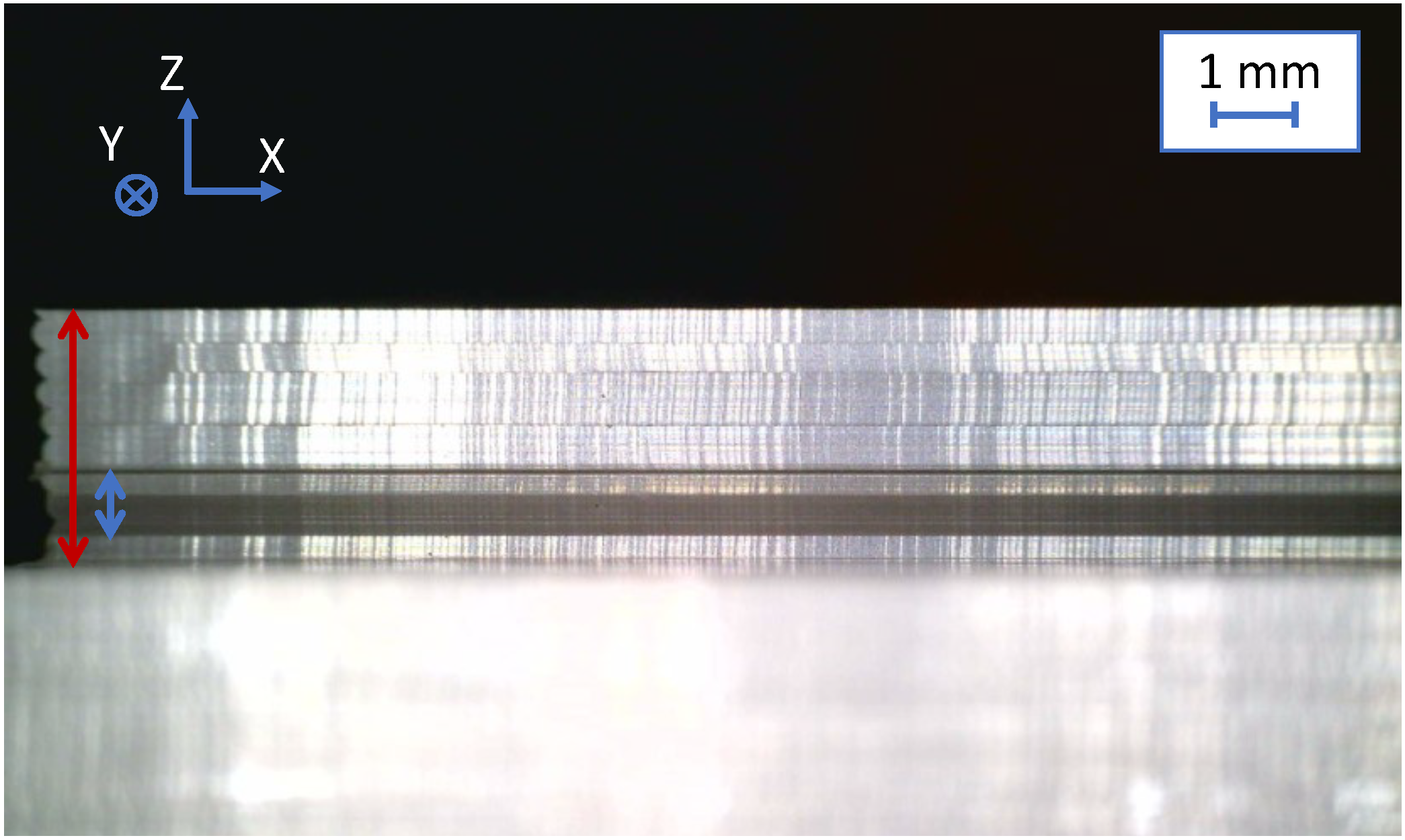
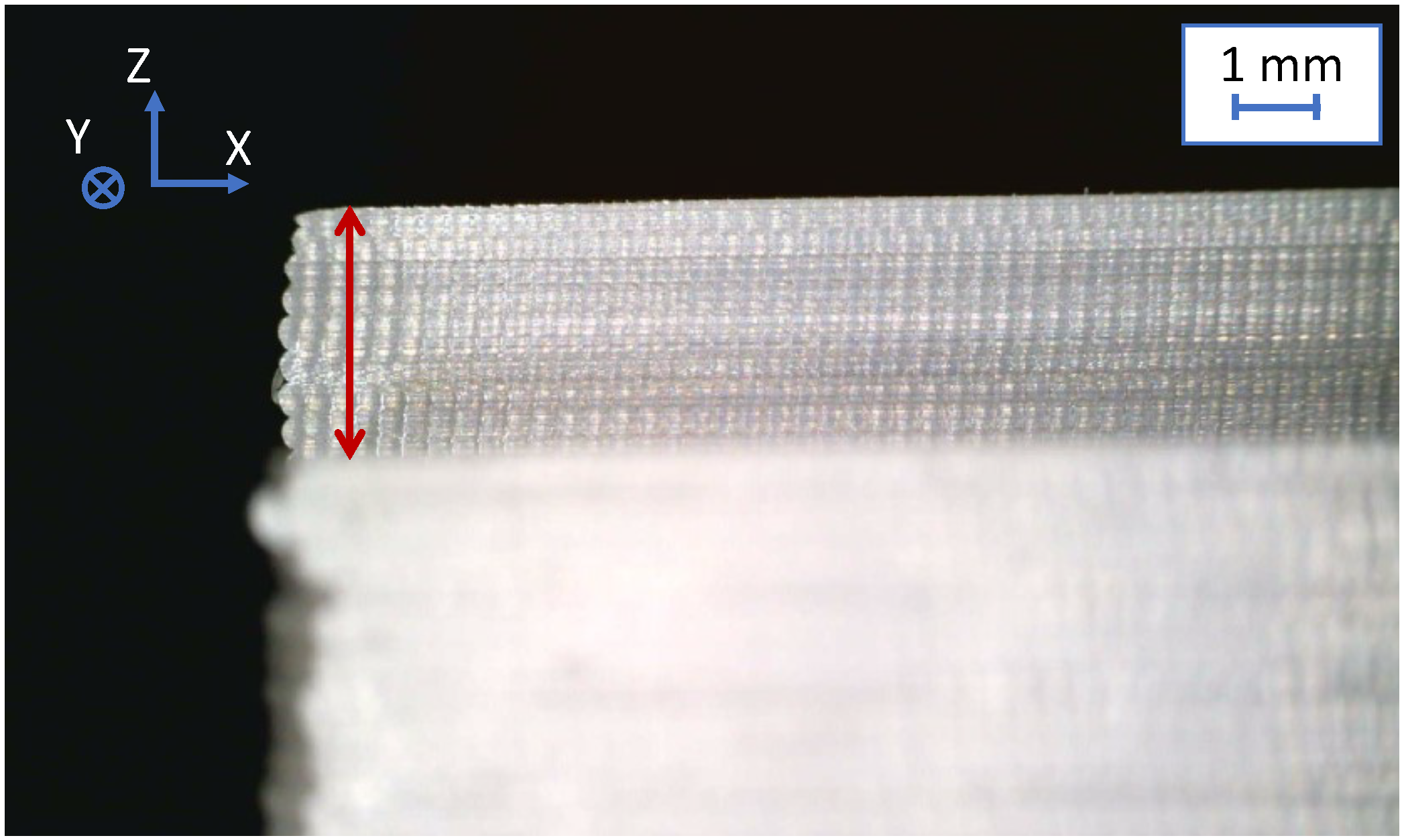
All the different tests produced a surface topography without material pull-out, as shown in
Figure 8 for the parameters
= 383 m/min,
= 0.030 mm/tooth,
= 3 mm, and
= 0.5 mm. The milled surface is shown with the red arrow. As depicted in the picture, the surface topography was shiny and without pull-out as required.
However, there is a zone of approximatively 0.85 mm where the material was not completely cut (see the blue arrow in
Figure 8).
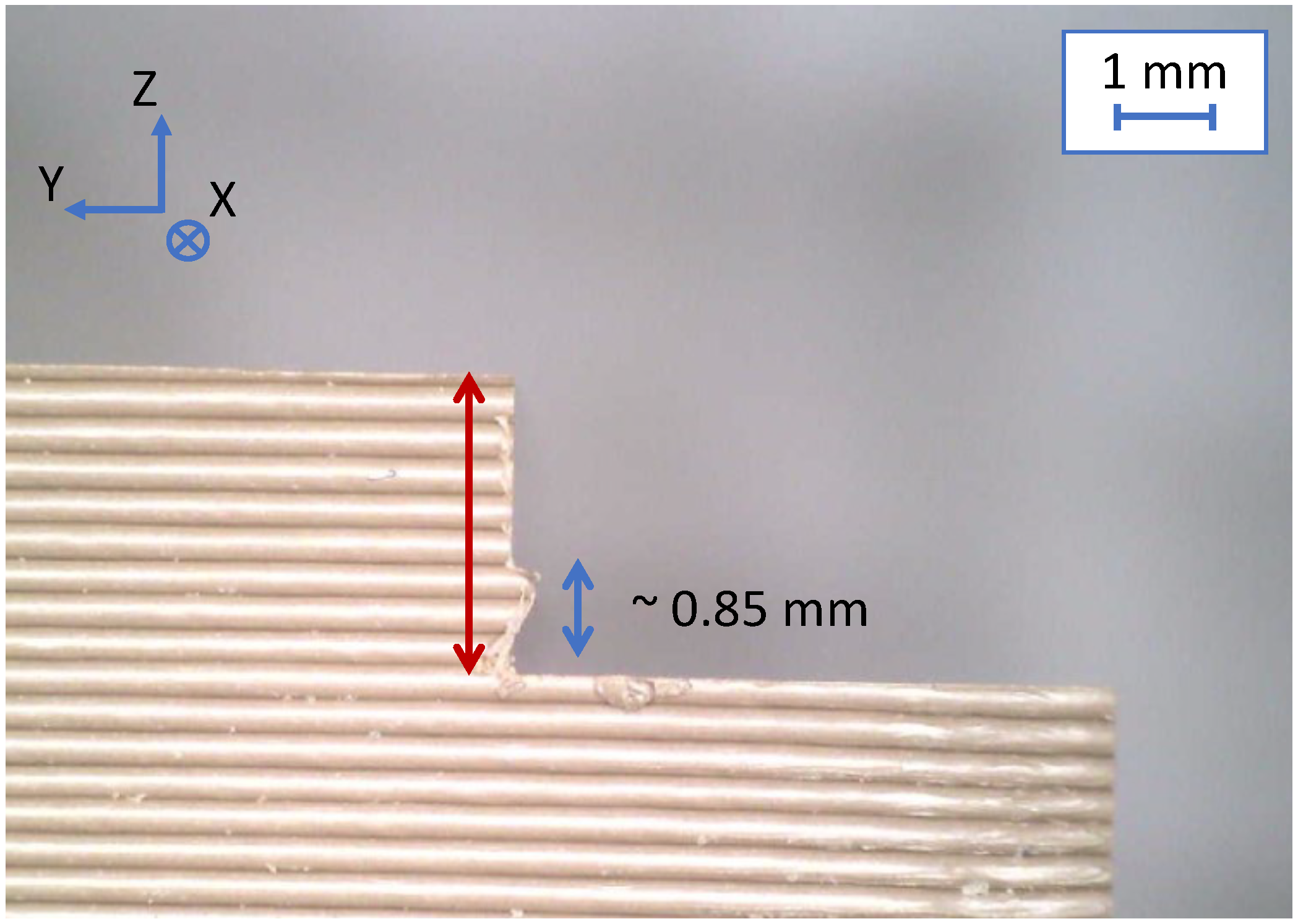
Figure 9 depicts a side view of the milled straight shoulder. The uncut material is shown again with a blue arrow. All passes performed with the tool dedicated to thermoplastics exhibited the same uncut zone. This, therefore, has to be taken into account when performing the milling of parts. Indeed, by shifting the tool further down, this uncut material can be removed. Consequently, as the goals to achieve were ensuring repeatable results while respecting a Ra class of 1.6 µm without material pull-out, the selected cutting conditions were validated.
Figure 6.
Qualification test of the thermoplastic tool, the evolution of Ra (µm) for different (m/min), (mm/tooth), (mm), and (mm). No material pull-out was observed.
Figure 6.
Qualification test of the thermoplastic tool, the evolution of Ra (µm) for different (m/min), (mm/tooth), (mm), and (mm). No material pull-out was observed.
Figure 7.
Qualification test of the thermoplastic tool, evolution of (W·min/cm) for different (m/min), (mm/tooth), (mm), and (mm). No material pull-out was observed.
Figure 7.
Qualification test of the thermoplastic tool, evolution of (W·min/cm) for different (m/min), (mm/tooth), (mm), and (mm). No material pull-out was observed.
Figure 8.
Surface topography of the qualification point for the tool dedicated to thermoplastics, = 383 m/min, = 0.030 mm/tooth, = 3 mm, and = 0.5 mm. No material pull-out was observed.
Figure 8.
Surface topography of the qualification point for the tool dedicated to thermoplastics, = 383 m/min, = 0.030 mm/tooth, = 3 mm, and = 0.5 mm. No material pull-out was observed.
Figure 9.
Side view of the milled straight shoulder for the thermoplastic tool.
Figure 9.
Side view of the milled straight shoulder for the thermoplastic tool.
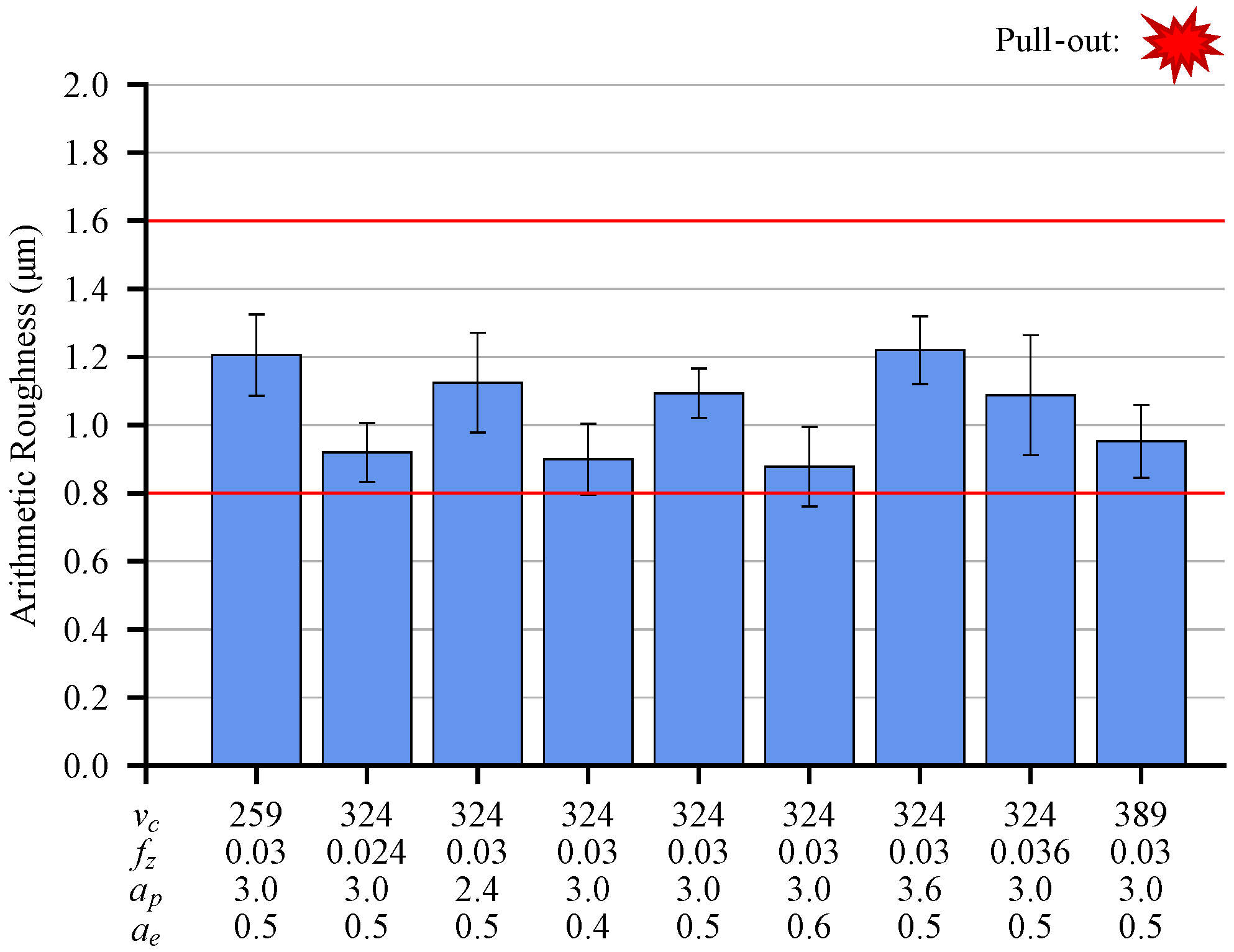
The qualification test of the composite tool is depicted in
Figure 10 for the surface topography results. As can be seen in the graph, all the results of Ra are strictly inside the 1.6 µm Ra class delimited by the red lines. The results go from 0.88 µm to 1.22 µm with a dispersion for each condition representing, on average, 10% of the mean value. As shown in
Figure 11, the specific cutting energy ranges from 1.75 W·min/cm
and 2.96 W·min/cm
. The variations between different cutting conditions reached a maximum of 70% and were lower than for the thermoplastic tool. On average, the dispersion of measurements for a given set of cutting parameters reached 5%. This means again that repeatable results were obtained.
All the different tests produced a smooth surface topography without material pull-out, as depicted in
Figure 12, for
= 324 m/min,
= 0.030 mm/tooth,
= 3 mm, and
= 0.5 mm. Again, the milled surface is shown with the red arrow. As depicted in the picture, there was an absence of pull-out, but there was a shiny finish. In contrast with the tool dedicated to the thermoplastics, all the desired material to remove was cut. Again, the working point selected was validated.
Figure 10.
Qualification test of the composite tool, the evolution of Ra (µm) for different (m/min), (mm/tooth), (mm), and (mm). No material pull-out was observed.
Figure 10.
Qualification test of the composite tool, the evolution of Ra (µm) for different (m/min), (mm/tooth), (mm), and (mm). No material pull-out was observed.
Figure 11.
Qualification test of the composite tool, the evolution of (W·min/cm) for different (m/min), (mm/tooth), (mm), and (mm). No material pull-out was observed.
Figure 11.
Qualification test of the composite tool, the evolution of (W·min/cm) for different (m/min), (mm/tooth), (mm), and (mm). No material pull-out was observed.
Figure 12.
Surface topography of the qualification point for the tool dedicated to composites, = 324 m/min, = 0.030 mm/tooth, = 3 mm, and = 0.5 mm. No material pull-out was observed.
Figure 12.
Surface topography of the qualification point for the tool dedicated to composites, = 324 m/min, = 0.030 mm/tooth, = 3 mm, and = 0.5 mm. No material pull-out was observed.
The working point of the universal tool was evaluated as exhibited in
Figure 13. For this tool, the results of surface topography were between 0.68 µm and 0.86 µm. The dispersion of each cutting condition represents, as for the other tools, about 13% of the measured Ra. Some of the results were included in the 1.6 µm Ra class, while others were inside the 0.8 µm Ra class. The specific cutting energy of the universal tool, as depicted in
Figure 14, went from 3.49 W·min/cm
to 5.35 W·min/cm
. As for the thermoplastic tool, high variations were measured for different cutting conditions. Again, their origin probably comes from the high variations imposed on the cutting parameters. However, the repeatability of the measurements was the best among the three tools, with variations of only 1% around the mean value for a given set of cutting parameters.
The surface topography of the qualification point for the universal tool is depicted in
Figure 15 (
= 270 m/min,
= 0.030 mm/tooth,
= 3 mm, and
= 0.5 mm). As can be seen in the figure, material pull-out occurred during the pass (circled in yellow). It should be noted that only a few tests were free from these defects. The absence of material pull-out was a requirement for the tool to be selected. This means that the universal tool cannot be used for the finishing of green ceramics obtained using the PAM process. Even with this information, the other tests of the method were performed.
Figure 13.
Qualification test of the universal tool, the evolution of Ra (µm) for different (m/min), (mm/tooth), (mm), and (mm).
Figure 13.
Qualification test of the universal tool, the evolution of Ra (µm) for different (m/min), (mm/tooth), (mm), and (mm).
Figure 14.
Qualification test of the universal tool, the evolution of (W·min/cm) for different (m/min), (mm/tooth), (mm), and (mm).
Figure 14.
Qualification test of the universal tool, the evolution of (W·min/cm) for different (m/min), (mm/tooth), (mm), and (mm).
Figure 15.
Surface topography of the qualification point for the universal tool, = 270 m/min, = 0.030 mm/tooth, = 3 mm, and = 0.5 mm.
Figure 15.
Surface topography of the qualification point for the universal tool, = 270 m/min, = 0.030 mm/tooth, = 3 mm, and = 0.5 mm.
The reference points of the thermoplastic and composite tools were validated since they allowed a smooth surface finish to be obtained while respecting a Ra class of 1.6 µm and producing repeatable results. Conversely, even though the universal tool exhibited the best repeatability results of specific cutting energy, it produced material pull-out for almost all tested cutting conditions. Consequently, the universal tool cannot be qualified for the green zirconia used in this study.
3.2. Determination of the Minimal Cutting Speed
Figure 16 give the arithmetic roughness for different values of
, for the thermoplastic tool. All the other cutting parameters were constant (
= 0.030 mm/tooth,
= 3 mm, and
= 0.5 mm). Two red lines delimit the domain of the 1.6 µm Ra class. The specific cutting energy is also depicted in
Figure 17 for the same tool. As before, each point of measurement is the average of three measurements and is depicted on the graph with a
error bar.
Figure 18 and
Figure 19 give the arithmetic roughness and specific cutting energy for the composite tool, respectively. So do
Figure 20 and
Figure 21 for the universal tool.
The tool–material couple standard [
23] gives the expected trend of the specific cutting energy for the minimal cutting speed determination. By increasing the cutting speed and keeping all other parameters constant, the specific cutting energy should exhibit a sudden drop and should then continue to decrease at a lower rate. In some cases, the specific energy does not follow this trend and requires taking into account other parameters, such as the surface topography.
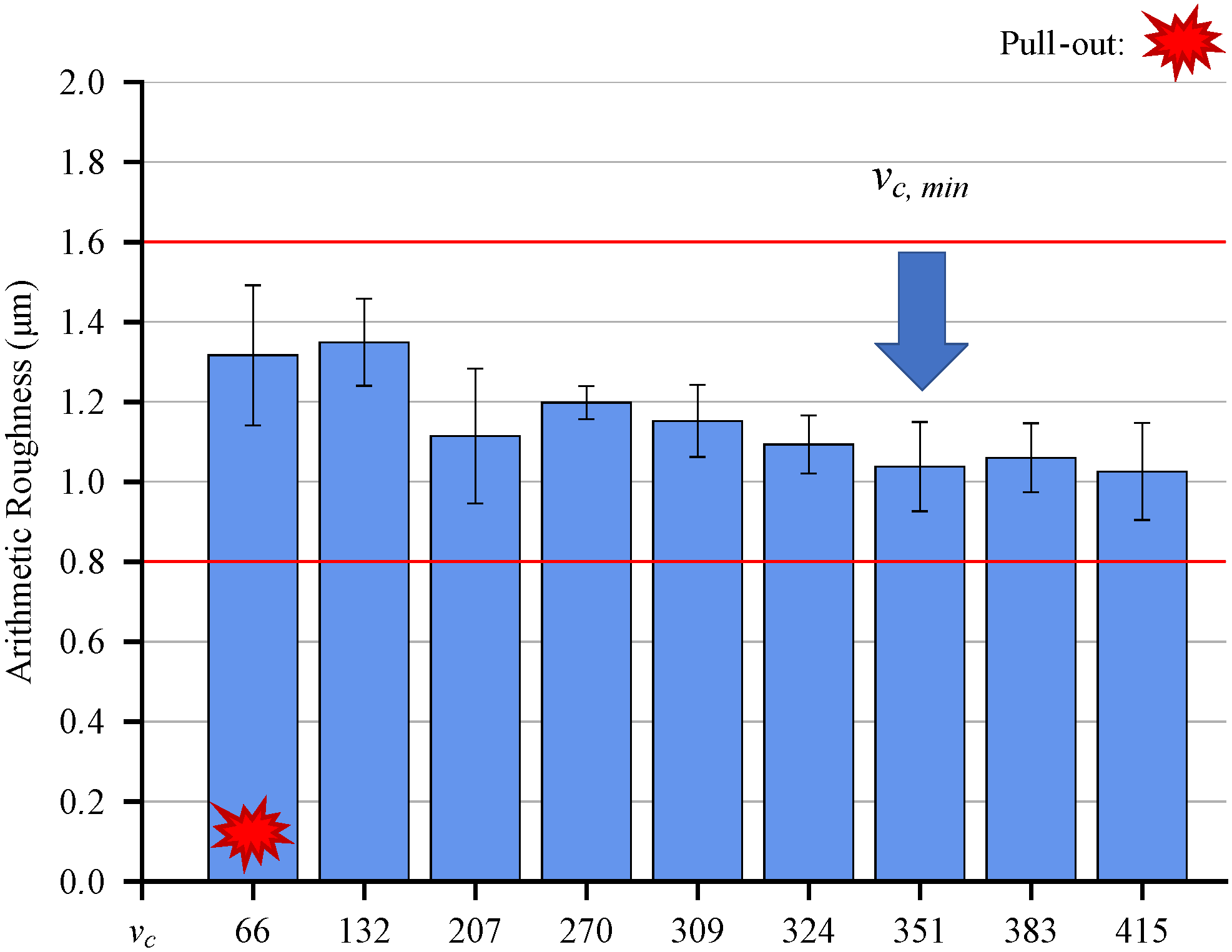
Figure 16 gives the achieved Ra for the thermoplastic tool. As depicted on the graph, the general trend decreased as required by the tool–material couple standard [
23]. All the results were below the 1.6 µm threshold and even below the 0.8 µm threshold when the cutting speed was higher than 309 m/min. From 309 m/min to 415 m/min, the results of Ra tended to reach a plateau. However, at 309 m/min, the repeatability was lower than for higher cutting speeds. Indeed, at this speed, the dispersion of measurements achieved 31% around the mean value while it was only 16% on average from 324 m/min to 383 m/min. All the tested cutting speeds produced a smooth surface topography without pull-out as required.
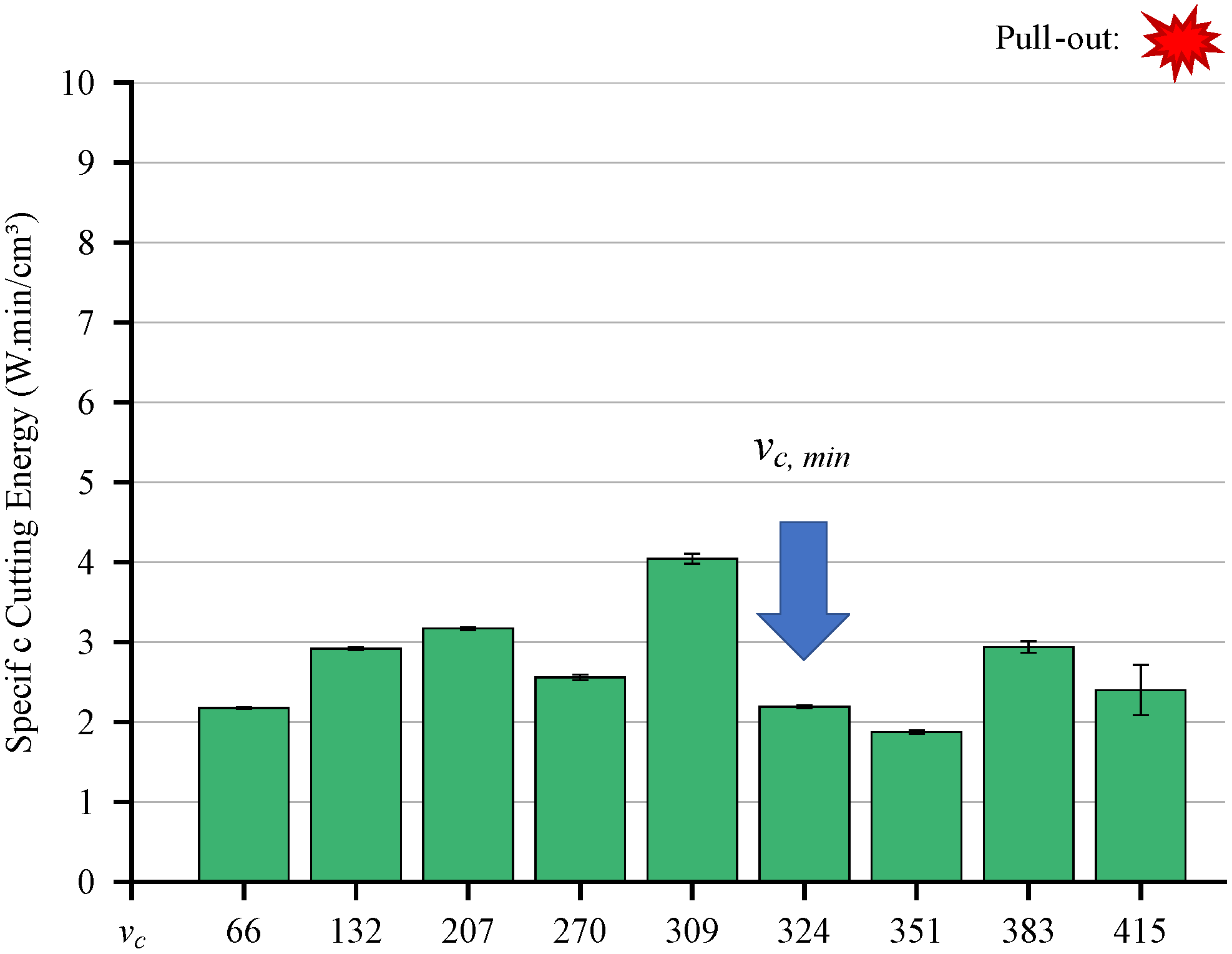
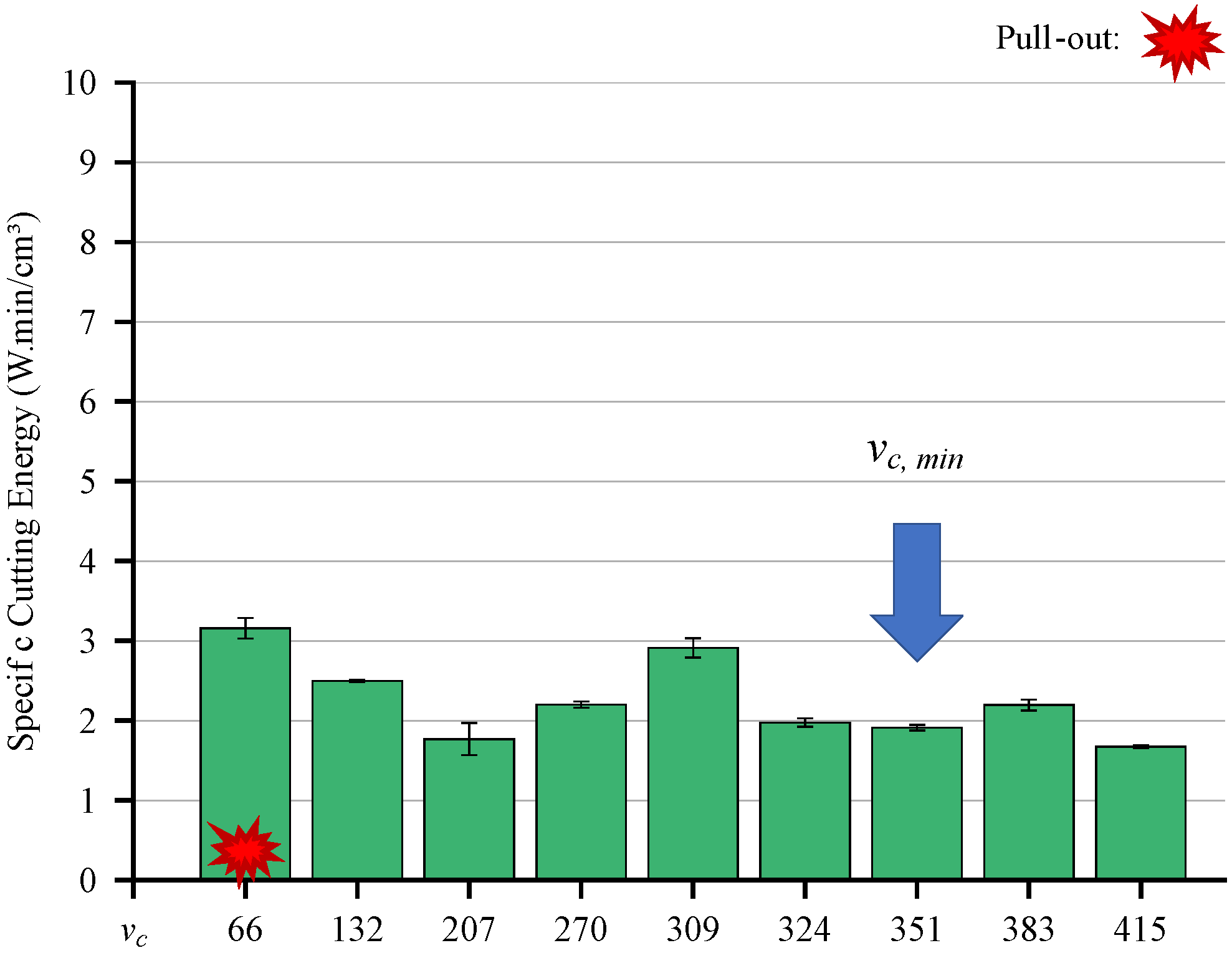
The specific cutting energy did not follow the same trend. Indeed, as depicted in
Figure 17, the cutting energy varied between 1.88 W·min/cm
and 4.04 W·min/cm
but without a globally decreasing trend. Consequently, the specific cutting energy could not be used as the only indicator to determine the minimal cutting speed. As a consequence, the minimal cutting speed was selected thanks to the arithmetic roughness evolution. The value selected was 324 m/min since, after this speed, the dispersion was lower than for the 309 m/min cutting speed.
Figure 16.
Determination of the minimal cutting speed of the thermoplastic tool, evolution of the arithmetic roughness (µm) for different (m/min) with = 0.030 mm/tooth, = 3 mm, and = 0.5 mm. No material pull-out was observed.
Figure 16.
Determination of the minimal cutting speed of the thermoplastic tool, evolution of the arithmetic roughness (µm) for different (m/min) with = 0.030 mm/tooth, = 3 mm, and = 0.5 mm. No material pull-out was observed.
Figure 17.
Determination of the minimal cutting speed of the thermoplastic tool, the evolution of the specific cutting energy (W·min/cm) for different (m/min) with = 0.030 mm/tooth, = 3 mm, and = 0.5 mm. No material pull-out was observed.
Figure 17.
Determination of the minimal cutting speed of the thermoplastic tool, the evolution of the specific cutting energy (W·min/cm) for different (m/min) with = 0.030 mm/tooth, = 3 mm, and = 0.5 mm. No material pull-out was observed.
The arithmetic roughness of the composite tool for different cutting speeds is given in
Figure 18. As depicted in the graph, there is a decreasing trend, as expected. All the values were within the 1.6 µm Ra class. After 351 m/min, the results stabilize and achieve a plateau. The dispersion of measurements does not decrease dramatically when the cutting speed increases. Indeed, it represents, on average, 9.5% of the mean value. The machined surface exhibited pull-out only for the 66 m/min cutting speed. All the other points produced a smooth surface topography.
As for the thermoplastic tool, the specific cutting energy did not show a decreasing trend when the cutting speed increased, as presented in
Figure 19. Again, the specific cutting energy could not be used alone to determine the minimal cutting speed. Consequently, 351 m/min was selected as the minimal cutting speed according to the arithmetic roughness evolution.
Figure 18.
Determination of the minimal cutting speed of the composite tool, evolution of the arithmetic roughness (µm) for different (m/min) with = 0.030 mm/tooth, = 3 mm, and = 0.5 mm.
Figure 18.
Determination of the minimal cutting speed of the composite tool, evolution of the arithmetic roughness (µm) for different (m/min) with = 0.030 mm/tooth, = 3 mm, and = 0.5 mm.
Figure 19.
Determination of the minimal cutting speed of the composite tool, evolution of the specific cutting energy (W·min/cm) for different (m/min) with = 0.030 mm/tooth, = 3 mm, and = 0.5 mm.
Figure 19.
Determination of the minimal cutting speed of the composite tool, evolution of the specific cutting energy (W·min/cm) for different (m/min) with = 0.030 mm/tooth, = 3 mm, and = 0.5 mm.
The evolution of the arithmetic roughness of the universal tool for different cutting speeds is depicted in
Figure 20. As can be seen in the graph, high variations of results were recorded compared to the two other tools. Surprisingly, the results of arithmetic roughness were better (<0.8 µm) for the lowest cutting speeds (66 m/min and 132 m/min). However, the repeatability of results was lower than for the other tested tools. Indeed, for each considered cutting speed, one or two tests produced pull-out. As a consequence, the universal tool could not be used with this material. Indeed, the repeatability of results was one of the required conditions for selecting one of the tools.
The specific cutting energy showed the same trend as the arithmetic roughness. High variations were recorded across the domain of the tested cutting speeds. As for the surface topography, the lowest tested cutting speeds exhibited the best results of specific energy. Difficulty in evacuating the chips may explain the higher specific cutting energy at higher cutting speeds. However, with the evolution of arithmetic roughness, a minimal cutting speed of 351 m/min can be selected. Indeed, after 324 m/min, the arithmetic roughness dramatically decreased, as well as the measurement dispersion. For the same cutting speed as the reference point (
= 270 m/min), the Ra results of
Figure 20 are higher. Nevertheless, the results of the qualification test are included within the error bars of
Figure 20. The selected minimal cutting speed is also higher than the cutting speed of the reference point. This is the result of the standard method, which first tests a reference point before selecting the minimal cutting speed. However, even with a higher cutting speed for the qualification test, the universal tool produced a surface topography with material pull-out. The conclusions are then the same.
Figure 20.
Determination of the minimal cutting speed of the universal tool, the evolution of the arithmetic roughness (µm) for different (m/min) with = 0.030 mm/tooth, = 3 mm, and = 0.5 mm.
Figure 20.
Determination of the minimal cutting speed of the universal tool, the evolution of the arithmetic roughness (µm) for different (m/min) with = 0.030 mm/tooth, = 3 mm, and = 0.5 mm.
Figure 21.
Determination of the minimal cutting speed of the universal tool, the evolution of the specific cutting energy (W·min/cm) for different (m/min) with = 0.030 mm/tooth, = 3 mm, and = 0.5 mm.
Figure 21.
Determination of the minimal cutting speed of the universal tool, the evolution of the specific cutting energy (W·min/cm) for different (m/min) with = 0.030 mm/tooth, = 3 mm, and = 0.5 mm.
As depicted in
Figure 16,
Figure 17,
Figure 18,
Figure 19,
Figure 20 and
Figure 21, and except for the universal tool, the arithmetic roughness showed the expected decreasing trend when the cutting speed increased. However, the specific cutting energy did not exhibit the same behaviour. The minimal cutting speed was, therefore, selected solely based on the arithmetic roughness. The composite tool allowed results within the 1.6 µm Ra class, while the thermoplastic tool reached better results within the 0.8 µm Ra class. Repeatable results and a surface without material pull-out were obtained for both tools. Conversely, the universal tool exhibited higher variations of results, as well as material pull-out on each of the considered cutting conditions. For the specific energy, again, the thermoplastic and composite tools produced repeatable results while the universal tool did not. As a result, the universal tool cannot be selected to realize finishing operations on zirconia green ceramics, while the thermoplastic and composite tools can be good candidates.
3.3. Determination of the Minimal and Maximal Chip Thickness
Figure 22,
Figure 23 and
Figure 24 show, for the three selected tools, the evolution of
(W·min/cm
, in green) and Ra (µm, in blue) for different average chip thicknesses
(mm). Each point of measurement was given a
error bar showing the measurement dispersion.
As described in the tool–material couple standard [
23], by varying the chip thickness while keeping all other parameters constant, the specific energy should exhibit a decreasing trend with a sudden drop. The chip thickness at this drop is the lower limit of chip thickness (
). After this value of
, the specific energy should continue to decrease at a slower pace. The determination of the high limit (
) of the chip thickness requires taking into account the surface topography and the apparition of interfering phenomena such as material pull-out or exceeding the maximum allowed arithmetic roughness. Indeed, when the chip thickness increases, the surface topography degrades progressively and can result in the apparition of material pull-out.
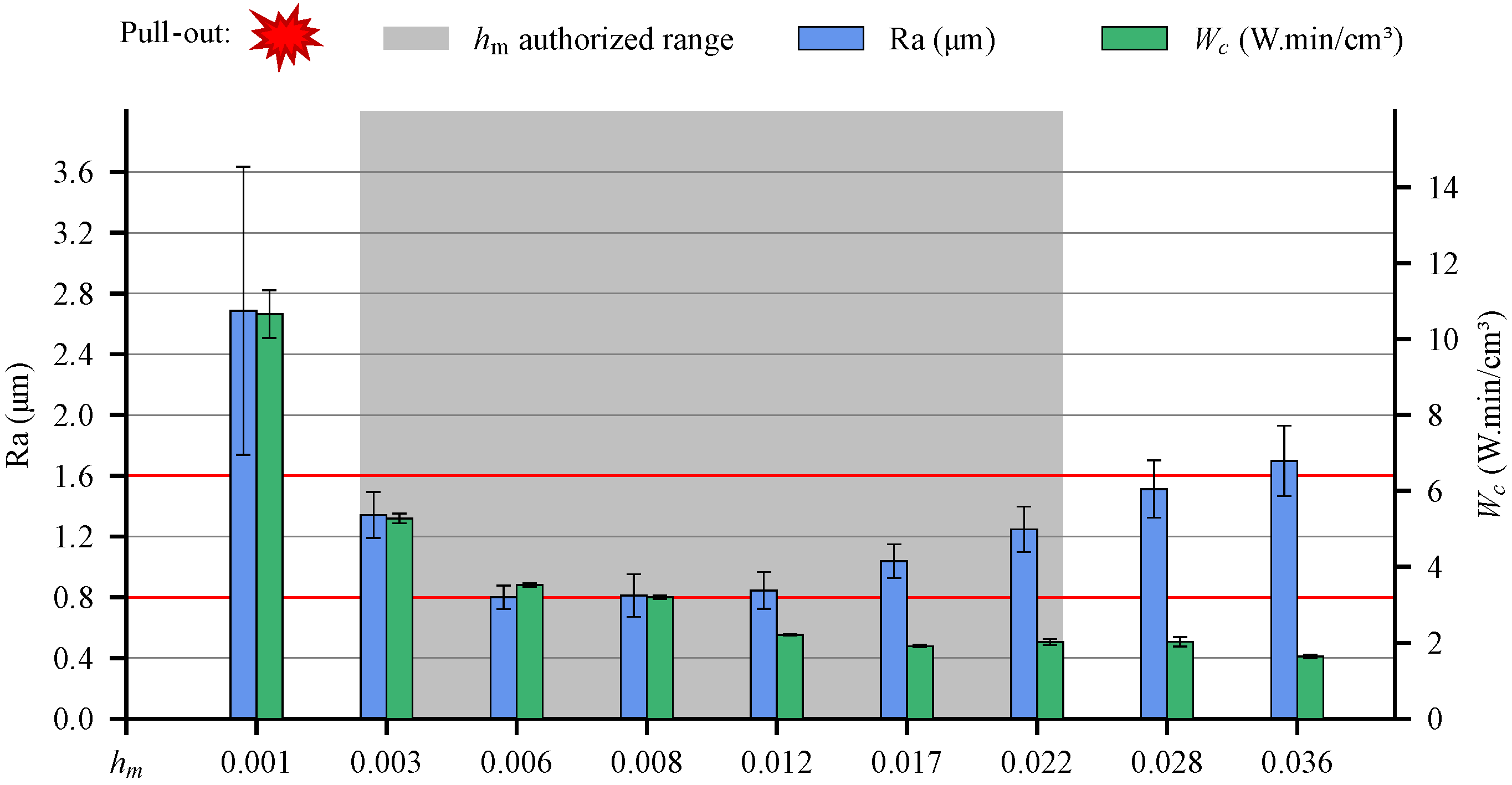
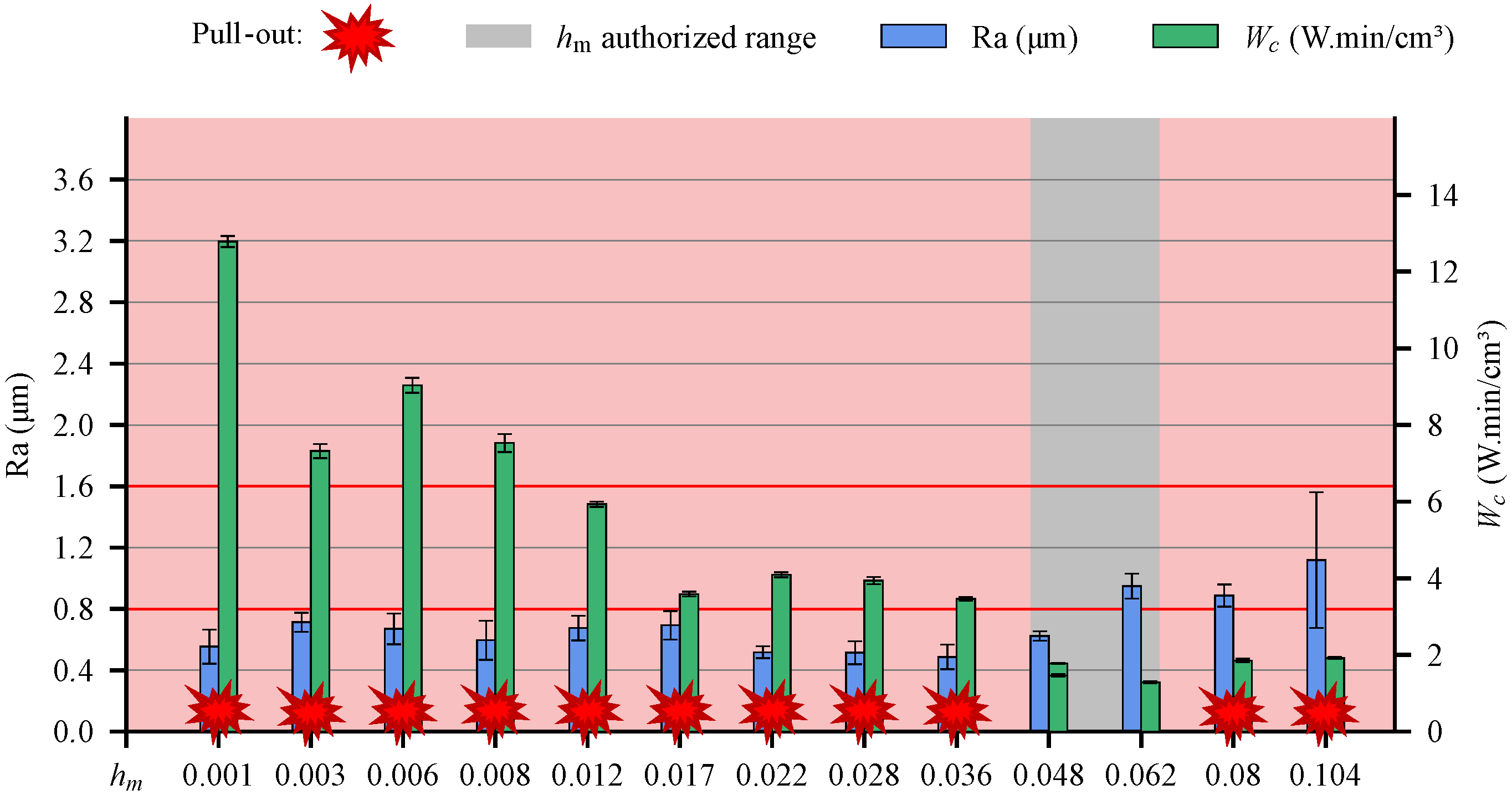
The evolution of the specific cutting energy and arithmetic roughness of the thermoplastic tool is given for different values of
(mm) in
Figure 22. For these tests, the
chosen was 324 m/min (equal to
), while
and
were set at 3 mm and 0.5 mm, respectively. As depicted in the graph, the specific cutting energy decreased when the average chip thickness increased while the arithmetic roughness increased. At 0.048 mm of
, the Ra was still below the 1.6 µm threshold, but pull-out appeared in all tests, and the dispersion of measurements increased dramatically. The previously tested value of
(0.036 mm) was then selected as the high limit of chip thickness. The specific cutting energy showed a sudden decrease for an average chip thickness of 0.003 mm. This value was then selected as the low limit of chip thickness. For the thermoplastic tool, the chip thickness range ranged between 0.003 mm and 0.036 mm, as depicted with a grey background in
Figure 22. These two values of
corresponded to feed rates (
) of 263 mm/min and 3401 mm/min, respectively.
Figure 22.
Evolution of the specific cutting energy (W·min/cm) and Ra (µm) of the thermoplastic tool for different (mm) with = 324 m/min, = 3 mm, and = 0.5 mm.
Figure 22.
Evolution of the specific cutting energy (W·min/cm) and Ra (µm) of the thermoplastic tool for different (mm) with = 324 m/min, = 3 mm, and = 0.5 mm.
Figure 23 allows the determination of the low and high limits of chip thickness for the composite tool. As for the thermoplastic tool,
was chosen equal to
(351 m/min), while
and
were set at 3 mm and 0.5 mm, respectively. As expected,
and its measurement dispersion decreased when
increased. In contrast with the thermoplastic tool, the arithmetic roughness achieved values higher than the 1.6 µm threshold for low values of
. The first chip thickness leading to a Ra below the threshold was 0.003 mm. As for the thermoplastic tool, this value was selected as the low limit for
. The arithmetic roughness also allowed the selection of the high value of
. Indeed, the value of Ra and its dispersion were higher than the 1.6 µm threshold for 0.028 mm of
. As a consequence, 0.022 mm of
was selected as the high value. It should be noted that no pull-out was generated for all the tested values of
. The range of
ranges then from 0.003 mm to 0.022 mm, as shown in grey in
Figure 23. The corresponding feed rates were 957 mm/min and 9430 mm/min.
Figure 23.
Evolution of the specific cutting energy (W·min/cm) and Ra (µm) of the composite tool for different (mm) with = 351 m/min, = 3 mm and = 0.5 mm No material pull-out was observed.
Figure 23.
Evolution of the specific cutting energy (W·min/cm) and Ra (µm) of the composite tool for different (mm) with = 351 m/min, = 3 mm and = 0.5 mm No material pull-out was observed.
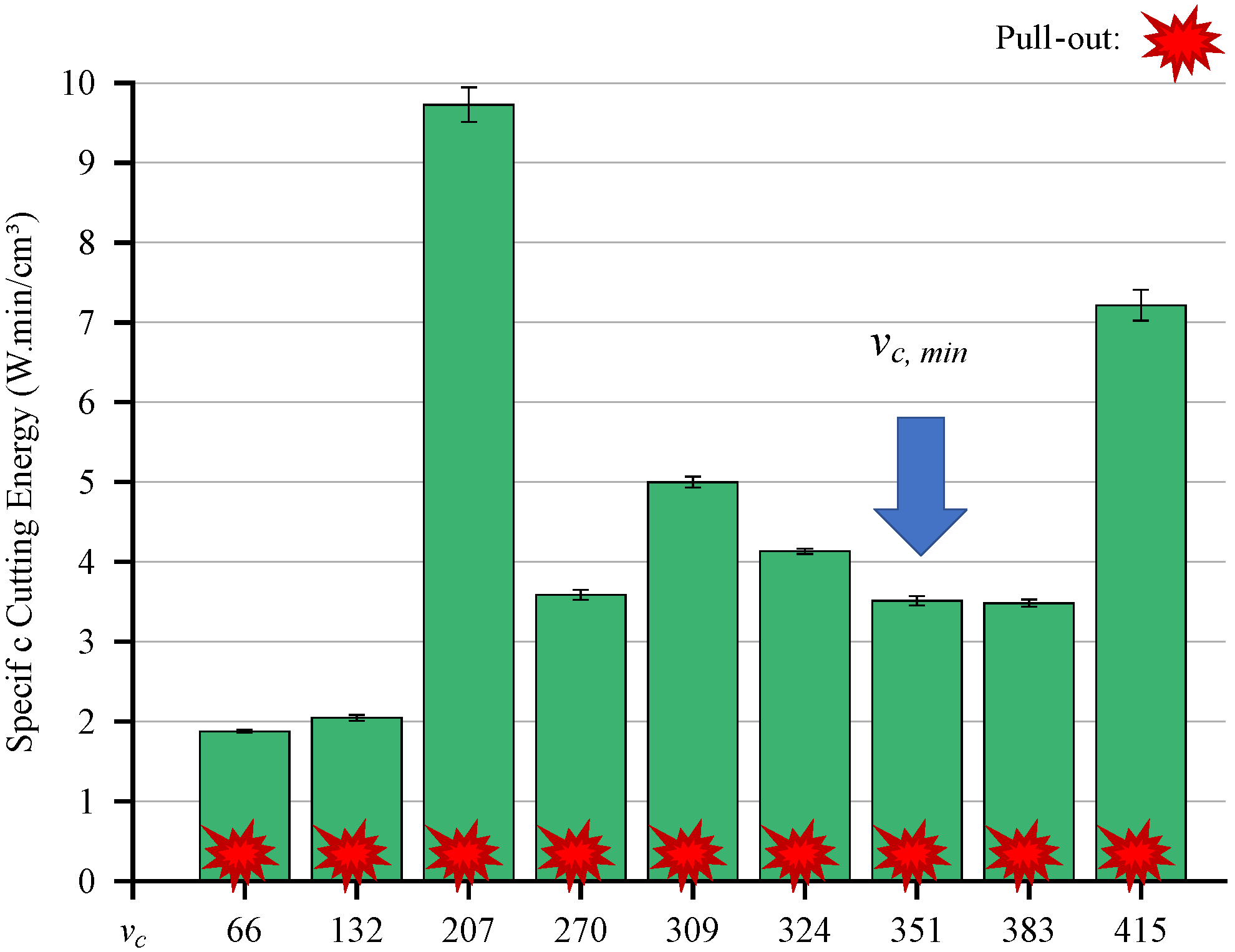
The high and low limits of
for the universal tool can be obtained from
Figure 24. The cutting speed
selected was the same as the qualification point (
= 270 m/min), while
and
were set at 3 mm and 0.5 mm, respectively. As for the two other tools, the specific cutting energy showed a decreasing trend, while the surface topography deteriorated when
increased. At an average chip thickness of 0.017 mm, there was a sudden drop in specific cutting energy. All the results of Ra were below the 1.6 µm threshold. Nevertheless, pull-out was produced for all the tested
, except for the values of 0.048 mm and 0.062 mm. These two values can be taken as low and high values of chip thickness as shown in grey in
Figure 24. These correspond to feed rates of 3689 mm/min and 4779 mm/min. Again, the universal tool shows a lower potential for being used to mill green zirconia parts since it exhibits the lowest range of eligible
compared to the thermoplastic and composite tools.
Figure 24.
Evolution of the specific cutting energy (W·min/cm) and Ra (µm) of the universal tool for different (mm) with = 270 m/min, = 3 mm and = 0.5 mm.
Figure 24.
Evolution of the specific cutting energy (W·min/cm) and Ra (µm) of the universal tool for different (mm) with = 270 m/min, = 3 mm and = 0.5 mm.
3.4. Tool Selection
Only a few of the tests carried out with the universal tool were without material pull-out and with repeatable results. This complicated the use of the tool since only a few cutting conditions could be used to obtain the desired surface topography. As a consequence, this tool could not be used to finish the green ceramics obtained using the PAM process.
The tools dedicated to the machining of composites and thermoplastics allowed the desired surface topography in terms of arithmetic roughness and the absence of material pull-out to be obtained. Their minimal and maximal average chip thickness range allowed their use with different feeds per tooth to be foreseen. However, the maximal average chip thickness of the thermoplastic tool was higher than for the composite tool (0.036 mm vs. 0.022 mm) while maintaining the arithmetic roughness at a lower level. Indeed, at an average chip thickness of 0.036 mm, the tool dedicated to the thermoplastics achieved a Ra of 0.75 µm on average, while the tool for composites reached a Ra of 1.25 µm for an average chip thickness of 0.022 mm.
Nevertheless, the material removal rate of the thermoplastic tool is two times lower than for the composite tool at the maximal average thickness (5.06 cm/min vs. 10.96 cm/min). Indeed, the composite tool has ten teeth, while the thermoplastic tool has only three. In terms of cost, the thermoplastic tool is about four times more affordable than the composite tool.
The lower cost, achievable Ra, absence of pull-out and larger chip thickness range of the thermoplastic tool make it the best compromise to ensure the finishing of additively manufactured green zirconia. Nevertheless, the uncut zone generated must be taken into account when planning the milling operations.
Table 6 gives the main cutting parameter limits of the thermoplastic and composite tools. Both can be used for the low-cost finishing of additively manufactured zirconia green parts. Though, the thermoplastic tool appears to be the best compromise between price and performance.






























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}