
Investigation of the Mechanical Properties of Sandwich Composite Panels Made with Recyclates and Flax Fiber/Bio-Based Epoxy Processed by Liquid Composite Molding




Abstract
:1. Introduction
2. Materials and Methodology
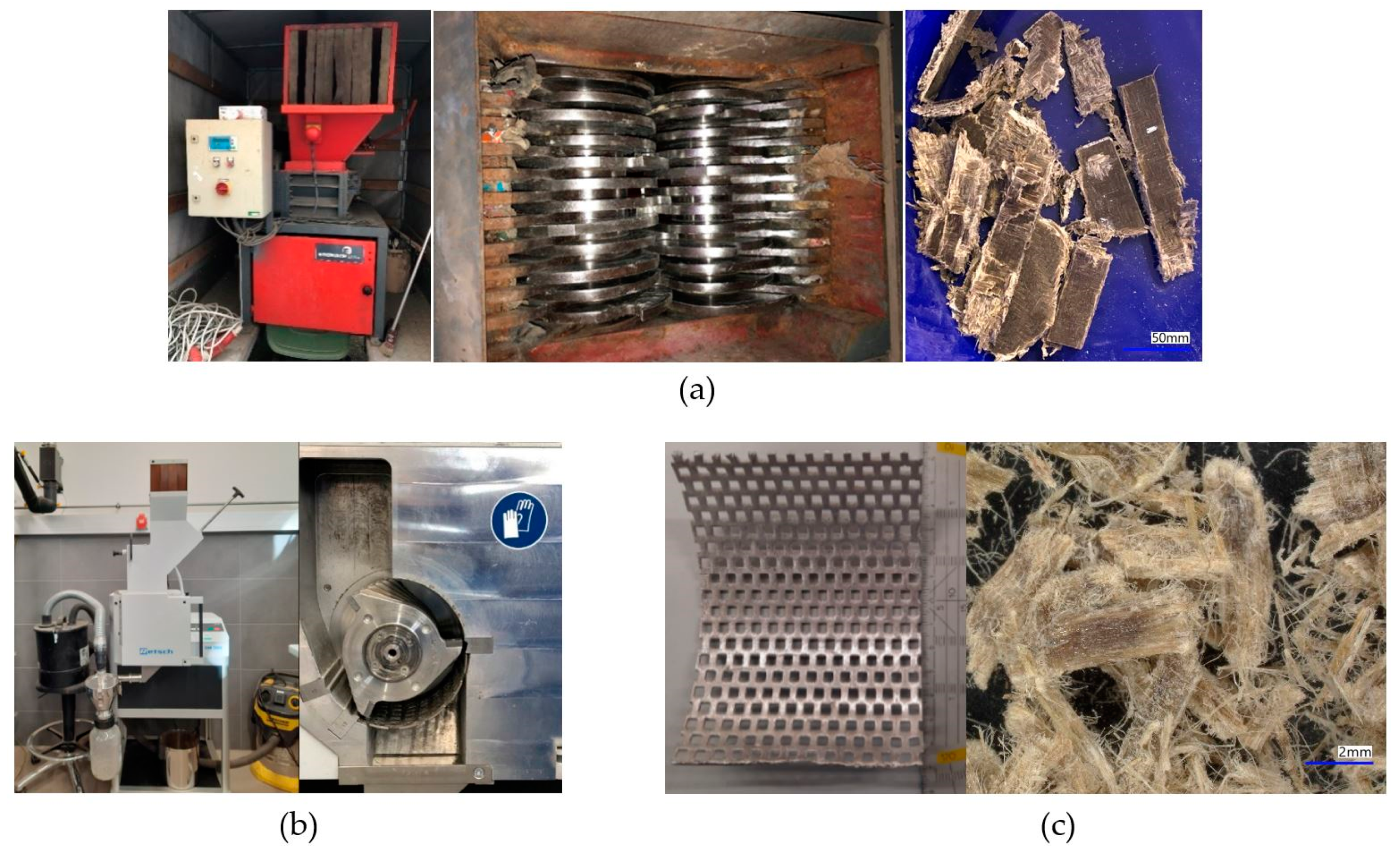
2.1. Materials
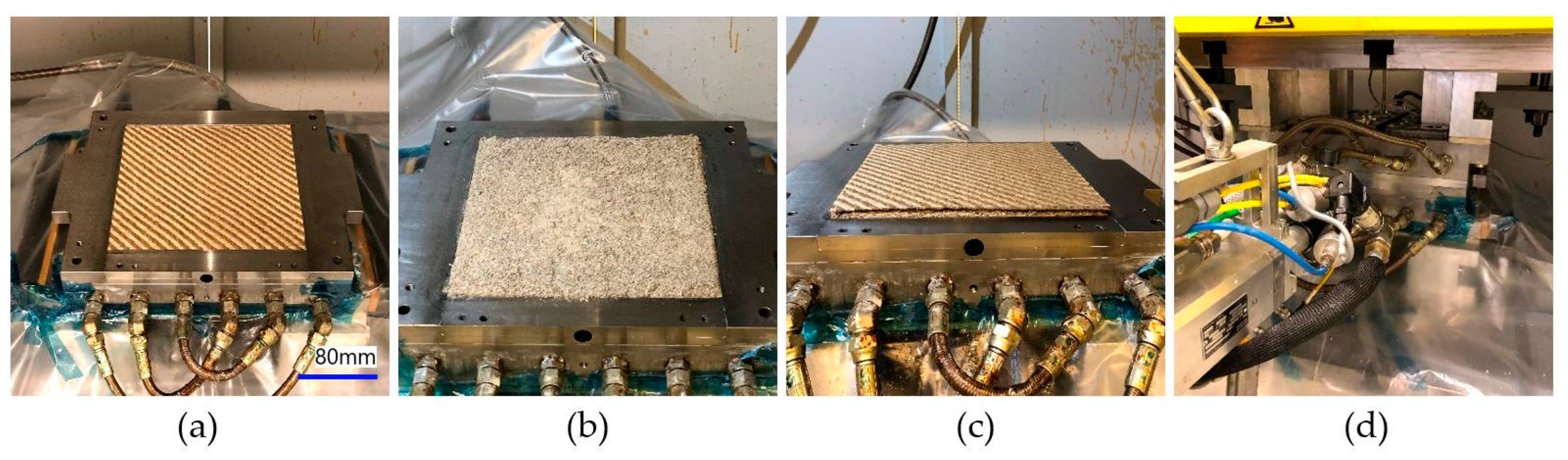
2.2. Manufacturing Process
2.2.1. Resin Transfer Molding (RTM)
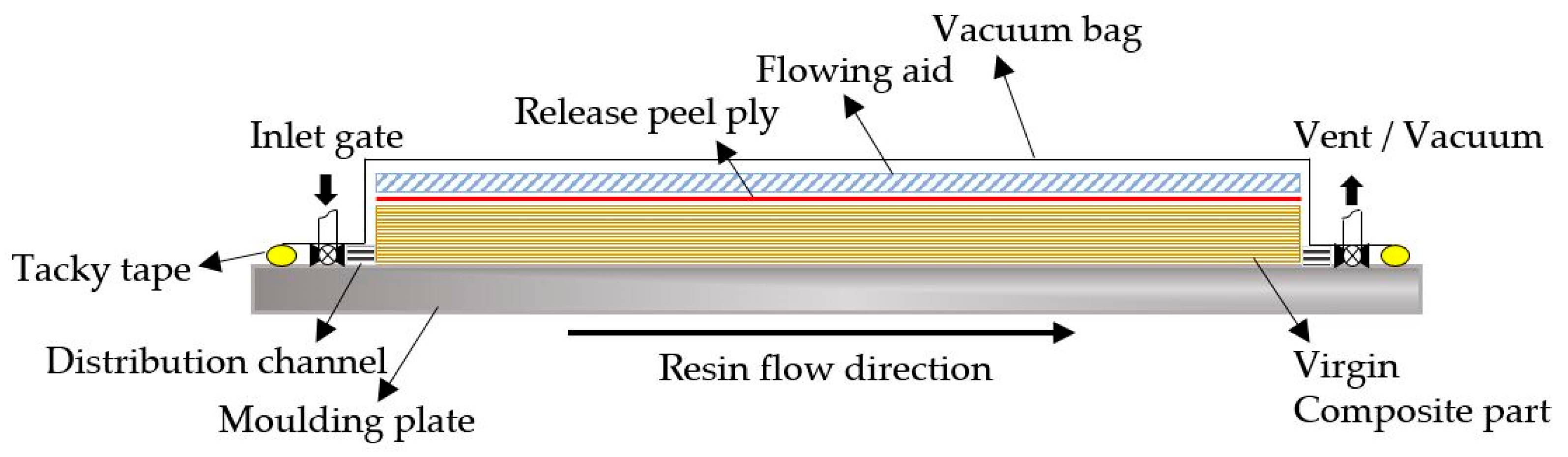
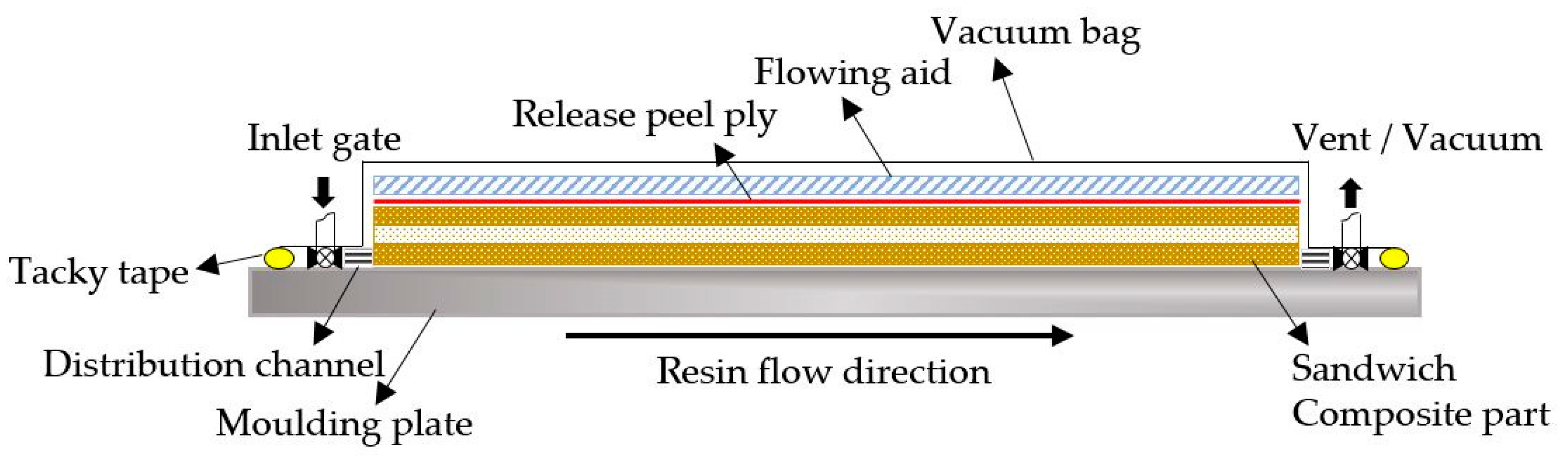
2.2.2. Vacuum-Assisted Resin Infusion (VARI)
3. Experiments
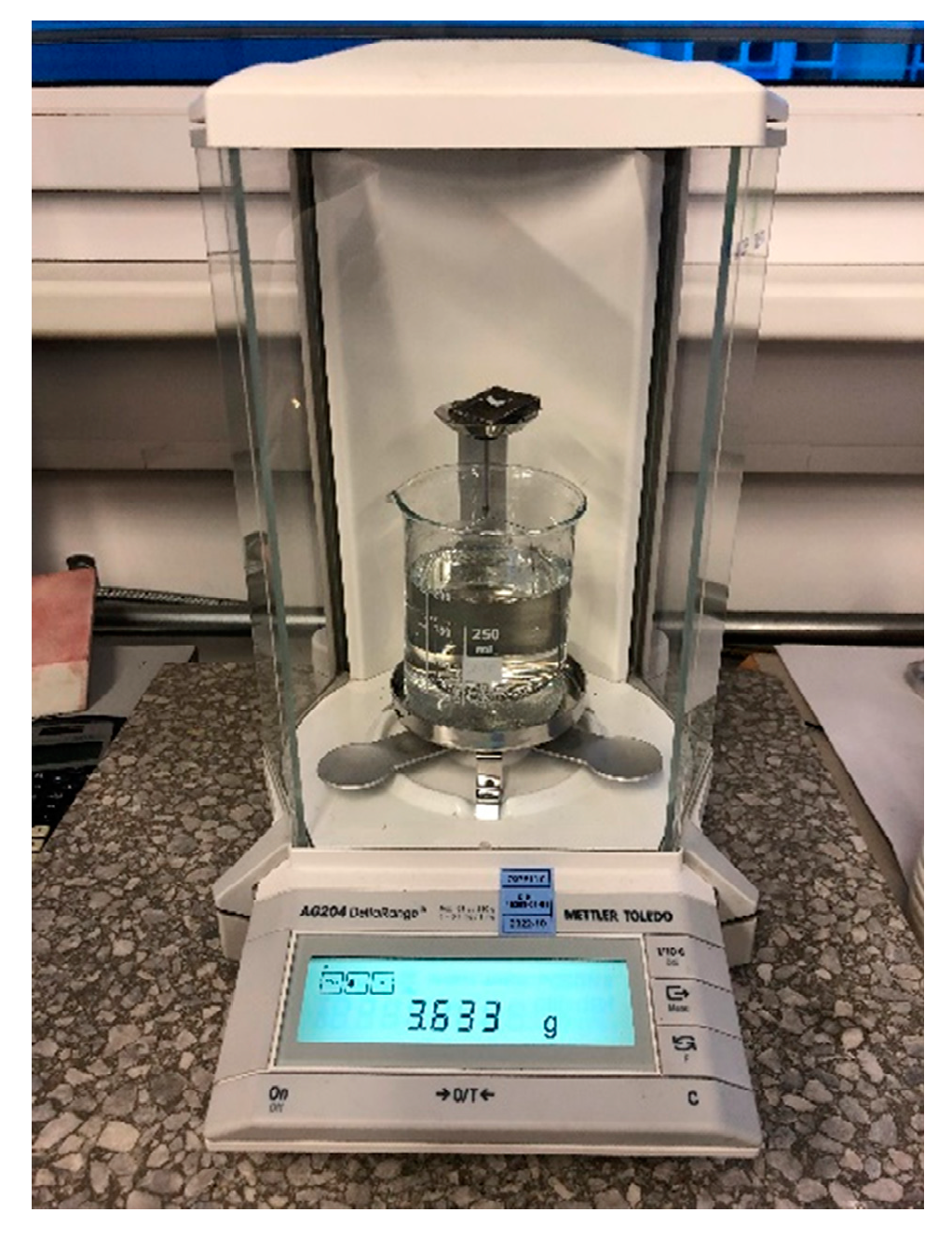
3.1. Physical Characterization
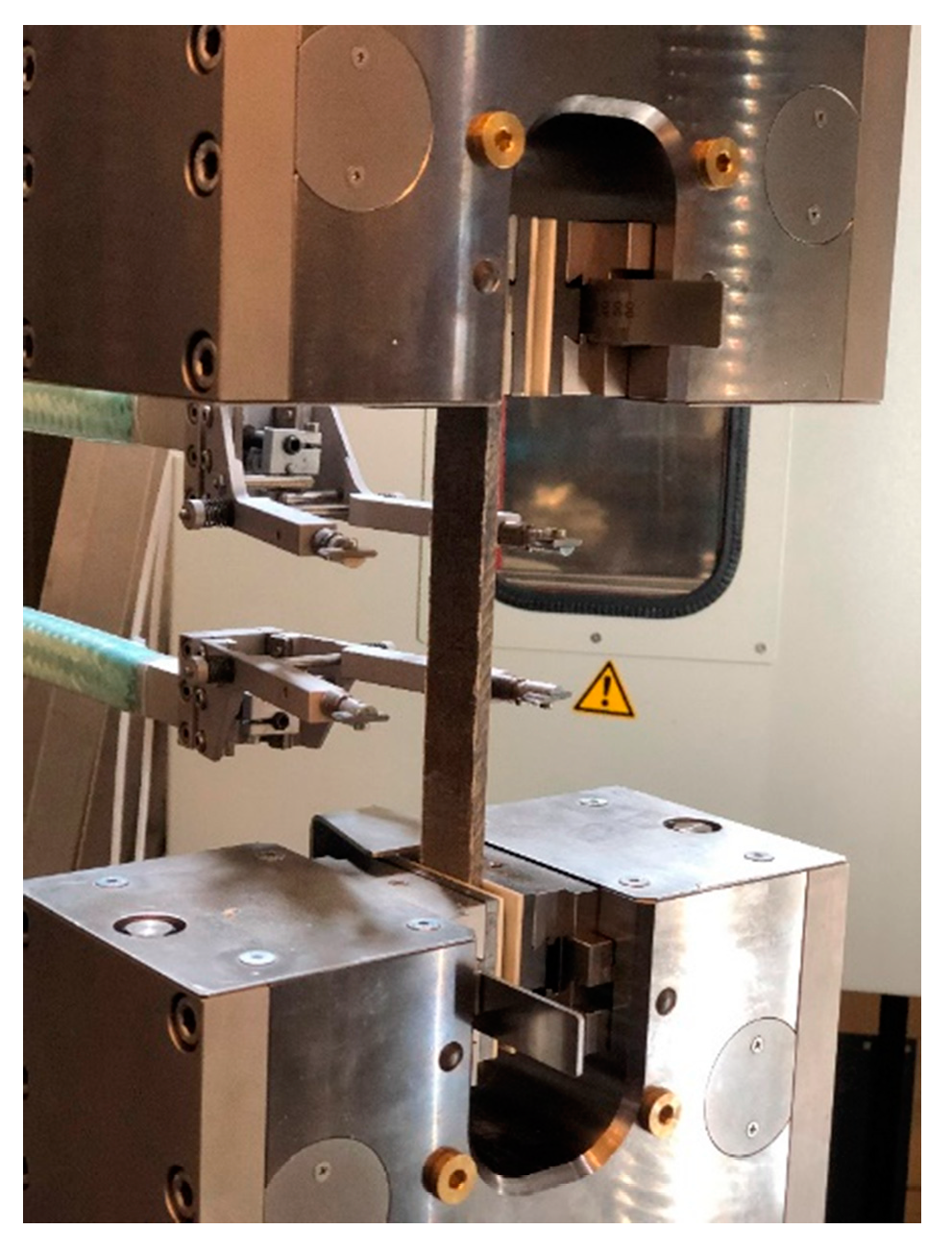
3.2. Tensile Test
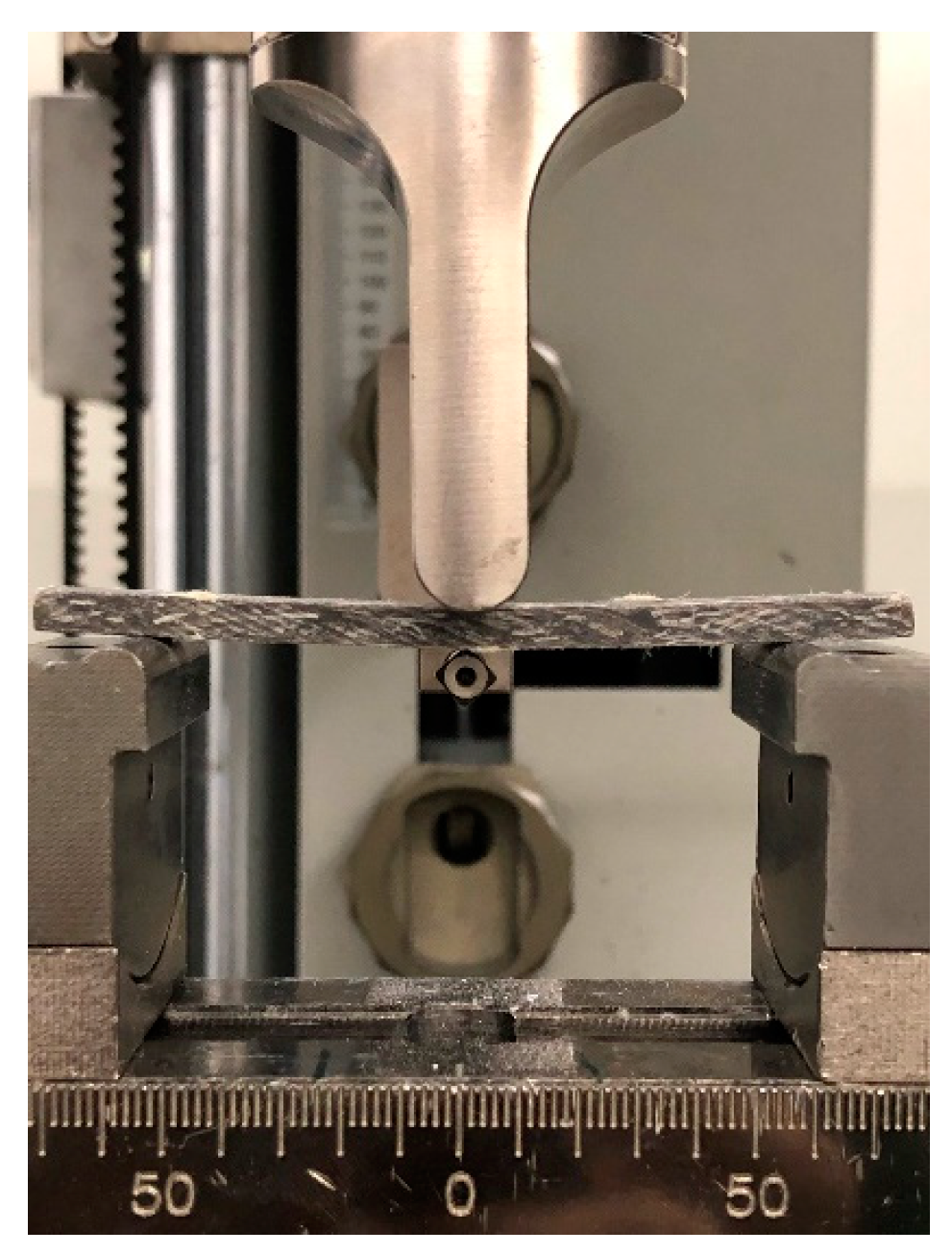
3.3. Flexural Test
4. Results and Discussion
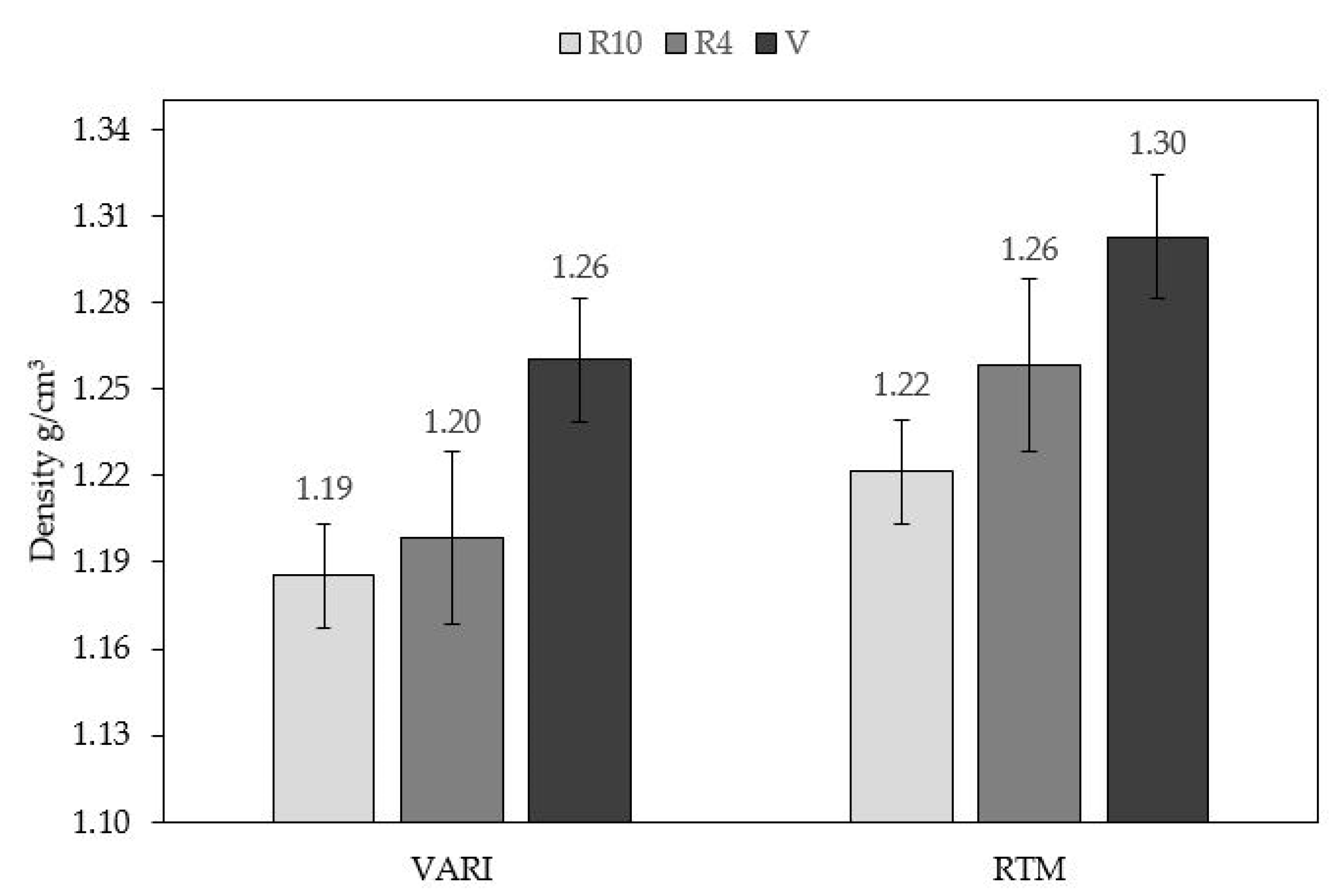
4.1. Physical Characterization
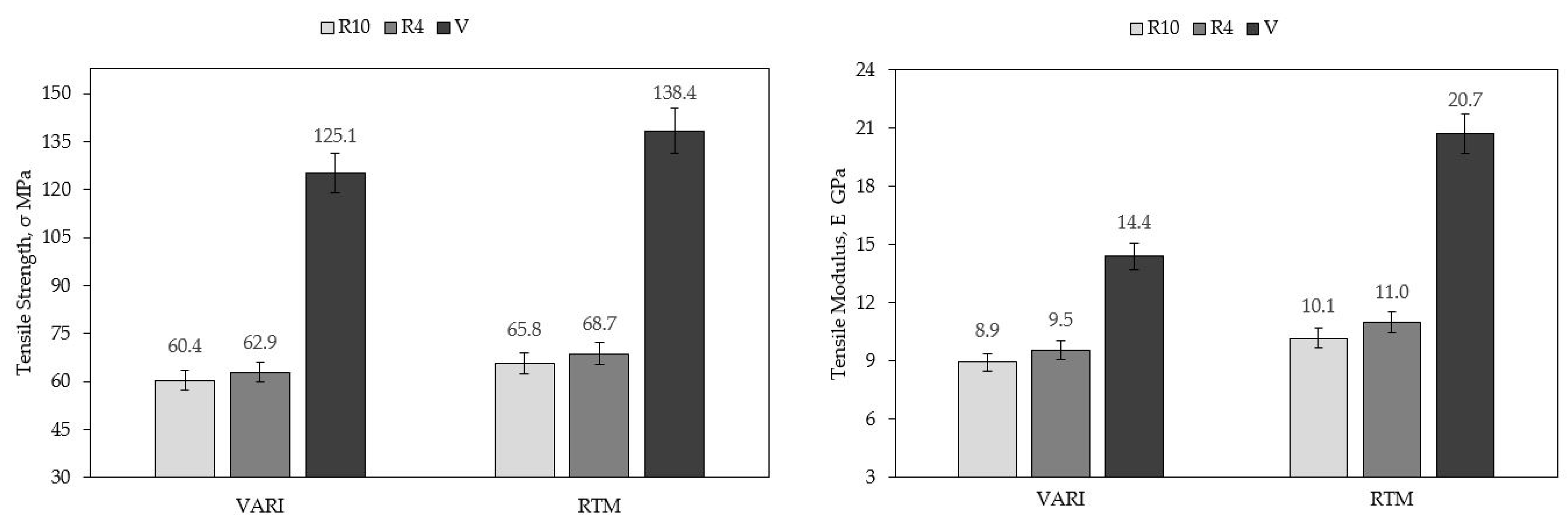
4.2. Tensile Testing
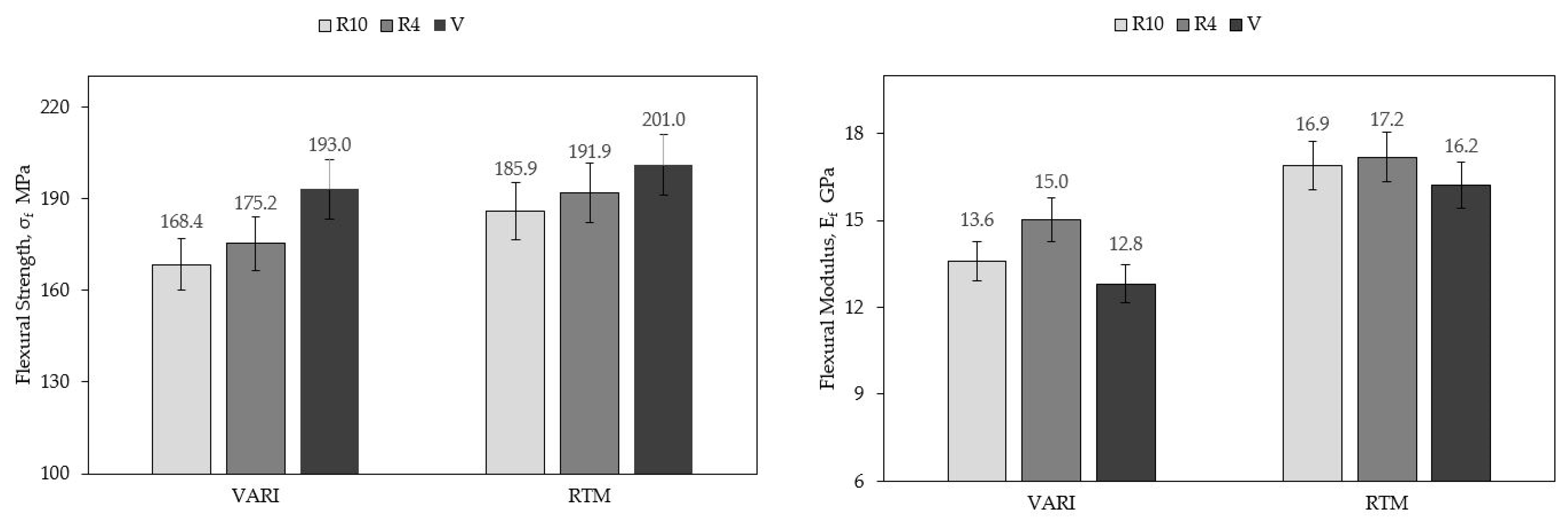
4.3. Flexural Testing
5. Conclusions and Outlook
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Sreejith, M.; Rajeev, R.S. 25—Fiber reinforced composites for aerospace and sports applications. In Woodhead Publishing Series in Composites Science and Engineering, Fiber Reinforced Composites; Joseph, K., Oksman, K., George, G., Wilson, R., Appukuttan, S., Eds.; Woodhead Publishing: Cambridge, UK, 2021; pp. 821–859. ISBN 9780128210901. [Google Scholar] [CrossRef]
- La Rosa, A.D.; Recca, G.; Summerscales, J.; Latteri, A.; Cozzo, G.; Cicala, G. Bio-based versus traditional polymer composites. A life cycle assessment perspective. J. Clean. Prod. 2014, 74, 135–144. [Google Scholar] [CrossRef]
- Sorokin, A.E.; Bulychev, S.N.; Gorbachev, S.I. Environmental Impact of Polymer Composites. Russ. Engin. Res. 2021, 41, 53–55. [Google Scholar] [CrossRef]
- Jagadeesh, P.; Puttegowda, M.; Boonyasopon, P.; Rangappa, S.M.; Khan, A.; Siengchin, S. Recent developments and challenges in natural fiber composites: A review. Polym. Compos. 2022, 43, 2545–2561. [Google Scholar] [CrossRef]
- Pulikkalparambil, H.; Nandi, D.; Rangappa, S.M.; Prasanth, S.; Siengchin, S. Polymer composites from natural fibers and recycled waste surgical masks during COVID-19 pandemic. Polym. Compos. 2022, 43, 3944. [Google Scholar] [CrossRef] [PubMed]
- Singh, M.K.; Tewari, R.; Zafar, S.; Rangappa, S.M.; Siengchin, S. A comprehensive review of various factors for application feasibility of natural fiber-reinforced polymer composites. Results Mater. 2023, 17, 100355. [Google Scholar] [CrossRef]
- AL-Oqla, F.M.; Sapuan, S.M.; Fares, O. 18—Electrical–Based Applications of Natural Fiber Vinyl Polymer Composites. In Woodhead Publishing Series in Composites Science and Engineering, Natural Fibre Reinforced Vinyl Ester and Vinyl Polymer Composites; Sapuan, S.M., Ismail, H., Zainudin, E.S., Eds.; Woodhead Publishing: Cambridge, UK, 2018; pp. 349–367. ISBN 9780081021606. [Google Scholar] [CrossRef]
- Spiridon, I.; Darie, R.N.; Kangas, H. Influence of fiber modifications on PLA/fiber composites. Behavior to accelerated weathering. Compos. Part B Eng. 2016, 92, 19–27. [Google Scholar] [CrossRef]
- Khalid, M.Y.; Rashid, A.A.; Arif, Z.U.; Ahmed, W.; Arshad, H.; Zaidi, A.A. Natural fiber reinforced composites: Sustainable materials for emerging applications. Results Eng. 2021, 11, 100263. [Google Scholar] [CrossRef]
- Isikgor, F.H.; Becer, C.R. Lignocellulosic biomass: A sustainable platform for the production of bio-based chemicals and polymers. Polym. Chem. 2015, 6, 4497–4559. [Google Scholar] [CrossRef] [Green Version]
- Hayajneh, M.T.; Al-Shrida, M.M.; AL-Oqla, F.M. Mechanical, thermal, and tribological characterization of bio-polymeric composites: A comprehensive review. e-Polymers 2022, 22, 641–663. [Google Scholar] [CrossRef]
- Fares, O.; AL-Oqla, F.M.; Hayajneh, M. Revealing the intrinsic dielectric properties of mediterranean green fiber composites for sustainable functional products. J. Ind. Text. 2022, 51, 7732S–7754S. [Google Scholar] [CrossRef]
- Tan, S.G.; Chow, W.S. Biobased Epoxidized Vegetable Oils and Its Greener Epoxy Blends: A Review. Polym. Plast. Technol. Eng. 2010, 49, 1581–1590. [Google Scholar] [CrossRef]
- Deka, H.; Misra, M.; Mohanty, A. Renewable resource based “all green composites” from kenaf biofiber and poly (furfuryl alcohol) bioresin. Ind. Crops Prod. 2013, 41, 94–101. [Google Scholar] [CrossRef]
- Cardona, F.; Sultan, M.T.; Abu Talib, A.R.; Ezzah, F.; Derahman, A. Interpenetrating polymer network (IPN) with epoxidized and acrylated bioresins and their composites with glass and jute fibres. Bioresources 2016, 11, 2820–2838. [Google Scholar] [CrossRef] [Green Version]
- Díez-Pascual, A.M.; Díez-Vicente, A.L. Epoxidized Soybean Oil/ZnO Bio composites for Soft Tissue Applications: Preparation and Characterization. ACS Appl. Mater. Interfaces 2014, 6, 17277–17288. [Google Scholar] [CrossRef] [PubMed]
- Manthey, N.W.; Cardona, F.; Francucci, G.; Aravinthan, T. Thermo-Mechanical Properties of Epoxidized Hemp Oil-Based Bioresins and Biocomposites. J. Reinf. Plast. Compos. 2013, 32, 1444–1456. [Google Scholar] [CrossRef] [Green Version]
- Meraghni, F.; Desrumaux, F.; Benzeggagh, M.L. Mechanical behaviour of cellular core for structural sandwich panels. Compos. Part A Appl. Sci. Manuf. 1999, 30, 767–779. [Google Scholar] [CrossRef]
- Hale, M.; Amir, F. In-Plane Bending and Failure Mechanism of Sandwich Beams with GFRP Skins and Soft Polyurethane Foam Core. J. Compos. Constr. 2016, 20, 04015020. [Google Scholar] [CrossRef]
- Gibson, L.; Ashby, M. Cellular Solids: Structure and Properties (Cambridge Solid State Science Series), 2nd ed.; Cambridge University Press: Cambridge, UK, 1997. [Google Scholar] [CrossRef]
- Nunes, J.P.; Silva, J.F. 5—Sandwiched composites in aerospace engineering. In Advanced Composite Materials for Aerospace Engineering; Rana, S., Fangueiro, R., Eds.; Woodhead Publishing: Cambridge, UK, 2016; pp. 129–174. ISBN 9780081009390. [Google Scholar] [CrossRef] [Green Version]
- Banea, M.D.; da Silva, L.F.M. Adhesively bonded joints in composite materials: An overview. Proc. IMechE 2009, 223, 1–18. [Google Scholar] [CrossRef]
- Feng, Y.; Qiu, H.; Gao, Y.; Zheng, H.; Tan, J. Creative design for sandwich structures: A review. Int. J. Adv. Rob. Syst. 2020, 17, 172988142092132. [Google Scholar] [CrossRef]
- Palomba, G.; Epasto, G.; Crupi, V. Lightweight sandwich structures for marine applications: A review. Mech. Adv. Mater. Struct. 2022, 29, 4839–4864. [Google Scholar] [CrossRef]
- Shin, K.B.; Lee, J.Y.; Cho, S.H. An experimental study of low-velocity impact responses of sandwich panels for Korean low floor bus. Compos. Struct. 2008, 84, 228–240. [Google Scholar] [CrossRef]
- Lu, G.; Yu, T. 11-Composite materials and structures. In Woodhead Publishing Series in Metals and Surface Engineering, Energy Absorption of Structures and Materials; Lu, G., Yu, T., Eds.; Woodhead Publishing: Cambridge, UK, 2003; pp. 317–350. ISBN 9781855736887. [Google Scholar] [CrossRef]
- Pickering, K.L.; Aruan Efendy, M.G.; Le, T.M. A review of recent developments in natural fibre composites and their mechanical performance. Compos. Part A Appl. Sci. Manuf. 2016, 83, 98–112. [Google Scholar] [CrossRef] [Green Version]
- European Parliament Directive 2008/98/EC of the European Parliament and of the Council of 19 2008 on Waste and Repealing Certain Directives (2020). Available online: http://data.europa.eu/eli/dir/2008/98/oj (accessed on 22 November 2008).
- European Parliament Directive (EU) 2019/904 of the European Parliament and of the Council of 5 2019 on the Reduction of the Impact of Certain Plastic Products on the Environment (2021). Available online: http://data.europa.eu/eli/dir/2019/904/oj (accessed on 12 June 2019).
- Kandare, E.; Luangtriratana, P.; Kandola, B.K. Fire reaction properties of flax/epoxy laminates and their balsa-core sandwich composites with or without fire protection. Compos. Part B Eng. 2014, 56, 602–610. [Google Scholar] [CrossRef] [Green Version]
- Monti, A.; EL Mahi, A.; Jendli, Z.; Guillaumat, L. Quasi-static and fatigue properties of a balsa cored sandwich structure with thermoplastic skins reinforced by flax fibres. J. Sandw. Struct. Mater. 2018, 21, 2358–2381. [Google Scholar] [CrossRef] [Green Version]
- Bach, M.R.; Chalivendra, V.B.; Alves, C.; Depina, E. Mechanical characterization of natural biodegradable sandwich materials. J. Sandw. Struct. Mater. 2015, 19, 482–496. [Google Scholar] [CrossRef]
- Fiore, V.; Scalici, T.; Valenza, A. Evaluation of aging behavior under salt-fog spray conditions of green sandwich structures. J. Nat. Fibers 2019, 16, 977–986. [Google Scholar] [CrossRef] [Green Version]
- Sergi, C.; Sarasini, F.; Russo, P.; Vitiello, L.; Barbero, E.; Sanchez-Saez, S.; Tirillo’, J. Experimental and numerical analysis of the ballistic response of agglomerated cork and its bio-based sandwich structures. Eng. Fail. Anal. 2022, 131, 105904. [Google Scholar] [CrossRef]
- Sarasini, F.; Tirillò, J.; Lampani, L.; Sasso, M.; Mancini, E.; Burgstaller, C.; Calzolari, A. Static and dynamic characterization of agglomerated cork and related sandwich structures. Compos. Struct. 2019, 212, 439–451. [Google Scholar] [CrossRef]
- Balcıoğlu, H.E. Flexural behaviors of sandwich composites produced using recycled and natural material. Mugla J. Sci. Technol. 2018, 4, 64–73. [Google Scholar] [CrossRef]
- Jiang, Q.; Chen, G.; Kumar, A.; Mills, A.; Jani, K.; Rajamohan, V.; Venugopal, B.; Rahatekar, S. Sustainable Sandwich Composites Manufactured from Recycled Carbon Fibers, Flax Fibers/PP Skins, and Recycled PET Core. J. Compos. Sci. 2021, 5, 2. [Google Scholar] [CrossRef]
- Sreekumar, P.A.; Joseph, K.; Unnikrishnan, G.; Thomas, S. A comparative study on mechanical properties of sisal-leaf fibre-reinforced polyester composites prepared by resin transfer and compression molding techniques. Compos. Sci. Technol. 2007, 67, 453–461. [Google Scholar] [CrossRef]
- Rouison, D.; Sain, M.; Couturier, M. Resin-transfer molding of natural fiber–reinforced plastic. I. Kinetic study of an unsaturated polyester resin containing an inhibitor and various promoters. J. Appl. Polym. Sci. 2003, 89, 2553–2561. [Google Scholar] [CrossRef]
- Rouison, D.; Sain, M.; Couturier, M. Resin transfer molding of natural fiber reinforced composites: Cure simulation. Compos. Sci. Technol. 2004, 64, 629–644. [Google Scholar] [CrossRef]
- Rouison, D.; Sain, M.; Couturier, M. Resin transfer molding of hemp fiber composites: Optimization of the process and mechanical properties of the materials. Compos. Sci. Technol. 2006, 66, 895–906. [Google Scholar] [CrossRef]
- Ho, M.; Wang, H.; Lee, J.H.; Ho, C.; Lau, K.; Leng, J.; Hui, D. Critical factors on manufacturing processes of natural fibre composites. Compos. Part B Eng. 2012, 43, 3549–3562. [Google Scholar] [CrossRef]
- Hammami, A.; Gebart, B.R. Analysis of the vacuum infusion molding process. Polym. Compos. 2000, 21, 28–40. [Google Scholar] [CrossRef]
- Bcomp Ltd. Fribourg, Switzerland: Technical Data Sheet: AmplitexTM 5042, 3. Edition 2021. Available online: https://www.bcomp.ch/products/amplitex/ (accessed on 12 June 2019).
- bto-epoxy GmbH. Amstetten, Austria: Technical Data Sheet: B.poxy Epinal IR 78.31, 1. Aufl., 2020. Available online: http://www.bto-epoxy.com/downloads/ (accessed on 12 June 2019).
- Pickering, S.J. Recycling technologies for thermoset composite materials—Current status. Compos. Part A Appl. Sci. Manuf. 2006, 37, 1206–1215. [Google Scholar] [CrossRef]
- Bream, C.E.; Hornsby, P.R. Comminuted thermoset recyclate as a reinforcing filler for thermoplastics—Part I Characterization of recyclate feedstocks. J. Mater. Sci. 2001, 36, 2965–2975. [Google Scholar] [CrossRef]
- ISO 1183-1:2019; Plastics—Methods for Determining the Density of Non-Cellular Plastics—Part 1: Immersion Method, Liquid Pycnometer Method and Titration Method. International Organization for Standardization (ISO): Geneva, Switzerland, 2019.
- DIN EN ISO 527-4:2022-03; Plastics-Determination of Tensile Properties—Part 4: Test Conditions for Isotropic and Orthotropic Fibre-Reinforced Plastic Composites (ISO 527-4:2021). International Organization for Standardization (ISO): Geneva, Switzerland, 2022. [CrossRef]
- DIN EN ISO 178:2019-08; Plastics-Determination of Flexural Properties (ISO 178:2019). International Organization for Standardization (ISO): Geneva, Switzerland, 2019. [CrossRef]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Properties | Amplitex 5042 (Flax Fiber) |
|---|---|
| Areal weight, g/m2 | 500 |
| Density, g/cm3 | 1.47 ± 0.02 |
| Apparent modulus, GPa | 62 ± 1 |
| Elongation at break, % | 1.3–1.4 |
| Water content, % (at ambient condition: 22 °C, 50% RH) | 5–6 |
| Properties | IR 78.31 (Resin) | IH 77.11 (Hardener) |
|---|---|---|
| Density, g/cm3 | 1.134–1.154 | 0.950–0.980 |
| Viscosity, mPas | 650–1350 | 60–120 |
| Mixing ratio by weight | 100:25 | |
| Unreinforced resin/hardener-plate, Curing | 50 °C/16 h | |
| Bending strength, N/mm2 | 105–115 | |
| Bending modulus, kN/mm2 | 2.9–3.3 | |
| Tensile strength, N/mm2 | 65–70 | |
| Tensile modulus, kN/mm2 | 3.3–3.6 | |
| Elongation at break, % | 5–6 | |
| Water absorption, % (at ambient condition: 24 h/20 °C) | 0.12–0.14 | |
| Laminate Code | Layup | Manufacturing Technique | Laminate Thickness, mm | Density, g/cm3 | FVF, % |
|---|---|---|---|---|---|
| V | 6 plies FF | RTM | 3.9 ± 0.1 | 1.30 ± 0.02 | 47.1 ± 0.3 |
| VARI | 4.5 ± 0.0 | 1.26 ± 0.02 | 45.6 ± 0.2 | ||
| R4 | FF/R4/FF | RTM | 3.9 ± 0.1 | 1.26 ± 0.02 | 33.1 ± 0.2 |
| VARI | 4.4 ± 0.1 | 1.20 ± 0.03 | 31.6 ± 1.7 | ||
| R10 | FF/R10/FF | RTM | 3.9 ± 0.1 | 1.22 ± 0.01 | 32.1 ± 0.2 |
| VARI | 4.4 ± 0.2 | 1.19 ± 0.02 | 30.8 ± 1.8 |
| Laminate Code | Layup | Manufacturing Technique | Tensile Strength, MPa | Tensile Modulus, GPa | Elongation at Break, % |
|---|---|---|---|---|---|
| V | 6 plies FF | RTM | 138.4 ± 9.8 | 20.7 ± 0.5 | 0.8 ± 0.8 |
| VARI | 125.1 ± 8.7 | 14. 4 ± 1.3 | 1.1 ± 0.1 | ||
| R4 | FF/R4/FF | RTM | 68.7 ± 4.3 | 11.0 ± 0.5 | 0.8 ± 0.1 |
| VARI | 62.9 ± 2.7 | 9.5 ± 0.8 | 0.9 ± 0.1 | ||
| R10 | FF/R10/FF | RTM | 65.8 ± 1.9 | 10.1 ± 0.3 | 0.8 ± 0.1 |
| VARI | 60.4 ± 1.5 | 8.9 ± 0.5 | 0.9 ± 0.0 |
| Laminate Code | Layup | Manufacturing Technique | Flexural Strength, MPa | Flexural Modulus, GPa | Flexural Strain, % |
|---|---|---|---|---|---|
| V | 6 plies FF | RTM | 201.0 ± 7.7 | 16.2 ± 0.8 | 1.6 ± 0.1 |
| VARI | 193.0 ± 2.5 | 12.8 ± 0.2 | 2.2 ± 0.1 | ||
| R4 | FF/R4/FF | RTM | 191.9 ± 8.1 | 17.2 ± 0.8 | 2.1 ± 0.1 |
| VARI | 175.2 ± 17.8 | 15.0 ± 0.5 | 2.1 ± 0.2 | ||
| R10 | FF/R10/FF | RTM | 185.9 ± 12.1 | 16.9 ± 0.6 | 1.9 ± 0.1 |
| VARI | 168.4 ± 2.9 | 13.6 ± 0.8 | 2.1 ± 0.2 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ravindran, B.; Feuchter, M.; Schledjewski, R. Investigation of the Mechanical Properties of Sandwich Composite Panels Made with Recyclates and Flax Fiber/Bio-Based Epoxy Processed by Liquid Composite Molding. J. Compos. Sci. 2023, 7, 122. https://doi.org/10.3390/jcs7030122
Ravindran B, Feuchter M, Schledjewski R. Investigation of the Mechanical Properties of Sandwich Composite Panels Made with Recyclates and Flax Fiber/Bio-Based Epoxy Processed by Liquid Composite Molding. Journal of Composites Science. 2023; 7(3):122. https://doi.org/10.3390/jcs7030122
Chicago/Turabian StyleRavindran, Bharath, Michael Feuchter, and Ralf Schledjewski. 2023. "Investigation of the Mechanical Properties of Sandwich Composite Panels Made with Recyclates and Flax Fiber/Bio-Based Epoxy Processed by Liquid Composite Molding" Journal of Composites Science 7, no. 3: 122. https://doi.org/10.3390/jcs7030122
APA StyleRavindran, B., Feuchter, M., & Schledjewski, R. (2023). Investigation of the Mechanical Properties of Sandwich Composite Panels Made with Recyclates and Flax Fiber/Bio-Based Epoxy Processed by Liquid Composite Molding. Journal of Composites Science, 7(3), 122. https://doi.org/10.3390/jcs7030122