
Tensile, Compressive, and Flexural Characterization of CFRP Laminates Related to Water Absorption

 ,
, 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Composite Plate Fabrication
2.3. Specimen Preparations
2.4. Water Absorption Test
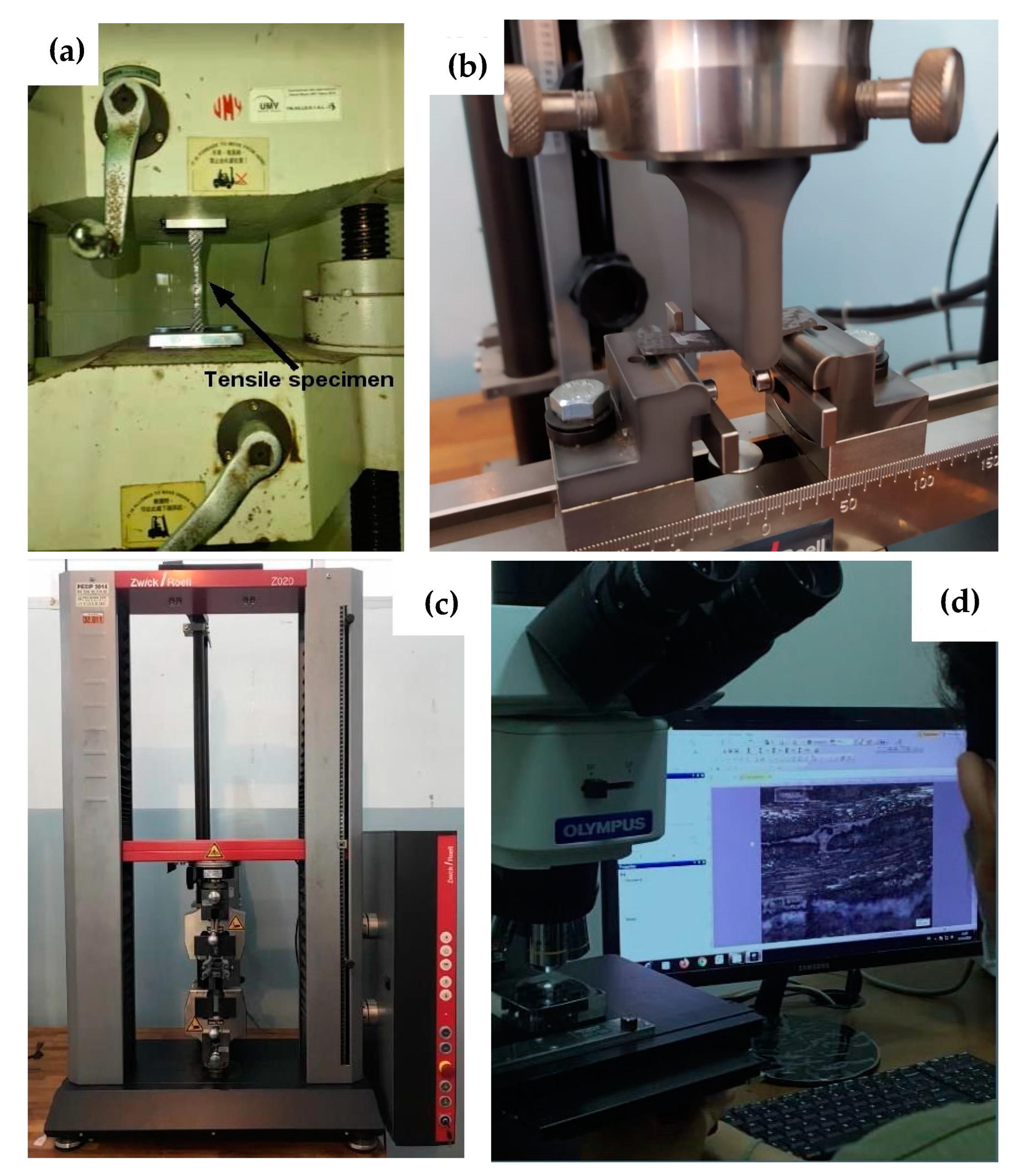
2.5. Tensile Test
2.6. Compressive Test
2.7. Flexural Test
2.8. Failure Mode Evaluation
3. Results
3.1. Water Absorption
3.2. Tensile Properties
3.2.1. Stress-Strain Relation
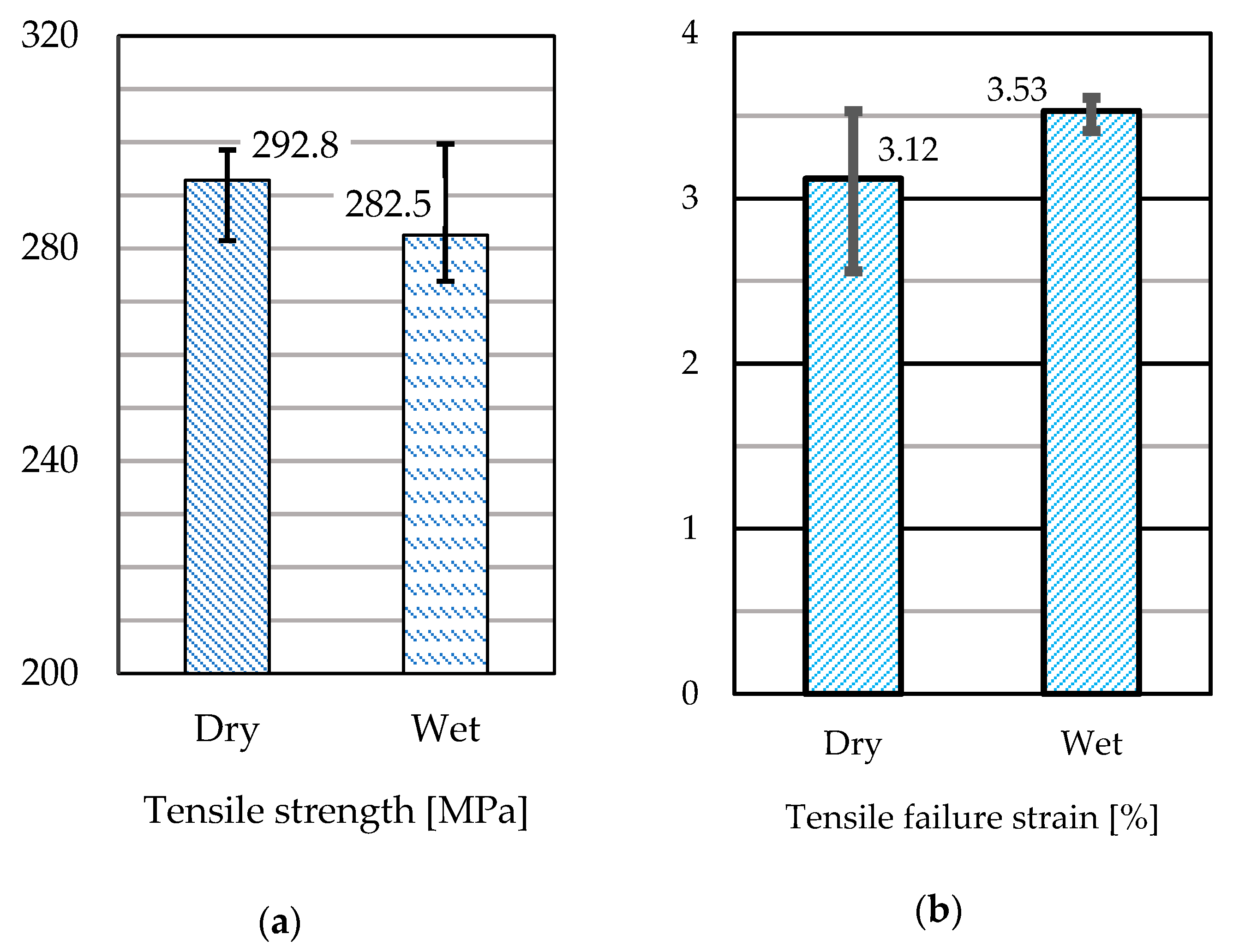
3.2.2. Tensile Strength
3.2.3. Tensile Failure Strain
3.2.4. Tensile Failure Mode
3.3. Compressive Properties
3.3.1. Compressive Stress-Strain Relation
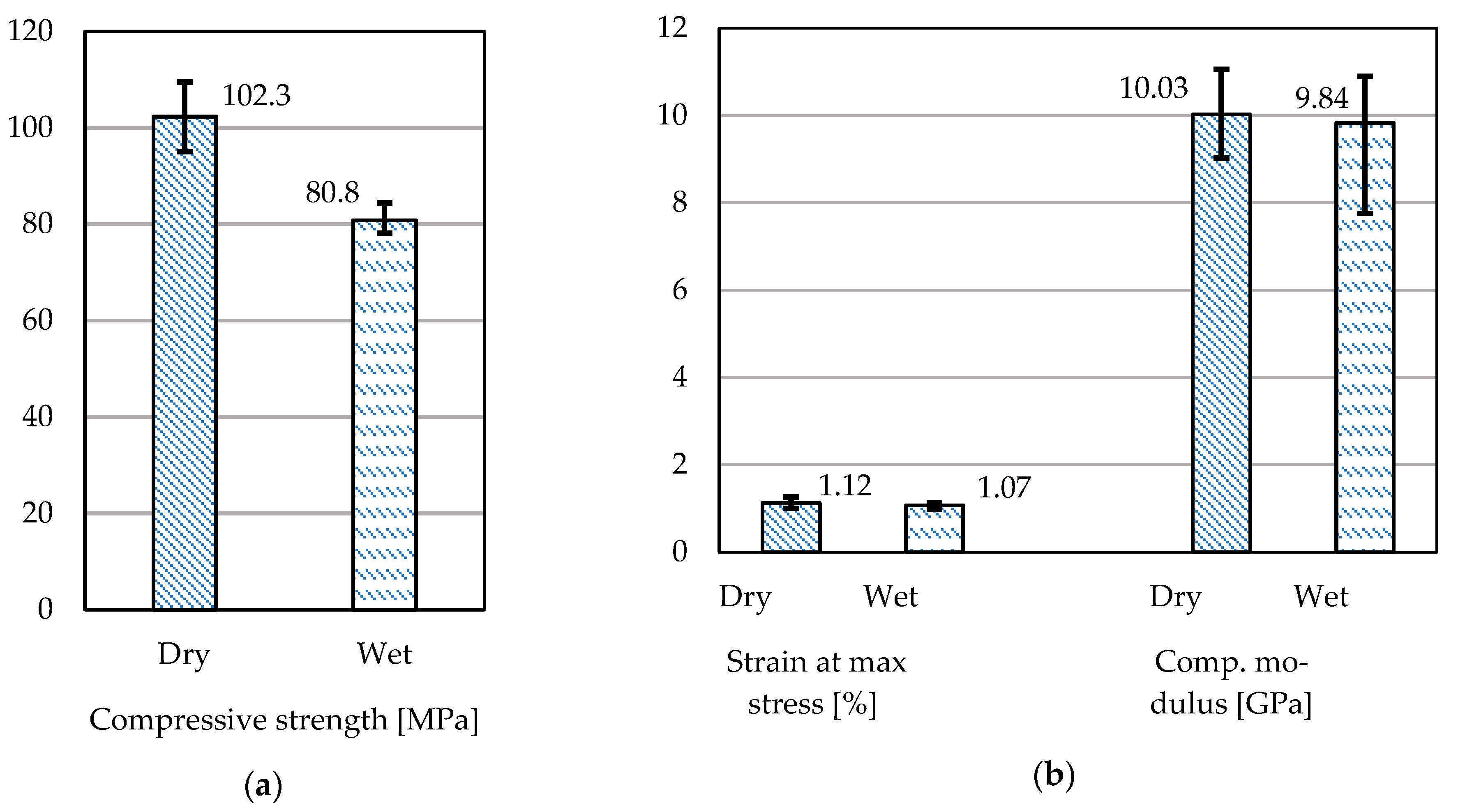
3.3.2. Compressive Strength
3.3.3. Compressive Fracture Strain
3.3.4. Compressive Modulus
3.3.5. Compressive Failure Modes
3.4. Flexural Properties
3.4.1. Flexural Stress-Strain Relation
3.4.2. Flexural Strength
3.4.3. Flexural Fracture Strain
3.4.4. Flexural Modulus
3.4.5. Flexural Failure Modes
4. Discussion
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Khan, R. Fiber Bridging in composite laminates: A literature review. Compos. Struct. 2019, 229, 111418. [Google Scholar] [CrossRef]
- Muflikhun, M.A.; Higuchi, R.; Yokozeki, T.; Aoki, T. The evaluation of failure mode behavior of CFRP/adhesive/SPCC hybrid thin laminates under axial and flexural loading for structural applications. Compos. Part B Eng. 2020, 185, 107747. [Google Scholar] [CrossRef]
- Rajak, D.K.; Wagh, P.H.; Linul, E. Manufacturing technologies of carbon/glass fiber-reinforced polymer composites and their properties: A review. Polymers 2021, 13, 3721. [Google Scholar] [CrossRef]
- Muflikhun, M.A.; Higuchi, R.; Yokozeki, T.; Aoki, T. Failure mode analysis of CFRP-SPCC hybrid thin laminates under axial loading for structural applications: Experimental research on strain performance. Compos. Part B Eng. 2019, 236, 262–270. [Google Scholar] [CrossRef]
- Ganesarajan, D.; Simon, L.; Tamrakar, S.; Kiziltas, A.; Mielewski, D.; Behabtu, N.; Lenges, C. Hybrid composites with engineered polysaccharides for automotive lightweight. Compos. Part C 2022, 7, 100222. [Google Scholar] [CrossRef]
- Gibhardt, D.; Doblies, A.; Meyer, L.; Fiedler, B. Fatigue and mechanical properties of glass fibre-reinforced epoxy. Fibers 2019, 7, 55. [Google Scholar] [CrossRef]
- Muflikhun, M.A.; Yokozeki, T.; Aoki, T.; Aoki, T. The strain performance of thin CFRP-SPCC hybrid laminates for automobile structures. Compos. Struct. 2019, 220, 11–18. [Google Scholar] [CrossRef]
- García-Moreno, I.; Caminero, M.Á.; Rodríguez, G.P.; López-Cela, J.J. Effect of thermal ageing on the impact damage resistance and tolerance of carbon-fibre-reinforced epoxy laminates. Polymers 2019, 11, 160. [Google Scholar] [CrossRef]
- Karger-Kocsis, J.; Mahmood, H.; Pegoretti, A. All-carbon multi-scale and hierarchical fibers and related structural composites: A review. Compos. Sci. Technol. 2020, 186, 107932. [Google Scholar] [CrossRef]
- Reder, C.; Loidl, D.; Puchegger, S.; Gitschthaler, D.; Peterlik, H.; Kromp, K.; Khatibi, G.; Betzwar-Kotas, A.; Zimprich, P.; Weiss, B. Non-contacting strain measurements of ceramic and carbon single fibres by using the laser-speckle method. Compos. Part A Appl. Sci. Manuf. 2003, 34, 1029–1033. [Google Scholar] [CrossRef]
- Ueda, M.; Tasaki, Y.; Kawamura, C.; Nishida, K.; Honda, M.; Hattori, K.; Miyanaga, T.; Sugiyama, T. Estimation of axial compressive strength of unidirectional carbon fiber reinforced plastic considering local fiber kinking. Compos. Part C 2021, 6, 100180. [Google Scholar] [CrossRef]
- Hsissou, R.; Seghiri, R.; Benzekri, Z.; Hilali, M.; Rafik, M.; Elharfi, A. Polymer composite materials: A comprehensive review. Compos. Struct. 2021, 262, 113640. [Google Scholar] [CrossRef]
- Li, Q.; Shen, H.X.; Liu, C.; Wang, C.F.; Zhu, L.; Chen, S. Advances in frontal polymerization strategy: From fundamentals to applications. Prog. Polym. Sci. 2022, 127, 101514. [Google Scholar] [CrossRef]
- Frigione, M.E.; Mascia, L.; Acierno, D. Oligomeric and polymeric modifiers for toughening of epoxy resins. Eur. Polym. J. 1995, 31, 1021–1029. [Google Scholar] [CrossRef]
- Dong, M.; Zhang, H.; Tzounis, L.; Santagiuliana, G.; Bilotti, E.; Papageorgiou, D.G. Multifunctional epoxy nanocomposites reinforced by two-dimensional materials: A review. Carbon 2021, 185, 57–81. [Google Scholar] [CrossRef]
- Sunardi, S.; Fawaid, M.; Lusiani, R.; Cahyadi, C. The effect of fibre orientation on tensile and impact strength of thorny pandanus leaf fibre/polyester composites for vehicle body. J. Sains Dan Teknol. 2014, 10, 151–161. [Google Scholar] [CrossRef]
- Masdani, M.; Dharta, Y. Agarwood bark fibre-reinforced polymer composites for fibreglass replacement in producing car dashboards. Manutech J. Teknol. Manuf. 2018, 10, 34–57. [Google Scholar]
- Witayakran, S.; Kongtud, W.; Boonyarit, J.; Smitthipong, W.; Chollakup, R. Development of oil palm empty fruit bunch fiber reinforced epoxy composites for bumper beam in automobile. Key Eng. Mater. 2017, 751, 779–784. [Google Scholar] [CrossRef]
- Pramono, G.E.; Sutisna, S.P. Characteristic comparison of CFRP composites produced using manual lay-up and vacuum infusion molding. J. Ilm. Tek. Mesin 2017, 3, 1–6. [Google Scholar]
- Autay, R.; Njeh, A.; Dammak, F. Effect of hygrothermal aging on mechanical and tribological behaviors of short glass-fiber-reinforced PA66. J. Thermoplast. Compos. Mater. 2018, 32, 1585–1600. [Google Scholar] [CrossRef]
- Almudaihesh, F.; Holford, K.; Pullin, R.; Eaton, M. The influence of water absorption on unidirectional and 2D woven CFRP composites and their mechanical performance. Compos. Part B Eng. 2020, 182, 107626. [Google Scholar] [CrossRef]
- Gologlu, G.E.; Hamidi, Y.K.; Altan, M.C. Fast recovery of non-fickian moisture absorption parameters for polymers and polymer composites. Polym. Eng. Sci. 2016, 57, 921–931. [Google Scholar] [CrossRef]
- Justus Group. Technical Information: Unmodified, Liquid Standard Epoxy Resin Based on Bisphenol-A; Justus Group: Indianapolis, IN, USA, 2015. [Google Scholar]
- Justus Group. Technical Data Sheet: Carbon Fiber Cloth; Justus Group: Indianapolis, IN, USA, 2015. [Google Scholar]
- He, H.; Zhang, T.; Yang, Y. A facile way to modify carbon fibers and its effect on mechanical properties of epoxy composites. J. Mater. Res. Technol. 2021, 10, 164–174. [Google Scholar] [CrossRef]
- Sugiman, S.; Salman, S.; Maryudi, M. Effects of volume fraction on water uptake and tensile properties of epoxy filled with inorganic fillers having different reactivity to water. Mater. Today Commun. 2020, 24, 101360. [Google Scholar] [CrossRef]
- Liu, F.; Deng, S.; Zhang, J. Mechanical properties of epoxy and its carbon fiber composites modified by nanoparticles. J. Nanomater. 2017, 2017, 8146248. [Google Scholar] [CrossRef]
- ASTM D638; Standard Test Method for Tensile Properties of Plastics. ASM International: West Conshohocken, PA, USA, 2014.
- ASTM D695; Standard Test Method for Compressive Properties of Rigid Plastics. ASM International: West Conshohocken, PA, USA, 2002.
- ASTM D790; Standard Test Methods for Flexural Properties of Unreinforced and Reinforced Plastics and Electrical Insulating Materials. ASM International: West Conshohocken, PA, USA, 2017.
- ASTM D570; Standard Test Method for Water Absorption of Plastics. ASM International: West Conshohocken, PA, USA, 2018.
- Movaghati, S.; Rahai, A. Numerical analysis of steel HSS beam-column retrofitted with CFRP. In Proceedings of the 2nd International Conference on Composites: Characterization, Fabrication and Application (CCFA-2), Kish Island, Iran, 27–30 December 2010. [Google Scholar]
- Shetty, K.; Bojja, R.; Srihari, S. Effect of hygrothermal aging on the mechanical properties of IMA/M21E aircraft-grade CFRP composite. Adv. Compos. Lett. 2020, 29, 2633366X20926520. [Google Scholar] [CrossRef]
- Eslami, S.; Honarbakhsh-Raouf, A.; Eslami, S. Effects of moisture absorption on degradation of E-glass fiber reinforced vinyl ester composite pipes and modelling of transient moisture diffusion using finite element analysis. Corros. Sci. 2015, 90, 168–175. [Google Scholar] [CrossRef]
- Idrisi, A.H.; Mourad, A.I.; Sherif, M.M. Impact of prolonged exposure of eleven years to hot seawater on the degradation of a thermoset composite. Polymers 2021, 13, 2154. [Google Scholar] [CrossRef]
- Asasaari, S.F.M.; Wong, K.J.; Tamin, M.N.; Johar, M. Moisture absorption effects on the mechanical properties of carbon/epoxy composites. Int. J Struct. Integr. 2020, 11, 605–614. [Google Scholar] [CrossRef]
- Wu, W.; Wang, Q.; Li, W. Comparison of tensile and compressive properties of carbon/glass interlayer and intralayer hybrid composites. Materials 2018, 11, 1105. [Google Scholar] [CrossRef]
- Takahashi, T.; Ueda, M.; Miyoshi, K.; Todoroki, A. Initiation and propagation of fiber kinking from fiber undulation in a unidirectional carbon fiber reinforced plastic. Compos. Part C 2020, 3, 100056. [Google Scholar] [CrossRef]
- Dong, C.; Sudarisman; Davies, I.J. Flexural properties of E-glass and TR50S carbon fiber reinforced epoxy hybrid composites. J. Mater. Eng. Perform. 2013, 22, 41–49. [Google Scholar] [CrossRef]
- Mukhtar, I.; Leman, Z.; Zainudin, E.S.; Ishak, M.R. Hybrid and Nonhybrid Laminate Composites of Sugar Palm and Glass Fibre-Reinforced Polypropylene: Effect of Alkali and Sodium Bicarbonate Treatments. Int. J. Polym. Sci. 2019, 2019, 1230592. [Google Scholar] [CrossRef]
- Pai, Y.; Pai, K.D.; Kini, M.V. Experimental investigations on the moisture absorption and the mechanical behaviour of basalt-aramid/epoxy hybrid interplay composites under different ageing environment. Cogent Eng. 2022, 9, 2080354. [Google Scholar] [CrossRef]
- Li, M. Temperature and Moisture Effect on Composite Materials for Wind Turbine Blades. Master’s Thesis, Montana State University, Bozeman, MT, USA, 2000. [Google Scholar]
- Ueda, M.; Akiyama, M. Compression test of a single carbon fiber in a scanning electron microscope and its evaluation via finite element analysis. Adv. Compos. Mater. 2019, 28, 57–71. [Google Scholar] [CrossRef]
- Dong, C.; Davies, I.J. Effect of stacking sequence on the flexural properties of carbon and glass fibre-reinforced hybrid composites. Adv. Compos. Hybrid Mater. 2018, 3, 530–540. [Google Scholar] [CrossRef]
- Dong, C.; Davies, I.J. Flexural strength of bidirectional hybrid epoxy composites reinforced by E glass and T700S carbon fibres. Compos. Part B Eng. 2015, 72, 65–71. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Properties | Matrix [23] | Fibre [24] |
|---|---|---|
| Viscosity (cP) | 13,000 a, 12,000 b | data |
| Density at 25 °C (g/cm3) | 1.15 a, 0.97 b | 1.78 ± 0.06 [25] |
| Weave | - | Twill |
| Width (mm) | - | 1500 ± 5 |
| Area weight (gr/m2) | - | 200 ± 5 |
| Thickness (mm) | - | 0.28 ± 0.02 |
| Weave Density, warp (ends/100 mm) | - | 50 ± 2 |
| Weave Density, wave (ends/100 mm) | - | 50 ± 2 |
| Breaking strength, warp (N/25 mm) | - | >1000 |
| Breaking strength, weft (N/25 mm) | - | >1000 |
| Tensile strength (MPa) | ~48.68 [26] | 4050 ± 150 |
| Compressive strength (MPa) | ~89.15 [27] | - |
| Tensile modulus (GPa) | ~1.75 | 211 ± 9 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sudarisman, S.; Haniel, H.; Taufik, A.K.; Tiopan, M.; Himarosa, R.A.; Muflikhun, M.A. Tensile, Compressive, and Flexural Characterization of CFRP Laminates Related to Water Absorption. J. Compos. Sci. 2023, 7, 184. https://doi.org/10.3390/jcs7050184
Sudarisman S, Haniel H, Taufik AK, Tiopan M, Himarosa RA, Muflikhun MA. Tensile, Compressive, and Flexural Characterization of CFRP Laminates Related to Water Absorption. Journal of Composites Science. 2023; 7(5):184. https://doi.org/10.3390/jcs7050184
Chicago/Turabian StyleSudarisman, Sudarisman, Haniel Haniel, Angger Kaloka Taufik, Muhammad Tiopan, Rela Adi Himarosa, and Muhammad Akhsin Muflikhun. 2023. "Tensile, Compressive, and Flexural Characterization of CFRP Laminates Related to Water Absorption" Journal of Composites Science 7, no. 5: 184. https://doi.org/10.3390/jcs7050184
APA StyleSudarisman, S., Haniel, H., Taufik, A. K., Tiopan, M., Himarosa, R. A., & Muflikhun, M. A. (2023). Tensile, Compressive, and Flexural Characterization of CFRP Laminates Related to Water Absorption. Journal of Composites Science, 7(5), 184. https://doi.org/10.3390/jcs7050184