

Characteristics of Lightweight Concrete Fabricated with Different Types of Strengthened Lightweight Aggregates


 ,
,  and
and 
Abstract
:1. Introduction
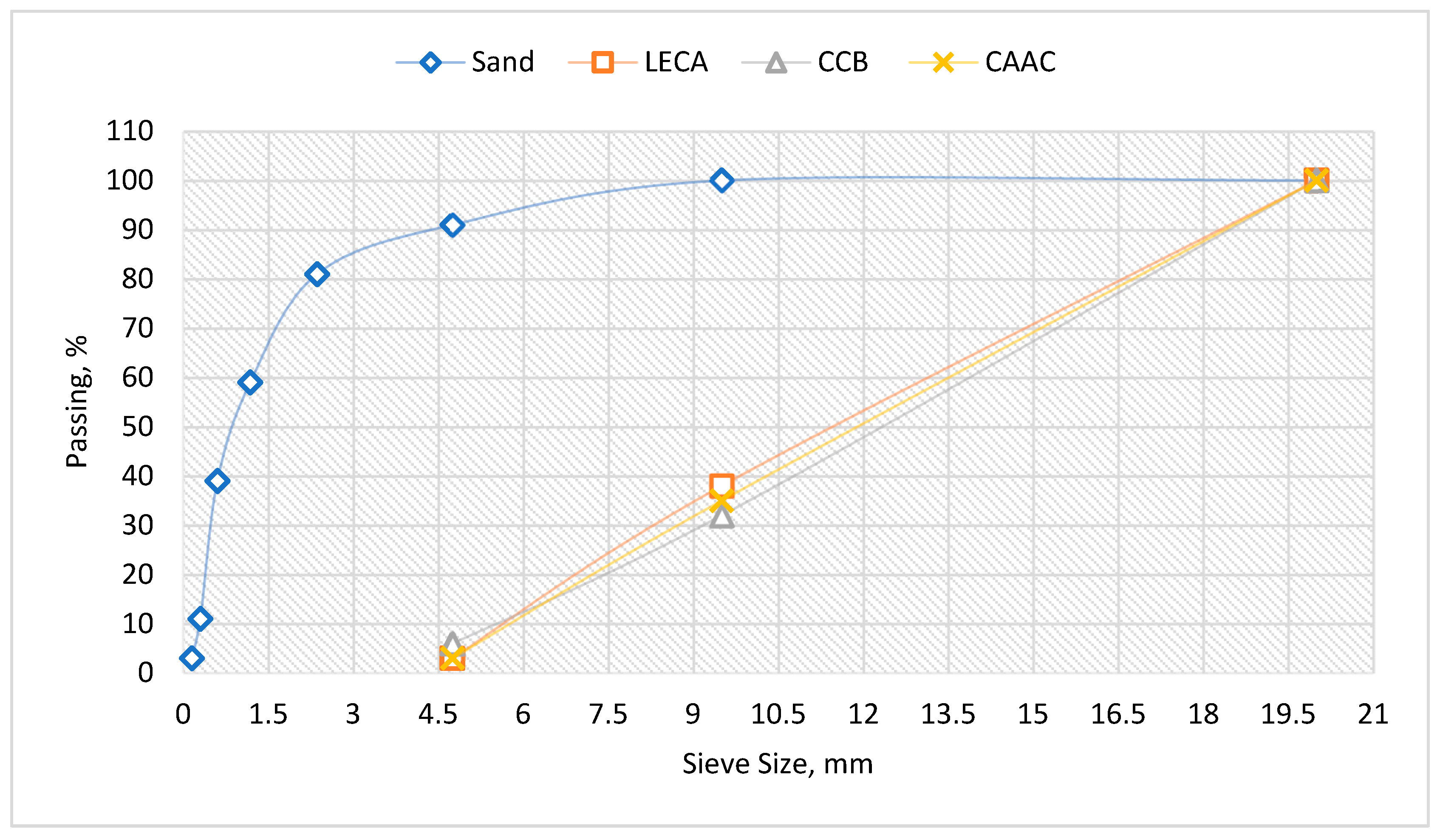
2. Materials
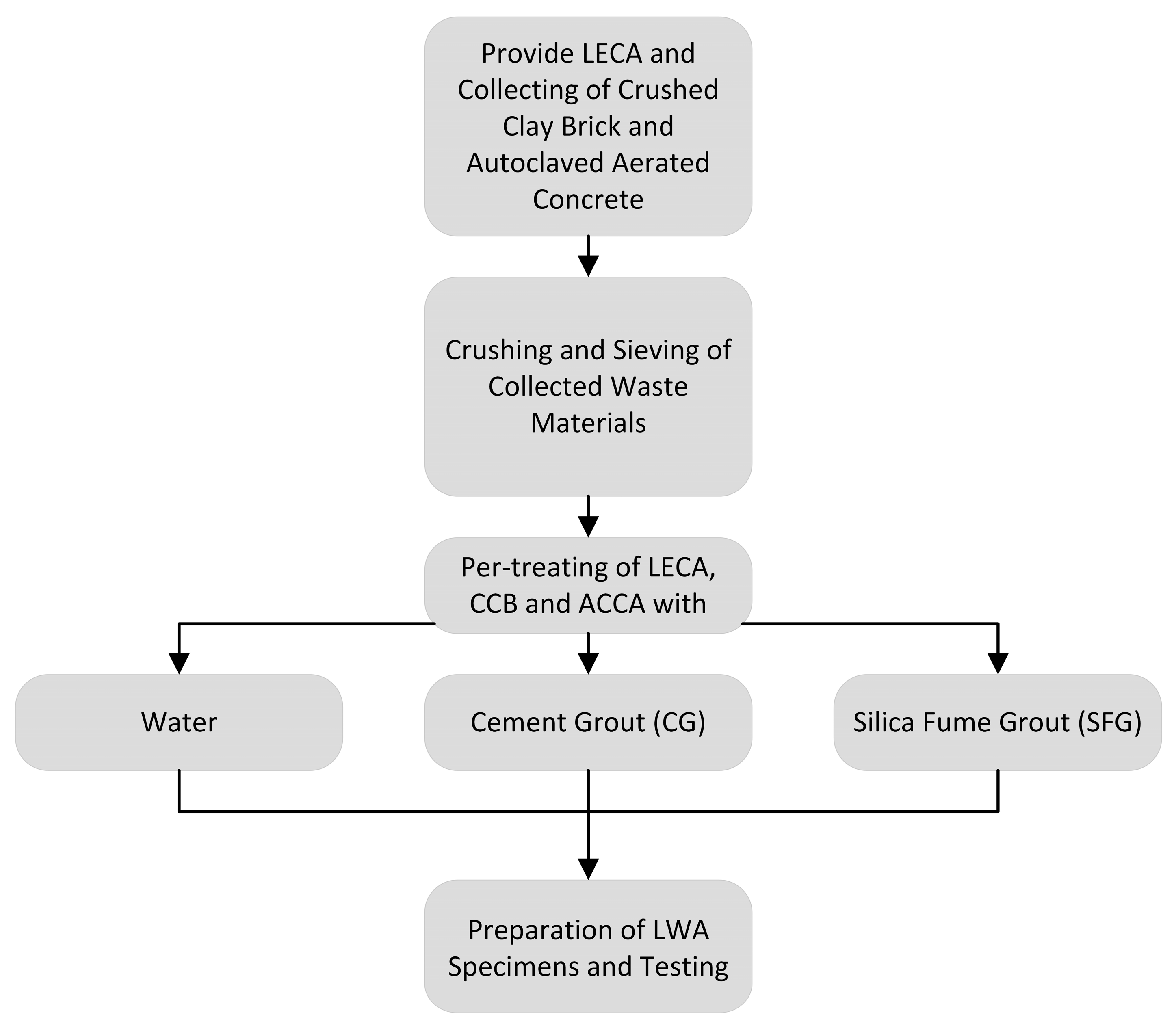
3. Methodology
3.1. Recycled Coarse Aggregate Preparation
3.2. Pre-Treatment Technique for LECA, CCB, and CAAC
3.3. Mixing Proportion


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Cement, kg/m3 | Fine Aggregate, kg/m3 | LWA, kg/m3 | Water, kg/m3 |
|---|---|---|---|
| 380 | 572 | 564 | 186 |
| Mixture Label | Type of LWA | Surface Condition | |
| LW | LECA | Saturated surface dry with water | |
| LG | LECA | Pre-treated with cement grout | |
| LS | LECA | Pre-treated with silica fume grout | |
| CW | CCB | Saturated surface dry with water | |
| CG | CCB | Pre-treated with cement grout | |
| CS | CCB | Pre-treated with silica fume grout | |
| AW | CAAC | Saturated surface dry with water | |
| AG | CAAC | Pre-treated with cement grout | |
| AS | CAAC | Pre-treated with silica fume grout | |
| Material | Cement, % | Silica Fume, % | Water, % | Superplasticizer, % | |
|---|---|---|---|---|---|
| Grout | |||||
| CG | 100 | - | 300 | - | |
| SFG | 90 | 10 | 300 | 1 a | |

3.4. Experimental Work
4. Results and Discussion
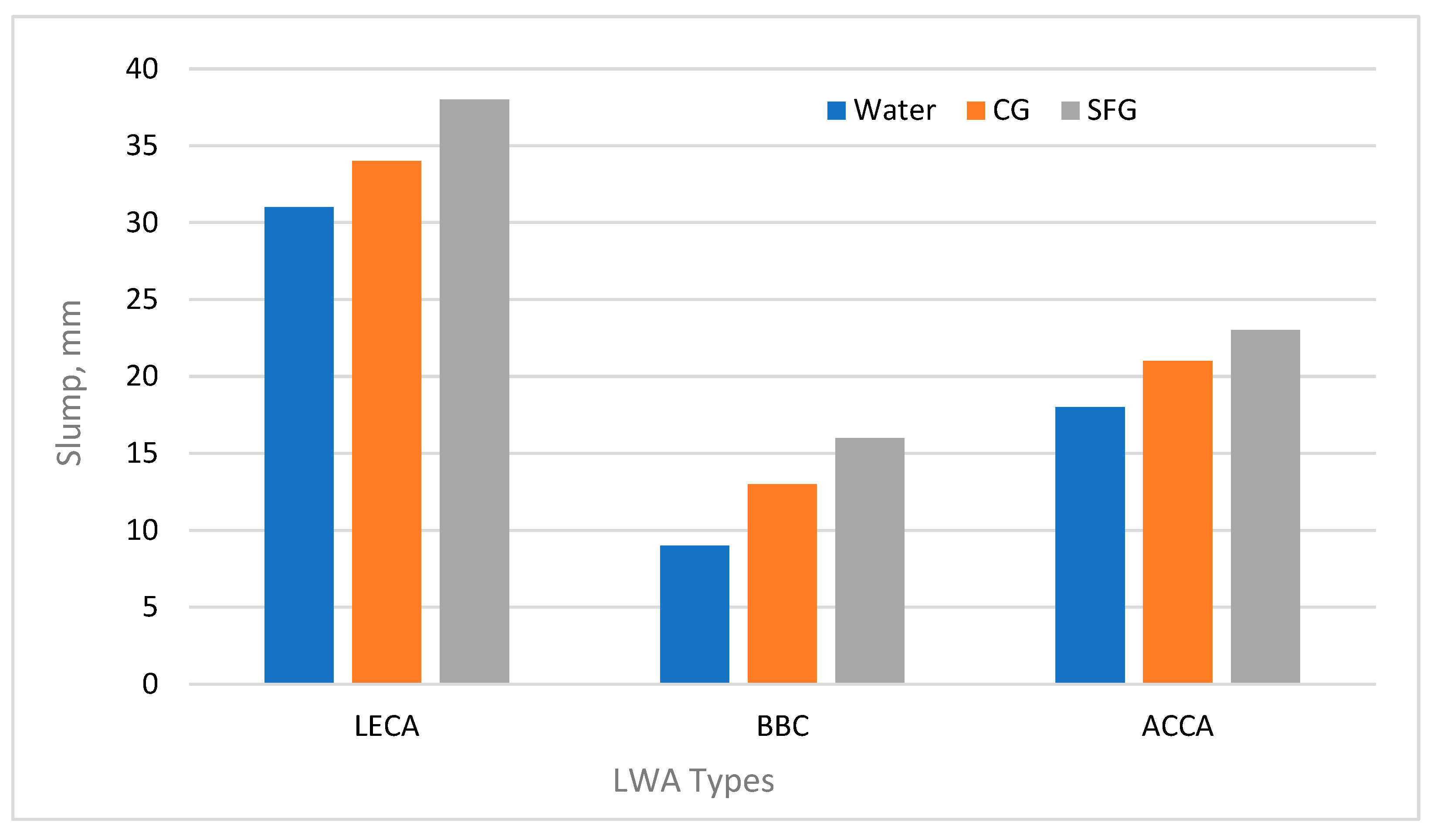
4.1. Fresh Properties
4.2. Hardened Properties
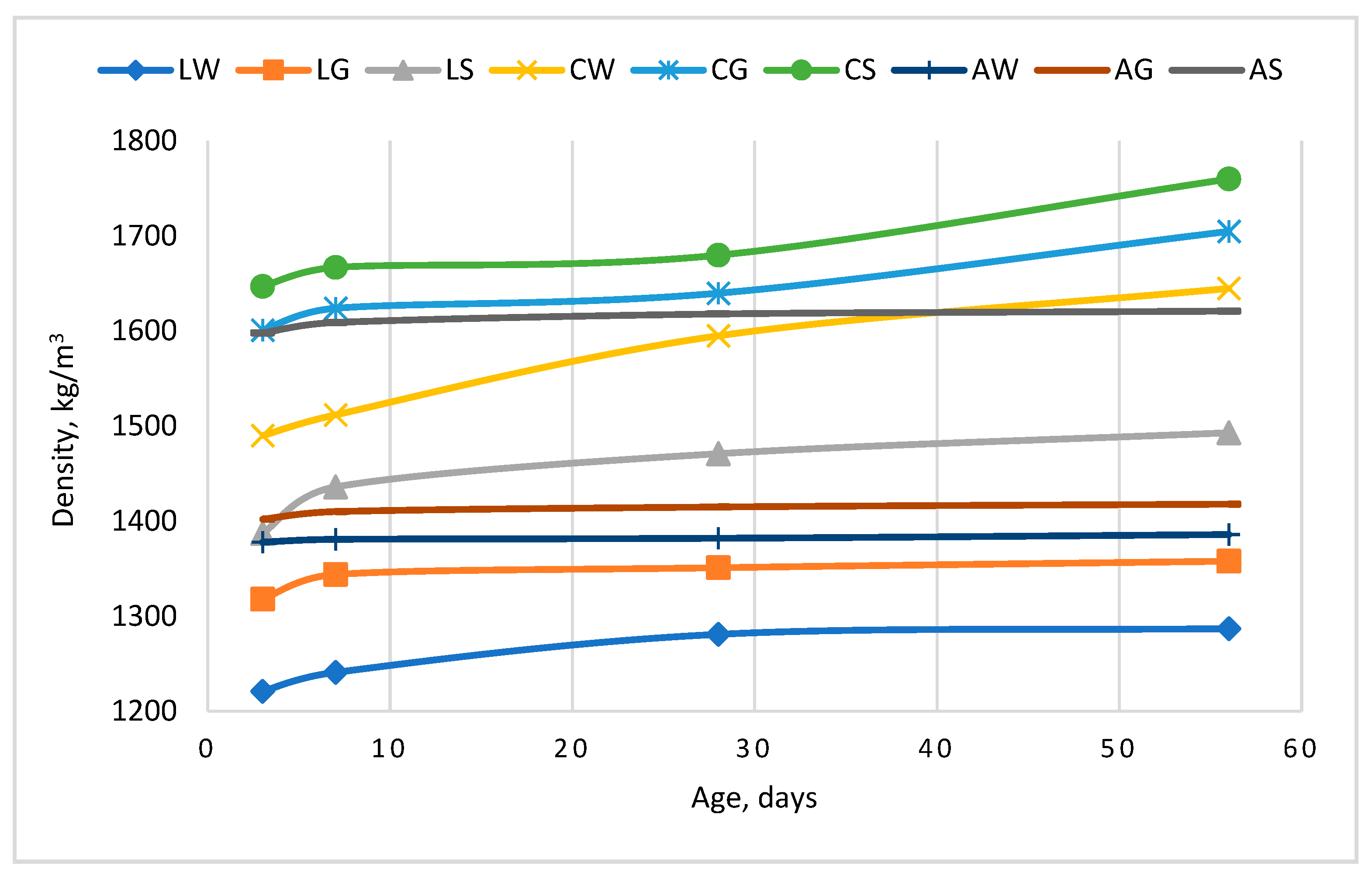
4.2.1. Dry Density
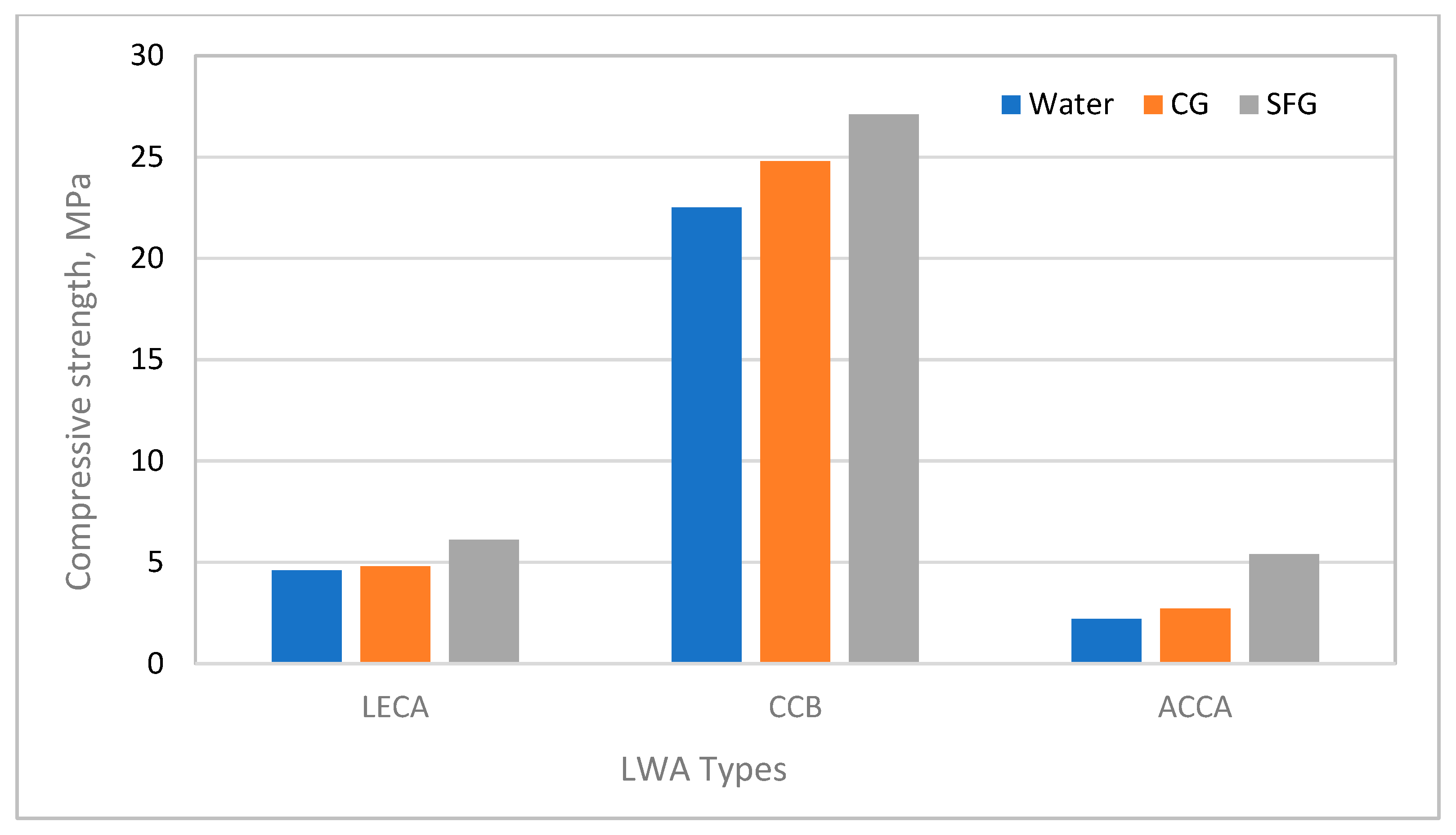
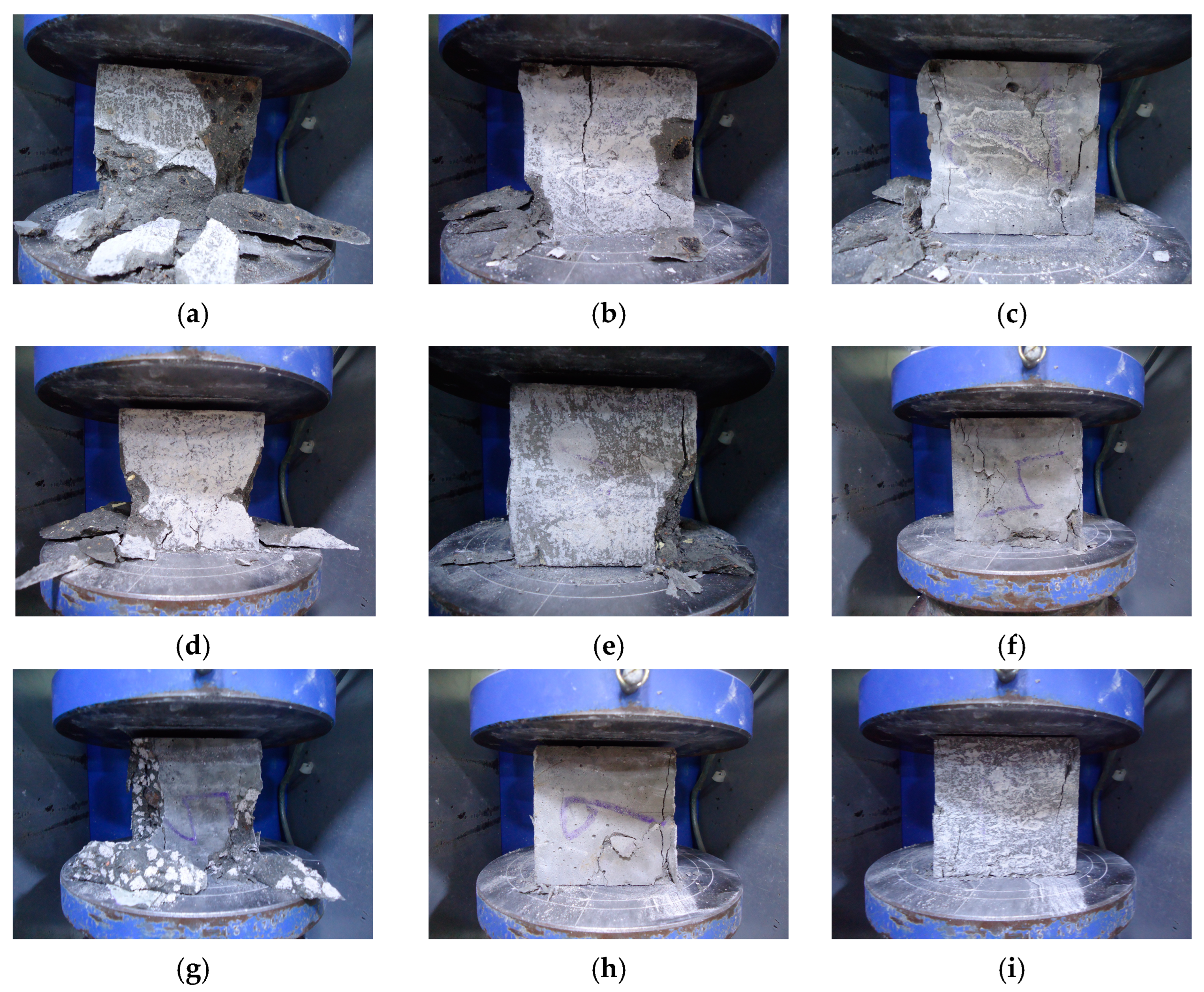
4.2.2. Compressive Strength
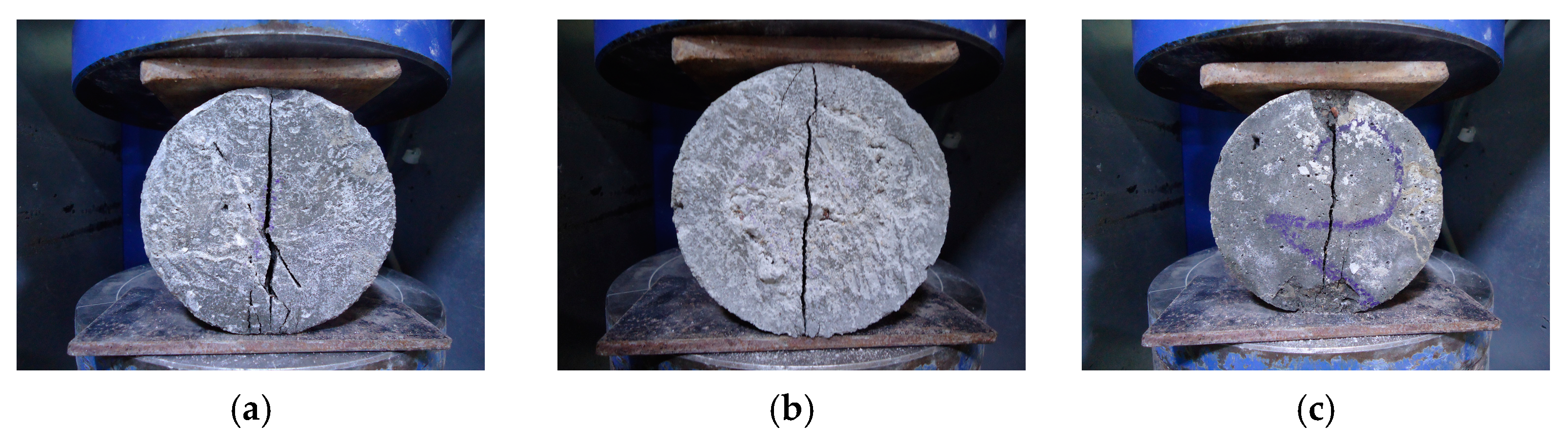
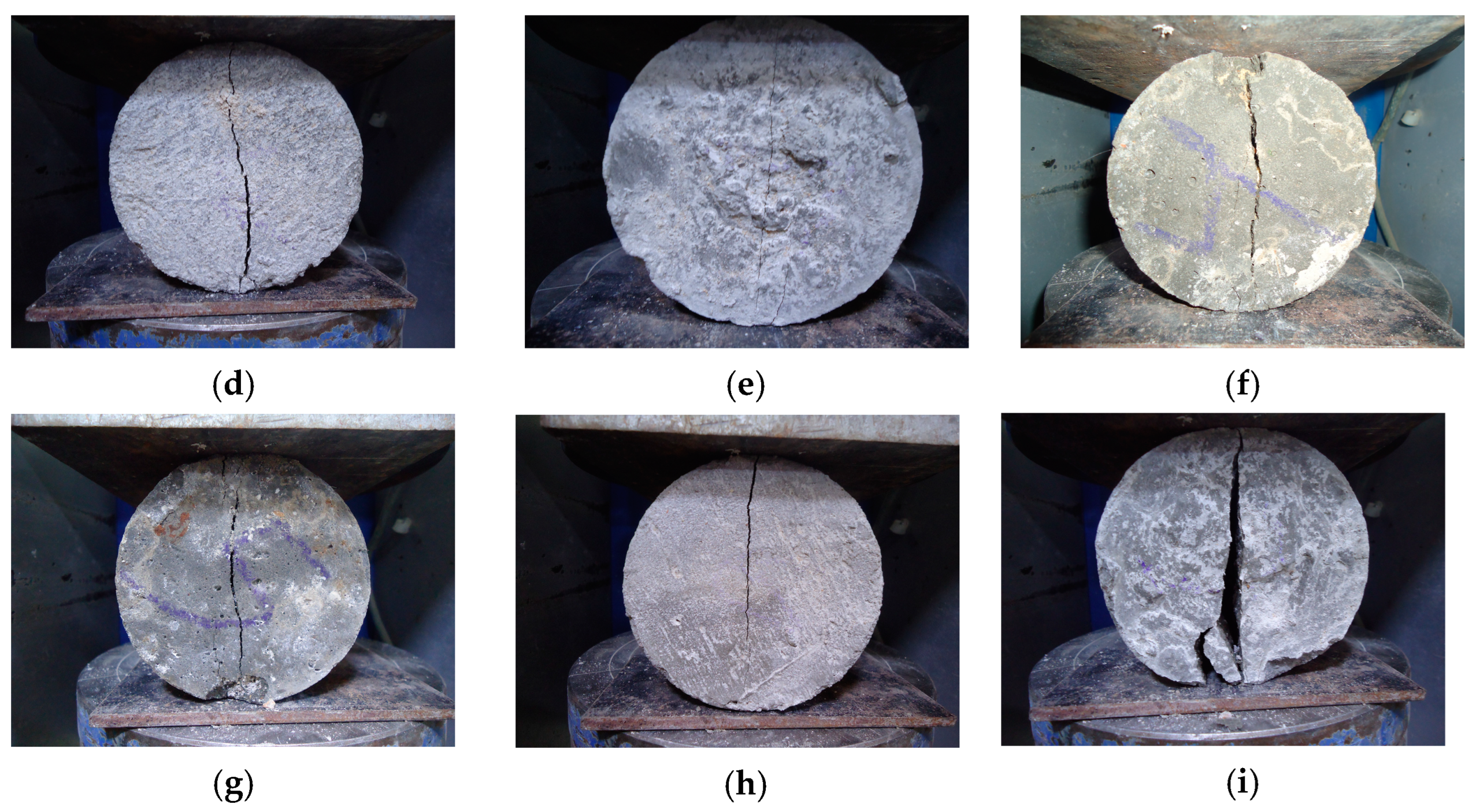
4.2.3. Splitting Tensile Strength
5. Conclusions
- Crushed waste from CCB and CAAC can be utilized in LWC fabrication. Non-structural LWC can be produced with LECAs and CAAC; on the other hand, CCB can be used to produce structural LWC.
- The density of LWC manufactured with saturated surface dry and pre-treated LECAs, CCB, and CAAC complies with the acceptable limit of density according to ACI standards. The higher values of dry density were obtained for LWC produced with LECAs, CCB, and CAAC pre-treated with modified cement grout and SF, namely, 1471 kg/m3, 1680 kg/m3, and 1618 kg/m3, respectively, after 28 days.
- The utilization of CCB and CAAC as LWAs in LWC production decreases its workability, revealed by means of a slump test, due to the angular particles’ edges, large surface pores with a rough texture, and irregular particle shape. The slump values of LWC fabricated with saturated surface dry CAAC and CCB were lower than those of LWC fabricated with the saturated surface dry LECA by about 41.9% and 70.9%, respectively.
- The pre-treatment procedure with cementitious grout for LWA surfaces revealed a marginal improvement in the workability of concrete in the plastic stage due to blocking the surface pores of all types of LWAs and reducing their water absorption capacity.
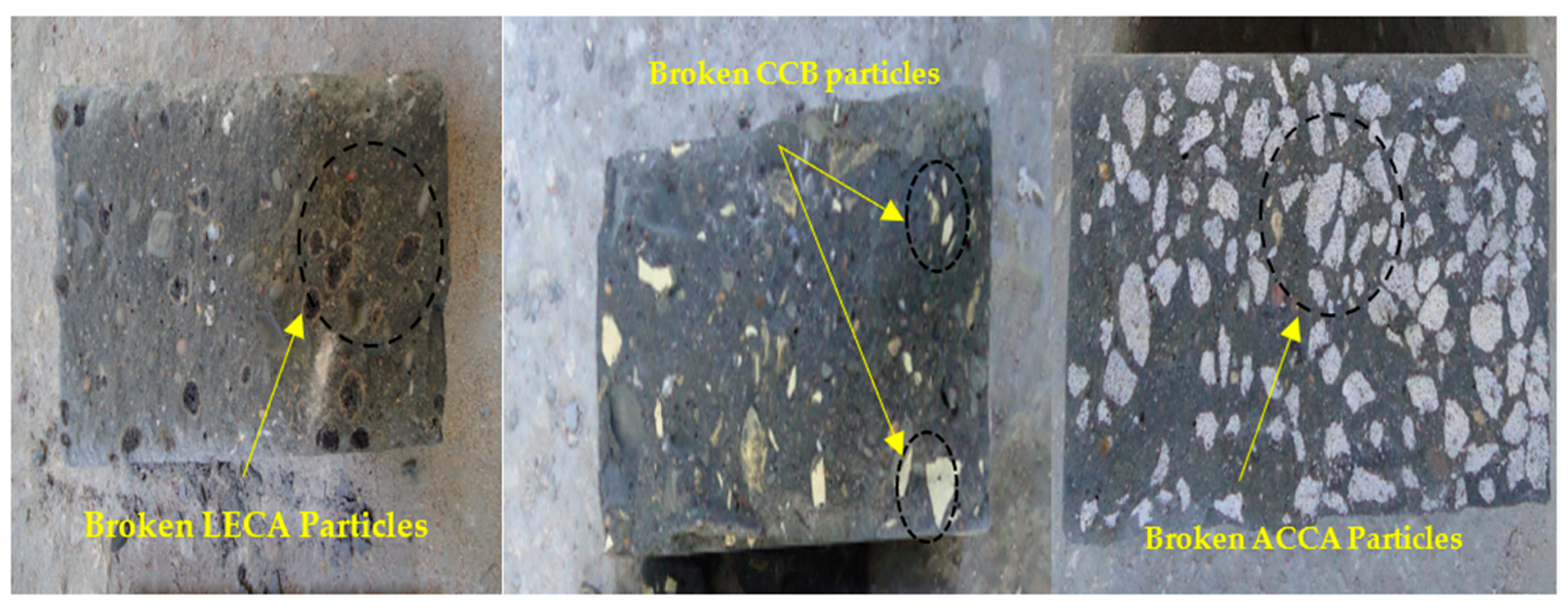
- The LWC fabricated using CCB exhibited higher compressive strength and splitting tensile strength relative to those exhibited by LWC produced with the LECA and CAAC in early and later stages due to the higher crushing value of CCB compared with the LECA and CAAC, which are characterized by weak particles. In light of this, employing CCB as an LWA is an effective sustainable and economical approach to fabricate LWC instead of using a manufactured LECA.
- The studied strength performance of hardened LWC was enhanced by pre-treating the LWA particles with cementitious grout due to the roughing of their surfaces increasing the bonding with the cement matrix and densifying the ITZ. Moreover, the modification of traditional CG with SF and a high-range water-reducing admixture is an effective technique to increase the efficiency of the coating due to the positive impact of SF on cement hydration and the densification of the microstructure of the cement matrix in the ITZ.
- Pre-treating LWAs with CG resulted in increased compressive strength of LWC relative to that containing the saturated surface dry LWA. The compressive strength increased by 4.3%, 10.2%, and 22.7% after 28 days when using the pre-treated LECA, CCB, and ACCA with CG instead of using them in the saturated surface dry state.
- The splitting tensile strength of LWC increased as a result of pre-treating all types of LWAs with CG and SFG at early and later ages; this increment can be attributed to improving the bonding strength between the LWA particles and the cement matrix.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Neville, A.M.; Brooks, J.J. Concrete Technology; Longman Group UK Limited, Pearson: England, UK, 2010. [Google Scholar]
- Thienel, K.-C.; Haller, T.; Beuntner, N. Lightweight concrete—From basics to innovations. Materials 2020, 13, 1120. [Google Scholar] [CrossRef] [PubMed]
- Shetty, M.; Jain, A. Concrete Technology (Theory and Practice), 8th ed.; S. Chand Publishing: Ram Nagar, New Delhi, India, 2019. [Google Scholar]
- ACI Committee 213. Guide for Structural Lightweight-Aggregate Concrete; American Concrete Institute: Farmington Hills, MI, USA, 2014. [Google Scholar]
- Sari, D.; Pasamehmetoglu, A. The effects of gradation and admixture on the pumice lightweight aggregate concrete. Cem. Concr. Res. 2005, 35, 936–942. [Google Scholar] [CrossRef]
- Mehta, P.; Monteiro, P. Monteiro, Microstructure and properties of hardened concrete. In Concrete: Microstructure, Properties and Materials; McGraw-Hill Education: New York, NY, USA, 2006; pp. 41–80. [Google Scholar]
- Kosmatka, S.H.; Panarese, W.C.; Kerkhoff, B. Design and Control of Concrete Mixtures; Portland Cement Association: Skokie, IL, USA, 2002; Volume 5420. [Google Scholar]
- Mehta, K.P. Reducing the environmental impact of concrete. Concr. Int. 2001, 23, 61–66. [Google Scholar]
- Kralj, D. Experimental study of recycling lightweight concrete with aggregates containing expanded glass. Process Saf. Environ. Prot. 2009, 87, 267–273. [Google Scholar] [CrossRef]
- Hunag, L.-J.; Wang, H.-Y.; Wang, S.-Y. A study of the durability of recycled green building materials in lightweight aggregate concrete. Constr. Build. Mater. 2015, 96, 353–359. [Google Scholar] [CrossRef]
- Hassan, A.A.; Ismail, M.K.; Mayo, J. Mechanical properties of self-consolidating concrete containing lightweight recycled aggregate in different mixture compositions. J. Build. Eng. 2015, 4, 113–126. [Google Scholar] [CrossRef]
- Colangelo, F.; Cioffi, R.; Liguori, B.; Iucolano, F. Recycled polyolefins waste as aggregates for lightweight concrete. Compos. Part B Eng. 2016, 106, 234–241. [Google Scholar] [CrossRef]
- Bogas, J.A.; de Brito, J.; Figueiredo, J.M. Mechanical characterization of concrete produced with recycled lightweight expanded clay aggregate concrete. J. Clean. Prod. 2015, 89, 187–195. [Google Scholar] [CrossRef]
- Wongkvanklom, A.; Posi, P.; Khotsopha, B.; Ketmala, C.; Pluemsud, N.; Lertnimoolchai, S.; Chindaprasirt, P. Structural lightweight concrete containing recycled lightweight concrete aggregate. KSCE J. Civ. Eng. 2018, 22, 3077–3084. [Google Scholar] [CrossRef]
- Atyia, M.M.; Mahdy, M.G.; Abd Elrahman, M. Production and properties of lightweight concrete incorporating recycled waste crushed clay bricks. Constr. Build. Mater. 2021, 304, 124655. [Google Scholar] [CrossRef]
- Junaid, M.F.; ur Rehman, Z.; Kuruc, M.; Medveď, I.; Bačinskas, D.; Čurpek, J.; Čekon, M.; Ijaz, N.; Ansari, W.S. Lightweight concrete from a perspective of sustainable reuse of waste byproducts. Constr. Build. Mater. 2022, 319, 126061. [Google Scholar] [CrossRef]
- Kishore, K.; Gupta, N. Application of domestic & industrial waste materials in concrete: A review. Mater. Today Proc. 2020, 26, 2926–2931. [Google Scholar]
- Rasheed, L.S.; Ridha Mahmmod, L.M.; Alaa Abed Alameer, S.; Thamer Abdulrasool, A. Behavior of concrete beams internally cured with clay brick waste. Pollack Period. 2021, 16, 32–37. [Google Scholar] [CrossRef]
- Safiuddin, M.; Alengaram, U.J.; Rahman, M.M.; Salam, M.A.; Jumaat, M.Z. Use of recycled concrete aggregate in concrete: A review. J. Civ. Eng. Manag. 2013, 19, 796–810. [Google Scholar] [CrossRef]
- Nodehi, M.; Mohamad Taghvaee, V. Sustainable concrete for circular economy: A review on use of waste glass. Glass Struct. Eng. 2022, 7, 3–22. [Google Scholar] [CrossRef]
- Zhao, Y.; Gao, J.; Chen, F.; Liu, C.; Chen, X. Utilization of waste clay bricks as coarse and fine aggregates for the preparation of lightweight aggregate concrete. J. Clean. Prod. 2018, 201, 706–715. [Google Scholar] [CrossRef]
- Makul, N.; Fediuk, R.; Amran, M.; Zeyad, A.M.; Murali, G.; Vatin, N.; Klyuev, S.; Ozbakkaloglu, T.; Vasilev, Y. Use of recycled concrete aggregates in production of green cement-based concrete composites: A review. Crystals 2021, 11, 232. [Google Scholar] [CrossRef]
- Li, X.; Qin, D.; Hu, Y.; Ahmad, W.; Ahmad, A.; Aslam, F.; Joyklad, P. A systematic review of waste materials in cement-based composites for construction applications. J. Build. Eng. 2022, 45, 103447. [Google Scholar] [CrossRef]
- Abbas, Z.K.; Abd, S.K. Study of using of recycled brick waste (RBW) to produce environmental friendly concrete: A review. J. Eng. 2021, 27, 1–14. [Google Scholar] [CrossRef]
- Naceri, A.; Hamina, M.C. Use of waste brick as a partial replacement of cement in mortar. Waste Manag. 2009, 29, 2378–2384. [Google Scholar] [CrossRef]
- Pachta, V.; Konopisi, S.; Stefanidou, M. The influence of brick dust and crushed brick on the properties of lime-based mortars exposed at elevated temperatures. Constr. Build. Mater. 2021, 296, 123743. [Google Scholar] [CrossRef]
- Zou, D.; Que, Z.; Su, D.; Liu, T.; Zhou, A.; Li, Y. Sustainable use of recycled autoclaved aerated concrete waste as internal curing materials in ultra-high performance concrete. J. Clean. Prod. 2022, 373, 133910. [Google Scholar] [CrossRef]
- Adem, H.; Athab, E.; Thamer, S.; Jasim, A. The behavior of lightweight aggregate concrete made with different types of crushed bricks. IOP Conf. Ser. Mater. Sci. Eng. 2019, 584, 012040. [Google Scholar] [CrossRef]
- Mailar, G.; Sujay Raghavendra, N.; Hiremath, P.; Sreedhara, B.; Manu, D. Sustainable utilization of discarded foundry sand and crushed brick masonry aggregate in the production of lightweight concrete. Eng. Struct. Technol. 2017, 9, 52–61. [Google Scholar] [CrossRef]
- Noaman, A.T.; Jameel, G.S.; Ahmed, S.K. Producing of workable structural lightweight concrete by partial replacement of aggregate with yellow and/or red crushed clay brick (CCB) aggregate. J. King Saud Univ.-Eng. Sci. 2021, 33, 240–247. [Google Scholar]
- Demir, A.; Karakurt, C.; Topcu, I. Utilization of crushed autoclaved aerated concrete as aggregate in concrete. In Proceedings of the Second International Conference on Sustainable Materials and Technologies, Ancona, Italy, 28 June 2010; pp. 28–30. [Google Scholar]
- Murthi, P.; Sri, N.V.; Baig, M.M.; Sajid, M.A.; Kaveri, S. Development of green concrete using effective utilization of autoclaved aerated concrete brick trash as lightweight aggregate. Mater. Today Proc. 2022, 68, 1599–1608. [Google Scholar] [CrossRef]
- Yang, J.; Du, Q.; Bao, Y. Concrete with recycled concrete aggregate and crushed clay bricks. Constr. Build. Mater. 2011, 25, 1935–1945. [Google Scholar] [CrossRef]
- Aliabdo, A.A.; Abd-Elmoaty, A.-E.M.; Hassan, H.H. Utilization of crushed clay brick in cellular concrete production. Alex. Eng. J. 2014, 53, 119–130. [Google Scholar] [CrossRef]
- Dang, J.; Zhao, J.; Hu, W.; Du, Z.; Gao, D. Properties of mortar with waste clay bricks as fine aggregate. Constr. Build. Mater. 2018, 166, 898–907. [Google Scholar] [CrossRef]
- Zheng, C.; Lou, C.; Du, G.; Li, X.; Liu, Z.; Li, L. Mechanical properties of recycled concrete with demolished waste concrete aggregate and clay brick aggregate. Results Phys. 2018, 9, 1317–1322. [Google Scholar] [CrossRef]
- Ibrahim, N.M.; Salehuddin, S.; Amat, R.C.; Rahim, N.L.; Izhar, T.N.T. Performance of lightweight foamed concrete with waste clay brick as coarse aggregate. Apcbee Procedia 2013, 5, 497–501. [Google Scholar] [CrossRef]
- Yew, M.K.; Yew, M.C.; Beh, J.H.; Saw, L.H.; Lim, S.K. Effects of pre-treated on dura shell and tenera shell for high strength lightweight concrete. J. Build. Eng. 2021, 42, 102493. [Google Scholar] [CrossRef]
- Yang, J.; Shaban, W.M.; Elbaz, K.; Thomas, B.S.; Xie, J.; Li, L. Properties of concrete containing strengthened crushed brick aggregate by pozzolan slurry. Constr. Build. Mater. 2020, 247, 118612. [Google Scholar] [CrossRef]
- IQS No. 5; Portland Cement. Central Organization for Standardization and Quality Control: Baghdad, Iraq, 2019.
- Siddique, R.; Khan, M.I. Supplementary Cementing Materials; Springer Science & Business Media: Berlin/Heidelberg, Germany, 2011. [Google Scholar]
- ASTM C-618; Standard Specification for Coal Fly Ash and Raw or Calcined Natural Pozzolan for Use in Concrete. The American Society for Testing and Materials: West Conshohocken, PA, USA, 2022.
- IQS No. 45; Aggregate from Natural Sources for Concrete and Building Construction. Central Organization for Standardization and Quality Control: Baghdad, Iraq, 1984.
- BSI EN 12390-7:2019; Testing Hardened Concrete, Part 7: Density of Hardened Concrete. The British Standards Institution Limited: London, UK, 2019.
- BSI EN 12390-4:2019; Testing Hardened Concrete, Part 4: Compressive Strength—Specification for Testing Machines. The British Standards Institution Limited: London, UK, 2019.
- ASTM C496/C496M; Standard Test Method for Splitting Tensile Strength of Cylindrical Concrete Specimens. The American Society for Testing and Materials: West Conshohocken, PA, USA, 2017.
- ASTM C-143; Standard Test Method for Slump of Hydraulic-Cement Concrete. The American Society for Testing and Materials: West Conshohocken, PA, USA, 2015.
- Wang, P.; Zhang, X.-G.; Wang, F.; Deng, M.-R.; Qin, W.-B.; Tian, Q. Test study on cube compressive strength of recycled lightweight aggregate concrete. In Proceedings of the 2nd Annual International Conference on Advanced Material Engineering (AME 2016), Wuhan, China, 5–17 April 2016; pp. 630–634. [Google Scholar]










| Ingredients | % | Physical Properties | |
|---|---|---|---|
| CaO | 61.66 | 2-Day Compressive Strength, MPa | 17.3 |
| SiO2 | 21.61 | 28-Day Compressive Strength, MPa | 35.3 |
| Al2O3 | 4.83 | Initial Setting Period, Min | 134 |
| Fe2O3 | 3.32 | Final Setting Period, Hr | 3.26 |
| SO3 | 2.01 | ||
| MgO | 3.12 | ||
| Free CaO | 0.86 | ||
| Loss on Ignition | 2.37 | ||
| Insoluble Residue | 0.92 |
| Ingredients | % | Physical Properties | |
|---|---|---|---|
| SiO2 | >85% | Color and shape | Gray powder |
| Moisture content | <3% | Specific surface area | >15 m2/gm |
| Loss on ignition | <6% | Pozzolanic activity index (age of 7 days) | >105% relative to control |
| Retained on sieve no. 325 | <10% |
| Age | 3 Days | 7 Days | 28 Days | 56 Days | |
|---|---|---|---|---|---|
| Mix. Lab. | |||||
| LW | 1221 | 1241 | 1281 | 1287 | |
| LG | 1318 | 1344 | 1351 | 1358 | |
| LS | 1387 | 1436 | 1471 | 1493 | |
| CW | 1490 | 1512 | 1595 | 1645 | |
| CG | 1601 | 1624 | 1640 | 1705 | |
| CS | 1647 | 1667 | 1680 | 1760 | |
| AW | 1378 | 1381 | 1382 | 1386 | |
| AG | 1402 | 1410 | 1415 | 1418 | |
| AS | 1598 | 1609 | 1618 | 1621 | |
| Age | 3 Days | 7 Days | 28 Days | 56 Days | |
|---|---|---|---|---|---|
| Mix. Lab. | |||||
| LW | 2.6 | 3.4 | 4.6 | 4.8 | |
| LG | 3.8 | 4.1 | 4.8 | 5.3 | |
| LS | 5.1 | 5.6 | 6.1 | 6.8 | |
| CW | 13.6 | 17.6 | 22.5 | 26.3 | |
| CG | 16.2 | 21.5 | 24.8 | 29.6 | |
| CS | 19.8 | 23.2 | 27.1 | 30.2 | |
| AW | 1.8 | 2.1 | 2.2 | 2.5 | |
| AG | 2.1 | 2.5 | 2.7 | 3.3 | |
| AS | 4.6 | 5.0 | 5.4 | 7.1 | |
| Age | 3 Days | 7 Days | 28 Days | |
|---|---|---|---|---|
| Mix. Lab. | ||||
| LW | 0.57 | 0.84 | 1.11 | |
| LG | 0.72 | 0.96 | 1.24 | |
| LS | 0.91 | 1.35 | 1.73 | |
| CW | 0.96 | 1.18 | 1.24 | |
| CG | 1.21 | 1.63 | 1.85 | |
| CS | 1.42 | 1.65 | 2.08 | |
| AW | 0.29 | 0.34 | 0.50 | |
| AG | 0.31 | 0.36 | 0.54 | |
| AS | 0.43 | 0.54 | 0.74 | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mahmmod, L.M.R.; Dulaimi, A.; Bernardo, L.F.A.; Andrade, J.M.d.A. Characteristics of Lightweight Concrete Fabricated with Different Types of Strengthened Lightweight Aggregates. J. Compos. Sci. 2024, 8, 144. https://doi.org/10.3390/jcs8040144
Mahmmod LMR, Dulaimi A, Bernardo LFA, Andrade JMdA. Characteristics of Lightweight Concrete Fabricated with Different Types of Strengthened Lightweight Aggregates. Journal of Composites Science. 2024; 8(4):144. https://doi.org/10.3390/jcs8040144
Chicago/Turabian StyleMahmmod, Laith Mohammed Ridha, Anmar Dulaimi, Luís Filipe Almeida Bernardo, and Jorge Miguel de Almeida Andrade. 2024. "Characteristics of Lightweight Concrete Fabricated with Different Types of Strengthened Lightweight Aggregates" Journal of Composites Science 8, no. 4: 144. https://doi.org/10.3390/jcs8040144
APA StyleMahmmod, L. M. R., Dulaimi, A., Bernardo, L. F. A., & Andrade, J. M. d. A. (2024). Characteristics of Lightweight Concrete Fabricated with Different Types of Strengthened Lightweight Aggregates. Journal of Composites Science, 8(4), 144. https://doi.org/10.3390/jcs8040144