1. Introduction
Ceramic refractory materials are exposed to very high thermal gradients and rapid temperature changes that cause thermal stresses. Usually, in order to withstand such stresses, refractory products are produced using coarse-grained ceramics. The critical gradient for fine-grained (grain sizes less than 100 µm) alumina is approx. 200 K, which is insufficient for refractory application. However, the drawback of coarse-grained material is its open porosity and thus the possibility of infiltration of steel in between the grains, which meaningfully lowers the lifespan of the refractory material [
1]. Especially for continuous steel-casting applications, carbon-bonded refractories are applied as nozzles in order to withstand the extreme thermal shock attack [
2]. Thereby, carbon-containing refractories interact with the steel melt at elevated temperatures and clogging phenomena via carbothermal reactions lead to critical changes in the flowing properties through the nozzles, which can cause the interruption of the casting process [
3,
4]. Furthermore, in order to protect the carbon against oxidation, glazes are applied, which have a negative impact on the steel’s properties and can cause inclusions in the steel product [
5,
6,
7].
The ability of the bodies to withstand the thermal stresses can be described by the so-called thermal stress resistance parameters (TSR parameters): R, R′, R″, R‴′, and R
st. These parameters take into consideration the material properties and conditions of heat transfer [
8,
9]. The thermal stress damage resistance parameter R‴′ represents the resistance to crack propagation of already-existing small defects. High values of R‴′ reflect a relatively good resistance of the refractory material against crack propagation under thermal-shock loading, and hence, better thermal stress resistance [
10,
11].
R‴′ is proportional to the modulus of elasticity E [MPa] and specific fracture energy G
f [J/m] and inversely proportional to the squared fracture strength σ
2 [MPa
2]. According to Skiera et. al. [
10], who compared the R‴′ parameter for alumina-based refractory (A) to the respective parameter of alumina-based refractory with titania and zirconia additives (AZT), the latter showed almost ten times higher values of R‴′—8.39 ± 2 mm against 0.85 ± 0.05 mm—despite the higher specific fracture energy of the first.
Habib et. al. showed [
12] that a combination of fine-grained alumina refractory powders with a flame-spraying technique that incorporates layer-by-layer microstructure design achieves a higher thermal-shock performance. Moreover, such a flame-sprayed layer-by-layer structure introduces micro-crack network patterns, which lead to dissipation of the major crack propagation energy [
6,
13].
Therefore, it is possible to produce fine-grained ceramic refractories without any carbon doping by means of a layer-by-layer structure of the produced part. Such a structure could be introduced with an additive manufacturing technique. Furthermore, the application of additive manufacturing techniques enables the introduction of any pre-designed inner geometry, preserving a considerably high final density of the product, which increases the specific fracture energy and thus improves the thermal-shock resistance of the produced part.
Additive manufacturing (AM) is a promising, continuously developing technology that enables the cost-efficient fabrication of tailor-made products with sophisticated shapes. The main routes of AM production in the field of ceramics are powder-based techniques and suspension-based techniques. The first is based on the powder bed and therefore lacks compaction, which leads to a lower density of the green body and thus is not suitable to produce components with dense microstructure and relatively low surface roughness [
14]. The most common suspension-based techniques are lithography-based ceramic manufacturing (LCM) [
15], fused filament fabrication (FFF), and thermoplastic 3D printing (T3DP) [
16].
FFF and T3DP utilize a thermoplastic binder, in contrast to the photo-curing polymers used in LCM. This not only enables the use of powders with any optical properties without any adjustments to the binder system, but also decreases the investment costs in the equipment because FFF and T3DP printers are well-developed for plastic and metal applications and a variety of devices is available. This paper focuses on the FFF technique, where material in the form of a plastic filament is printed by melting through a nozzle, forming the three-dimensional product body layer-by-layer [
17,
18]. Such a technique, among the other AM advantages, facilitates the implementation of more than one material to be sintered simultaneously, enabling the development of multi-material designs [
19].
The application of FFF techniques allows to manufacture thin-walled, fine-grained refractories with a pre-defined hollow inner structure and a dense, fine-grained, layered outer structure at the same time [
20]. The dense, fine-grained, layer-by-layer outer structure not only contributes to a high corrosion and infiltration resistance, which are indispensable for industrial metallurgical applications, but also, due to the thin-walled layer-by-layer structure with fine pores and the functional geometry of the ceramic component (macro-cavities in between the inner and outer layers), leads to a sufficient decrease in the crack-propagation energy, as has been explored in thermal-spraying-generated structures [
6,
21]. Moreover, the thermal debinding process introduces additional micro-cracks and voids into the body of FFF-manufactured products, which are also known to be advantageous to the thermal-shock performance of ceramic refractory materials [
22,
23]. These voids, formed during the evaporation of the thermoplastic phase of the printed material, inhibit the crack propagation during thermal shock further. As a function of the binder amount and the grain size distribution of the ceramic material these pores can be tailored and with the aid of FFF positioned in high-thermal-stress areas of the ceramic component.
The application of the “Fusion Factory” FFF 3D printer (developed at XERION BERLIN LABORATORIES, Berlin) for the manufacture of complex functional refractory products requires the utilization of printable filaments. The filaments comprise two components: solid material and a suitable binder. The solid material is a material desired to be sintered as a final product, whereas the binder is a polymer-based mixture ensuring the flexibility of the filament and facilitating the printing [
24,
25]. Such a binder possesses thermoplastic characteristics with a melting temperature of 90–200 °C depending on the type of polymer used.
Due to the variability in form and shape of the produced parts, combined with the relative simplicity and low price, the FFF method has been investigated by many research groups over recent years. The main focus of such research was filament preparation, printability [
26,
27,
28,
29,
30], and, more seldom, the evaluation of the mechanical properties [
31] or inner structure of printed parts [
32].
This work is focused on the preparation of the full production chain of the filament material and the evaluation of suitable thermal treatments and printing parameters. Elaborated filaments were characterized and used to produce refractory parts (using steel-casting nozzles as an example) whose mechanical and thermo-mechanical properties were evaluated. The inner geometry was designed and implemented in order to increase the thermal-shock resistance of the parts. As a proof of the industrial applicability of parts produced with the FFF method, the printed nozzles underwent testing in a steel-casting simulator.
2. Materials and Methods
As a solid material for filaments, AR78 Almatis® magnesia-rich alumina spinel (Almatis, Ludwigshafen, Germany) was selected. The spinel powder particle size should not exceed 20 µm, since larger particles might clog the extruding nozzle during filament manufacturing.
In order to obtain a sufficient amount of solid material in the filament and preserve its substantial flexibility, the filaments were produced with 52 vol% of solid material, the rest being the binder–plasticizer mixture. This mixture was based on polyethylene Rowalit H150 with the addition of Rowalit H70 (Rowak, Klettgau-Griessen, Germany) to achieve a melt flow index (which is described in ISO 1133-1:2011) of the polyethylene at 190 °C of 100.
Numerous different binder additives were used to optimize the filament behaviour under increasing temperatures. Here, inter alia, stearic acid (≥98%, Carl Roth, Karlsruhe, Germany), cellulose powder (Sigma-Aldrich, Taufkirchen, Germany), methylcellulose (Sigma-Aldrich, Taufkirchen, Germany), and lignin sulfonate (C12C, Otto Dille, Norderstedt, Germany) were applied. Stearic acid was used as a lubricant facilitating the filament-extrusion process. The cellulose, methylcellulose, and lignin sulfonate were applied to ensure the printability of the filament, sufficient strength during the printing process, and its high form stability at elevated temperatures. The most favourable binder system was composed of a polyethylene base with additions of stearic acid, lignin sulfonate, and cellulose, with their exact content depending from the applied solid material. Filaments containing 52 vol% AR78, 35.52 vol% polyethylene, 4.8 vol% stearic acid, 4.8 vol% cellulose, and 2.88 vol% lignin sulfonate were labelled 3D-AR78.
Prior to the filament extrusion, the solid material/binder mixture was prepared using the Eirich
® laboratory mixer EL-1 (Maschinenfabrik Gustav Eirich, Hardheim, Germany). The solid material was mixed with the binder for 180 s at 2500 rpm, after which it was extruded using a Brabender
® twin-screw extruder (Brabender GmbH & Co., Duisburg, Germany) at 128 °C and a torque of 90 Nm. The filament extrusion consisted of four consecutive extrusion steps ensuring excellent filament homogeneity and consistent filament properties. After each extrusion the filament was fragmented with scissors into small pieces of 10 mm and used as a feedstock material for subsequent extrusion. During the final extrusion, the filament was wound onto a spool with a semi-automatized winding rig developed for this purpose and attached to the extruder as shown in
Figure 1.
The diameter of the extruded filaments was set to be 2.85 mm ± 0.1 mm (
Figure 2a), since such a diameter is commonly used for 3D printers. All manufactured filaments were tested for geometrical stability. During this test, filament samples of length 60 mm were placed on inert alumina bricks with gaps between them of 25 mm (
Figure 2b) and heated to temperatures of up to 400 °C in air for 2 h, matching the temperature range of the debinding process. Afterwards, the deflection as well as changes in diameter were determined and mutually compared in order to find the most stable filament composition at elevated temperatures.
Due to the relatively high content of solid material (52 vol%), the extruded filaments were insufficiently flexible for the 3D-printing process at room temperature. However, due to the thermoplastic behaviour of the polyethylene, the flexibility of the filaments increases with the temperature of the environment. The radii of curvature of the prepared ceramic filament at different temperatures can be seen in
Figure 3. As illustrated in
Table 1, the highest flexibility occurred at 60 °C; therefore, this temperature was set as the temperature of the printing chamber.
All printing parameters of the XERION
® Fusion Factory 3D printer (
Figure 4a) used for the production of the samples are listed in
Table 2.
The printed casting nozzles (
Figure 5) had an initial diameter of approx. 30 mm and a height of approx. 33 mm. The printing was carried out with 25% infill with a 45° pattern introducing the controlled hollow body of the structure. The inner and outer walls of the casting nozzles were 2 mm thick. The temperature of the bed was set to 50 °C in order that the printed body attaches to the bed surface during the printing process. The temperature of the printing chamber was set to 60 °C and the temperature of the printing nozzle of a printing head to 180 °C.
After printing, numerous debinding and sintering treatment regimes were designed and tested in order to achieve sufficient stability of the debound nozzle, so that the debound sample would be transportable to the sintering oven.
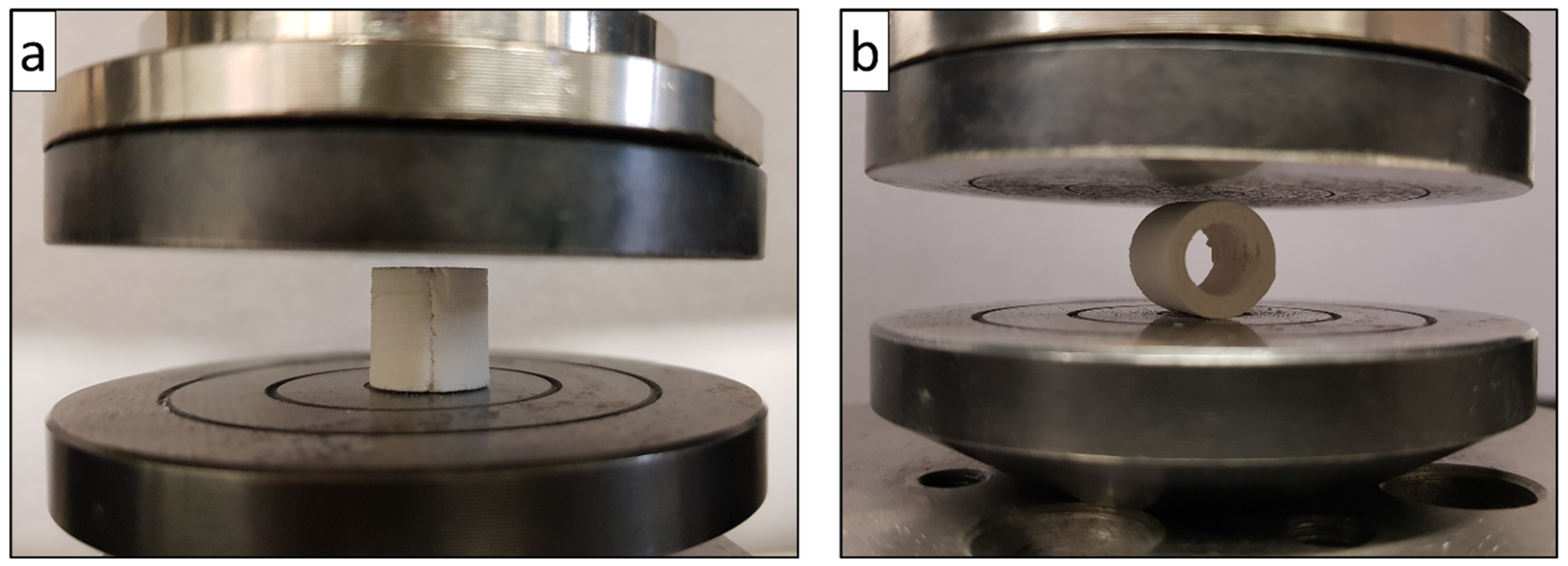
Due to the complex geometry of steel-casting nozzles, a series of additional samples was printed and utilized for mechanical characterization, i.e., cold compressive strength testing, splitting tensile strength testing, and mercury porosimetry measurements. For the compressive strength and splitting tensile strength tests, layered hollow cylinders in a simplified form were printed with the same 3D-AR78-based filament material and printing parameters as for the steel-casting nozzles. The outer diameter of the cylinders was 15 mm, height 15 mm, and wall thickness 2.5 mm (
Figure 6). Such a layer-by-layer structure complies with the structure of the steel-casting nozzles. For the mercury porosimetry test, a set of bulk cylinders (without macro-cavities) with a diameter and height of 5 mm were printed. All printed cylinders were debound and sintered with thermal treatment regimes designed for nozzles.
Compressive strength testing was performed vertically in order to test strength in direction of printing with a TIRAtest 2850 machine (TIRA GmbH, Schalkau, Germany) with a loading cell of 20 kN and a loading rate 2 mm∙min
−1, according to DIN EN 993-5 (
Figure 7a). Splitting tensile strength testing was performed horizontally in order to simulate the fracture load in the direction perpendicular to printing with the fracture load in the direction of printing. This test was performed with ta TIRAtest 2420 machine (TIRA GmbH, Schalkau, Germany) with a loading cell of 1 kN and a loading rate of 2 mm∙min
−1, according to DIN EN 12390-6 (
Figure 7b).
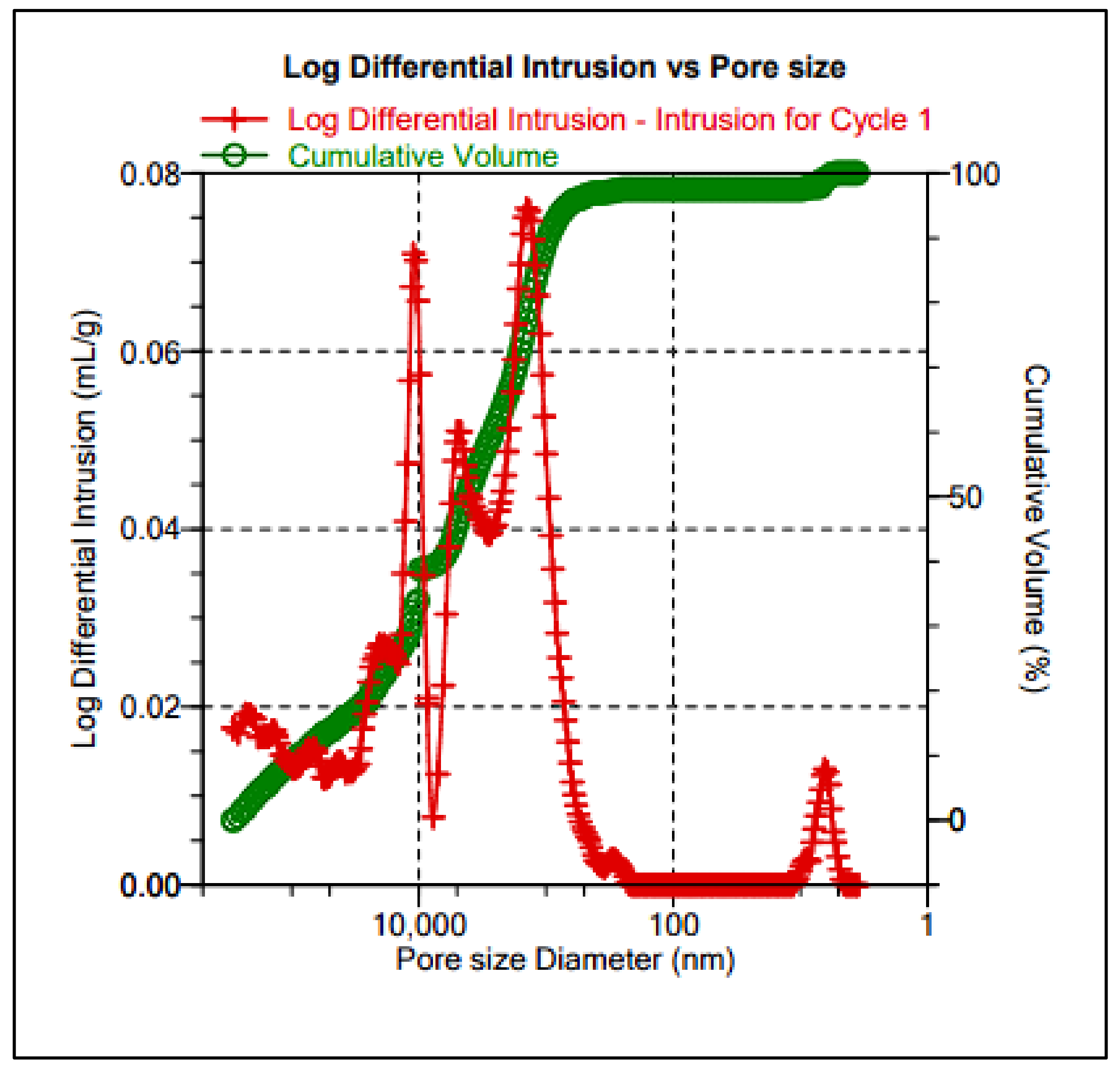
Mercury porosimetry tests were carried out to evaluate the open porosity and particularly the pore size distribution of the printed samples. The measurements were conducted in a pressure range of up to 420 MPa with an AutoPore V 9600 (Micromeritics Instrument Corp., Norcross, GA, USA) in accordance with DIN ISO 15901-1.
In order to estimate the industrial applicability of the 3D-printed components, the sintered nozzles based on the AR78 spinel were subjected to thermal-shock testing. The sintered nozzles were slowly heated up to 850 °C with a heating rate of 5 K/min, held for 30 min at 850 °C, and subsequently underwent a sudden thermal shock with pressurized air (1.2 bar). The compressive strength of the nozzles before and after quenching was measured according to DIN EN 51104 with a compression speed of 2 mm/min and a maximum force of 5 kN in the universal TIRAtest 2850 (TIRA GmbH, Schalkau, Germany). In order to compensate for surface irregularities of the sintered 3D-printed nozzles, a foam rubber pad with a thickness of 4 mm was placed underneath the nozzle.
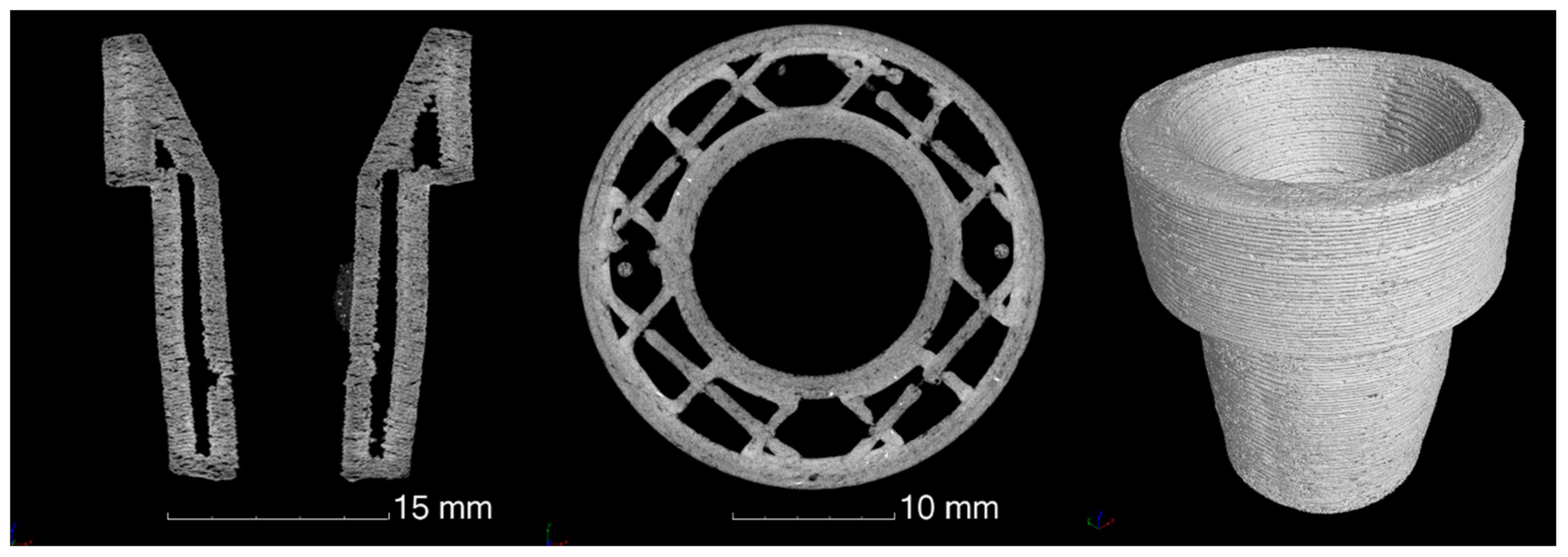
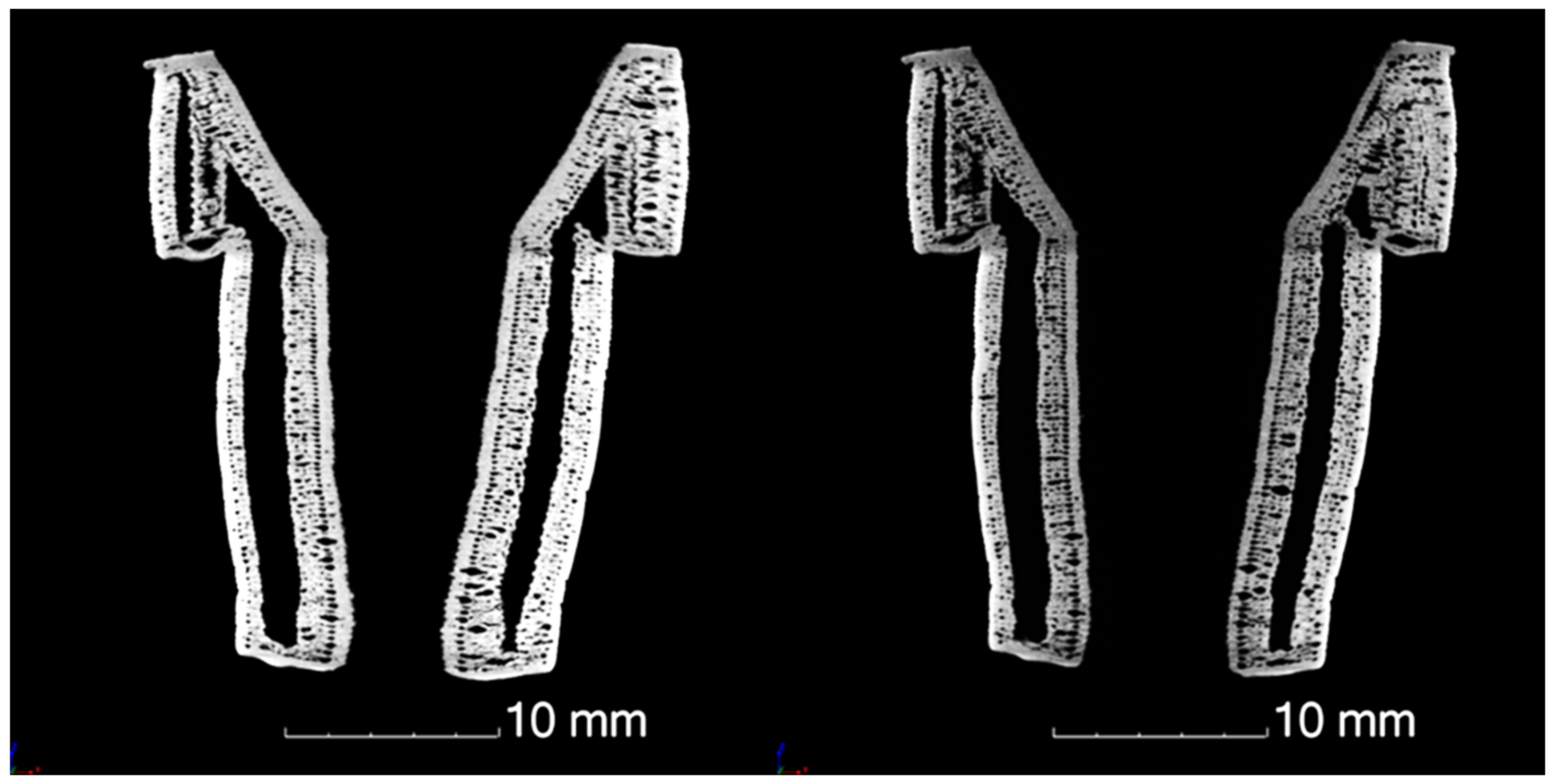
To visualize the inner 3D structure and potential faults, computed tomography using CT-ALPHA (ProCon X-ray GmbH, Garbsen, Germany) was used on sintered and thermal-shocked specimens (with a voltage set to 150 kV and a current of 60 µA).
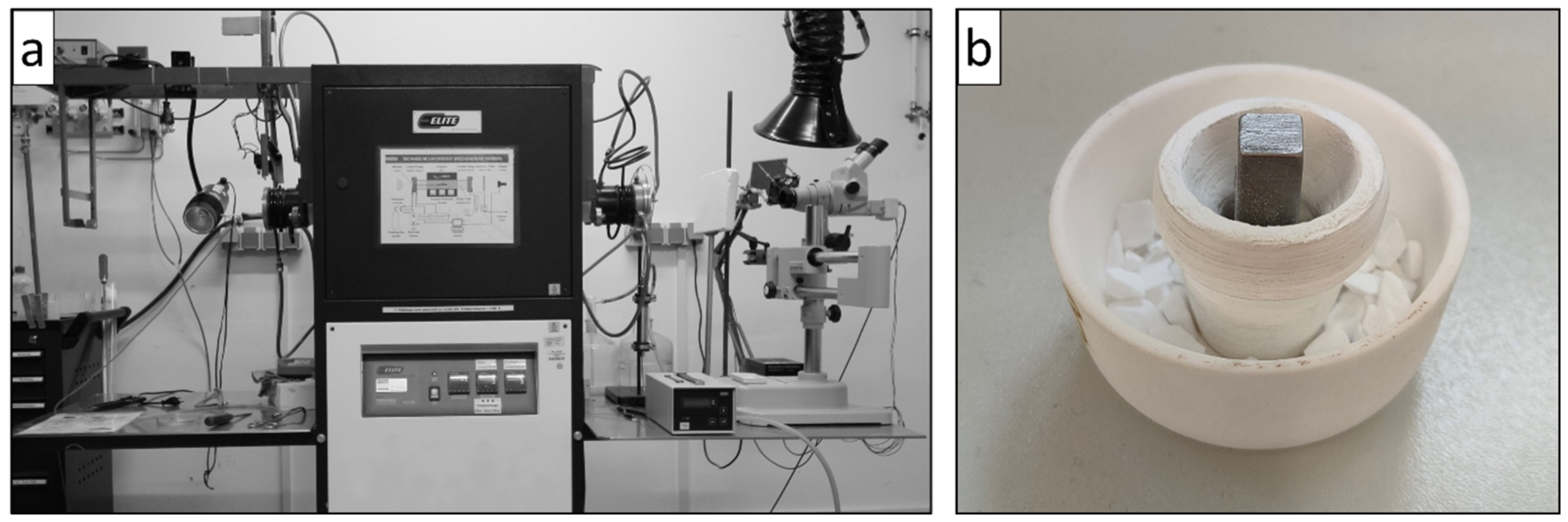
The sintered steel-casting nozzles were intended for the static corrosion test in contact with a steel-melt alloy. This test was performed in a hot-stage microscope (STM, Raczek, Garbsen, Germany) (
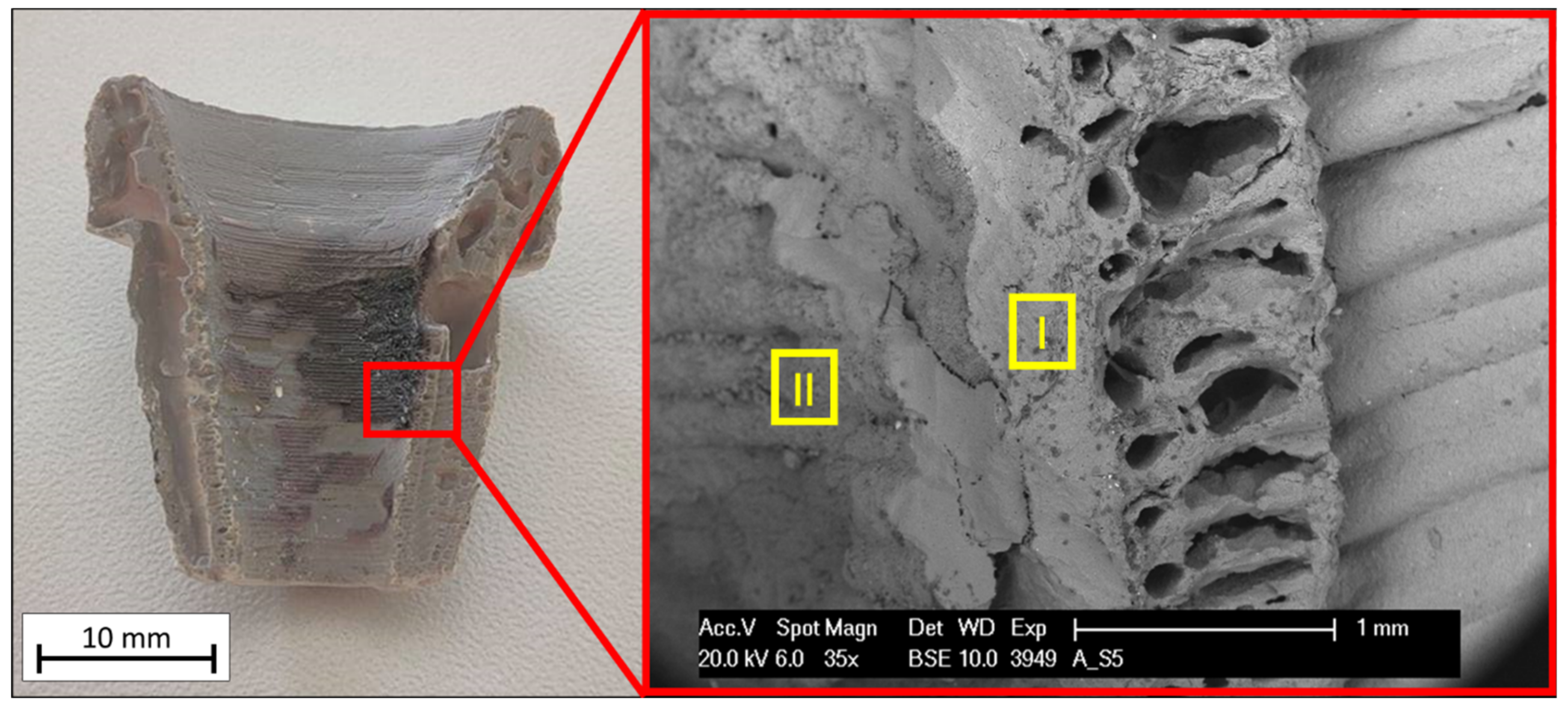
Figure 8). The specimen was fixed inside a corundum crucible with a prism of 316L stainless steel inside the nozzle. The steel in the nozzle was molten under a continuous argon purging atmosphere (O2 content < 5ppm) at 1600 °C with a heating rate of 10 K/min. The holding time at this temperature was 2 h. After the experiment, the internal surface of the nozzle, which stayed in contact with the steel, was analyzed with a Philips XC-30 scanning electron microscope (Keyence, Itasca, IL, USA).
Finally, the steel-melt flow test was performed under semi-industrial conditions with a steel-casting simulator (Systec Gruppe, Systec Vacuum Systems, Kalstadt/Main, Germany) [
33]. For this purpose, the refractory nozzle was fixed in the chamber using the ceramic glue Keratin K (Rath, Meissen, Germany) in a special refractory tundish component with only one nozzle path (
Figure 9). After the preheating to 800 °C of the whole system, approx. 100 kg of molten steel 42CrMo4 at 1600 °C was poured through the nozzle by inclining the crucible as shown in
Figure 9a.
After steel-melt casting, the removed nozzle underwent computed tomography analysis in order to investigate crack propagation and possible infiltration of steel. The reconstructed voxel size of this nozzle was 27.5 µm. Micro-cracks larger than 30 µm before and after the steel-casting tests can be evaluated.



 ,
, 
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}