
Digital Image Correlation Characterization of Deformation Behavior and Cracking of Porous Segmented Alumina under Uniaxial Compression

 , , and
, , and 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Sample Preparation and Examination
2.2. DIC Procedure
- The first image was divided into a number of template areas of m × m size, and the second image was divided into search areas of the R × R (R > m) size (Figure 1a).
- The reference area was then been scanned within the corresponding search area, and the value of the difference functional was calculated for each current position. In this case, scanning was performed line-by-line at a single pixel step.
- The desired vector was found from the coordinates of the global extremum of the functional shown in Figure 1b. A sub-pixel accuracy of the DIC results was achieved using a bicubic interpolation scheme for this functional.
2.3. Cardinal Plastic Shear
3. Results
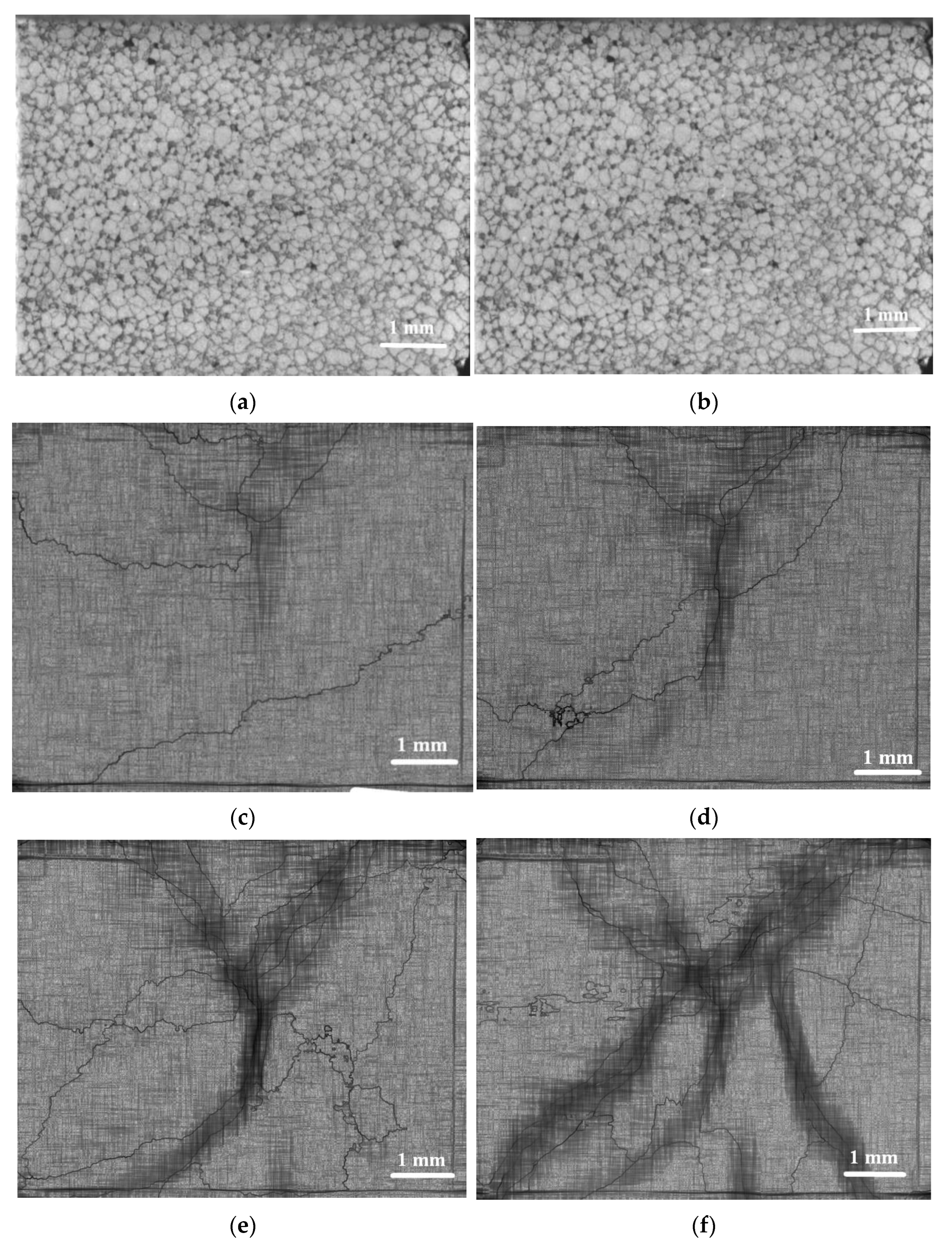
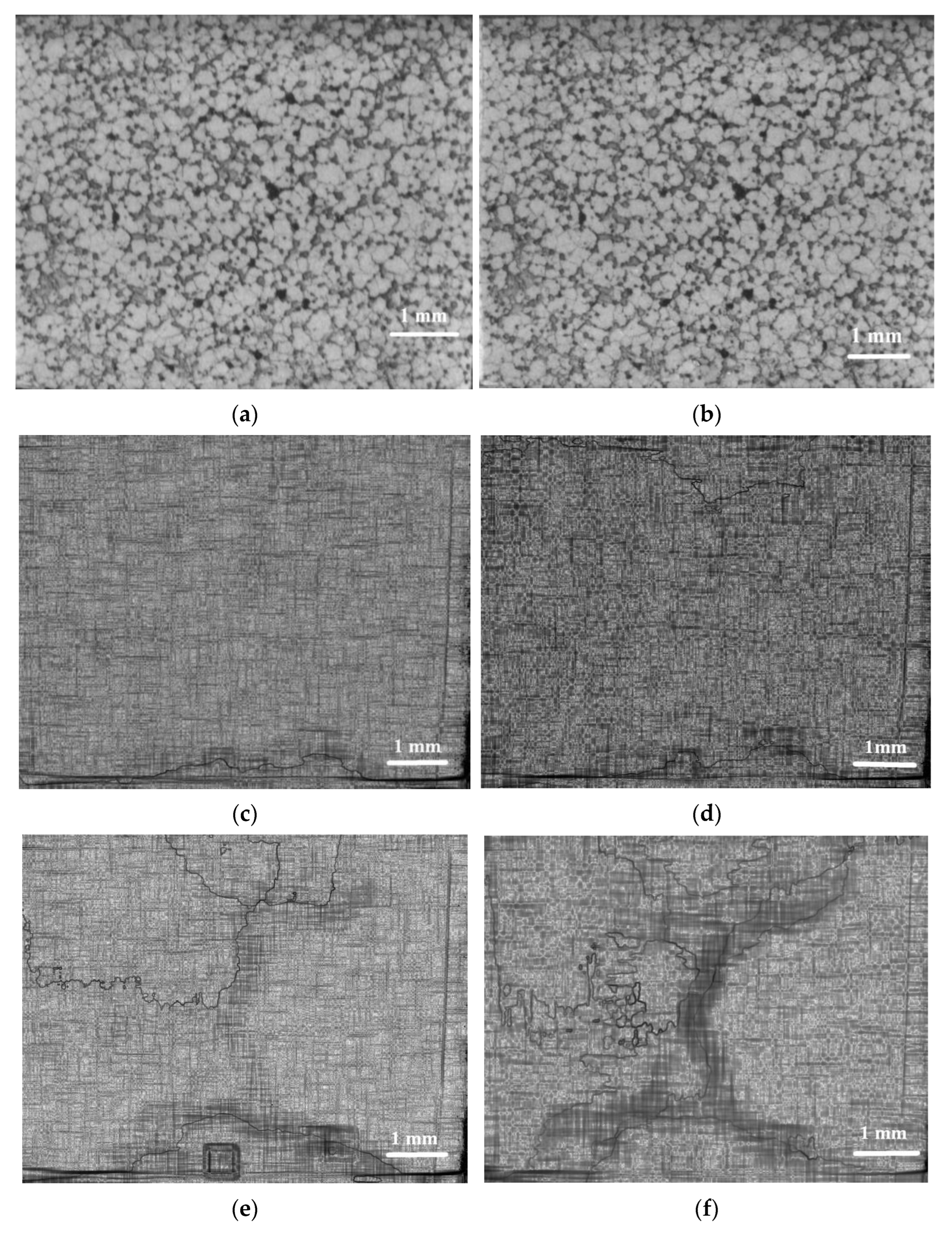
3.1. Structure of Sintered Samples
3.2. Compression Test Results
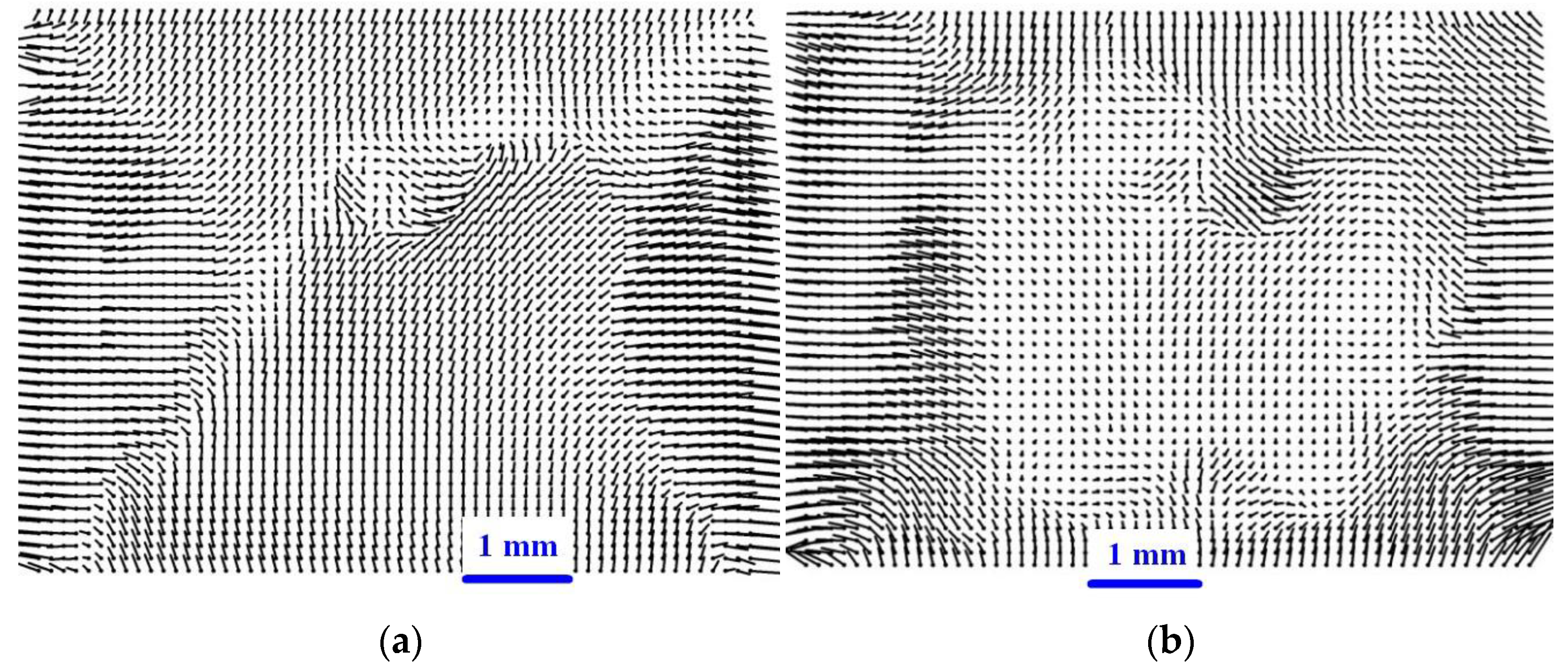
3.3. Deformation Maps
3.3.1. Stage I—Sample #1 , Sample #4
3.3.2. Stage II—Sample #1, Sample #4
3.3.3. Stage III—Sample #1, Sample #4
3.3.4. Stage IV—Sample #1, Sample #4
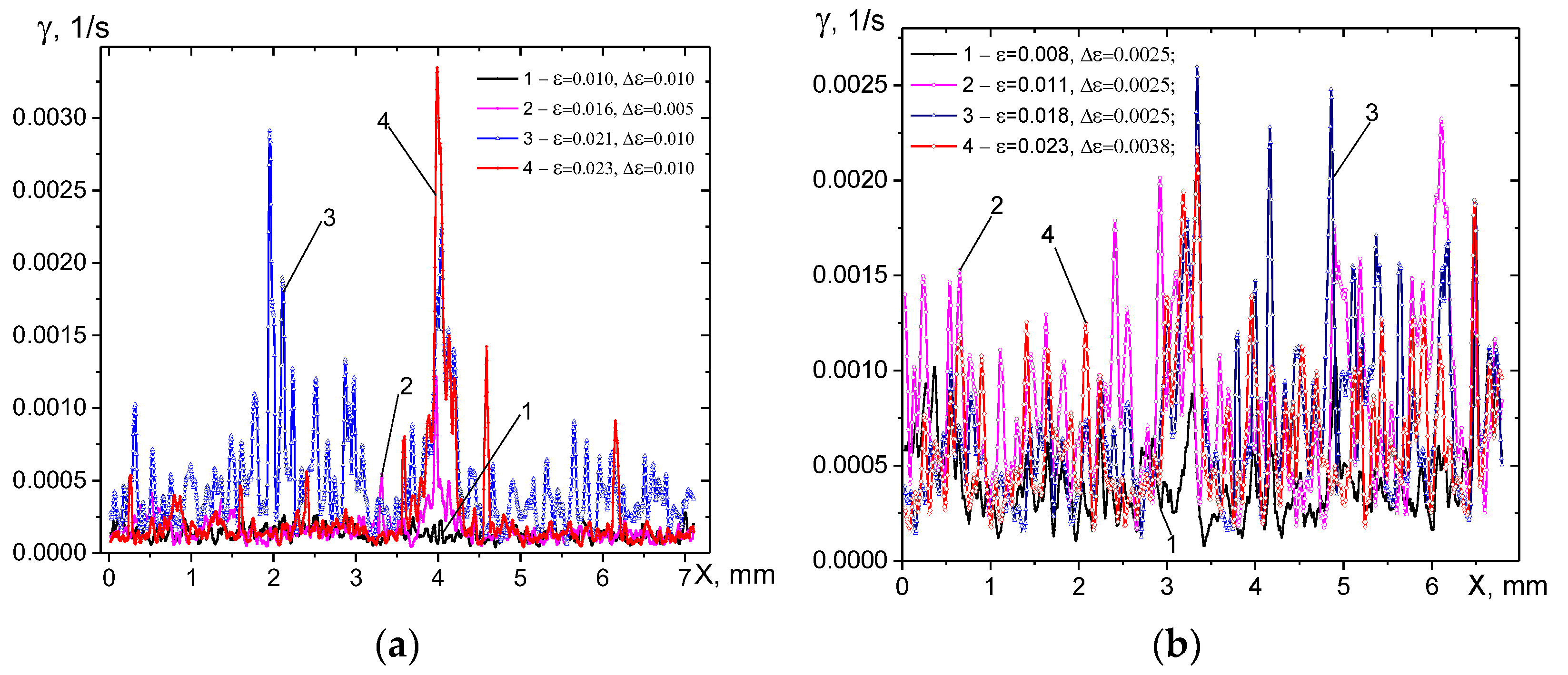
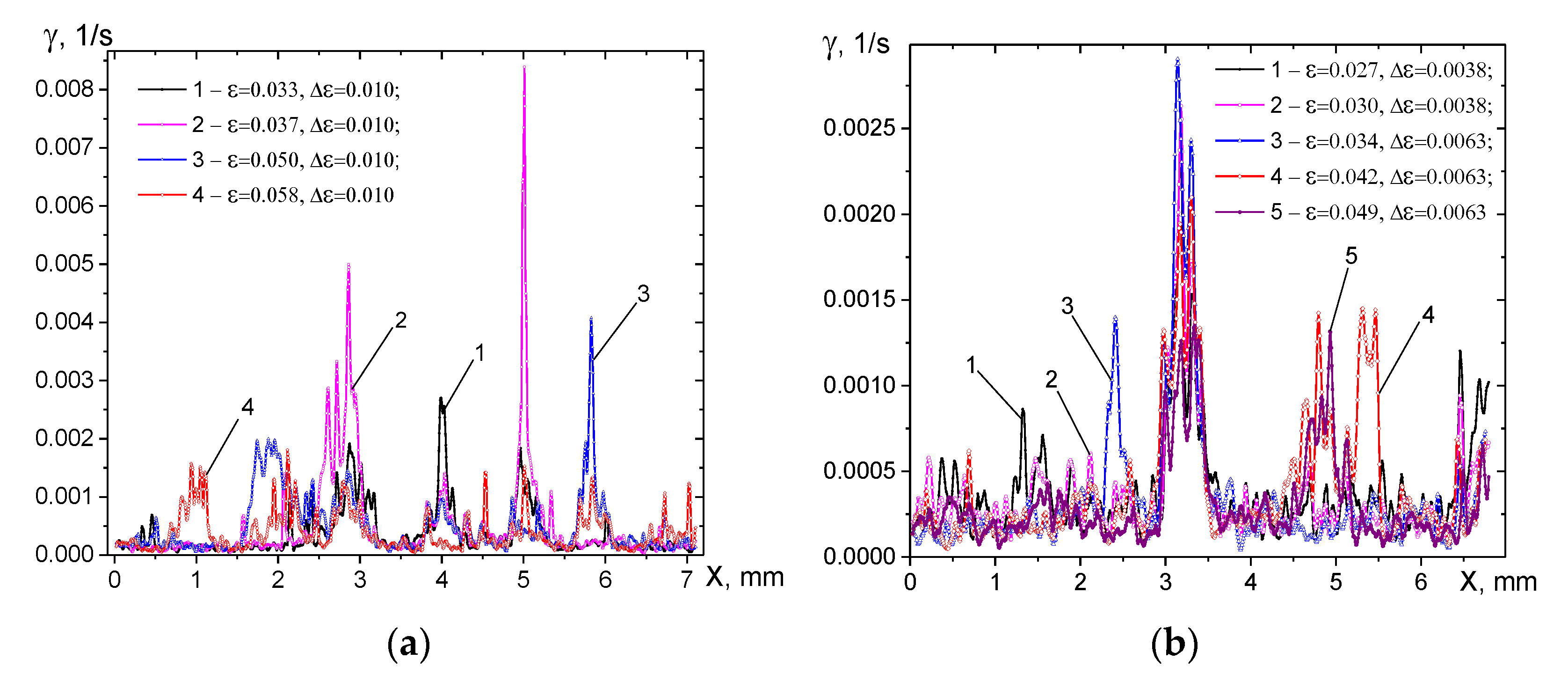
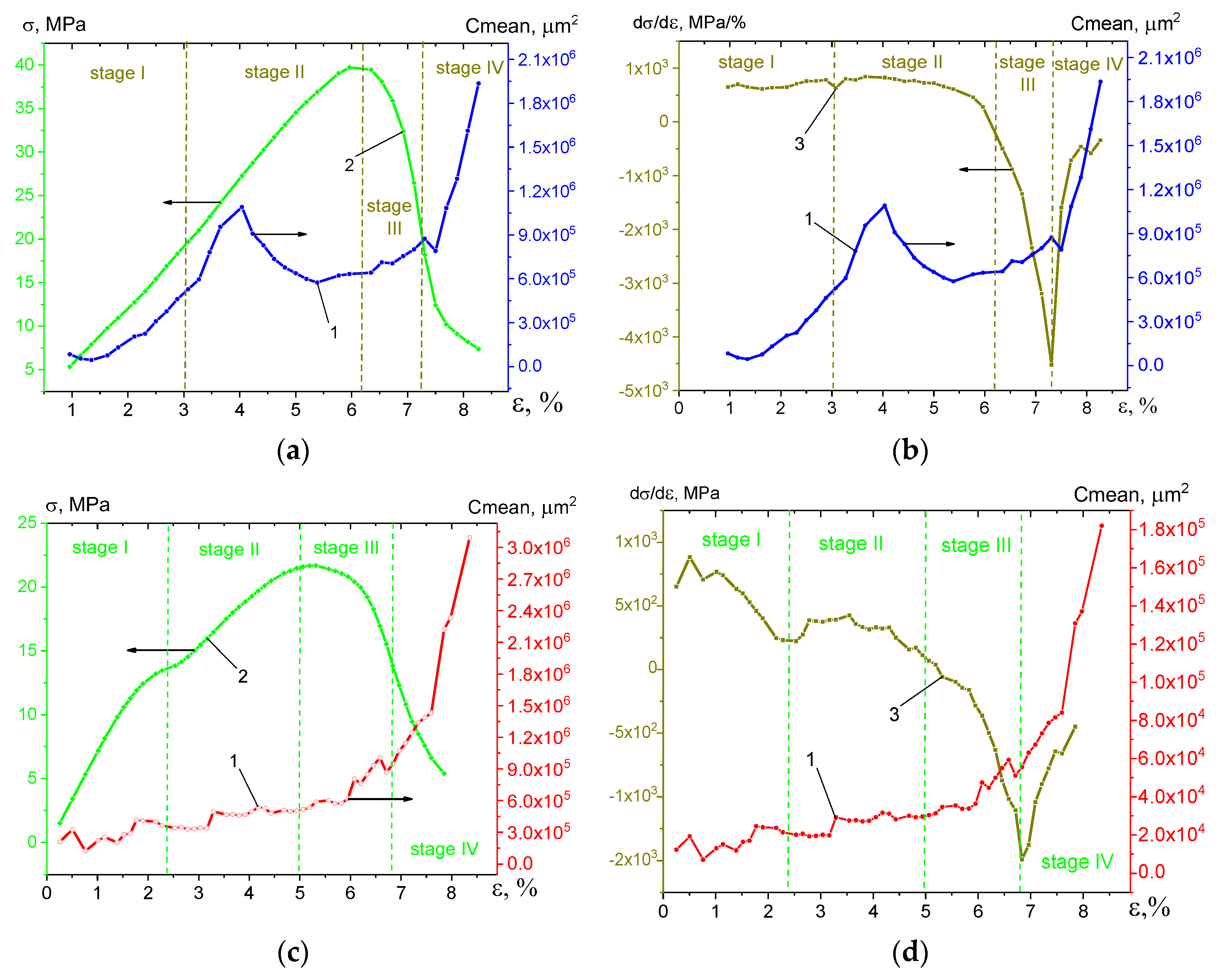
3.4. Mean Cardinal Plastic Shear Evolution with Strain
3.5. Estimation of Microfracture-Retardation Mechanism by Rate-of-Strain Tensor (ROST) Components
3.6. SEM Post-Mortem Analysis
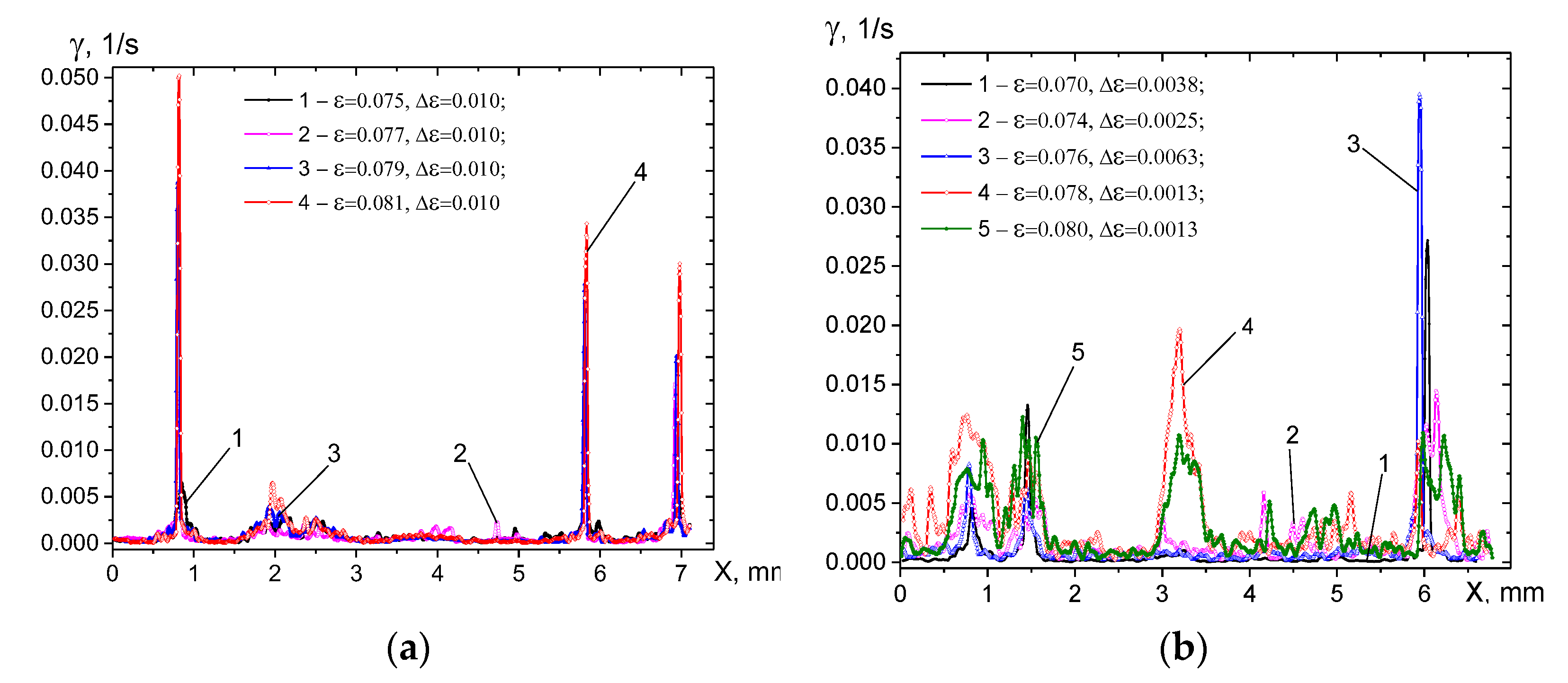
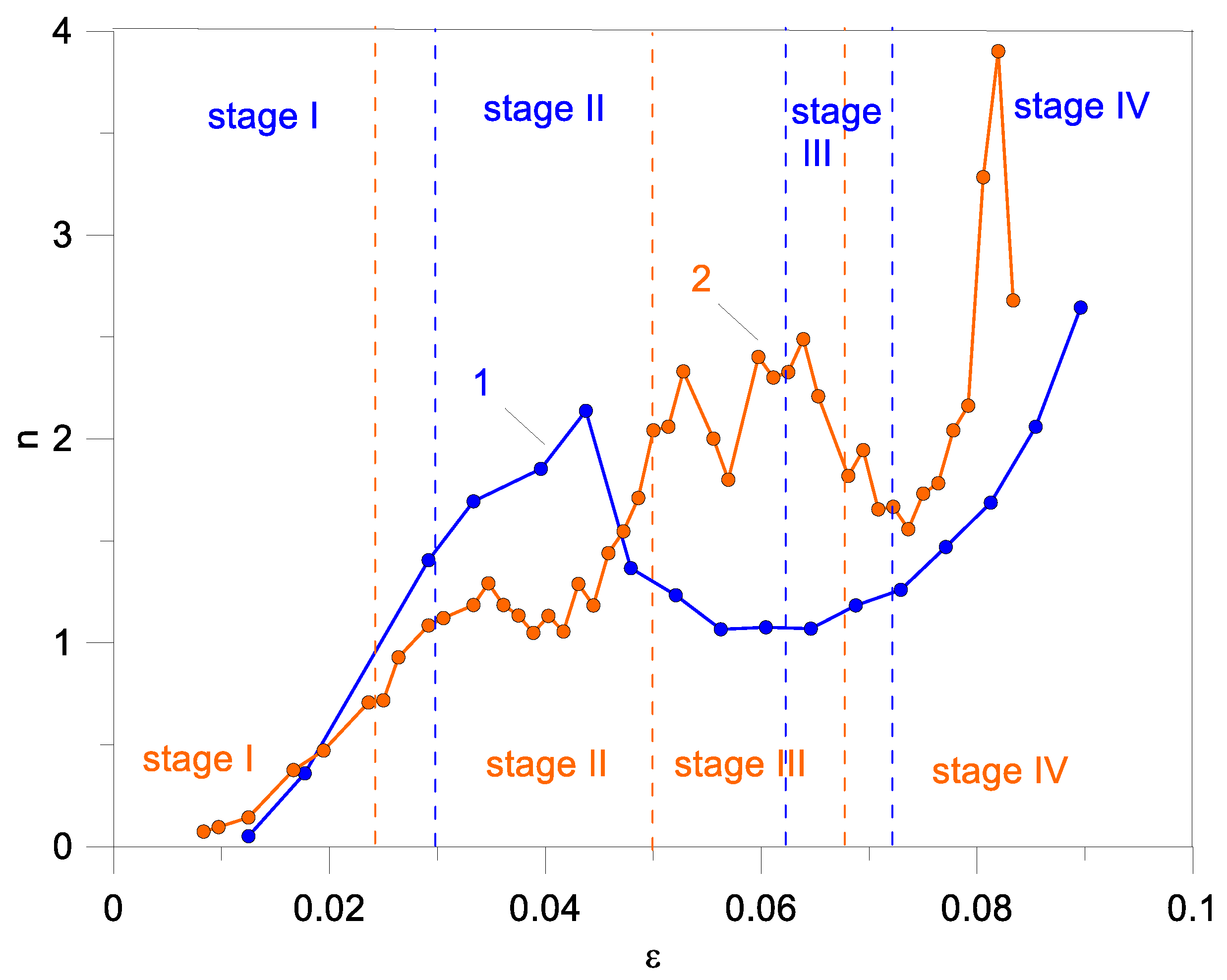
3.7. Circulation as a Characteristic of Vortex Flow
4. Discussion
4.1. Specifics of DIC Used in This Work
4.2. Low Damage Tolerance of Porous, Segmented Alumina
4.3. Segment Bonding Effect on Inelastic Deformation
4.4. Potential Applications
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Tallon, C.; Chuanuwatanakul, C.; Dunstan, D.E.; Franks, G.V. Mechanical strength and damage tolerance of highly porous alumina ceramics produced from sintered particle stabilized foams. Ceram. Int. 2016, 42, 78478–78487. [Google Scholar] [CrossRef]
- Meille, S.; Lombardi, M.; Chevalier, J.; Montanaro, L. Mechanical properties of porous ceramics in compression: On the transition between elastic, brittle, and cellular behavior. J. Eur. Ceram. Soc. 2012, 32, 3959–3967. [Google Scholar] [CrossRef]
- Tulliani, J.-M.; Montanaro, L.; Bell, T.J.; Swain, M.V. Semiclosed-Cell Mullite Foams: Preparation and Macro- and Micromechanical Characterization. J. Am. Ceram. Soc. 1999, 82, 961–968. [Google Scholar] [CrossRef]
- Ohji, T.; Fukushima, M. Macro-porous ceramics: Processing and properties. Int. Mater. Rev. 2012, 57, 115–131. [Google Scholar] [CrossRef]
- Bhaduri, S.B. Science and Technology of Ceramic Foams. Adv. Perform. Mater. 1994, 1, 205–220. [Google Scholar] [CrossRef]
- Mirkhalaf, M.; Sunesara, A.; Ashrafi, B.; Barthelat, F. Toughness by segmentation: Fabrication, testing and micromechanics of architectured ceramic panels for impact applications. Int. J. Solids Struct. 2019, 158, 52–65. [Google Scholar] [CrossRef]
- Shen, Z.; Huang, X.; Ma, T.; Li, W.; Chen, J. Multiple ballistic damage of segmented SiC/BN laminated ceramic composite armor. Ceram. Int. 2022, in press. [CrossRef]
- Carlesso, M.; Giacomelli, R.; Krause, T.; Molotnikov, A.; Koch, D.; Kroll, S.; Tushtev, K.; Estrin, Y.; Rezwan, K. Improvement of sound absorption and flexural compliance of porous alumina-mullite ceramics by engineering the microstructure and segmentation into topologically interlocked blocks. J. Eur. Ceram. Soc. 2013, 33, 2549–2558. [Google Scholar] [CrossRef]
- Swain, M.V. Quasi-brittle behaviour of ceramics and its relevance for thermal shock. Eng. Fract. Mech. 1991, 40, 871–877. [Google Scholar] [CrossRef]
- Azarniya, A.; Hosseini, H.R.M.; Amutha, C.; Ramakrishna, S. Effect of nanostructuring on thermal stability and decomposition of aluminium titanate (Al2TiO5): A phase transformation study. Mater. Charact. 2021, 173, 110764. [Google Scholar] [CrossRef]
- Rauchs, G.; Fett, T.; Munz, D. R-curve behaviour of 9Ce-TZP zirconia ceramics. Eng. Fract. Mech. 2002, 69, 389–401. [Google Scholar] [CrossRef]
- Kachanov, M.L. Microcrack model of rock inelasticity. Part II. Propagation of microcracks. Mech. Mater. 1982, 1, 29–41. [Google Scholar] [CrossRef]
- Estrin, Y.; Dyskin, A.V.; Pasternak, E. Topological interlocking as a material design concept. Mater. Sci. Eng. C 2011, 31, 1189–1194. [Google Scholar] [CrossRef]
- Krause, T.; Molotnikov, A.; Carlesso, M.; Rente, J.; Rezwan, K.; Estrin, Y.; Koch, D. Mechanical Properties of Topologically Interlocked Structures with Elements Produced by Freeze Gelation of Ceramic Slurries. Adv. Eng. Mater. 2012, 14, 335–341. [Google Scholar] [CrossRef]
- Junior, G.S.; Ferreira, J.; Millán-Arias, C.; Ruiz, D.; Junior, A.C.; Fernandes, B.J.T. Ceramic Cracks Segmentation with Deep Learning. Appl. Sci. 2021, 11, 6017. [Google Scholar] [CrossRef]
- Kibitkin, V.; Grigoriev, M.; Burlachenko, A.; Solodushkin, A.; Savchenko, N.; Rubtsov, V.; Tarasov, S. In-Situ Investigation of Strain Localization in Sintered, Porous Segmented Alumina. Materials 2021, 14, 3720. [Google Scholar] [CrossRef]
- Teng, X.; Lyu, S.; Hu, X.; Jiang, Y.; Nie, X.; Liu, X.; Li, L. Effect of off-axis angle on mesoscale deformation and failure behavior of plain-woven C/SiC composites with digital image correlation. J. Eur. Ceram. Soc. 2022, 42, 4712–4722. [Google Scholar] [CrossRef]
- Ren, F.; Case, E.D.; Morrison, A.; Tafesse, M.; Baumann, M.J. Resonant ultrasound spectroscopy measurement of Young’s modulus, shear modulus and Poisson’s ratio as a function of porosity for alumina and hydroxyapatite. Philos. Mag. 2009, 89, 1163–1182. [Google Scholar] [CrossRef]
- Phani, K.K. Correlation between ultrasonic shear wave velocity and Poisson’s ratio for isotropic porous materials. J. Mater. Sci. 2008, 43, 316–323. [Google Scholar] [CrossRef]
- Dunn, M.L.; Ledbetter, H. Poisson’s ratio of porous and microcracked solids: Theory and application to oxide superconductors. J. Mater. Res. 1995, 10, 2715–2722. [Google Scholar] [CrossRef]
- Kibitkin, V.V.; Solodushkin, A.I.; Pleshanov, V.S.; Chertova, N.V. Identification criteria for vortex structures in a deformed solid. Phys. Mesomech. 2014, 17, 141–151. [Google Scholar] [CrossRef]
- Kibitkin, V.V.; Solodushkin, A.I.; Pleshanov, V.S. Measuring the Quantitative Characteristics of Local Vortices on a Plane of a Deformed Material. Optoelectron. Instrum. Data Process. 2018, 54, 600–607. [Google Scholar] [CrossRef]
- Marrowa, J.; Reinhard, C.; Vertyagina, Y.; Saucedo-Mora, L.; Collins, D.; Mostafavi, M. 3D Studies of damage by combined X-ray tomography and digital volume correlation. Procedia Mater. Sci. 2014, 3, 1554–1559. [Google Scholar] [CrossRef] [Green Version]
- Canto-Naves, O.; Marimon, X.; Ferrer, M.; Cabratosa-Termes, J. Comparison between experimental digital image processing and numerical methods for stress analysis in dental implants with different restorative materials. J. Mech. Behav. Biomed. Mater. 2021, 113, 104092. [Google Scholar] [CrossRef]
- Leplay, P.; Réthoré, J.; Meille, S.; Baietto, M.-C. Damage law identification of a quasi brittle ceramic from a bending test using Digital Image Correlation. J. Eur. Ceram. Soc. 2010, 30, 2715–2725. [Google Scholar] [CrossRef] [Green Version]
- Rahimizadeh, A.; Yazdani Sarvestani, H.; Li, L.; Barroeta Robles, J.; Backman, D.; Lessard, L.; Ashrafi, B. Engineering toughening mechanisms in architectured ceramic-based bioinspired materials. Mater. Des. 2021, 198, 109375. [Google Scholar] [CrossRef]
- Wan, Z.; Liu, Y.; Sang, S.; Dai, Y.; Li, Y.; Zhu, T. Fracture behavior of lightweight mullite-SiC refractories with porous aggregates coated with glass ceramic. Ceram. Int. 2022, 48, 32273–32282. [Google Scholar] [CrossRef]
- Montilha, F.S.; Rocco, F.O.; Melo, C.C.; Sciuti, V.F.; Canto, R.B. Identification of dilatancy in green compacted ceramic powder via digital image correlation. Powder Technol. 2018, 330, 471–476. [Google Scholar] [CrossRef]
- Sharma, D.; Hiremath, S.S. In-plane and out-plane flexural properties of the bird feather-inspired panels: Experimental, digital image correlation, and finite element study. Aerosp. Sci. Technol. 2022, 127, 107731. [Google Scholar] [CrossRef]
- Kim, S.Y.; Sesso, M.L.; Franks, G.V. In-situ 4-point flexural testing and synchrotron micro X-ray computed tomography of 3D printed hierarchical-porous ultra-high temperature ceramic. Addit. Manuf. 2022, 54, 102728. [Google Scholar] [CrossRef]
- Loa, C.; Sano, T.; Hogan, J.D. Microstructural and mechanical characterization of variability in porous advanced ceramics using X-ray computed tomography and digital image correlation. Mater. Charact. 2019, 158, 109929. [Google Scholar] [CrossRef]
- Fernández, M.P.; Kao, A.P.; Bonithon, R.; Howells, D.; Bodey, A.J.; Wanelik, K.; Wittee, F.; Johnston, R.; Arora, H.; Tozzi, G. Time-resolved in situ synchrotron-microCT: 4D deformation of bone and bone analogues using digital volume correlation. Acta Biomater. 2021, 131, 424–439. [Google Scholar] [CrossRef]
- Latella, B.A.; O’Connor, B.H.; Padture, N.P.; Lawn, B.R. Hertzian Contact Damage in Porous Alumina Ceramics. J. Am. Ceram. Soc. 1997, 80, 1027–1031. [Google Scholar] [CrossRef]
- Toivola, Y.; Stein, A.; Cook, R.F. Depth-sensing indentation response of ordered silica foam. J. Mater. Res. 2004, 19, 260–271. [Google Scholar] [CrossRef]
- Ma, G.; Zhou, W.; Chang, X.-L.; Ng, T.-T.; Yang, L.-F. Formation of shear bands in crushable and irregularly shaped granular materials and the associated microstructural evolution. Powder Technol. 2016, 301, 118–130. [Google Scholar] [CrossRef]
- Heap, M.J.; Vinciguerra, S.; Meredith, P.G. The evolution of elastic moduli with increasing crack damage during cyclic stressing of a basalt from Mt. Etna volcano. Tectonophysics 2009, 471, 153–160. [Google Scholar] [CrossRef]
- Heap, M.J.; Faulkner, D.R. Quantifying the evolution of static elastic properties as crystalline rock approaches failure. Int. J. Rock Mech. Min. Sci. 2008, 45, 564–573. [Google Scholar] [CrossRef]
- Zhang, Y.; Yu, L.; Wang, J.; Mao, H.; Cui, K. Microstructure and mechanical properties of high strength porous ceramics with high sewage sludge content. J. Clean. Prod. 2022, in press. [CrossRef]
- Song, Y.; Xua, Q.; Liu, X.; Xuan, Y.; Ding, Y. High-performance thermal energy storage and thermal management via starch-derived porous ceramics-based phase change devices. Int. J. Heat Mass Transf. 2022, 197, 123337. [Google Scholar] [CrossRef]
- Zhang, J.; Zhang, X.; Yuan, J.; Liu, B.; Shen, H.; Liu, J.; Zhang, S. Hierarchically porous glass–ceramics by alkaline activation and crystallization from municipal solid waste incineration ashes. J. Clean. Prod. 2022, 364, 132693. [Google Scholar] [CrossRef]
- Chen, Y.; Wang, N.; Ola, O.; Xia, Y.; Zhu, Y. Porous ceramics Light in weight but heavy in energy and environment technologies. Mater. Sci. Eng. R Rep. 2021, 143, 100589. [Google Scholar] [CrossRef]
- Baino, F.; Caddeo, S.; Novajra, G.; Vitale-Brovarone, C. Using porous bioceramic scaffolds to model healthy and osteoporotic bone. J. Eur. Ceram. Soc. 2016, 36, 2175–2182. [Google Scholar] [CrossRef]
- Makarov, P.V.; Smolin, I.Y.; Peryshkin, A.Y.; Kulkov, A.S.; Bakeev, R.A. Experimental and Numerical Investigation of the Catastrophic Stage of Failure on Different Scales from Rock Sample to Coal Mine. Phys. Mesomech. 2021, 24, 155–165. [Google Scholar] [CrossRef]
- Fischer-Cripps, A.C.; Lawn, B.R. Stress Analysis of Contact Deformation in Quasi-Plastic Ceramics. J. Am. Ceram. Soc. 2005, 79, 2609–2618. [Google Scholar] [CrossRef]
- Charalampidou, E.-M.; Hall, S.A.; Stanchits, S.; Lewis, H.; Viggiani, G. Characterization of shear and compaction bands in a porous sandstone deformed under triaxial compression. Tectonophysics 2011, 503, 8–17. [Google Scholar] [CrossRef]
- Eichhubl, P.; Hooker, J.N.; Laubach, S.E. Pure and shear-enhanced compaction bands in Aztec Sandstone. Struct. Geol. 2010, 32, 1873–1886. [Google Scholar] [CrossRef]
- Louis, L.; Wong, T.-F.; Baud, P.; Tembe, S. Imaging strain localization by X-ray computed tomography: Discrete compaction bands in Diemelstadt sandstone. J. Struct. Geol. 2006, 28, 762–775. [Google Scholar] [CrossRef]
- Zheng, J.; Ji, M.; Zaiemyekeh, Z.; Li, H.; Hogan, J.D. Strain-rate-dependent compressive and compression-shear response of an alumina ceramic. J. Eur. Ceram. Soc. 2022, 42, 7516–7527. [Google Scholar] [CrossRef]

























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample # | UCS, MPa | εmax, % | K = dσ/dε, MPa |
|---|---|---|---|
| 1 | 40 | 8.5 | (−4800) < K < 860 |
| 2 | 21 | 8.0 | (−1600) < K < 890 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kibitkin, V.; Savchenko, N.; Grigoriev, M.; Solodushkin, A.; Burlachenko, A.; Buyakov, A.; Zykova, A.; Rubtsov, V.; Tarasov, S. Digital Image Correlation Characterization of Deformation Behavior and Cracking of Porous Segmented Alumina under Uniaxial Compression. Ceramics 2023, 6, 102-131. https://doi.org/10.3390/ceramics6010008
Kibitkin V, Savchenko N, Grigoriev M, Solodushkin A, Burlachenko A, Buyakov A, Zykova A, Rubtsov V, Tarasov S. Digital Image Correlation Characterization of Deformation Behavior and Cracking of Porous Segmented Alumina under Uniaxial Compression. Ceramics. 2023; 6(1):102-131. https://doi.org/10.3390/ceramics6010008
Chicago/Turabian StyleKibitkin, Vladimir, Nickolai Savchenko, Mikhail Grigoriev, Andrey Solodushkin, Alexander Burlachenko, Ales Buyakov, Anna Zykova, Valery Rubtsov, and Sergei Tarasov. 2023. "Digital Image Correlation Characterization of Deformation Behavior and Cracking of Porous Segmented Alumina under Uniaxial Compression" Ceramics 6, no. 1: 102-131. https://doi.org/10.3390/ceramics6010008
APA StyleKibitkin, V., Savchenko, N., Grigoriev, M., Solodushkin, A., Burlachenko, A., Buyakov, A., Zykova, A., Rubtsov, V., & Tarasov, S. (2023). Digital Image Correlation Characterization of Deformation Behavior and Cracking of Porous Segmented Alumina under Uniaxial Compression. Ceramics, 6(1), 102-131. https://doi.org/10.3390/ceramics6010008