
Drying Behaviour of Al2O3 Inks Containing Carboxymethylcellulose (CMC) for Use in Colloidal Processing

 ,
, 
Abstract
:1. Introduction
2. Experimental Procedure
2.1. Materials
2.2. Processing
2.2.1. Al2O3 Ink Preparation
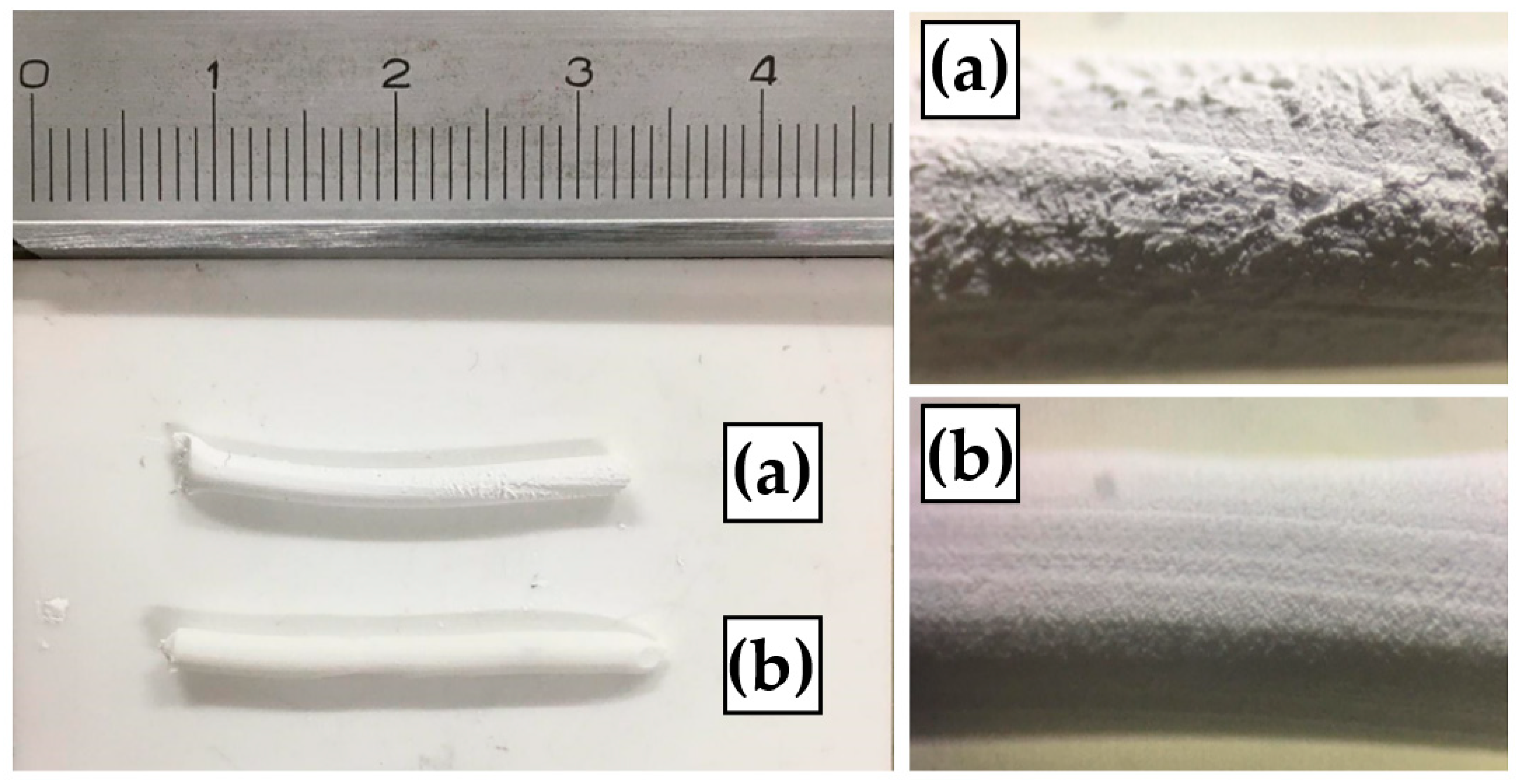
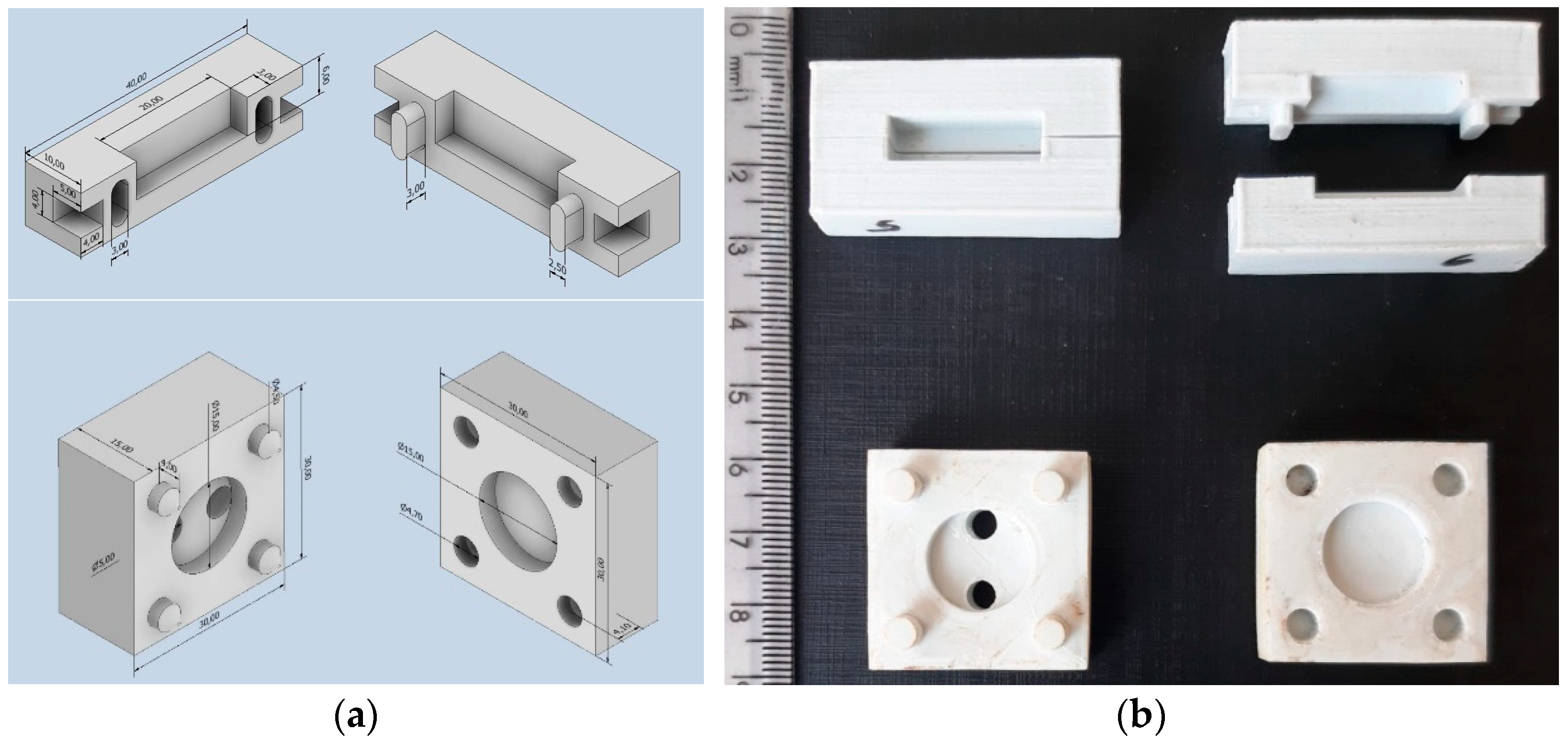
2.2.2. Moulding of the Al2O3 Samples
2.2.3. Drying and Dilatometry
3. Results and Discussion
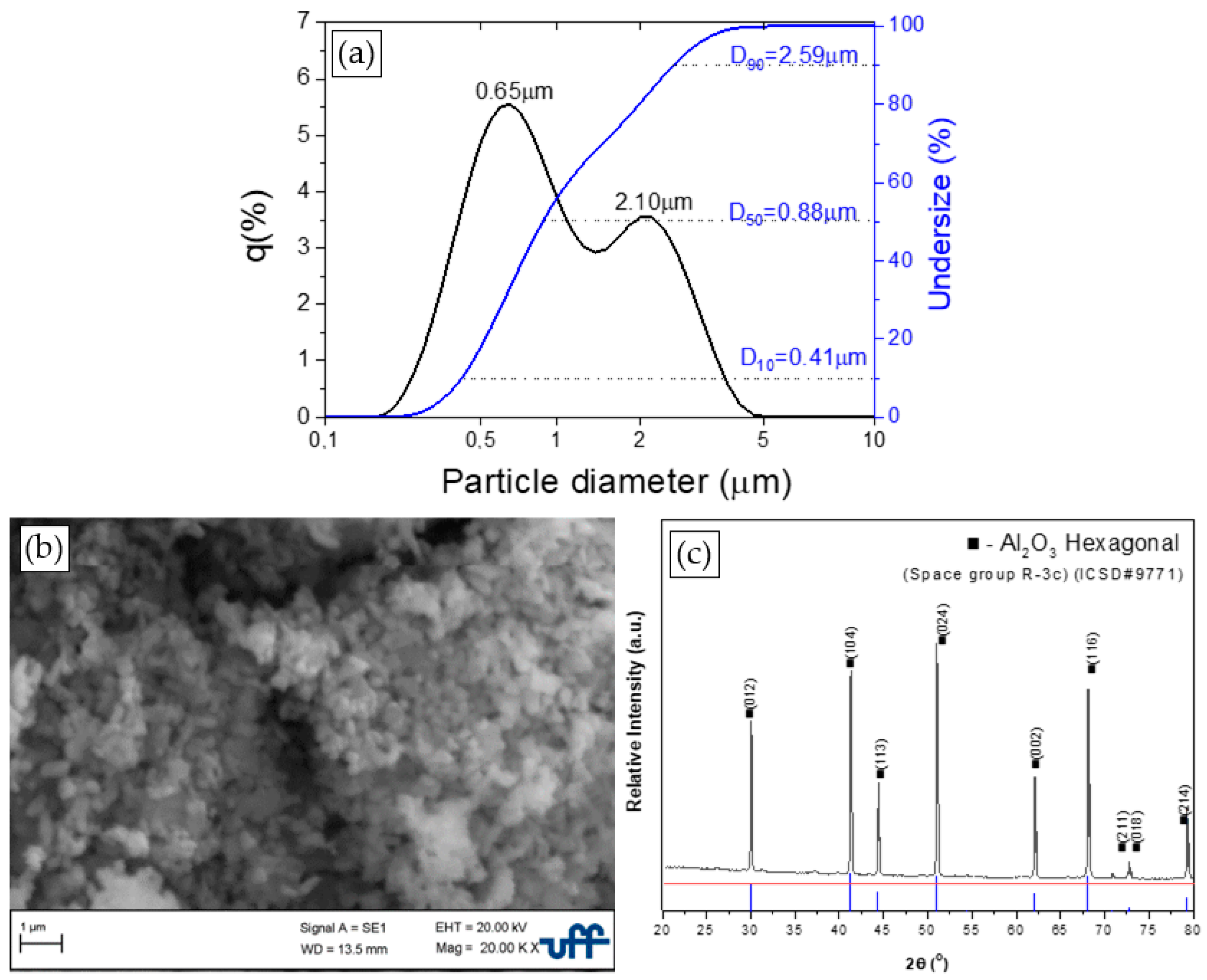
3.1. Powder Characterisation
3.2. Drying Tests
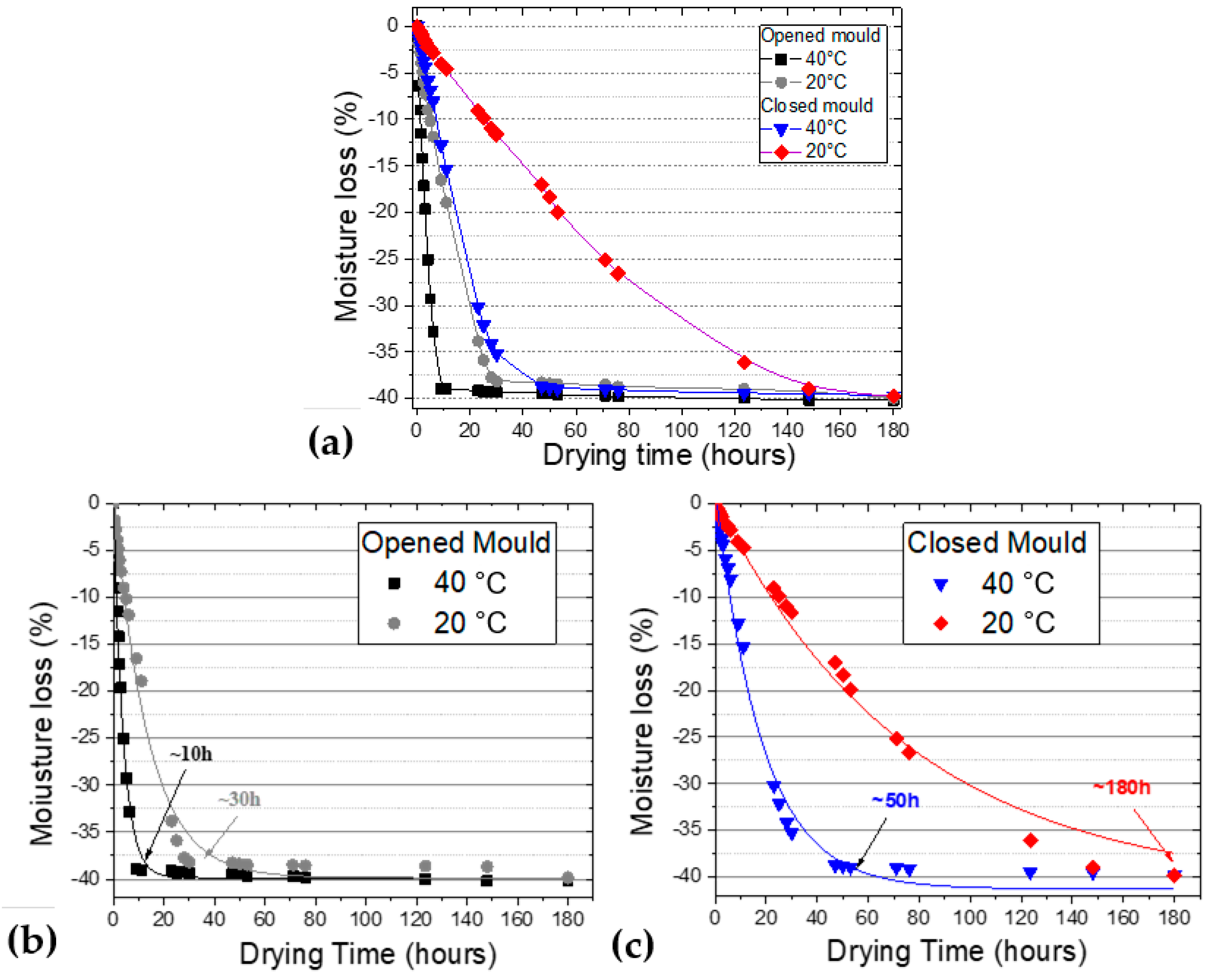
3.2.1. Moisture Loss
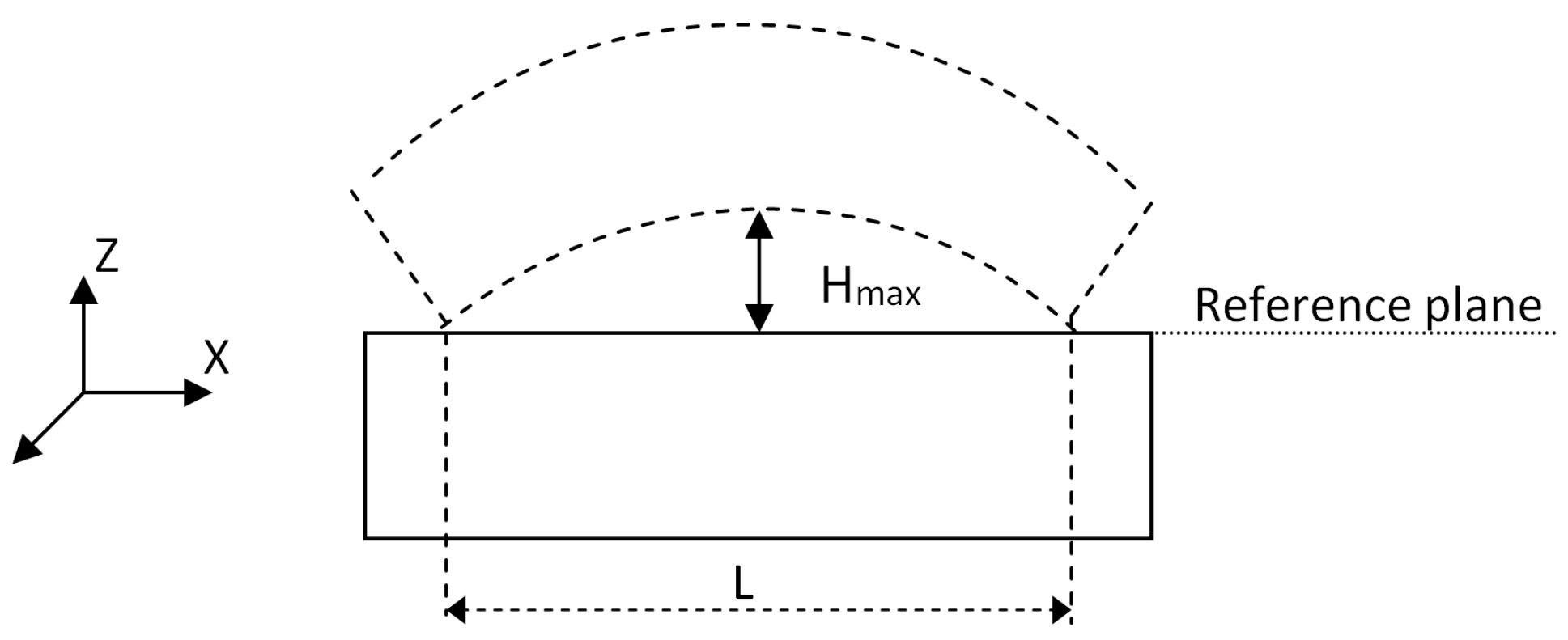
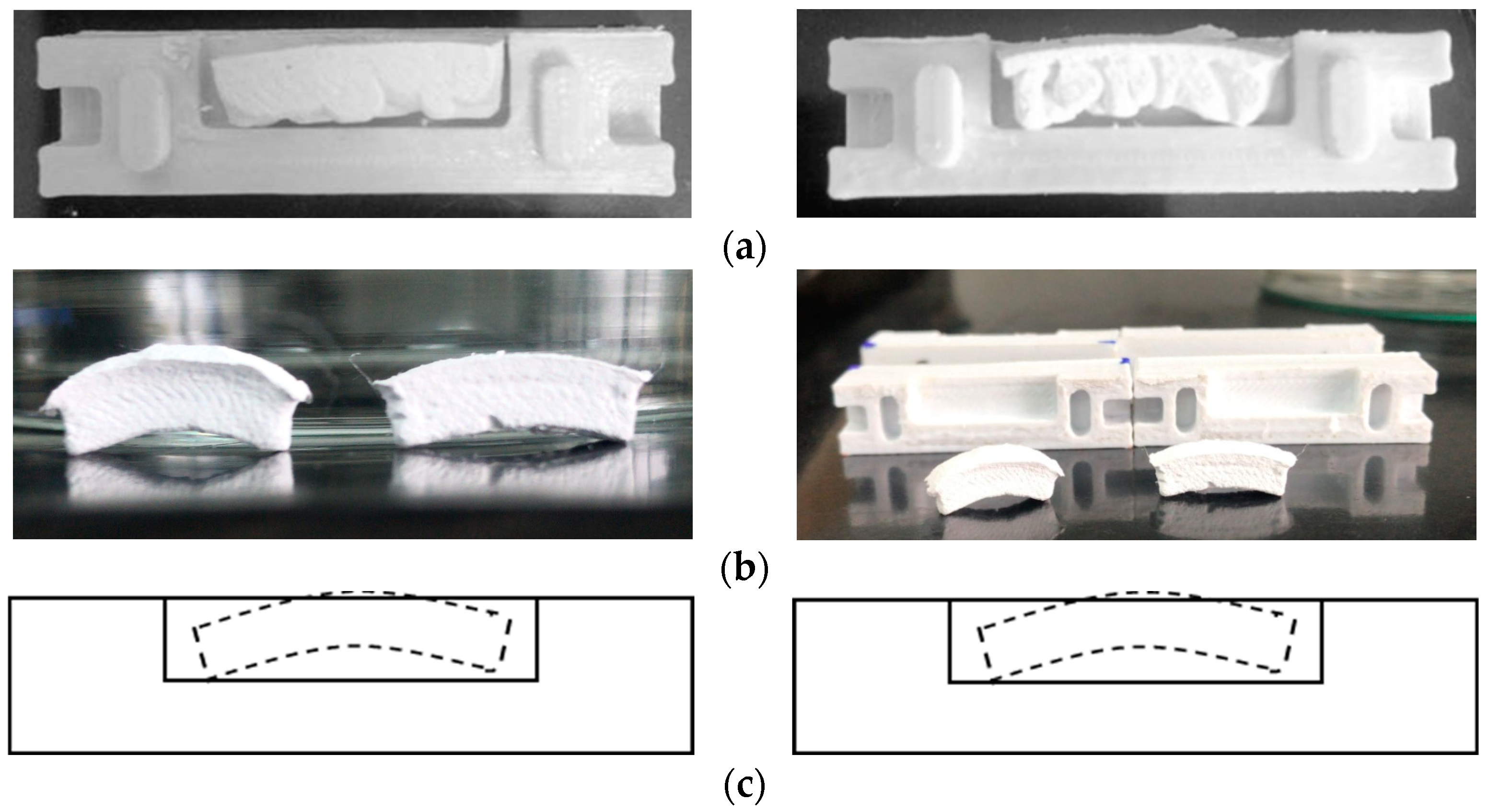
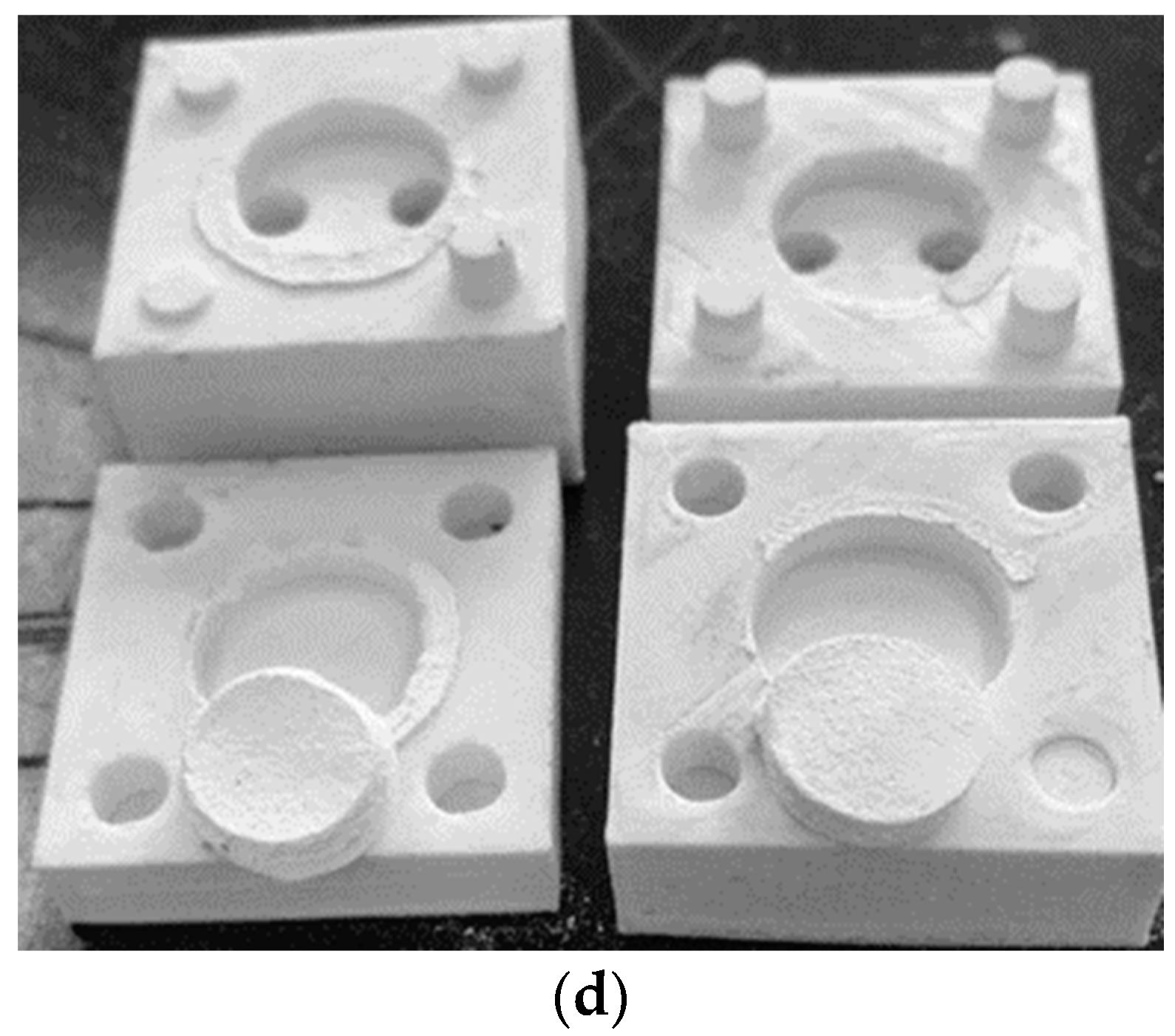
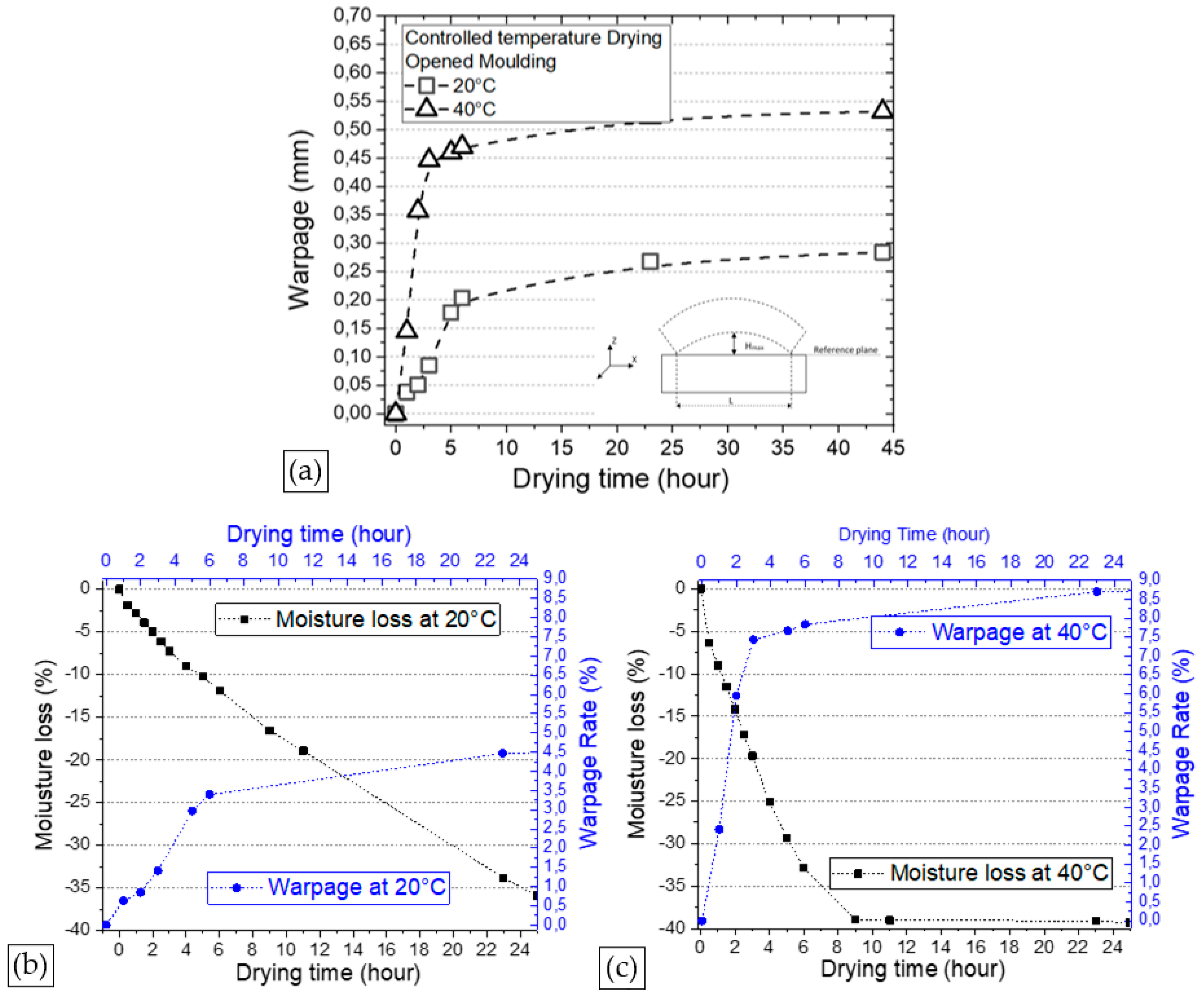
3.2.2. Warpage
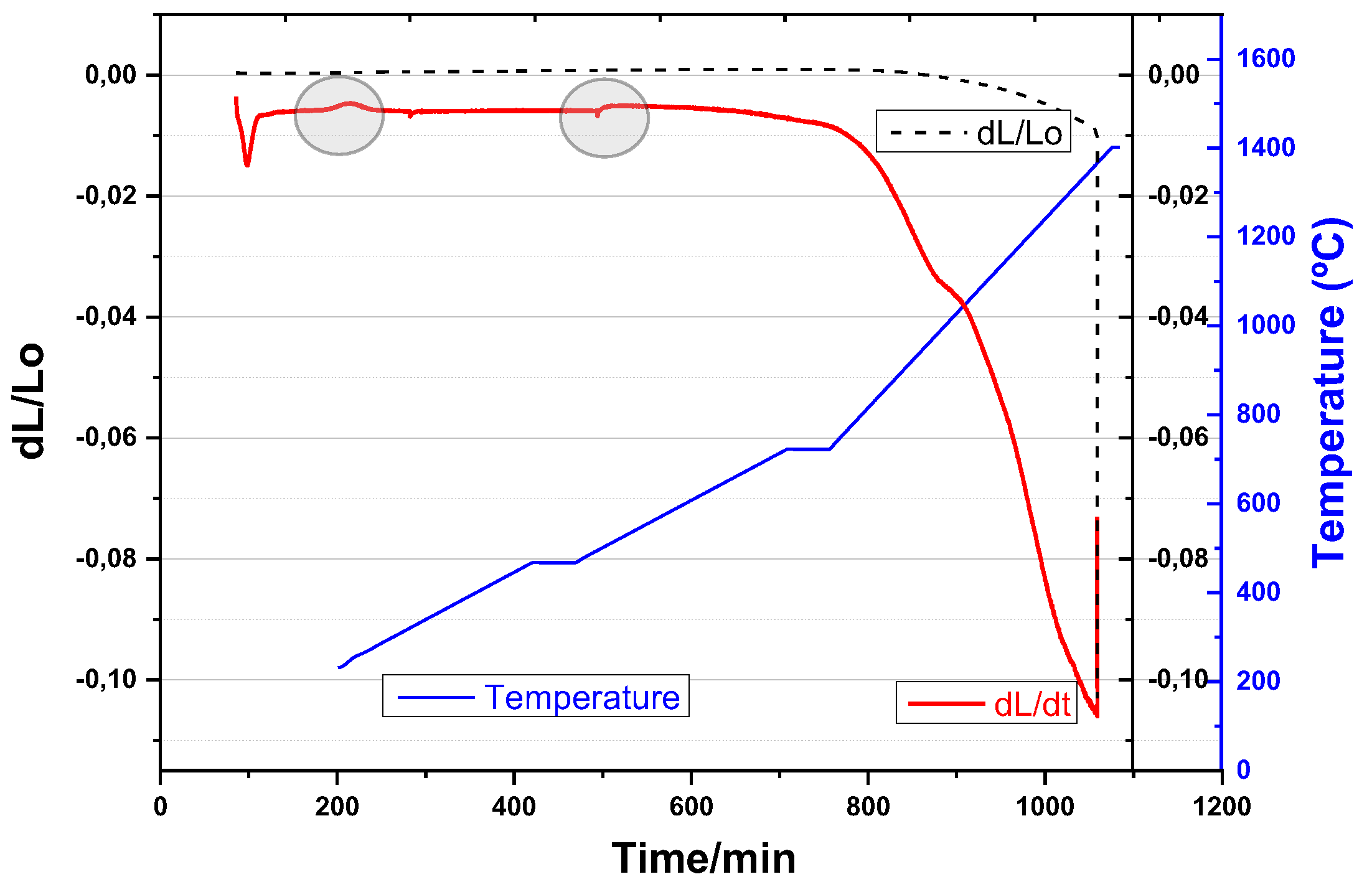
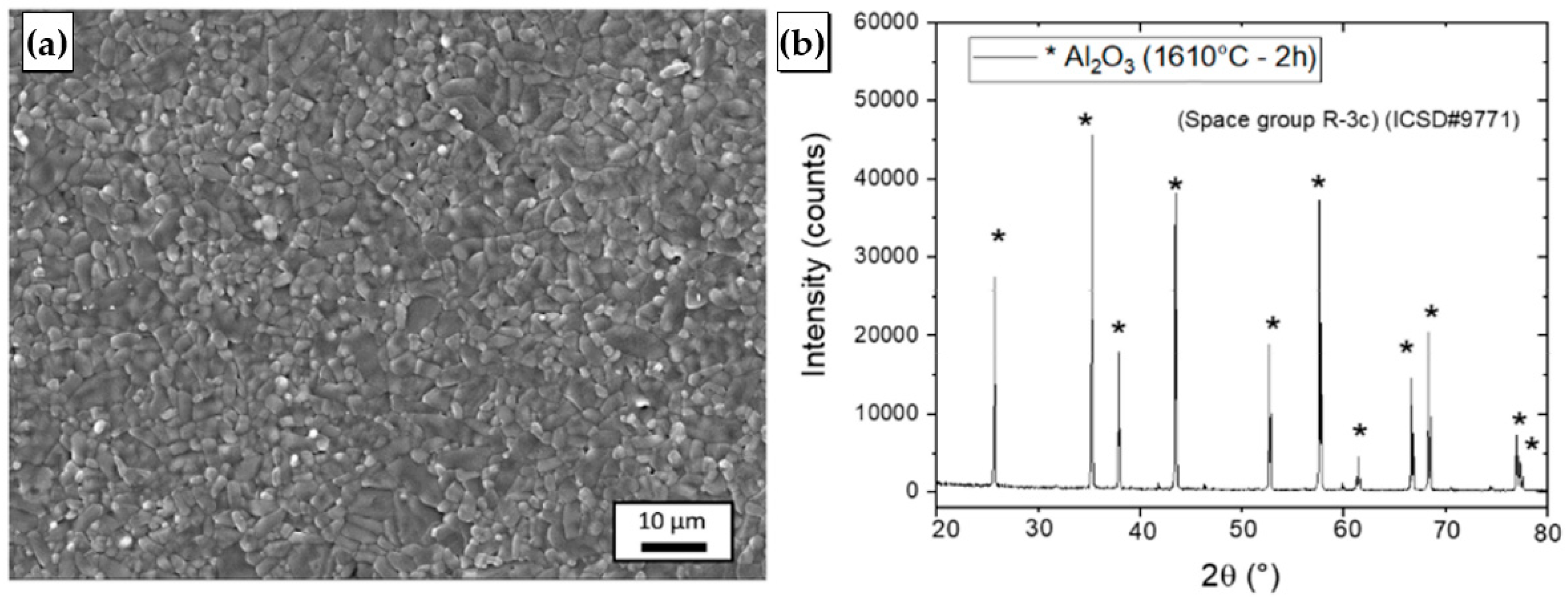
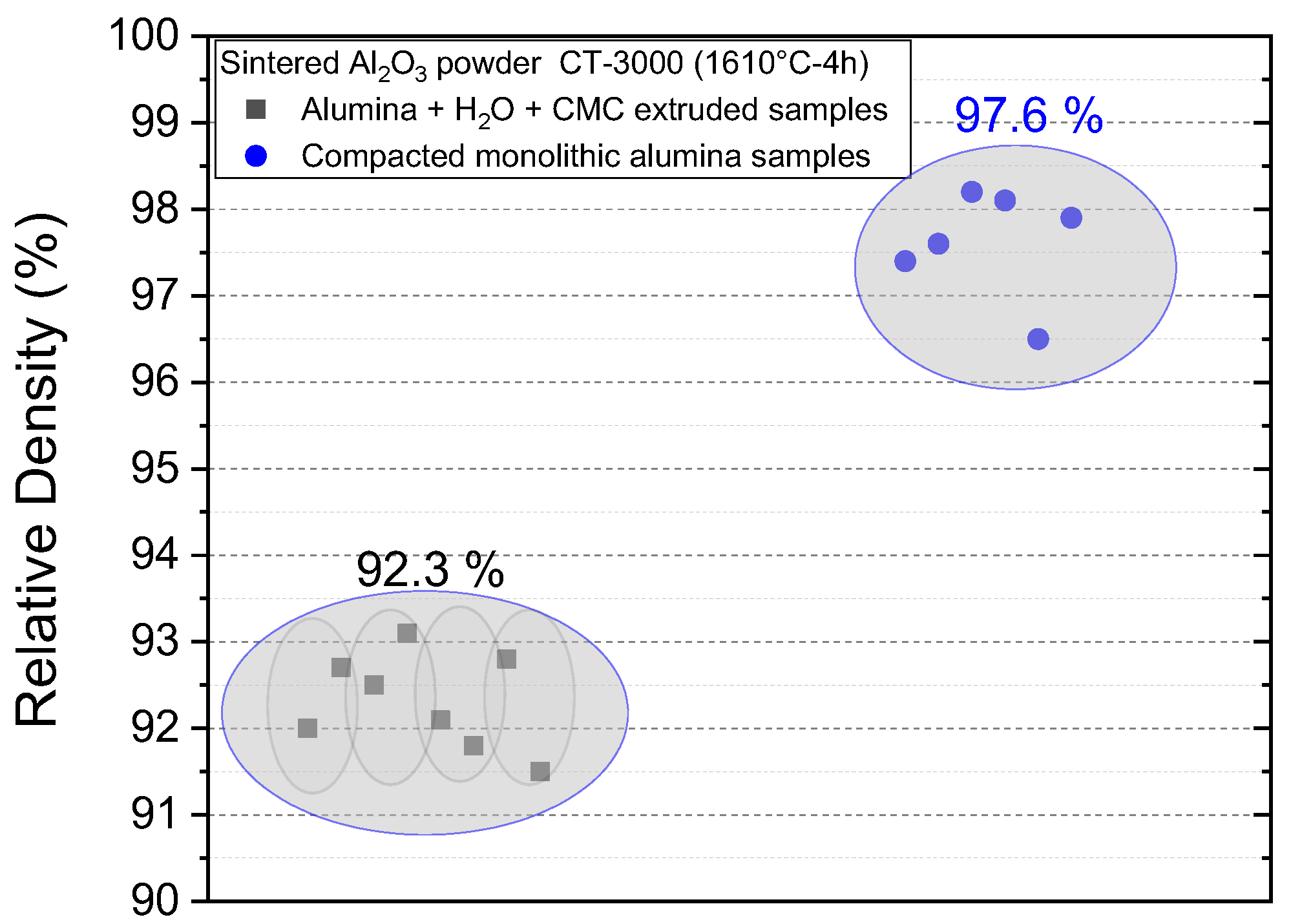
3.3. Sintering Behaviour
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Lakhdar, Y.; Tuck, C.; Binner, J.; Terry, A.; Goodridge, R. Additive Manufacturing of Advanced Ceramic Materials. Prog. Mater. Sci. 2020, 116, 100736. [Google Scholar] [CrossRef]
- Babu, S.S.; Love, L.; Dehoff, R.R.; Peter, W.; Watkins, T.R.; Pannala, S. Additive Manufacturing of Materials: Opportunities and Challenges. MRS Bull. 2015, 40, 1154–1161. [Google Scholar] [CrossRef] [Green Version]
- ASTM: F 2792-10; Standard Terminology for Additive Manufacturing Technologies. ASTM International: West Conshohocken, PA, USA, 2010.
- Monfared, M.H.; Nemati, A.; Loghman, F.; Ghasemian, M.; Farzin, A.; Beheshtizadeh, N.; Azami, M. A deep insight into the preparation of ceramic bone scaffolds utilizing robocasting technique. Ceram. Int. 2022, 48, 5939–5954. [Google Scholar] [CrossRef]
- Shahzad, A.; Lazoglu, I. Direct ink writing (DIW) of structural and functional ceramics: Recent achievements and future challenges. Compos. Part B Eng. 2021, 225, 109249. [Google Scholar] [CrossRef]
- Fu, Z.; Freihart, M.; Wahl, L.; Fey, T.; Greil, P.; Travitzky, N. Micro- and macroscopic design of alumina ceramics by robocasting. J. Eur. Ceram. Soc. 2017, 37, 3115–3124. [Google Scholar] [CrossRef]
- Miranda, P.; Saiz, E.; Gryn, K.; Antoni, P.T. Sintering and Robocasting of B-Tricalcium Phosphate Scaffolds for Orthopaedic Applications. Acta Biomater. 2006, 2, 457–466. [Google Scholar] [CrossRef] [PubMed]
- Lin, K.; Sheikh, R.; Romanazzo, S.; Roohani, I. 3D Printing of Bioceramic Scaffolds-Barriers to the Clinical Translation: From Promise to Reality, and Future Perspectives. Materials 2019, 12, 2660. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Ben-Arfa, B.A.E.; Neto, A.S.; Palamá, I.E.; Salvado, I.M.M.; Pullar, R.C.; Ferreira, J.M. Robocasting of Ceramic Glass Scaffolds: Sol–Gel Glass, New Horizons. J. Eur. Ceram. Soc. 2019, 39, 1625–1634. [Google Scholar] [CrossRef]
- Baltazar, J.; Torres, P.M.C.; Olveira, J.D.; Cruz, J.P.; Gouveia, S.; Olhero, S. Influence of Filament Patterning in Structural Properties of Dense Alumina Ceramics Printed by Robocasting. J. Manuf. Process. 2021, 68, 569–582. [Google Scholar] [CrossRef]
- Baltazar, J.; Alves, M.F.R.P.; Martins, M.A.; Torres, P.M.C.; Santos, C.; Olhero, S. Flexural Strength of 3Y-TZP Bioceramics Obtained by Direct Write Assembly as Function of Residual Connected-Porosity. J. Mech. Behav. Biomed. Mater. 2022, 126, 105035. [Google Scholar] [CrossRef]
- Daguano, J.K.M.B.; Santos, C.; Souza, M.T.T.; Alves, M.F.R.P.; Fernandes, M.H.F.V.; Silva, J.V.L. State of the Art in the use of bioceramics to elaborate 3D Structures using Robocasting. Int. J. Adv. Med. Biotechnol. 2019, 2, 55–70. [Google Scholar] [CrossRef]
- Sun, S.; Xia, Q.; Feng, D.; Ru, H. Adsorption effects of polyethylene imine on the rheological properties for robocasting. J. Mater. Sci. 2022, 57, 3057–3066. [Google Scholar] [CrossRef]
- Gadea, C.; Spelta, T.; Simonsen, S.B.; Esposito, V.; Bowen, J.R.; Haugen, A.B. Hybrid inks for 3D printing of tall BaTiO3-based ceramics. Open Ceram. 2021, 6, 100110. [Google Scholar] [CrossRef]
- Peng, E.; Zhang, D.; Ding, J. Ceramic robocasting: Recent achievements, potential, and future developments. Adv. Mater. 2018, 30, 1802404. [Google Scholar] [CrossRef] [PubMed]
- Ben-Arfa, B.A.; Neto, A.S.; Salvado, I.M.M.; Pullar, R.C.; Ferreira, J.M. Robocasting: Prediction of ink printability in sol-gel bioactive glass. J. Am. Ceram. Soc. 2019, 102, 1608–1618. [Google Scholar]
- Lorenz, M.; Dietemann, B.; Wahl, L.; Bierwisch, C.; Kraft, T.; Kruggel-Emden, H.; Travitzky, N. Influence of platelet content on the fabrication of colloidal gels for robocasting: Experimental analysis and numerical simulation. J. Eur. Ceram. Soc. 2020, 40, 811–825. [Google Scholar] [CrossRef]
- Nan, B.; Olhero, S.; Pinho, R.; Vilarinho, P.M.; Button, T.W.; Ferreira, J.M. Direct ink writing of macroporous lead-free piezoelectric Ba0.85Ca0.15Zr0.1Ti0.9O3. J. Am. Ceram. Soc. 2019, 102, 3191–3203. [Google Scholar] [CrossRef]
- del-Mazo-Barbara, L.; Ginebra, M.P. Rheological characterisation of ceramic inks for 3D direct ink writing: A review. J. Eur. Ceram. Soc. 2021, 41, 18–33. [Google Scholar] [CrossRef]
- Feilden, E.; Blanca, E.G.T.; Giuliani, F.; Saiz, E.; Vandeperre, L. Robocasting of structural ceramic parts with hydrogel inks. J. Eur. Ceram. Soc. 2016, 36, 2525–2533. [Google Scholar] [CrossRef]
- Eqtesadi, S.; Motealleh, A.; Miranda, P.; Pajares, A.; Lemos, A.; Ferreira, J.M. Robocasting of 45S5 bioactive glass scaffolds for bone tissue engineering. J. Eur. Ceram. Soc. 2014, 34, 107–118. [Google Scholar] [CrossRef]
- Franco, J.; Hunger, P.; Launey, M.E.; Tomsia, A.P.; Saiz, E. Direct write assembly of calcium phosphate scaffolds using a water-based hydrogel. Acta Biomater. 2010, 6, 218–228. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Eqtesadi, S.; Motealleh, A.; Miranda, P.; Lemos, A.; Rebelo, A.; Ferreira, J.M. A simple recipe for direct writing complex 45S5 Bioglass® 3D scaffolds. Mater. Lett. 2013, 93, 68–71. [Google Scholar] [CrossRef]
- Lamnini, S.; Baino, F.; Montalbano, G.; Javed, H.; Smeacetto, F. Printability of carboxymethyl cellulose/glass-containing inks for robocasting deposition in reversible solid oxide cell applications. Mater. Lett. 2022, 318, 132239. [Google Scholar] [CrossRef]
- Martínez-Vázquez, F.J.; Pajares, A.; Miranda, P. A simple graphite-based support material for robocasting of ceramic parts. J. Eur. Ceram. Soc. 2018, 38, 2247–2250. [Google Scholar] [CrossRef]
- Porsani, N.K.; Santos, M.K.; Rocha, A.M.; Trombini, V.; Ana, P.A.; Tercini, M.B.; Setz, L.F.G. Beta-phosphate tricalcium colloidal processing. Ceram. Int. 2020, 46, 2648–2653. [Google Scholar] [CrossRef]
- Zhivkov, A.M.; Hristov, R.P. Adsorption of carboxymethyl cellulose on alumina particles. J. Colloid Interface Sci. 2015, 447, 159–166. [Google Scholar] [CrossRef] [PubMed]
- Lauro, N.; Oummadi, S.; Alzina, A.; Nait-Ali, B.; Smith, D.S. Computer model of drying behaviour of ceramic green bodies with particular reference to moisture content dependent properties. J. Eur. Ceram. Soc. 2021, 41, 7321–7329. [Google Scholar] [CrossRef]
- Fokin, P.; Peretyagin, P.; Smirnov, A. Effect of Drying Methods of Al2O3-GO Powder Mixture on the Properties and Microstructure of Sintered Composites Obtained by Spark Plasma Sintering. MATEC Web Conf. 2017, 129, 02027. [Google Scholar] [CrossRef] [Green Version]
- Khalili, K.; Bagherian, M.; Khisheh, S. Numerical simulation of drying ceramic using Finite Element and Machine Vision. Procedia Technol. 2014, 12, 388–393. [Google Scholar] [CrossRef] [Green Version]
- Rahaman, M.N. Ceramic Processing and Sintering, 2nd ed.; CRC Press: New York, NY, USA, 2003. [Google Scholar]
- Rahaman, M.N. Sintering of Ceramics, 1st ed.; CRC Press: New York, NY, USA, 2007. [Google Scholar]
- Xing, H.; Zou, B.; Li, S.; Fu, X. Study on surface quality, precision and mechanical properties of 3D printed ZrO2 ceramic components by laser scanning stereolithography. Ceram. Int. Ceram. Int. 2017, 43, 16340–16347. [Google Scholar] [CrossRef]
- Yu, J.; Wang, H.; Zeng, H.; Zhang, J. Effect of monomer content on physical properties of silicon nitride ceramic green body prepared by gelcasting. Ceram. Int. 2019, 35, 1039–1044. [Google Scholar] [CrossRef]
- Schneider, C.A.; Rasband, W.S.; Eliceiri, K.W. NIH Image to ImageJ: 25 years of image analysis. Nat. Methods 2012, 9, 671–675. [Google Scholar] [CrossRef] [PubMed]
- ASTM: C 20-00; Standard Test Methods for Apparent Porosity, Water Absorption, Apparent Specific Gravity, and Bulk Density of Burned Refractory Brick and Shapes by Boiling Water. ASTM International: West Conshohocken, PA, USA, 2019.
- Almatis. Global Product Data—CT 3000 LS SG. 2021. Available online: https://www.almatis.com/media/hamk2s0i/gp-rcp_024_ct3000ls_sg_0812.pdf (accessed on 1 January 2023).
- Kowalski, S.J. Thermomechanics of Drying Processes; Springer: Berlin/Heidelberg, Germany, 2003. [Google Scholar] [CrossRef]
- Gomez, R.S.; Magalhães, H.F.L.; Porto, T.R.N.; Lima, E.S.; Santana, R.A.C.; Gomes, K.C.; Lima, W.M.P.B.; Lima, A.G.B. Drying process of clay ceramic Materials: A Review. Res. Soc. Dev. 2020, 9, e78591110300. [Google Scholar] [CrossRef]
- Oummadi, S. Drying Behaviour of Ceramic Green Bodies: Experimental Characterization and Numerical Modelling. Ph.D. Thesis, IRCER—Institut de Recherche sur les CERamiques, Limoges, France, 2019. Available online: https://tel.archives-ouvertes.fr/tel-02495750 (accessed on 1 January 2023).
- NBR 14698—Tempered Glass, ABNT—Associação Brasileira de Normas Técnicas. 2001. Available online: www.abnt.org.br (accessed on 1 January 2023).
- Han, F.; Xiong, D.; Wang, Q.; Shao, B.; Chen, M. Thermal properties of carboxymethylcellulose and methyl methacrylate graft copolymers. J. Macromol. Sci. Part B Phys. 2013, 52, 1242–1249. [Google Scholar] [CrossRef]
- Hsu, Y.-F. Influence of Nb2O5 additive on the densification and microstructural evolution of fine alumina powders. Mater. Sci. Eng. A 2005, 399, 232–237. [Google Scholar] [CrossRef]
- Mohammadi, M.; Becker, G.; Diener, S.; Tulliani, J.-M.; Katsikis, N.; Palmero, P. Robocasting of dense zirconia parts using commercial yttria-stabilized zirconia granules and ultrafine particles. Paste preparation, printing, mechanical properties. Ceram. Int. 2022, 48, 1936–1946. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Specific Surface Area (m2/g) | 7.80 | Theoretical Density (g/cm3) | 3.98 |
|---|---|---|---|
| Chemical Compound | (wt.%) | Chemical Compound | (wt.%) |
| Al2O3 | 99.8 | SiO2 | 0.015 |
| Na2O | 0.03 | MgO | 0.040 |
| Fe2O3 | 0.015 | CaO | 0.015 |
| Temperature (°C) | Heating Rate (°C/min) | Holding Time (min) |
|---|---|---|
| 25–300 | 1 | 60 |
| 300–600 | 1 | 60 |
| 600–1100 | 2 | 120 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Silva, B.M.d.; Santos, É.M.B.d.; Souza, V.Z.B.d.; Alves, M.F.R.P.; Vieira, C.M.; Santos, C.d. Drying Behaviour of Al2O3 Inks Containing Carboxymethylcellulose (CMC) for Use in Colloidal Processing. Ceramics 2023, 6, 935-947. https://doi.org/10.3390/ceramics6020055
Silva BMd, Santos ÉMBd, Souza VZBd, Alves MFRP, Vieira CM, Santos Cd. Drying Behaviour of Al2O3 Inks Containing Carboxymethylcellulose (CMC) for Use in Colloidal Processing. Ceramics. 2023; 6(2):935-947. https://doi.org/10.3390/ceramics6020055
Chicago/Turabian StyleSilva, Bruno Medeiros da, Ésoly Madeleine Bento dos Santos, Vinícius Zancanelli Bôsco de Souza, Manuel Fellipe Rodrigues Pais Alves, Carlos Maurício Vieira, and Claudinei dos Santos. 2023. "Drying Behaviour of Al2O3 Inks Containing Carboxymethylcellulose (CMC) for Use in Colloidal Processing" Ceramics 6, no. 2: 935-947. https://doi.org/10.3390/ceramics6020055
APA StyleSilva, B. M. d., Santos, É. M. B. d., Souza, V. Z. B. d., Alves, M. F. R. P., Vieira, C. M., & Santos, C. d. (2023). Drying Behaviour of Al2O3 Inks Containing Carboxymethylcellulose (CMC) for Use in Colloidal Processing. Ceramics, 6(2), 935-947. https://doi.org/10.3390/ceramics6020055