
Mechanical Behavior of Transparent Spinel Fabricated by Spark Plasma Sintering

 , ,
, , 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Sintering of Samples
2.2. Analysis and Characterization Techniques
- Projected mass: m = 200 g
- Air flow speed: v = 30 m/s
- Angle of impact: α = 90°
- Distance between the nozzle outlet and the sample: x = 50 mm.
3. Results and Discussion
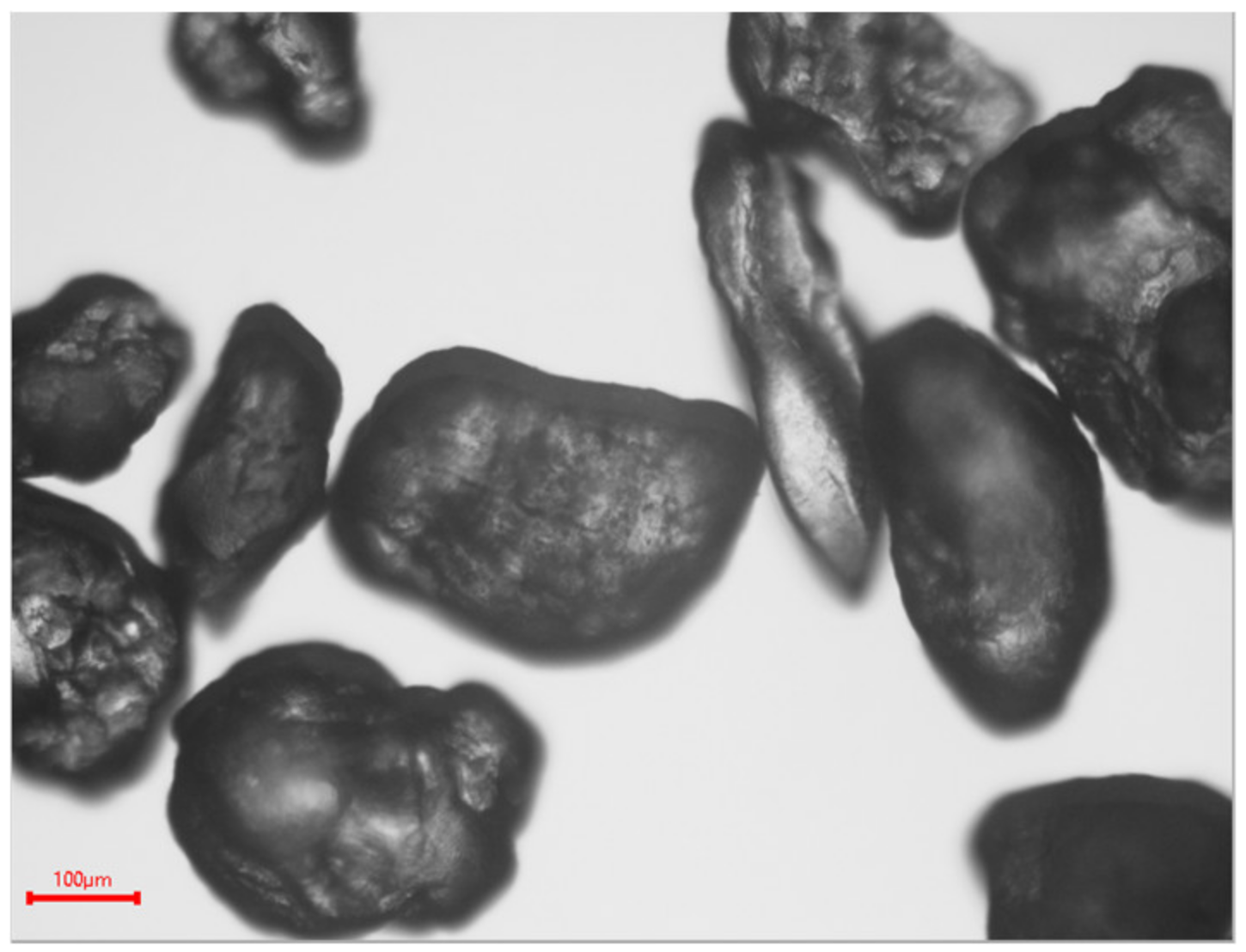
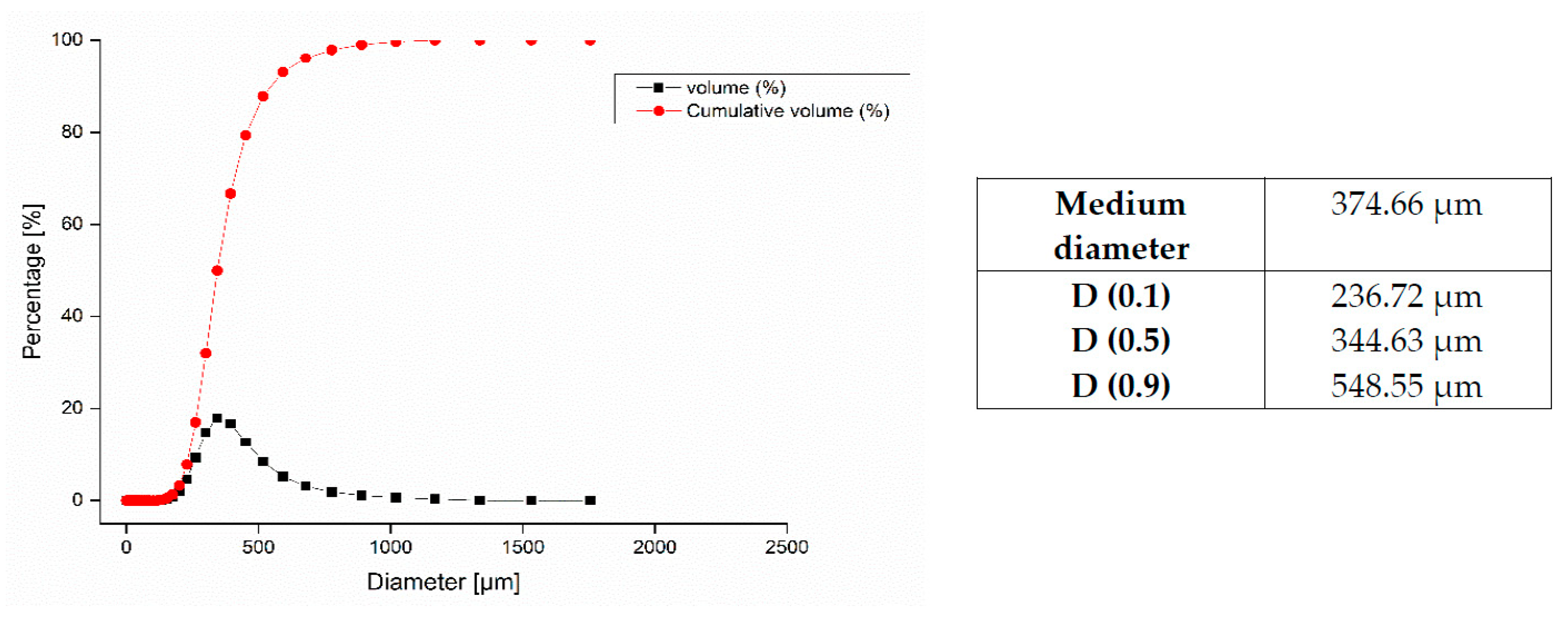
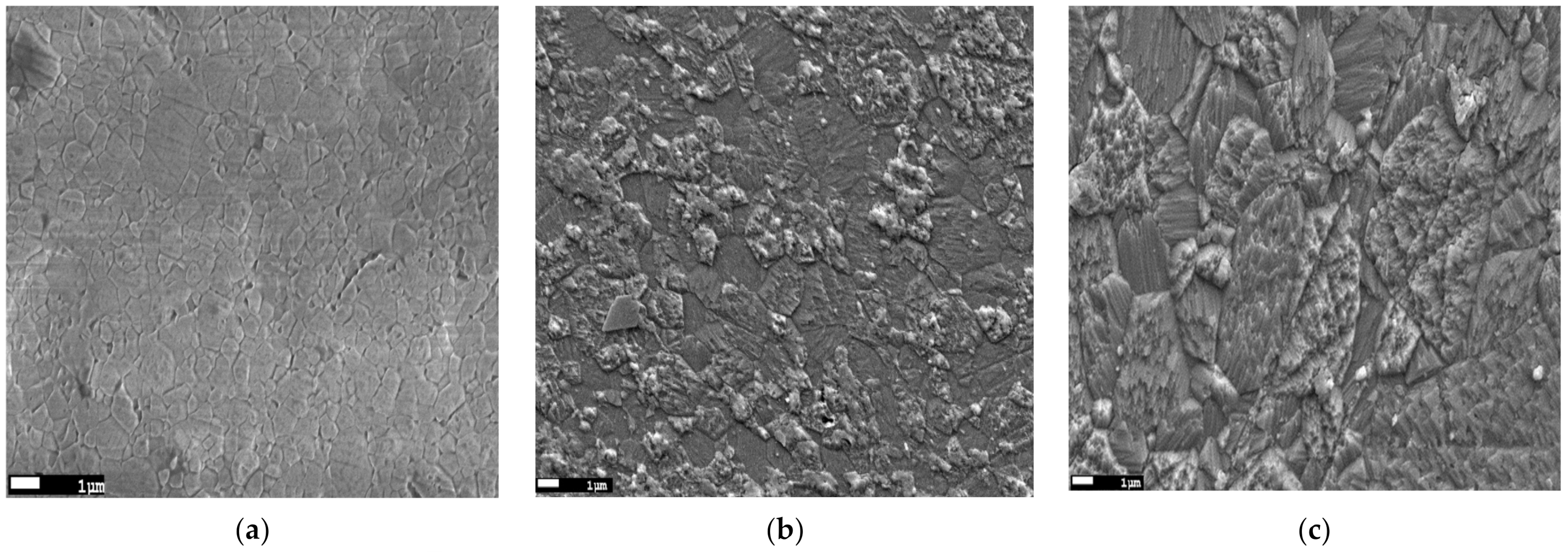
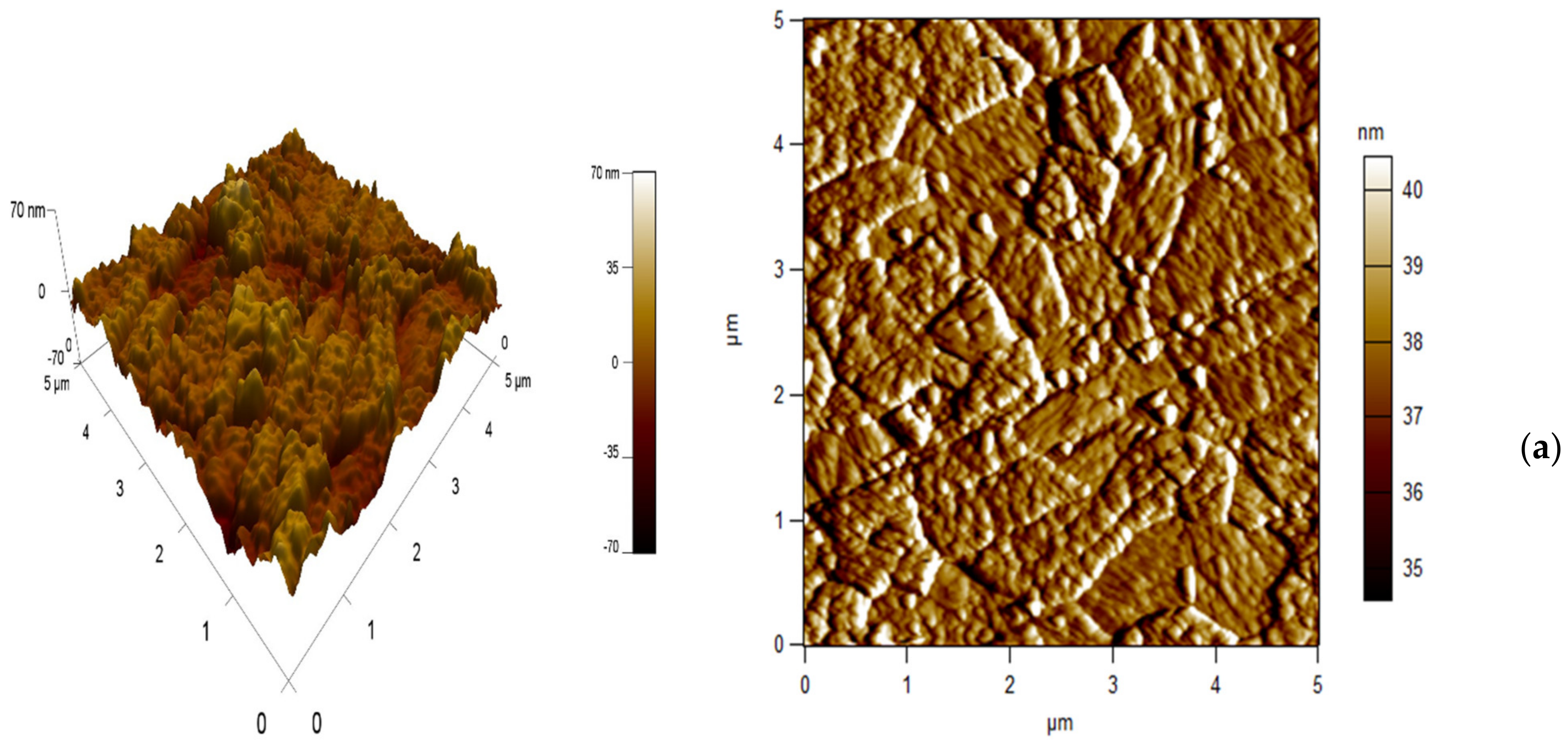
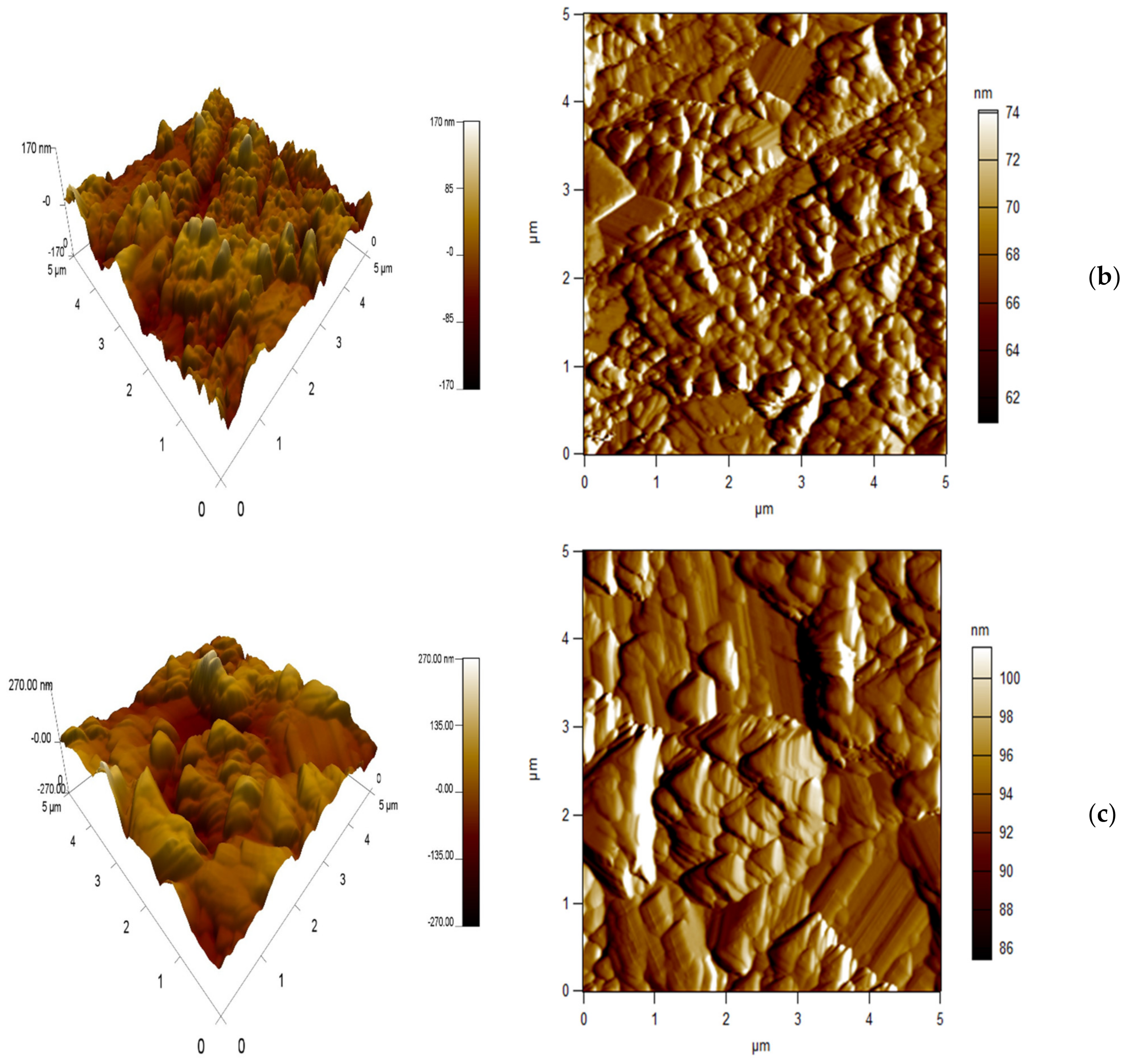
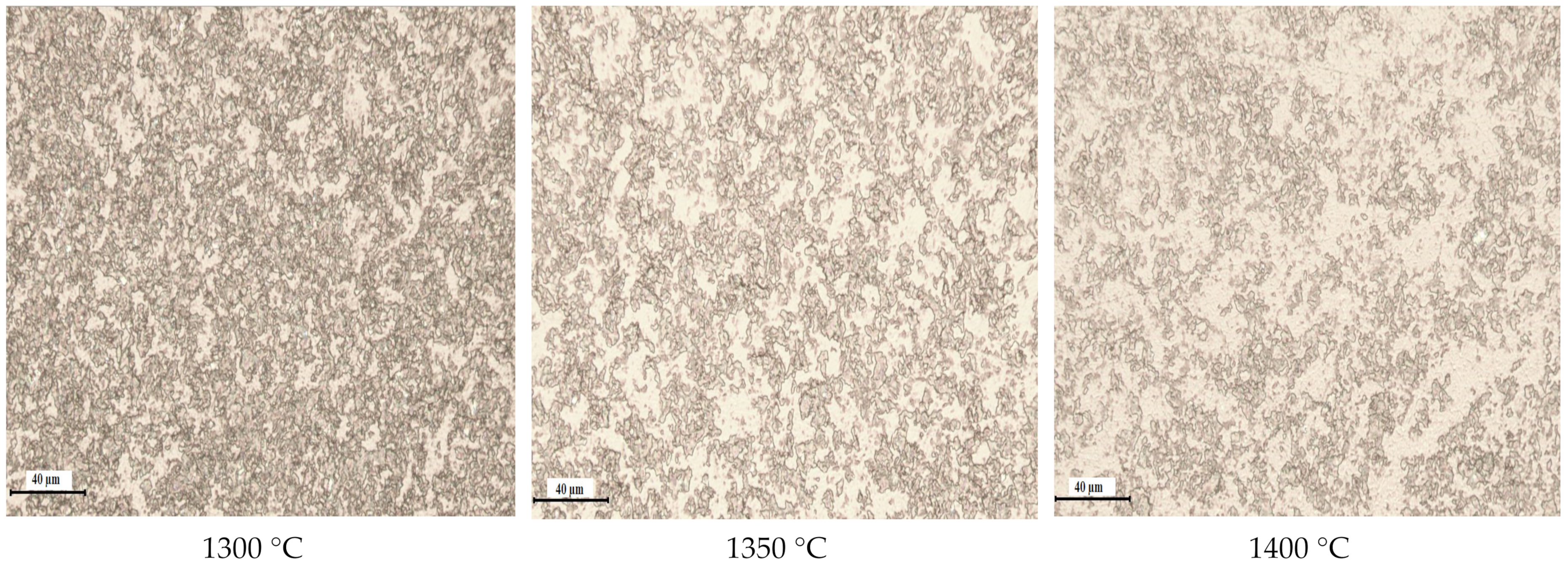
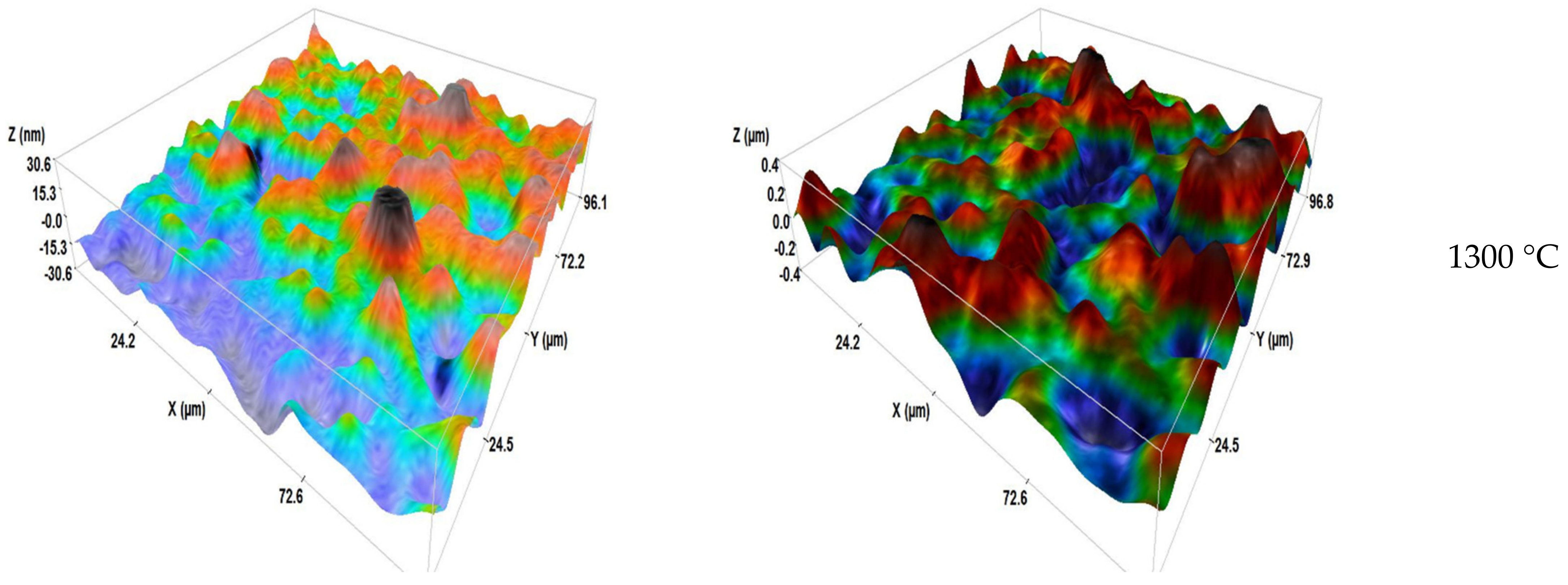
3.1. Microstructural Characterization
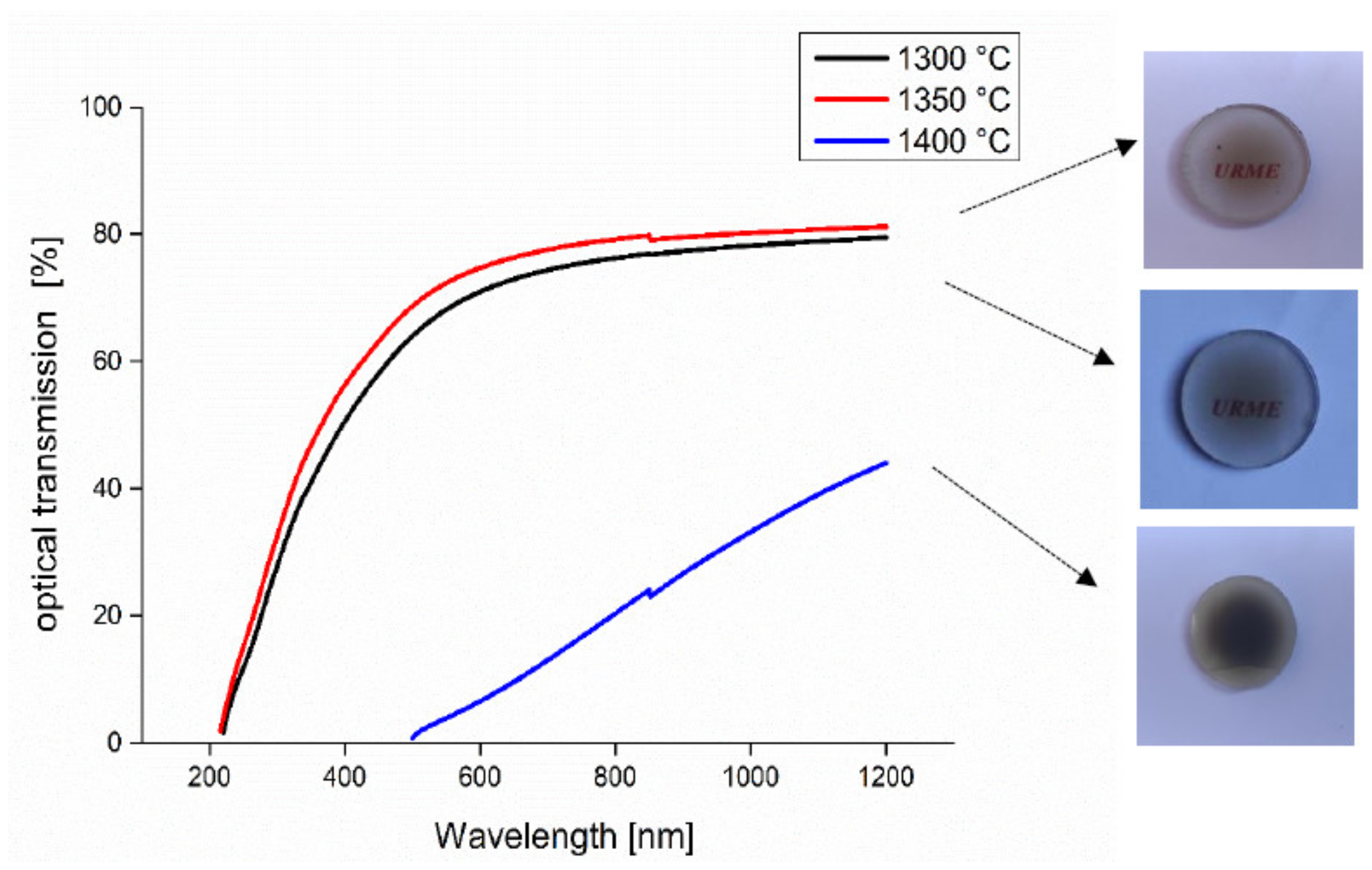
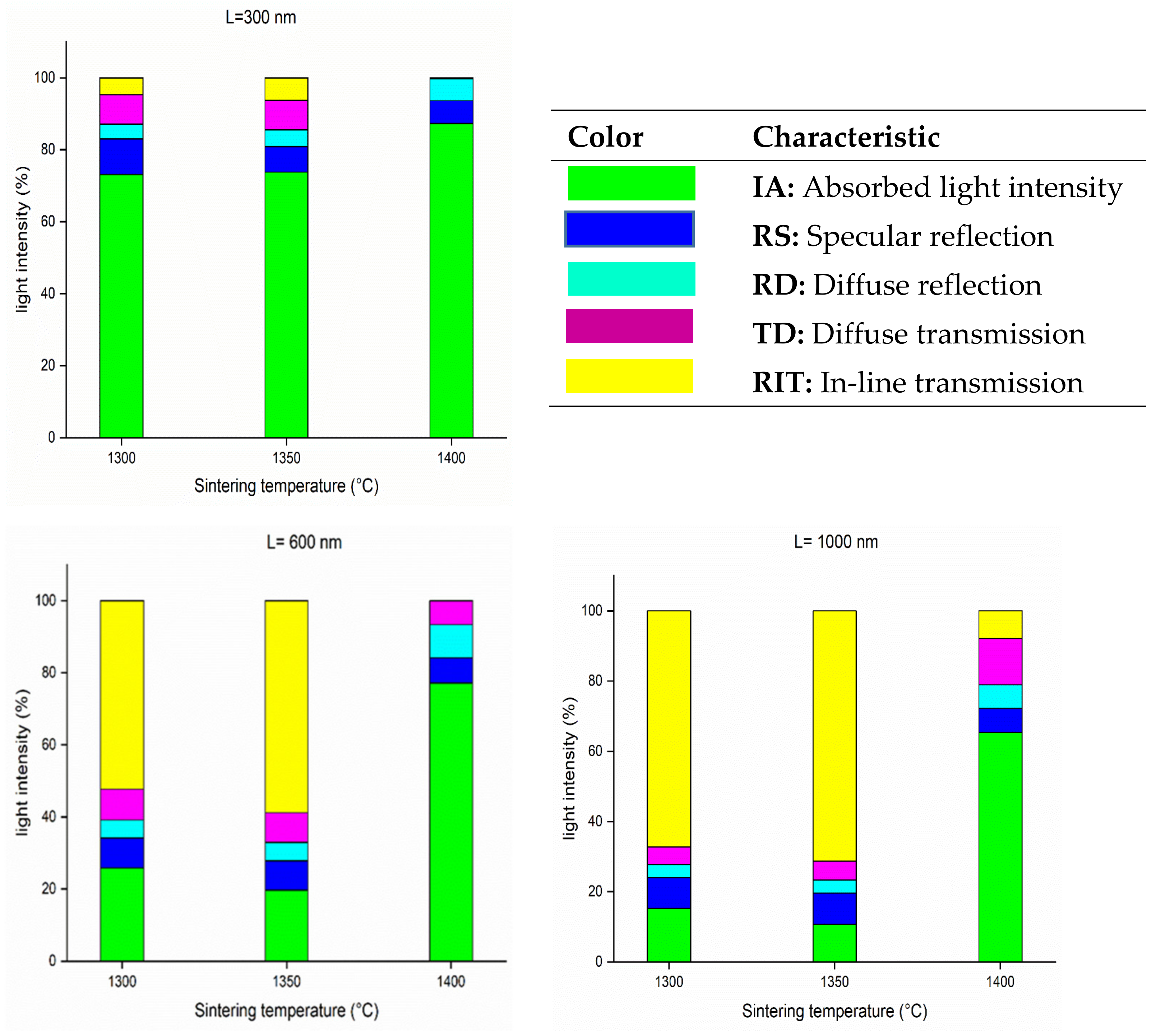
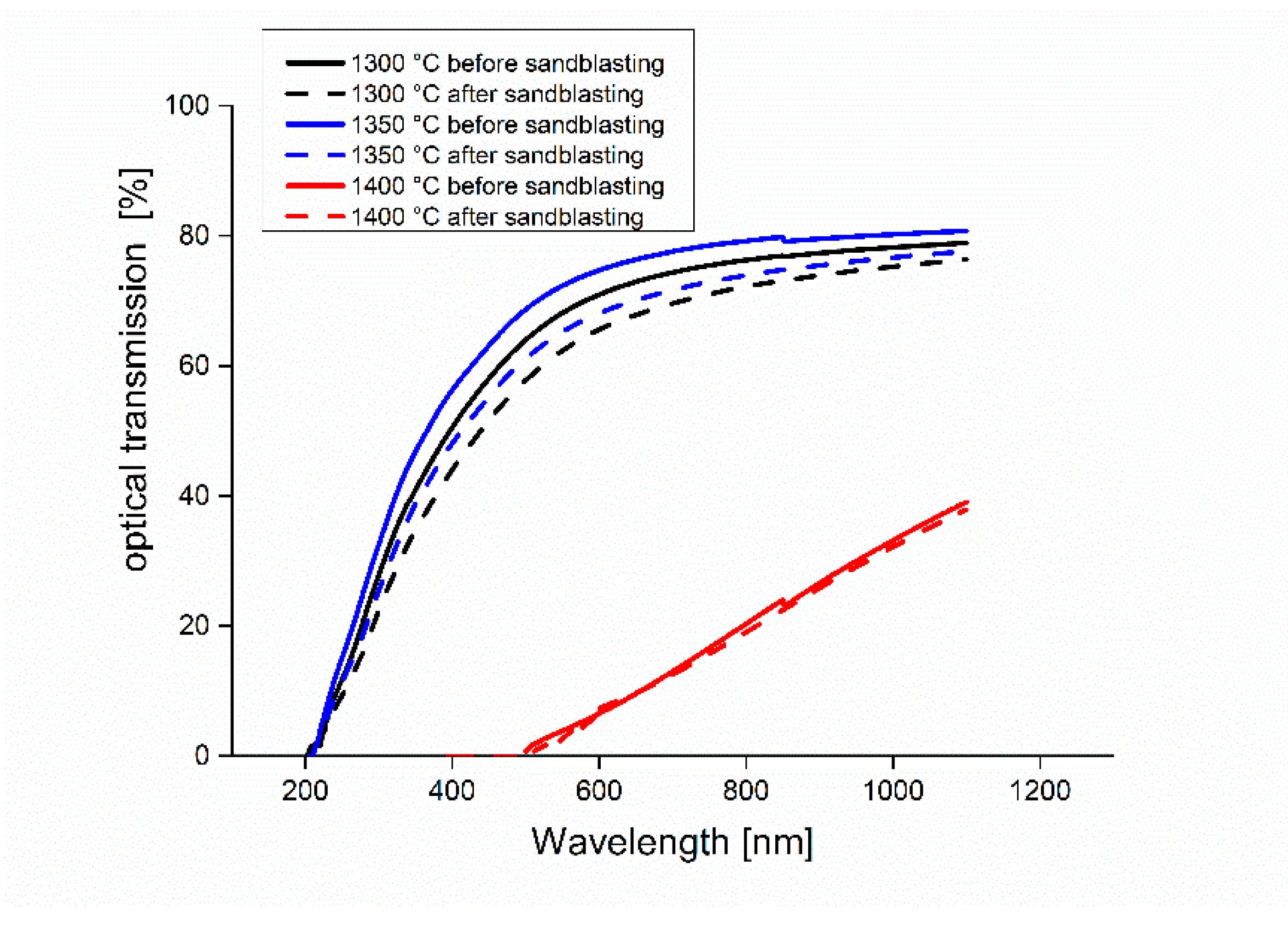
3.2. Optical Characterization
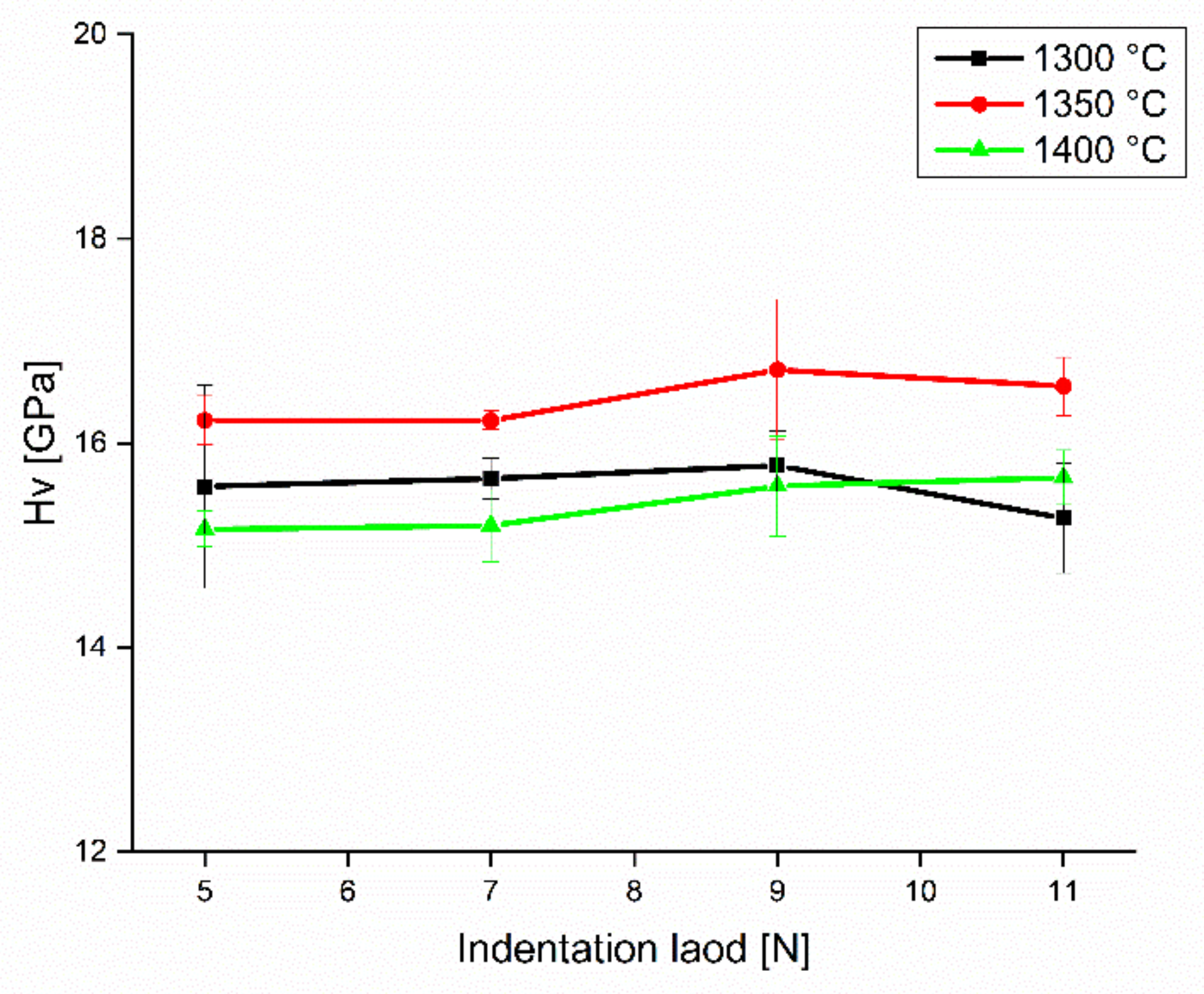
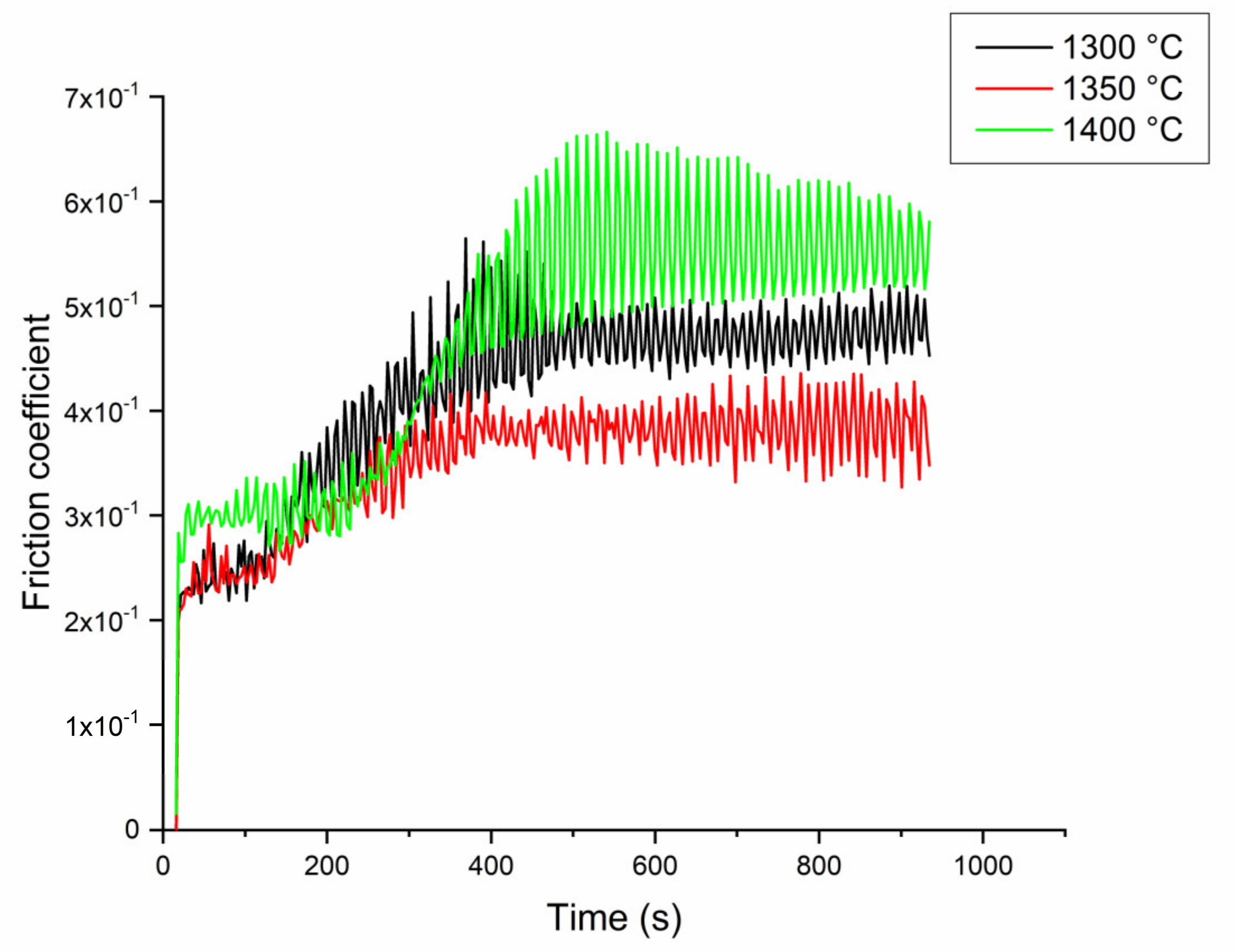
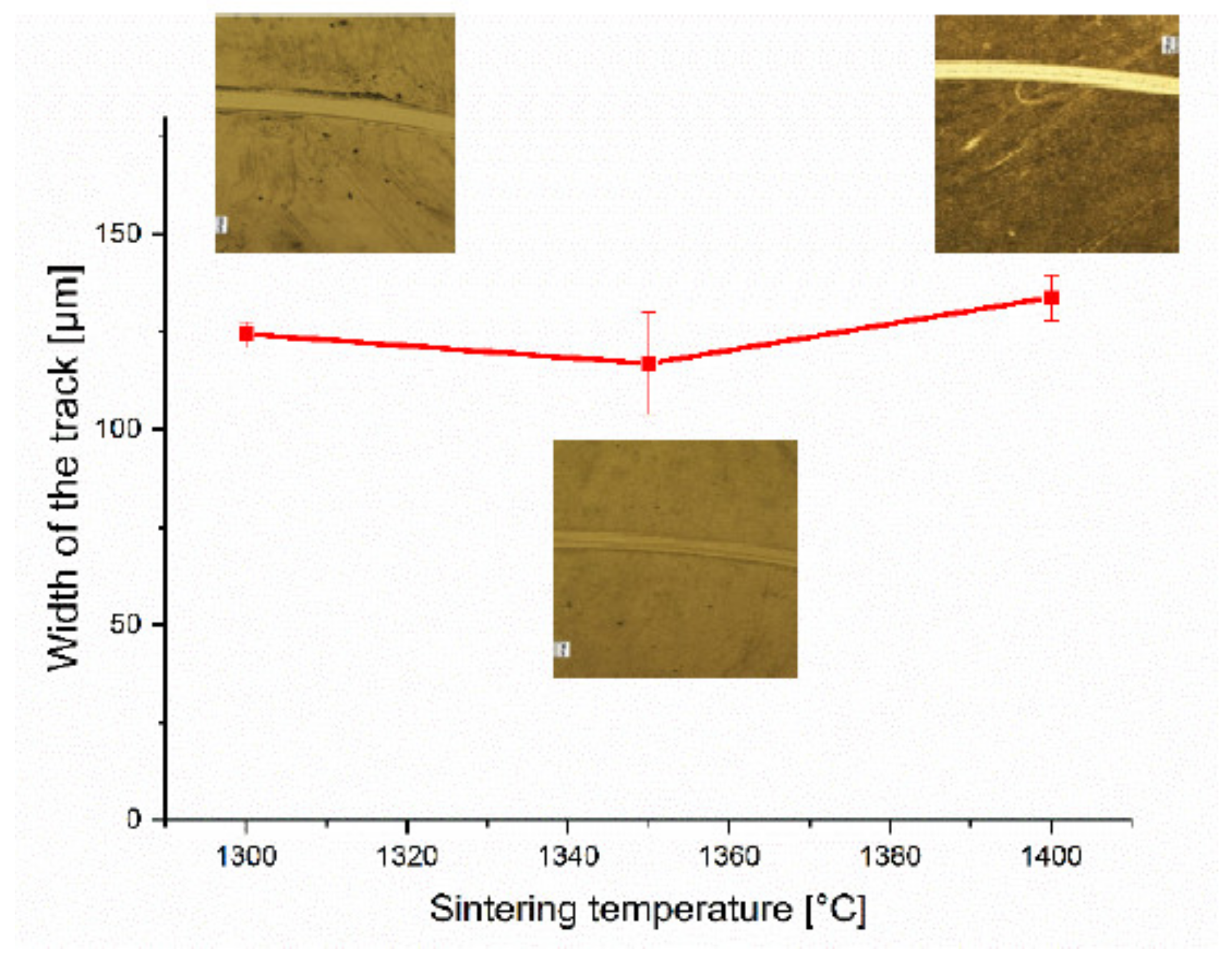
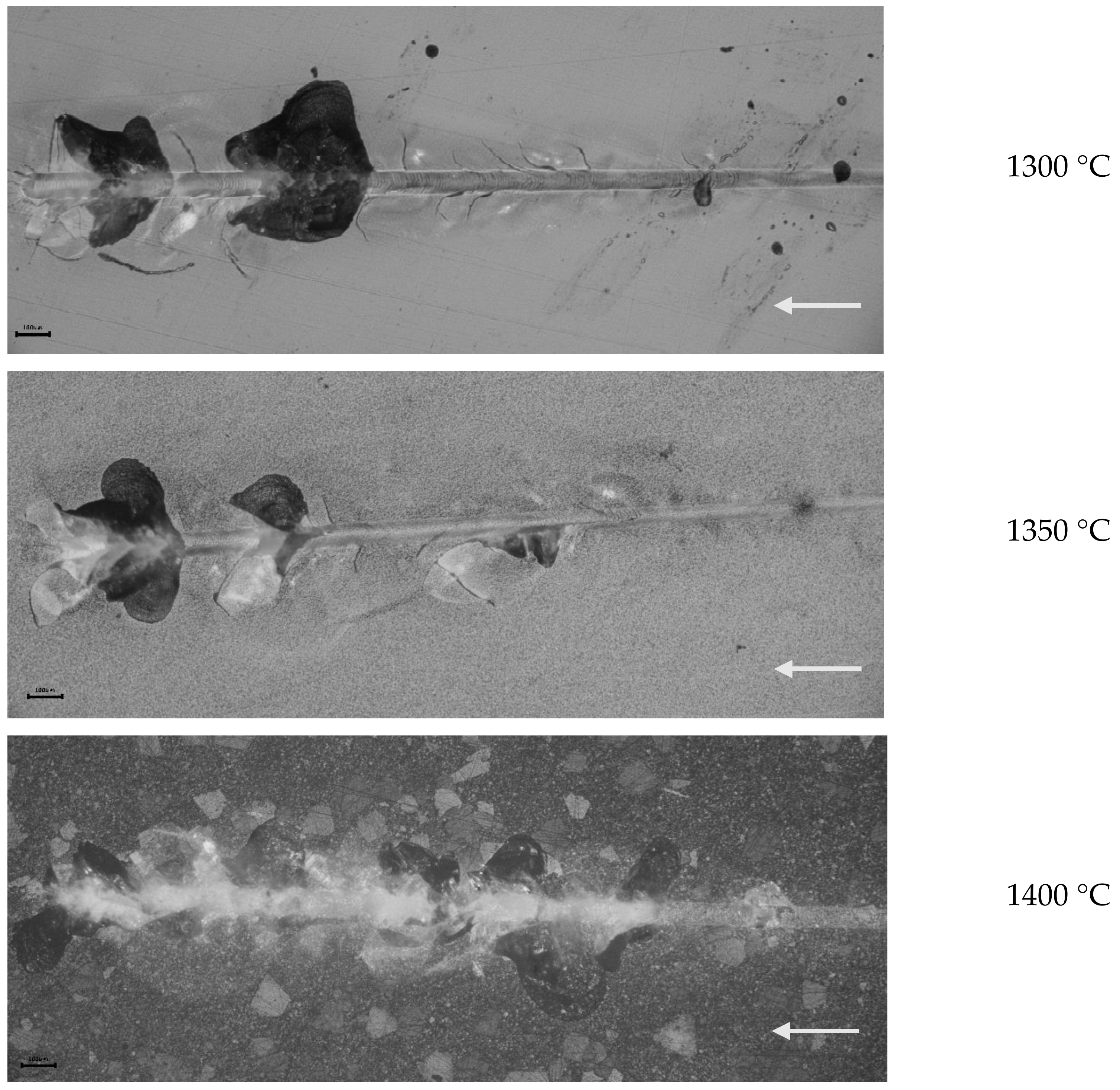
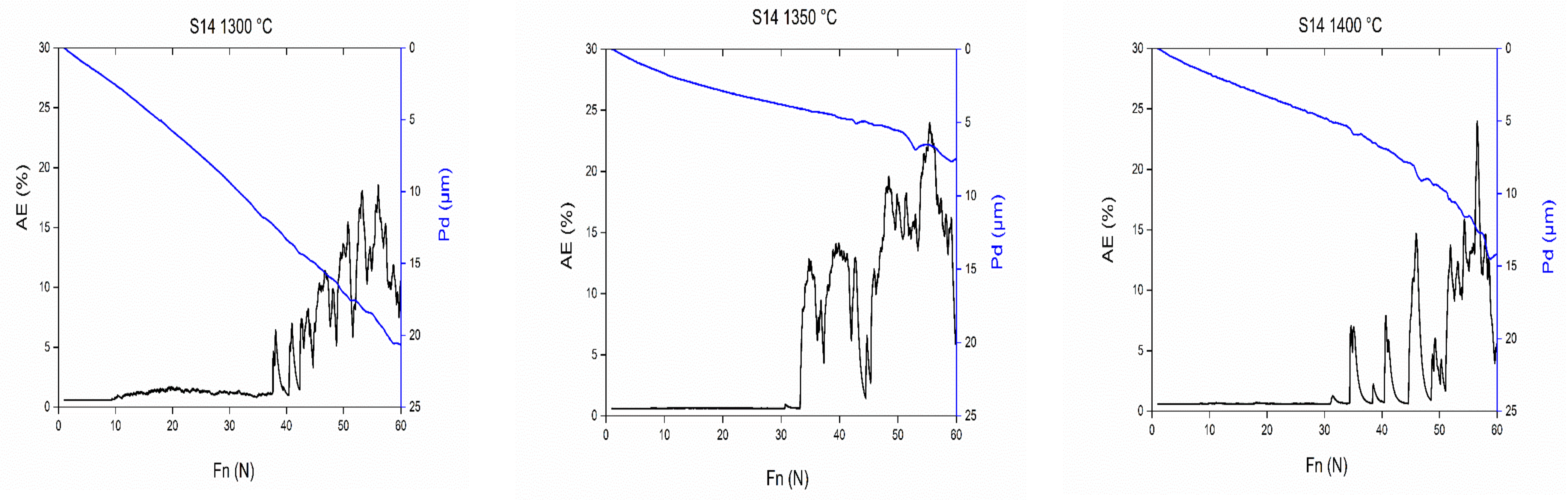
3.3. Mechanical Characterization
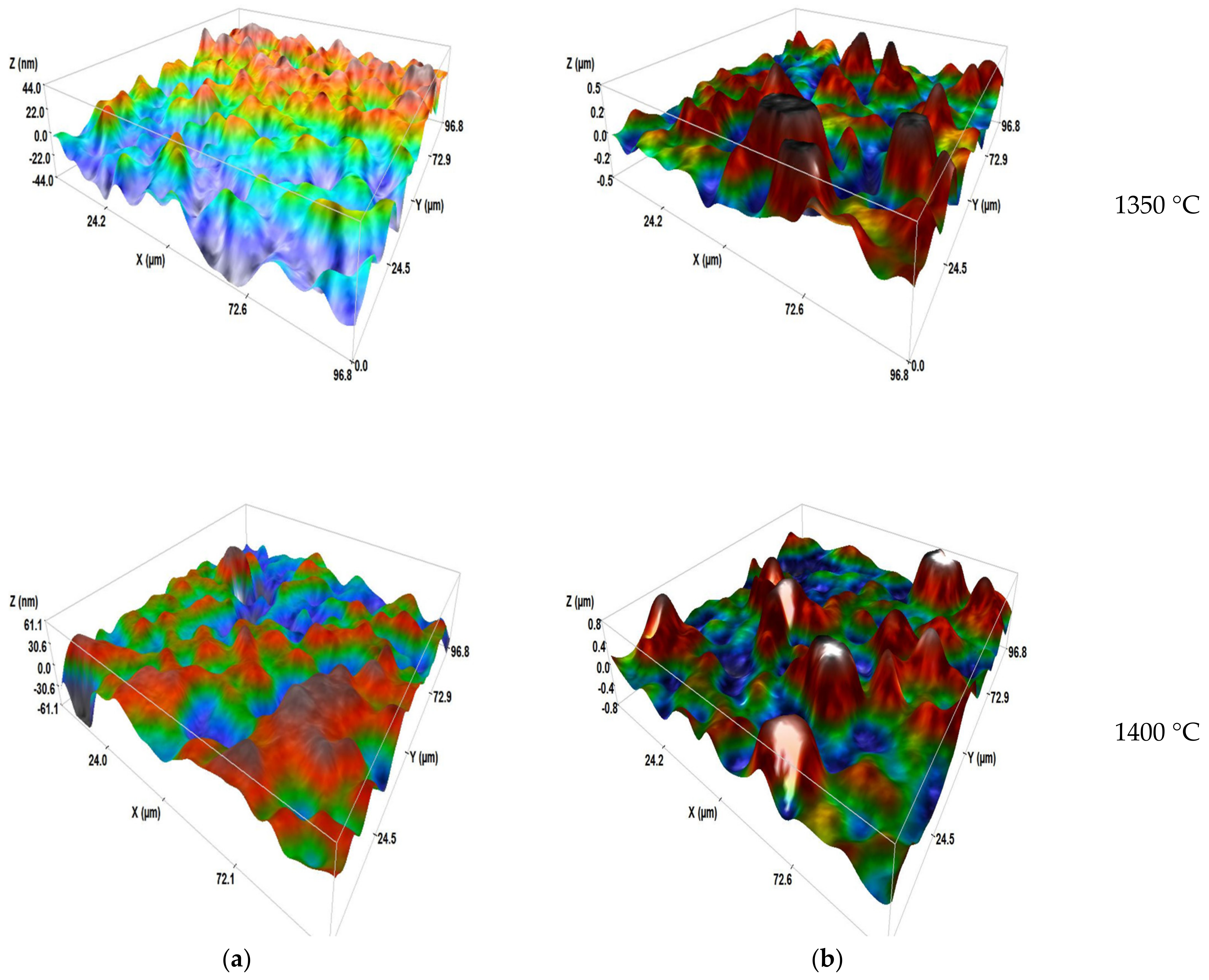
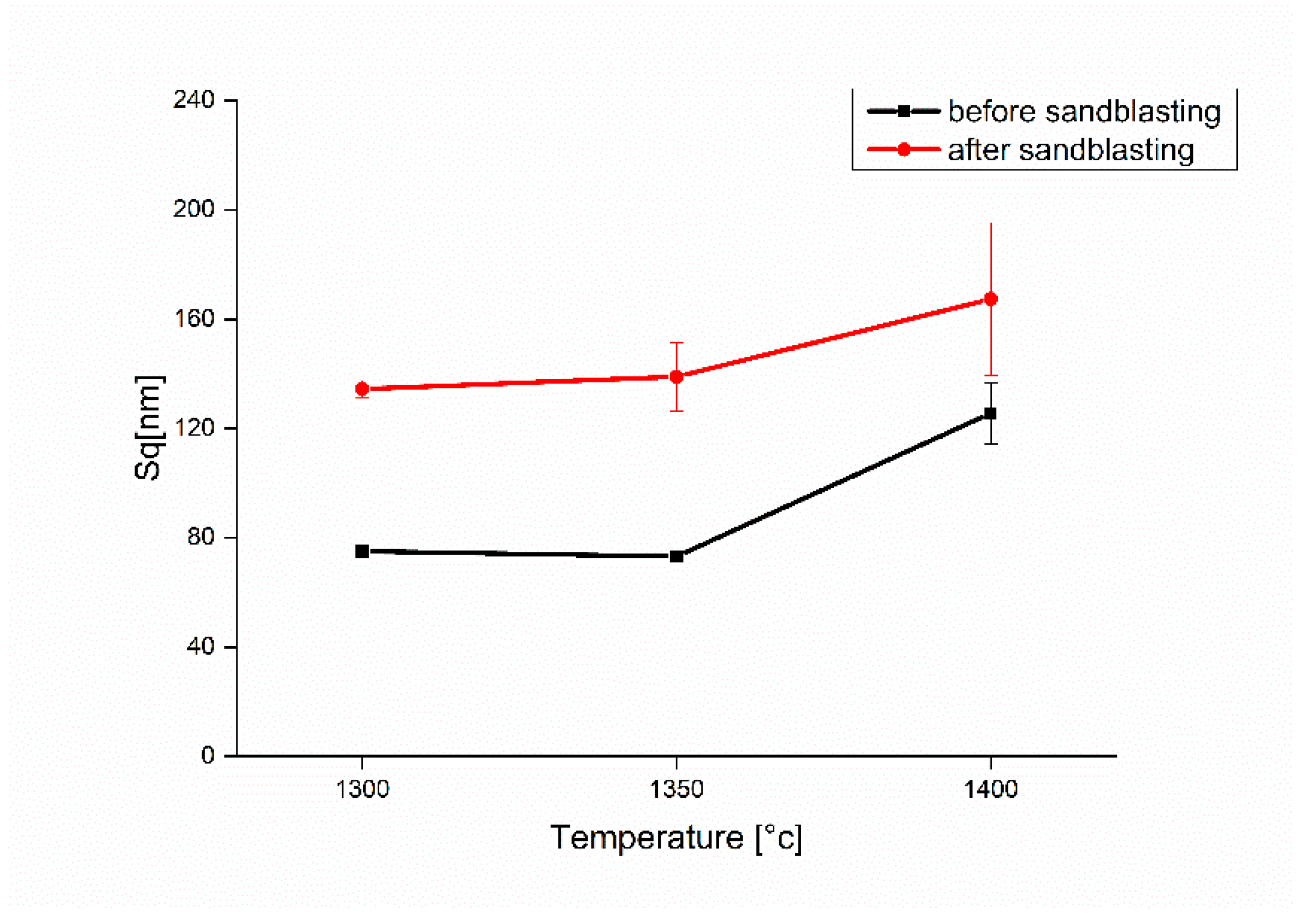
3.4. Sandblasting
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Johnson, R.; Biswas, P.; Ramavath, P.; Kumar, R.S.; Padmanabham, G. Transparent polycrystalline ceramics: An overview. Trans. Indian. Ceram. Soc. 2012, 71, 73–85. [Google Scholar] [CrossRef]
- Shi, Z.; Zhao, Q.; Guo, B.; Ji, T.; Wang, H. A review on processing Polycrystalline magnesium aluminate spinel (MgAl2O4): Sintering techniques, material properties and machinability. Mater. Des. 2020, 193, 108858. [Google Scholar] [CrossRef]
- Zegadi, A.; Kolli, M.; Hamidouche, M.; Fantozzi, G. Transparent MgAl2O4 spinel fabricated by spark plasma sintering from commercial powders. Ceram. Int. 2018, 44, 18828–18835. [Google Scholar] [CrossRef]
- Kim, B.N.; Dash, A.; Kim, Y.; Morita, K.; Yoshida, H.; Li, J.G.; Sakka, Y. Low-temperature spark plasma sintering of alumina by using SiC molding set. J. Ceram. Soc. Jpn. 2016, 124, 1141–1145. [Google Scholar] [CrossRef]
- Gajdowski, C.; D’Elia, R.; Faderl, N.; Böhmler, J.; Lorgouilloux, Y.; Lemonnier, S.; Leriche, A. Mechanical and optical properties of MgAl2O4 ceramics and ballistic efficiency of spinel based armour. Ceram. Int. 2022, 48, 18199–18211. [Google Scholar] [CrossRef]
- Dudina, D.V.; Bokhonov, B.B.; Olevsky, E.A. Fabrication of porous materials by spark plasma sintering: A review. Materials 2019, 12, 541. [Google Scholar] [CrossRef]
- Sokol, M.; Ratzker, B.; Kalabukhov, S.; Dariel, M.P.; Galun, E.; Frage, N. Transparent Polycrystalline Magnesium Aluminate Spinel Fabricated by Spark Plasma Sintering. Adv. Mater. 2018, 30, 1706283. [Google Scholar] [CrossRef]
- Morita, K.; Kim, B.N.; Yoshida, H.; Keijiro, H.; Sakka, Y. Distribution of Carbon Contamination in MgAl2O4 Spinel Occurring during Spark-Plasma-Sintering (SPS) Processing: I—Effect of Heating Rate and Post-Annealing. J. Eur. Ceram. Soc. 2017, 38, 2588–2595. [Google Scholar] [CrossRef]
- Sokol, M.; Kalabukhov, S.; Dariel, M.P.; Frage, N. High-pressure spark plasma sintering (SPS) of transparent Polycrystalline Magnesium Aluminate Spinel (PMAS). J. Eur. Ceram. Soc. 2014, 34, 4305–4310. [Google Scholar] [CrossRef]
- Sokol, M.; Halabi, M.; Mordekovitz, Y.; Kalabukhov, S.; Hayun, S.; Frage, N. An inverse Hall-Petch relation in nanocrystalline MgAl2O4 spinel consolidated by high pressure spark plasma sintering (HPSPS). Scr. Mater. 2017, 139, 159–161. [Google Scholar] [CrossRef]
- Akinribide, O.J.; Mekgwe, G.N.; Akinwamide, S.O.; Gamaoun, F.; Abeykoon, C.; Johnson, O.T.; Olubambi, P.A. A review on optical properties and application of transparent ceramics. J. Mater. Res. Technol. 2022, 21, 712–738. [Google Scholar] [CrossRef]
- Liu, L.; Morita, K. Effect of sintering conditions on optical and mechanical properties of MgAl2O4/Al2O3 laminated transparent composite fabricated by spark-plasma-sintering (SPS) processing. J. Eur. Ceram. Soc. 2022, 42, 2487–2495. [Google Scholar] [CrossRef]
- Nečina, V.; Hostaša, J.; Pabst, W.; Veselý, M. Magnesium fluoride (MgF2)—A novel sintering additive for the preparation of transparent YAG ceramics via SPS. J. Eur. Ceram. Soc. 2022, 42, 3290–3296. [Google Scholar] [CrossRef]
- Chen, X.; Wu, Y. Fabrication and optical properties of highly transparent MgO ceramics by spark plasma sintering. Scr. Mater. 2019, 162, 14–17. [Google Scholar] [CrossRef]
- Li, J.G.; Ikegami, T.; Lee, J.H.; Mori, T. Fabrication of translucent magnesium aluminum spinel ceramics. J. Am. Ceram. Soc. 2000, 83, 2866–2868. [Google Scholar] [CrossRef]
- Ganesh, I. A review on magnesium aluminate (MgAl2O4) spinel: Synthesis, processing and applications. I. Mater. Rev. 2013, 58, 63–112. [Google Scholar] [CrossRef]
- Wang, X.; Fang, M.; Zhang, L.C.; Ding, H.; Liu, Y.G.; Huang, Z.; Huang, S.; Yang, J. Solid particle erosion of alumina ceramics at elevated temperature. Mater. Chem. Phys. 2013, 139, 765–769. [Google Scholar] [CrossRef]
- Bousbaa, C.; Madjoubi, A.; Hamidouche, M.; Bouaouadja, N. Effect of annealing and chemical strengthening on soda lime glass erosion wear by sand blasting. J. Eur. Ceram. Soc. 2003, 23, 331–343. [Google Scholar] [CrossRef]
- Murugesh, L.; Scattergoog, R.O. Effect of erodent properties on the erosion of alumina. J. Mater. Sci. 1991, 26, 5456–5466. [Google Scholar] [CrossRef]
- Oka, Y.I.; Mihara, S.; Yoshida, T. Impact-angle dependence and estimation of erosion damage to ceramic materials caused by solid particle impact. Wear 2009, 267, 129–135. [Google Scholar] [CrossRef]
- Lallemant, L.; Garnier, V.; Bonnefont, G.; Marouani, A.; Fantozzi, G.; Bouaouadja, N. Effect of solid particle impact on light transmission of transparent ceramics: Role of the microstructure. Opt. Mater. 2014, 37, 352–357. [Google Scholar] [CrossRef]
- Von Helden, S.; Malzbender, J.; Krüger, M. Mechanical properties, wear resistance and surface damage of glasses and MgAl2O4 spinel ceramic after abrasion and scratch exposure. Ceram. Int. 2019, 45, 10765–10775. [Google Scholar] [CrossRef]
- Zhou, J.; Bahadur, S. The effect of material composition and operational variables on the erosion of alumina ceramics. Wear 1991, 150, 343–354. [Google Scholar] [CrossRef]
- Ćurković, L.; Kumić, I.; Grilec, K. Solid particle erosion behaviour of high purity alumina ceramics. Ceram. Int. 2011, 37, 29–35. [Google Scholar] [CrossRef]
- Morita, K.; Kim, B.N.; Hiraga, K.; Yoshida, H. Spark-plasma-sintering condition optimization for providing transparent MgAl2O4 spinel polycristal. J. Am. Ceram. Soc. 2009, 92, 1208–1216. [Google Scholar] [CrossRef]
- Bonnefont, G.; Fantozzi, G.; Trombert, S.; Bonneau, L. Fine-grained transparent MgAl2O4 spinel obtained by spark plasma sintering of commercially available nanopowders. Ceram. Int. 2012, 38, 131–140. [Google Scholar] [CrossRef]
- Benaissa, S.; Hamidouche, M.; Kolli, M.; Bonnefont, G.; Fantozzi, G. Characterization of nanostructured MgAl2O4 ceramics fabricated by spark plasma sintering. Ceram. Int. 2016, 42, 8839–8846. [Google Scholar] [CrossRef]
- Apetz, R.; Van Bruggen, M.P.B. Transparent Alumina: A Light-Scattering Model. J. Am. Ceram. Soc. 2003, 86, 480–486. [Google Scholar] [CrossRef]
- ASTM C1327-03; Standard Test Method for Vickers Indentation Hardness of Advanced Ceramics. ASTM International: West Conshohocken, PA, USA, 2003.
- Benaissa, S.; Hamidouche, M.; Kolli, M.; Fantozzi, G. Optical and mechanical Characterization of transparent α-alumina fabricated by Spark Plasma Sintering. Int. J. Appl. Ceram. Technol. 2019, 16, 638–646. [Google Scholar] [CrossRef]
- Anstis, R.G.; Chantikul, P.; Lawn, B.R.; Marshall, D.B. A critical evaluation of indentation techniques for measuring fracture toughness: I, direct crack measurements. J. Am. Ceram. Soc. 1981, 64, 533–538. [Google Scholar] [CrossRef]
- Kulyk, V.; Duriagina, Z.; Vasyliv, B.; Vavrukh, V.; Kovbasiuk, T.; Lyutyy, P.; Vira, V. The Effect of Sintering Temperature on the Phase Composition, Microstructure, and Mechanical Properties of Yttria-Stabilized Zirconia. Materials 2022, 15, 2707. [Google Scholar] [CrossRef]
- Malou, Z.; Hamidouche, M.; Bouaouadja, N.; Fantozzi, G. Thermal shock resistance of sodalime glass eroded by sandblasting. Glass Struct. Eng. 2019, 5, 147–153. [Google Scholar] [CrossRef]
- Razavi, R.S.; Ahsanzadeh-Vadeqani, M.; Barekat, M.; Naderi, M.; Hashemi, S.H.; Mishra, A.K. Effect of sintering temperature on microstructural and optical properties of transparent yttria ceramics fabricated by spark plasma sintering. Ceram. Int. 2016, 42, 7819–7823. [Google Scholar] [CrossRef]
- Hammoud, H.; Garnier, V.; Fantozzi, G.; Lachaud, E.; Tadier, S. Mechanism of carbon contamination in transparent MgAl2O4 and Y3Al5O12 ceramics sintered by spark plasma sintering. Ceramics 2019, 2, 48. [Google Scholar] [CrossRef]
- Rothman, A.; Kalabukhov, S.; Sverdlov, N.; Dariel, M.P.; Frage, N. The Effect of Grain Size on the Mechanical and Optical Properties of Spark Plasma Sintering-Processed Magnesium Aluminate Spinel MgAl2O4. Int. J. Appl. Ceram. Technol. 2012, 11, 146–153. [Google Scholar] [CrossRef]
- Morita, K.; Kim, B.N.; Yoshida, H.; Keijiro, H.; Sakka, Y. Assessment of carbon contamination in MgAl2O4 spinel during spark-plasma-sintering (SPS) processing. J. Ceram. Soc. Jpn. 2015, 123, 983–988. [Google Scholar] [CrossRef]
- Bernard-Granger, G.; Benameur, N.; Guizard, C.; Nygren, M. Influence of graphite contamination on the optical properties of transparent spinel obtained by spark plasma sintering. Scr. Mater. 2009, 60, 164–167. [Google Scholar] [CrossRef]
- Morita, K.; Kim, B.N.; Yoshida, H.; Sakka, Y. Distribution of carbon contamination in oxide ceramics occurring during spark-plasma-sintering (SPS) processing: II-Effect of SPS and loading temperatures. J. Eur. Ceram. Soc. 2018, 38, 2596–2604. [Google Scholar] [CrossRef]
- Morita, K.; Kim, B.N.; Yoshida, H.; Keijiro, H.; Sakka, Y. Spectroscopic study of the discoloration of transparent MgAl2O4 spinel fabricated by spark-plasma-sintering (SPS) processing. Acta Mater. 2015, 84, 9–19. [Google Scholar] [CrossRef]
- Goldstein, A.; Goldenberg, A.; Yeshurun, Y.; Hefetz, M. Transparent MgAl2O4 spinel from a powder prepared by flame spray pyrolysis. J. Am. Ceram. Soc. 2008, 91, 4141–4144. [Google Scholar] [CrossRef]
- Krell, A.; Bales, A. Grain Size-Dependent Hardness of Transparent Magnesium Aluminate Spinel. Int. J. Appl. Ceram. Technol. 2011, 8, 1108–1114. [Google Scholar] [CrossRef]
- Tokariev, O.; Steinbrech, R.W.; Schnetter, L.; Malzbender, J. Micro-and macro-mechanical testing of transparent MgAl2O4 spinel. J. Mater. Sci. 2012, 47, 4821–4826. [Google Scholar] [CrossRef]
- Hamidouche, M.; Khennafi-Benghalem, N.; Jacommet, S.; Fides, M.; Hvizdoš, P. Study of Ni63-Co37 nanocrystalline electrodeposited alloy as anti-wear coating on mild steel substrate. Mater. Res. Express 2019, 6, 126557. [Google Scholar] [CrossRef]
- Mroz, T.; Goldman, L.M.; Gledhill, A.D.; Li, D.; Padture, N.P. Nanostructured, infrared-transparent magnesium-aluminate spinel with superior mechanical properties. Int. J. Appl. Ceram. Technol. 2012, 9, 83–90. [Google Scholar] [CrossRef]
- Le Houerou, V.; Sangleboeuf, J.C.; Derianou, S.; Rouxel, T.; Duisit, G. Surface damage of soda–lime–silica glasses: Indentation scratch behavior. J. Non-Cryst. Solids 2003, 316, 54–63. [Google Scholar] [CrossRef]
- Huang, L.; Yao, W.; Mukherjee, A.K.; Scoenung, J.M. Improved mechanical behaviour and plastic deformation capability of ultrafine grain alumina ceramics. J. Am. Ceram. Soc. 2012, 95, 379–385. [Google Scholar] [CrossRef]
- Huang, L.; Zhang, Z.; Zhao, Y.; Yao, W.; Mukherjee, A.K.; Scoenung, J.M. Scratch-induced deformation in fine- and ultrafine-grained bulk alumina. Scr. Mater. 2010, 63, 528–531. [Google Scholar] [CrossRef]
- Klecka, M.; Subhash, G. Grain size dependence of scratch-induced damage in alumina ceramics. Wear 2008, 265, 612–619. [Google Scholar] [CrossRef]



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Component | Na | K | Fe | Si | Ca | S |
|---|---|---|---|---|---|---|
| Amount (ppm) | 11 | 13 | 6.5 | 14 | 6.9 | 300 |
| Oxides | SiO2 | Al2O3 | CaO | K2O | SO3 | Fe2O3 | MgO | SrO |
|---|---|---|---|---|---|---|---|---|
| Amount (wt.%) | 90.8 | 3.86 | 1.36 | 1.32 | 1.22 | 0.592 | 0.459 | 0.0140 |
| SPS Temperature | 1300 °C | 1350 °C | 1400 °C |
|---|---|---|---|
| RIT (%) at 550 nm | 68.1 | 72.3 | 3.4 |
| RIT (%) at 1000 nm | 78.2 | 80.2 | 33.2 |
| Sintering Temperature | 1300 °C | 1350 °C | 1400 °C |
|---|---|---|---|
| Elastic modulus [GPa] | 265 | 272 | 285 |
| Fracture Toughness [MPa√m] | 1.5 ± 0.1 | 1.7 ± 0.3 | 2.5 ± 0.4 |
| Critical Force | FC1 (N) | FC2 (N) |
|---|---|---|
| 1300 °C | 35.2 | 49.8 |
| 1350 °C | 30.9 | 42.5 |
| 1400 °C | 19.5 | 34.5 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hoggas, K.; Benaissa, S.; Cherouana, A.; Bouheroum, S.; Assali, A.; Hamidouche, M.; Fantozzi, G. Mechanical Behavior of Transparent Spinel Fabricated by Spark Plasma Sintering. Ceramics 2023, 6, 1191-1209. https://doi.org/10.3390/ceramics6020072
Hoggas K, Benaissa S, Cherouana A, Bouheroum S, Assali A, Hamidouche M, Fantozzi G. Mechanical Behavior of Transparent Spinel Fabricated by Spark Plasma Sintering. Ceramics. 2023; 6(2):1191-1209. https://doi.org/10.3390/ceramics6020072
Chicago/Turabian StyleHoggas, Khadidja, Salim Benaissa, Abdelbaki Cherouana, Sofiane Bouheroum, Abdenacer Assali, Mohamed Hamidouche, and Gilbert Fantozzi. 2023. "Mechanical Behavior of Transparent Spinel Fabricated by Spark Plasma Sintering" Ceramics 6, no. 2: 1191-1209. https://doi.org/10.3390/ceramics6020072
APA StyleHoggas, K., Benaissa, S., Cherouana, A., Bouheroum, S., Assali, A., Hamidouche, M., & Fantozzi, G. (2023). Mechanical Behavior of Transparent Spinel Fabricated by Spark Plasma Sintering. Ceramics, 6(2), 1191-1209. https://doi.org/10.3390/ceramics6020072