1. Introduction
Noise emission values, such as the emission sound pressure level or the sound power level, are key to the successful application of the Sell and Buy Quiet concept [
1]. This concept is supposed to reduce occupational noise exposure from machinery and, ultimately, the occurrence of occupational noise-induced hearing loss. However, noise emission values need to be reliable in order to enable employers to select the comparatively quietest machines fulfilling all operational process requirements. Hence, machinery manufacturers shall determine these values with sufficient accuracy and reproducibility.
This, in turn, represents a challenge for many machinery manufacturers, especially small and medium sized enterprises (SMEs), as they do not have access to hemi-anechoic chambers or reverberation rooms within their facilities. If measurements are performed by a third party, e.g., a test house, this can be too costly if the sold quantity of a certain type of machine is low or if in the worst case all machines are custom-made.
However, there are standards that allow for the in situ determination of the emission sound pressure level (ISO 11202 [
2], ISO 11204 [
3] and ISO 11205 [
4]) as well as the sound power level (see ISO 3740 [
5] as a guide to applicable standards). They either apply corrections or are based on measuring the sound intensity. The corrections needed for the determination of the A-weighted emission sound pressure level
from in situ sound pressure level measurements are the background noise correction
and the local environmental correction
.
corrects for the increase of the sound pressure level at the workstation due to sound reflections in the room. In contrast to the environmental correction
for the sound power level,
takes into account the directivity of the noise emission of the machine, e.g., towards the workstation or in the opposite direction.
Here, ISO 11202 is the standard with the lowest demands regarding the acoustic environment and the measurement efforts, while still allowing for measurements of accuracy grade 2 under certain conditions. Thus, ISO 11202 might be regarded as the best standard for SMEs to determine the emission sound pressure levels of their machines.
Basic noise emission standards are the result of research as well as discussions in the responsible ISO (International Organization for Standardization) Working Group (WG): ISO Technical Committee 43 Acoustics Subcommittee 1: Noise WG 28: Basic machinery noise emission standards. Focusing on ISO 11202, as it is the subject of this article, research has already been conducted on the first version of this standard (ISO 11202:1995 [
6,
7]). Within the frame of a European project, H. G. Jonasson concluded that ISO 11202:1995 had a bias, which led to an overestimation of the determined emission sound pressure level [
8]. Another research project [
9] independently came to similar conclusions. Here, measurements in rooms with an environmental correction
led to a systematic overestimation of more than 5.0 dB (omnidirectional sound radiation of the source) or 8.2 dB (directional sound radiation of the source) in more than 30% of all cases.
Further research on the matter was published in a German research report whose title translates to “Investigation of the quantities influencing the determination of the emission sound pressure levels of machinery” [
10]. Using sound prediction calculations, the following conclusions regarding the then-current version ISO 11202:1995 [
6] were reached. In the case of a machine where the workstation is screened from the main sources of noise emission, the method was unsuited to determine the emission sound pressure level, as errors could become as large as 10 dB (again an overestimation of the
). Even when the workstation was not screened from the main source of noise emission, the method only worked well as long as the source was concentrated in an area that was small compared to its distance from the workstation [
10] (pp. 34–35). A revision of ISO 11202:1995 was recommended in view of the results from the sound prediction calculations.
In a subsequent research report from the year 2004, W. Probst made proposals to improve ISO 11202 [
11] (pp. 78–81). First, the method from ISO 11202:1995 should be restricted to machines where the main sources of noise emission are not screened from the workstation and where the machine or the part of the machine dominating the noise emission is smaller than its distance to the workstation. Furthermore, a new method should become a part of ISO 11202. The proposal was based on the same method as the one used in ISO 11204:1995, except that one of the input parameters—the apparent directivity index—should be determined only approximately. These proposals were investigated and improved in the course of another research project, conducted by the ISO project leader responsible for the revision of ISO 11201, ISO 11202 and ISO 11204—W. Probst [
12].
Note that more research was conducted on the matter of the local environmental correction
[
13,
14,
15], but it was not focused on ISO 11202 and was partly conducted about 30 years ago. Standards in general and ISO standards in particular should represent the state of the art. Following the last revision of ISO 11202 in 2010 and the research conducted to support this revision (see above), no new research has been conducted for more than five years, and new research would be in order to ensure that ISO 11202 still represents the state of the art.
H. G. Jonasson conducted a small study with the aim of improving ISO 11202 [
16]. He concluded that the standard could be improved as described below and that this would also improve the accuracy of the method. As a result of his study, ISO 11202 has recently been amended [
17].
The changes made by the amendment mainly affect the local environmental correction for machines with a localized and well-defined sound-radiating area on the machine surface. This area needs to be small compared to its distance to the workstation and has to have a direct line of sight to the workstation, for which has to be determined. The changes—namely, the reduction of the minimum distance of workstations from the sound-radiating area from 1 m to 0.5 m and the calculation of the arithmetic mean d of the shortest distance and the longest distance for the distance from the workstation instead of only using the shortest distance, formerly also denoted d—not only increase the range of situations where the method can be applied, but affect the accuracy, too.
A clear effect of using the arithmetic mean instead of the shortest typical distance to determine is that it yields an environmental correction that is larger than or equal to that determined according to the non-amended version of ISO 11202. On the one hand, this increases the risk of overestimating the effect of the environment and, thus, of obtaining an emission sound pressure level that is lower than the “true” free-field value, as increases with increasing d (see Equation (1)). On the other hand, this change might improve the accuracy in certain situations.
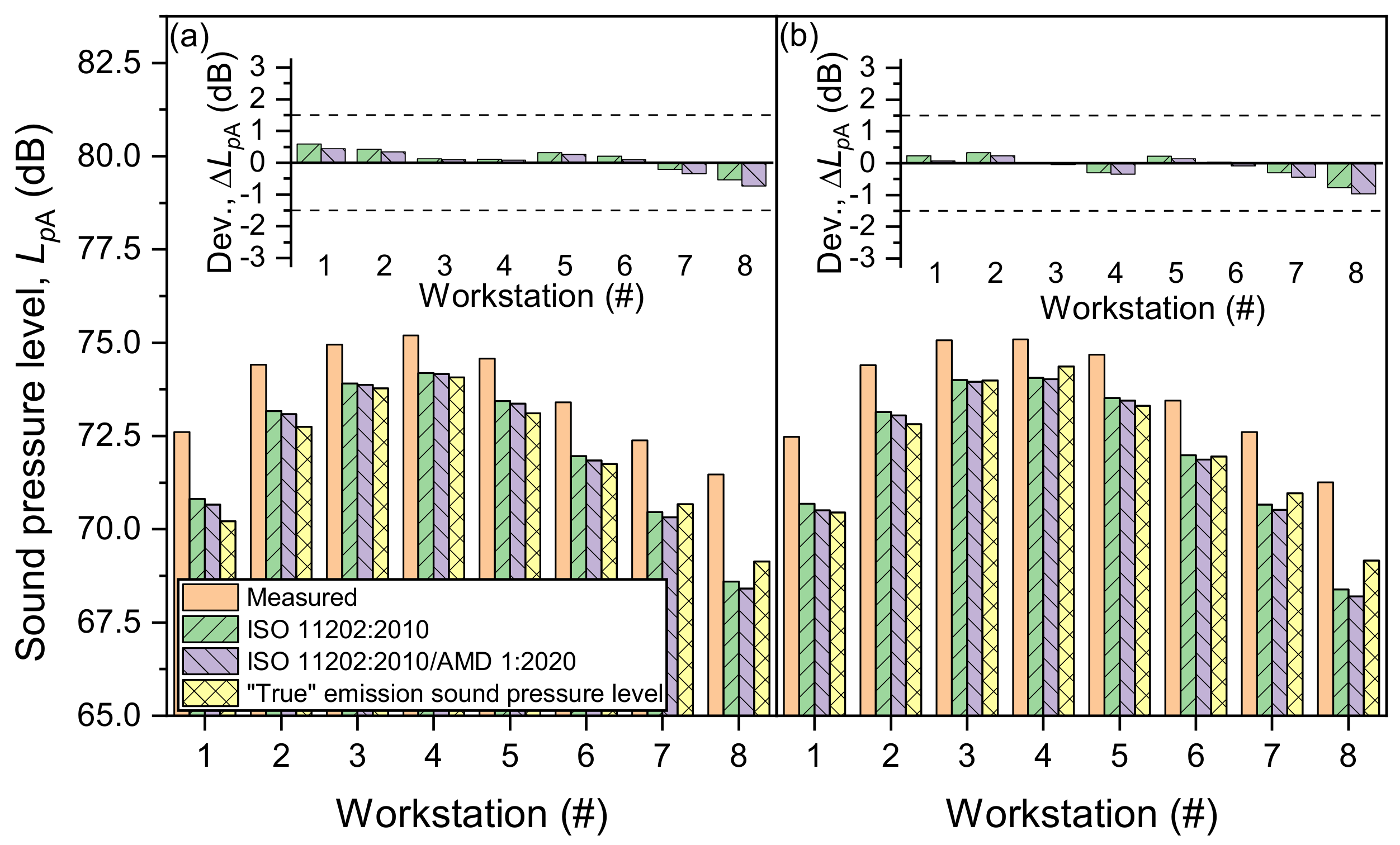
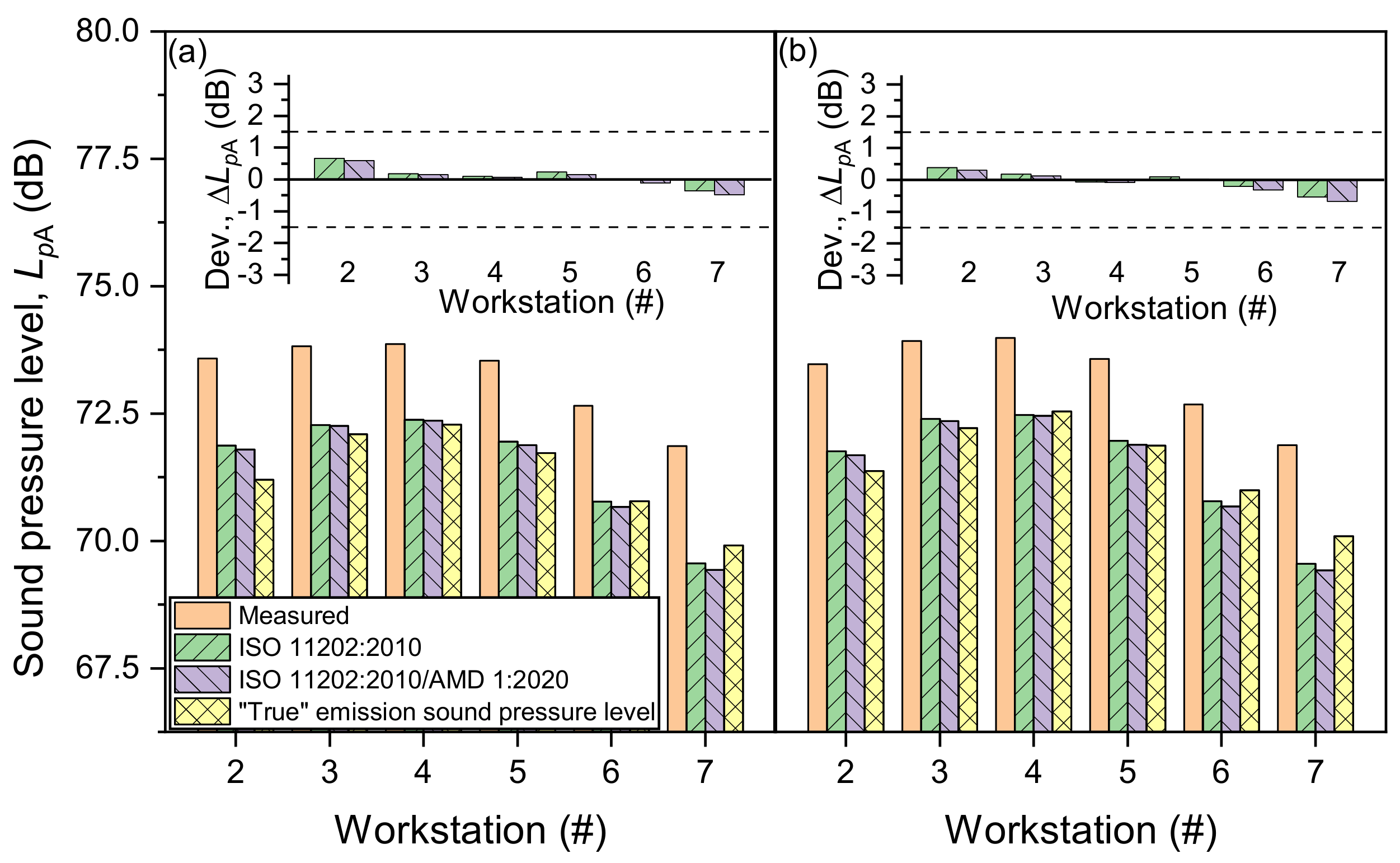
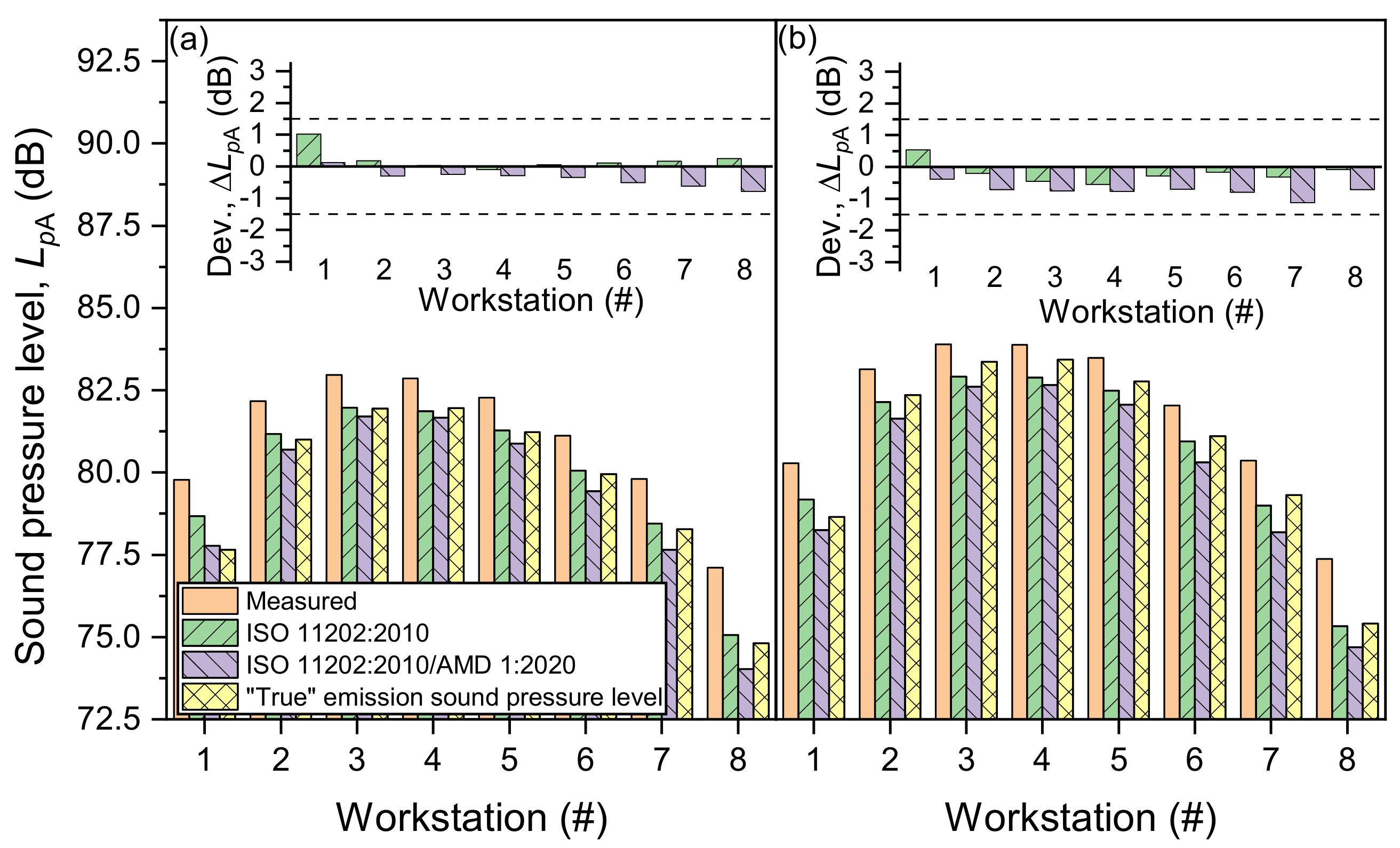
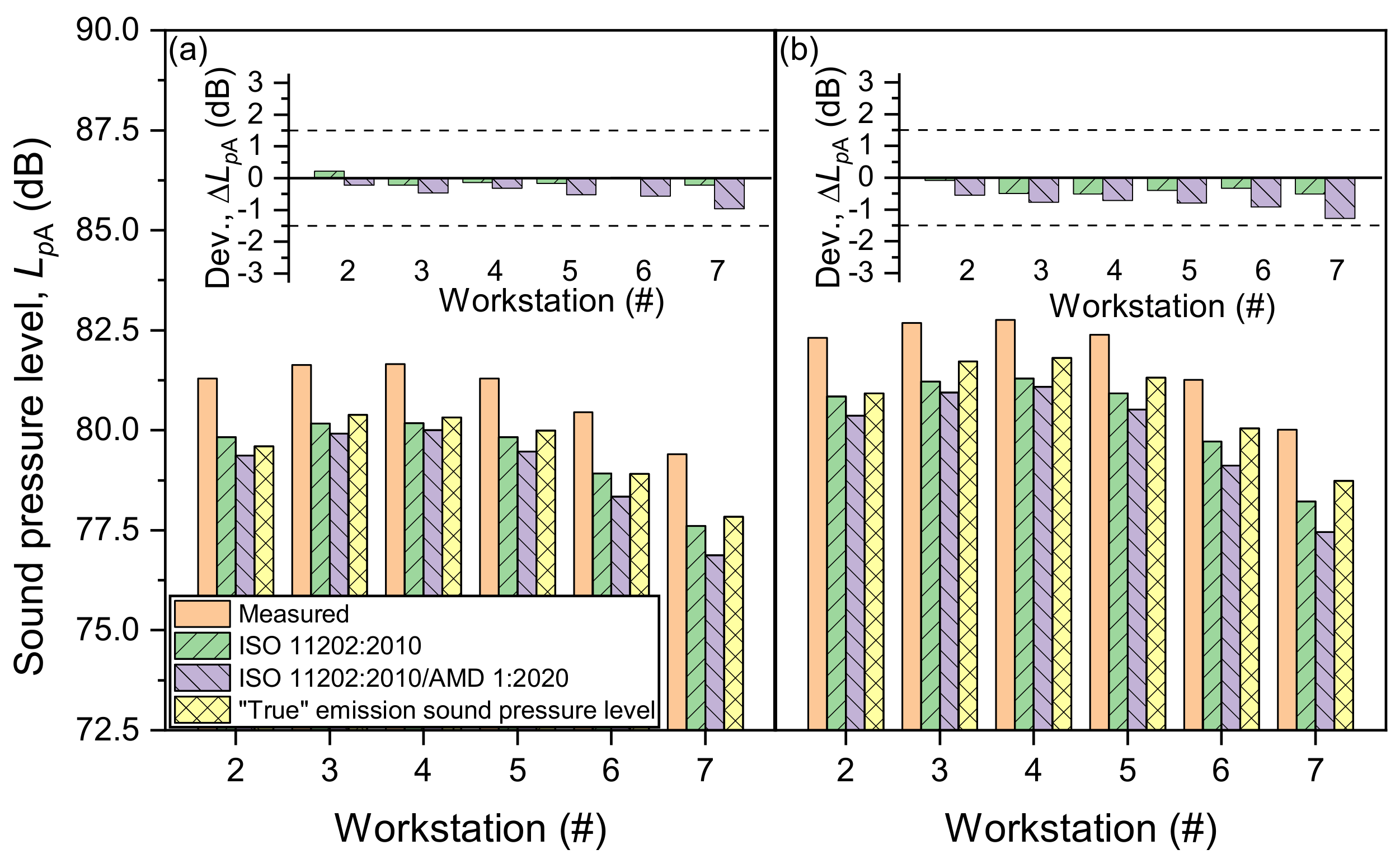
Measurements to directly compare the results obtained according to ISO 11202:2010 [
2] and according to the amended standard ISO 11202:2010/Amd 1:2020 [
17] were performed in 1/3-octave bands and evaluated in the applicable range of the standards from 100 Hz to 10 kHz.
Being able to predict the accuracy or, alternatively, to properly estimate the measurement uncertainty is as important as determining an accurate emission sound pressure level. To that end, the approach to assigning the accuracy grade based on the maximum value of is compared to the achieved accuracy. Here, the value is calculated from the maximum distance between the dominantly sound-radiating area and the workstation.
Section 2 describes the model machine and the acoustic environments used to investigate the effects of the amendment. This is followed by the presentation of the results and their discussion in
Section 3.
Section 4 concludes the paper by discussing the implications of the results.
2. Materials and Methods
To evaluate the effect of the amendment, measurements on a model machine with two different configurations were conducted in a hemi-anechoic chamber (reference measurements) and two different rooms (different shapes, heights and sizes), i.e., non-ideal acoustic environments. The acoustic properties of the rooms were determined. The achieved accuracy grade (see
Section 3.1) of the determined emission sound pressure level was compared to the deviation of the determined emission sound pressure levels from the “true” emission sound pressure levels measured in BAuA’s hemi-anechoic chamber. Here, BAuA (German abbrevation for Bundesanstalt für Arbeitsschutz und Arbeitsmedizin) refers to the Federal Institute for Occupational Safety and Health.
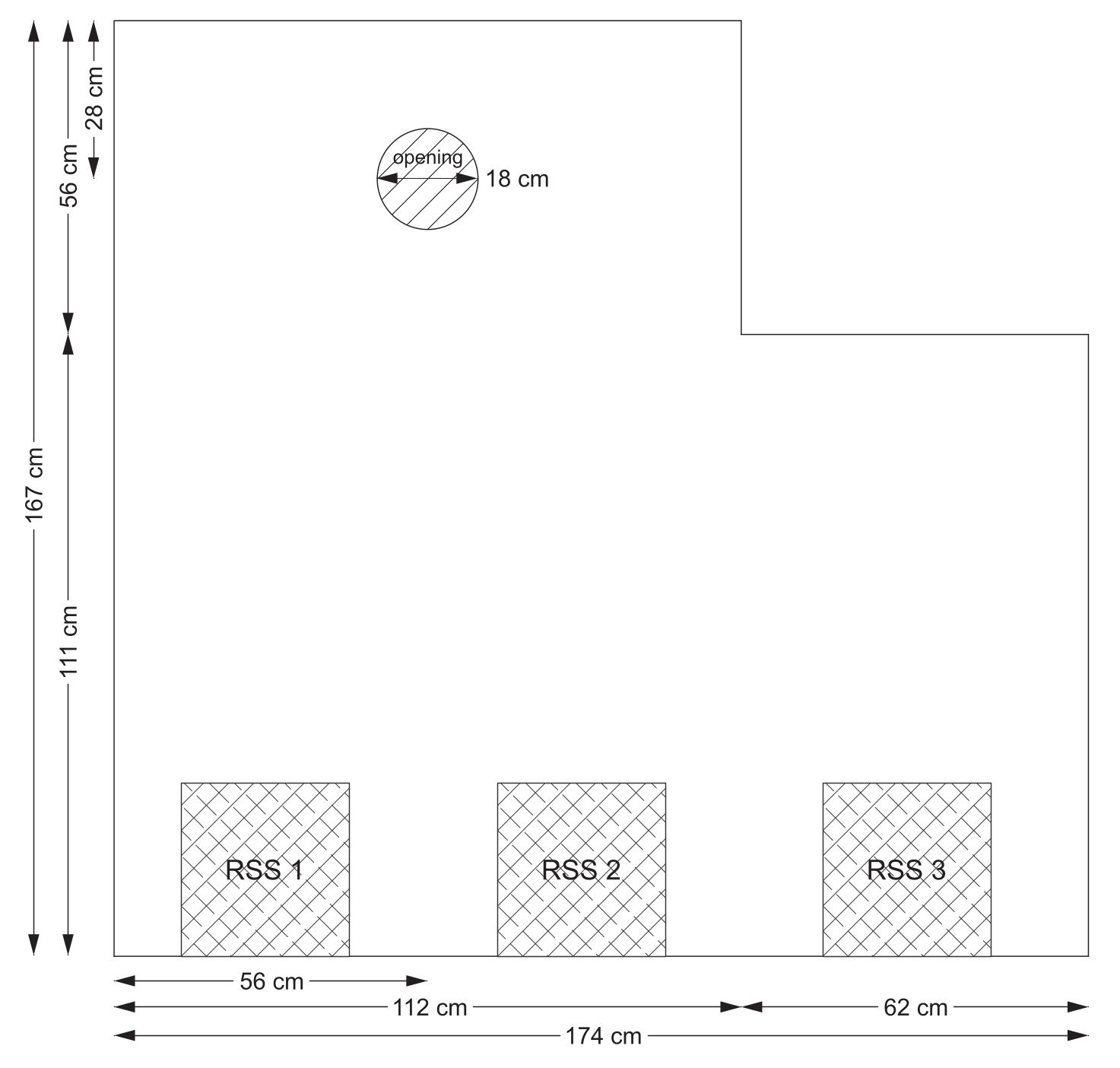
A model machine was used to simulate a real machine, while at the same time providing a stable and reproducible sound source. It had the following dimensions:
(
). It simulated a real machine of medium dimensions, e.g., a processing machine (see also Ref. [
12]). It was built using aluminium profiles and damped metal plates. In the bottom part of the model machine, three reference sound sources (RSSs), each having a sound power level of about 93 dB(A), ensured a sufficient noise emission.
A reference sound source (RSS) is a very stable sound source, which meets the requirements of ISO 6926:2016/Amd 1:2020 [
18,
19]. Reference sound sources were developed to determine the sound power level of other sound sources [
20] and are used to determine the environmental correction
for the sound power level [
21]. Aerodynamic reference sound sources are seen as candidates for transfer standards, once a reference normal for sound power has been established [
22]. For this research, aerodynamic reference sound sources from Brüel & Kjaer (Type 4204) were used.
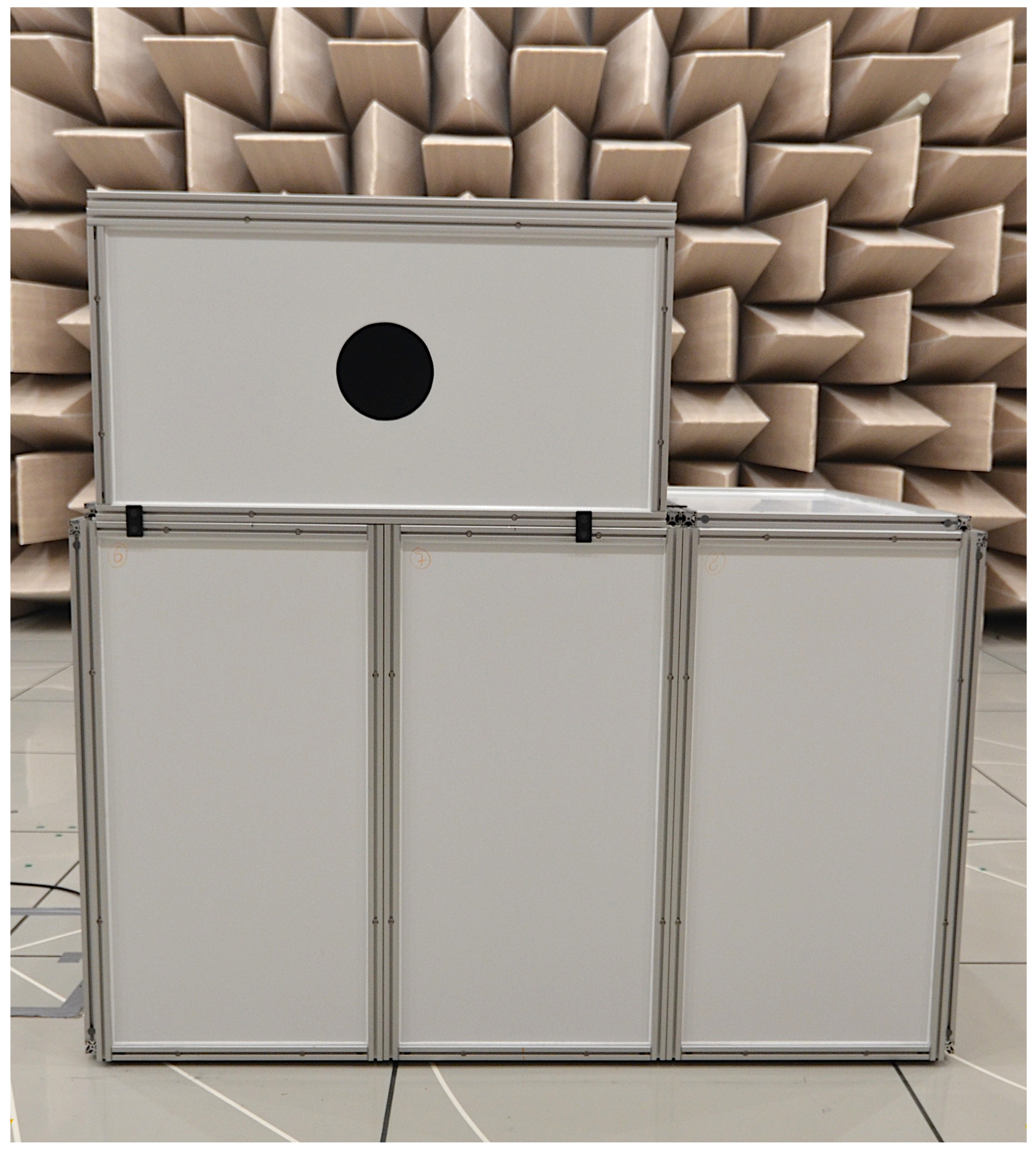
Figure 1 shows the model machine in configuration I with a circular opening in the hemi-anechoic chamber. Clearly, the opening represented a localized, well-defined and dominantly sound-radiating area (see the drawing (
Figure A1) in
Appendix A for the dimensions).
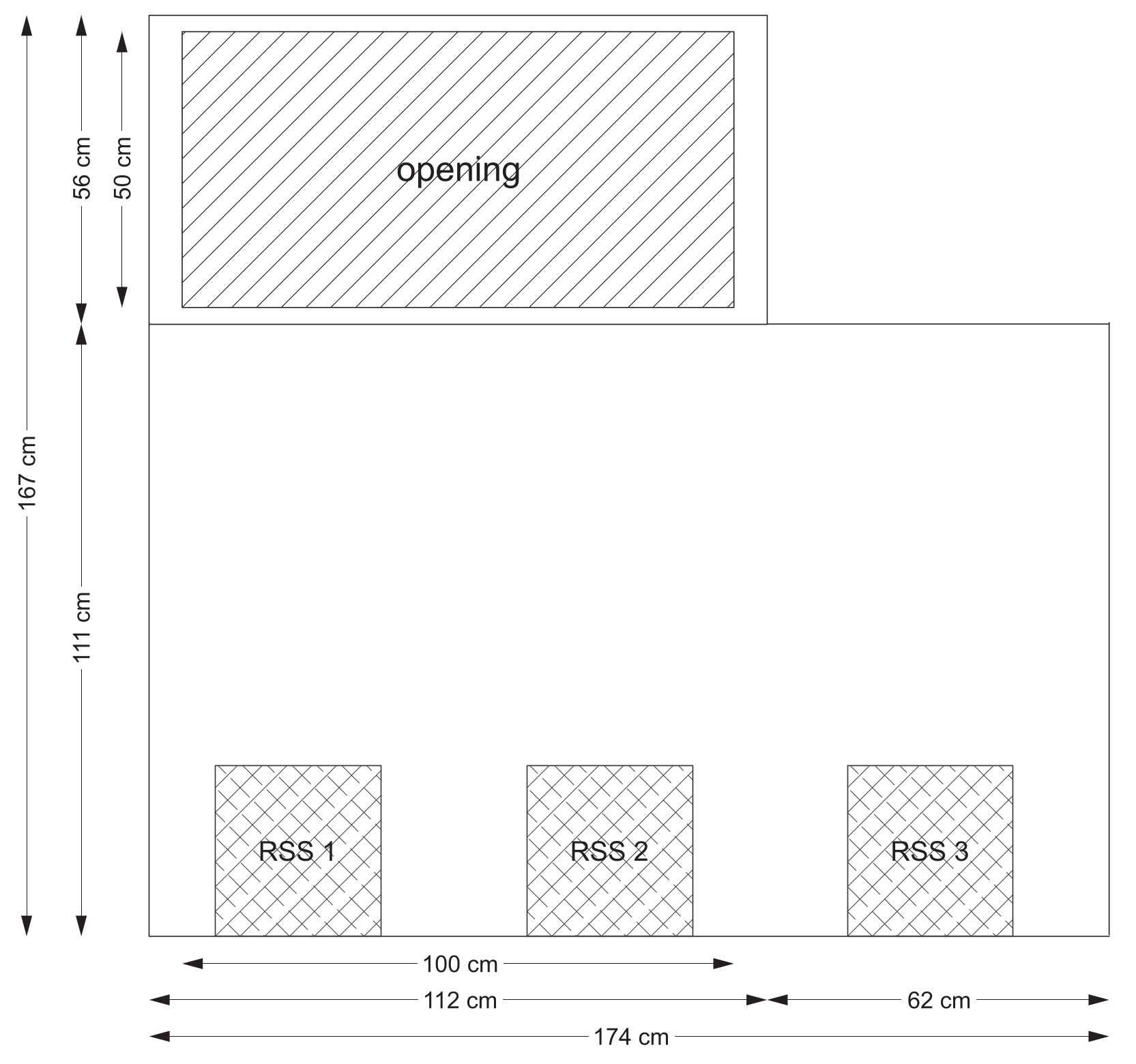
Figure 2 shows a photo of the model machine in configuration II, which had a larger opening on the same side of the machine. This opening still represented a dominantly sound-radiating area (see the drawing (
Figure A2) in
Appendix A for the dimensions).
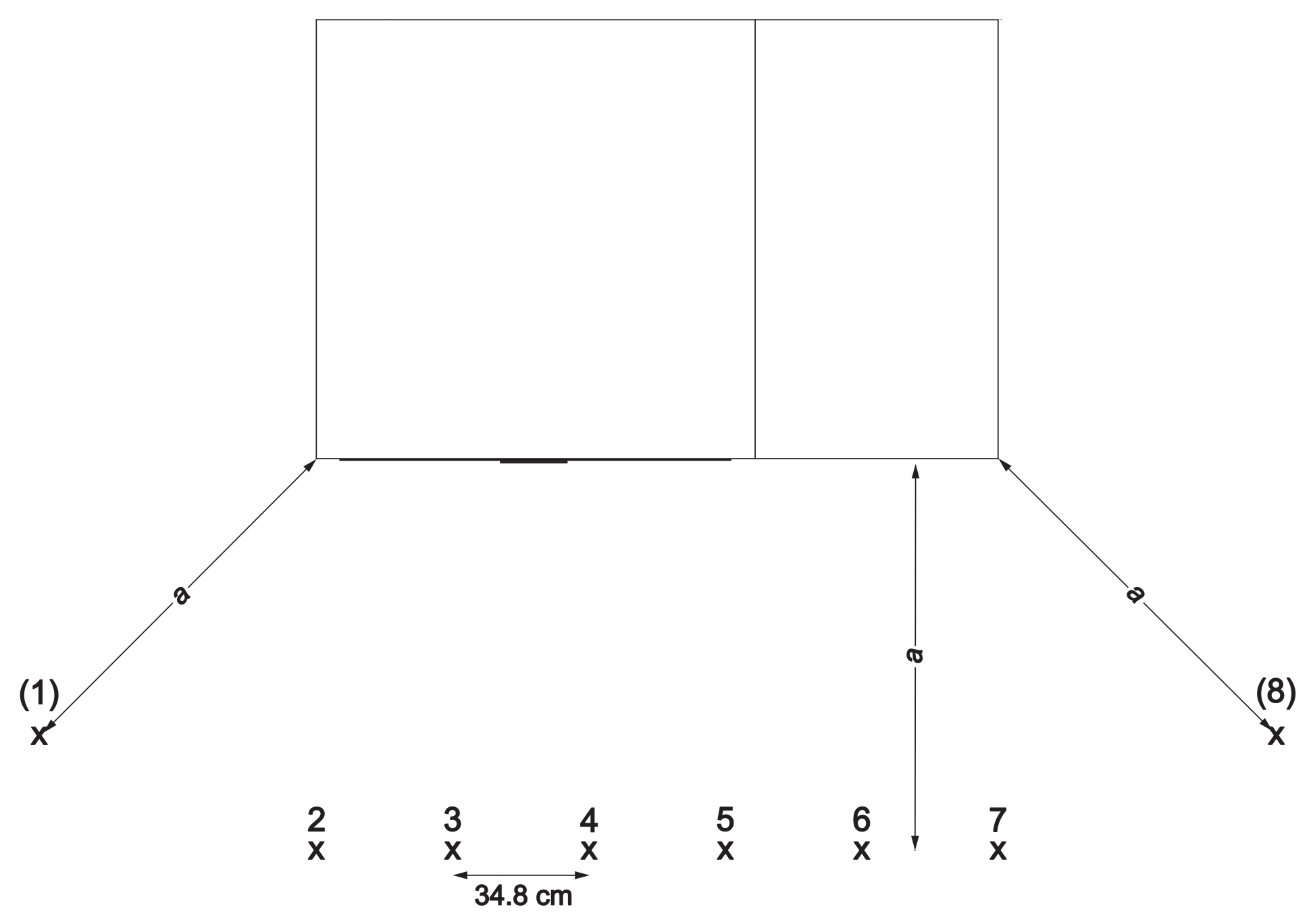
To obtain more data, eight workstations, instead of only one, were assigned to the model machine.
Figure 3 shows a sketch of the measurement positions in front of the dominantly sound-radiating areas of the model machine. Note that at each assigned workstation, except for positions 1 and 8, measurements were performed at three different distances, i.e., 0.5 m, 1 m and 1.25 m from the surface of the machine. All measurements were performed at two different heights of 1.26 m (sitting operator) and 1.55 m (standing operator).
Table 1 and
Table 2 show the minimum and maximum distance from the dominantly sound-radiating area to the workstations for the two different configurations, two different heights and three different distances of the measurement positions from the surface of the machine.
Using the distances from
Table 1 and
Table 2, the local environmental correction
was calculated using the following equation:
Here,
A is the equivalent absorption area of the room and
d is the typical distance between the dominantly sound-radiating area of the machine and the workstation. However, the way the typical distance
d is defined/determined differs between ISO 11202:2010 [
2] and ISO 11202:2010/Amd 1:2020 [
17]. In the former, it is the typical distance from the work station to the closest major sound source of the machine under test or, in the case of extended sound-radiating areas, the shortest possible line of sight between the dominantly sound-radiating area and the work station, while in the latter, it is defined as the arithmetic mean between two distances:
Here,
is the shortest distance from the sound-radiating surface of the machine under test to the work station;
is the longest distance from the sound-radiating surface of the machine under test to the work station.
Furthermore, the minimum of this distance d was reduced from 1 m to 0.5 m by the amendment. Thus, it is now allowed to use the method closer to the machine. However, one restriction regarding the typical distance remained unchanged. The dimension of the major sound source, i.e., the dominantly sound-radiating area on the machine surface or the typical dimension of a small machine, has to be smaller than its distance to the workstation. Here, the new definition of d as the arithmetic mean between the shortest and longest distance makes this restriction less strict.
Figure 4 and
Figure 5 show photos of the workroom, which was one of the environments that were used to test the effects of the changes to the method by the amendment. Note that all the windows and doors were closed. The room had a length of 7.20 m, a width of 6.10 m and a height of 3.25 m. It had an acoustic ceiling to reduce its reverberation time.
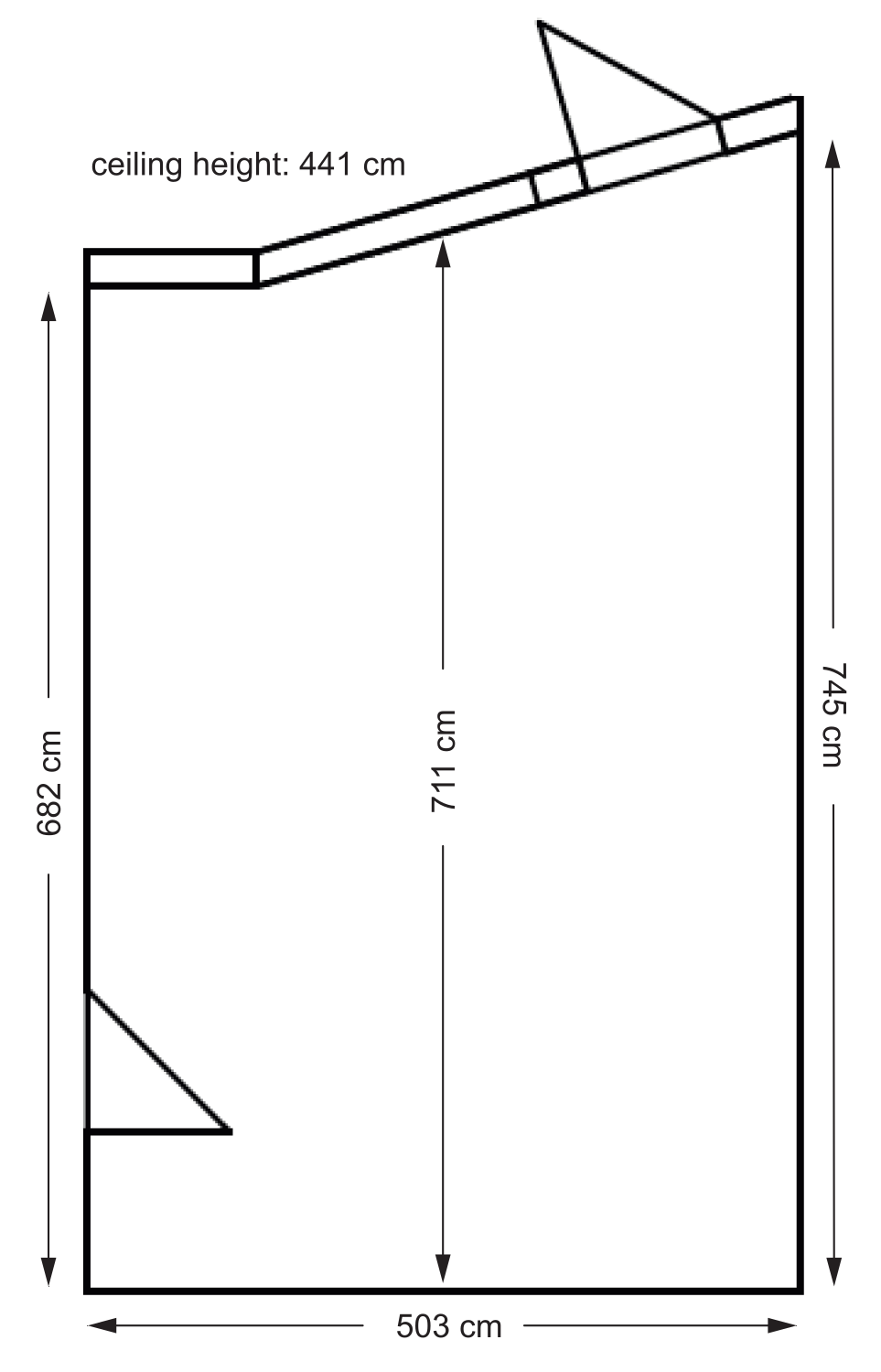
Figure 6 and
Figure 7 show photos of the former reverberation room that was used as the second environment to investigate the accuracy of the amended and the non-amended standard. It had an “average” length of about 7.1 m, a width of 5.04 m and a height of 4.38 m. The shorter side had a length of 6.82 m and the longer side of 7.45 m, so the shape of the room was not rectangular (see
Figure A3 in the
Appendix A). It was no longer used as a reverberation room. Before mounting the absorbers, the room had a reverberation time of 1.6 s, which reduced to 0.52 s due to the absorbers.
All the measurements were performed using a Brüel & Kjaer PULSE measurement system (Type 3660-D) with 28 channels (see
Figure A4), which is calibrated by an accredited external laboratory every two years. Inside the Type 3660-D measurement system there were five LAN-XI Data Acquisition Modules: one input/output module Type 3160 (4 Lemo input channels (frequency range up to 51.2 kHz), 2 generator output channels) and four input modules Type 3050 (6 Lemo input channels (frequency range up to 51.2 kHz)). The sound pressure levels were measured using 8 Brüel & Kjaer Type 4190 1/2-inch free-field microphones (IEC 61672 class 1, Sensitivity: 50 mV/Pa, Frequency: 6.3 Hz–20 kHz, Dynamic Range: 14.6–146 dB), each connected to a Brüel & Kjaer Type 2669C pre-amplifier. The microphone calibration (field calibration) was conducted with a Brüel & Kjaer Type 4231 calibrator, which is yearly calibrated by an accredited external laboratory. The environmental conditions, i.e., static pressure, air temperature and relative humidity, were measured using an Ahlborn ALMEMO 2590-4AS and recorded for each measurement.
The measurements were conducted using the following procedure: at the beginning of a measurement series, the microphones were calibrated and then their position was checked and adjusted. A measurement series consisted of 3 measurements with an averaging time of 120 s. After each measurement the model machine was switched off and then switched back on for the next measurement. The three sound pressure level measurements of a measurement series were averaged arithmetically and then corrected metrologically, using the following equation [
2] (Cl. 6.5):
Here,
is the arithmetically averaged, A-weighted sound pressure level of a measurement series,
is the A-weighted sound pressure level normalized for reference metrological conditions,
is the air temperature during the measurement in Kelvin,
is the air temperature at reference metrological conditions,
is the ambient pressure during the measurement in Pascal and
is the ambient pressure at reference metrological conditions. Note that according to ISO 11202:2010 [
2], no correction is required at altitudes ≤500 m above sea level and in the temperature range from −20 °C to 40 °C. All the measurements were conducted at an altitude of about 80 m above sea level and the temperature was well within the specified range. However, the correction was applied to increase the accuracy for the purpose of a research article.
After the end of each measurement series the system was checked by applying the calibrator to each microphone and checking the sound pressure level.
Five measurement series were performed for each combination of the distance of the measurement positions from the surface of the machine, the height of the measurement positions and the configuration of the model machine. The arithmetic mean of the five measurement results was calculated for each microphone position. In addition to the measurements in the two rooms, reference measurements were performed in BAuA’s hemi-anechoic chamber.
4. Conclusions
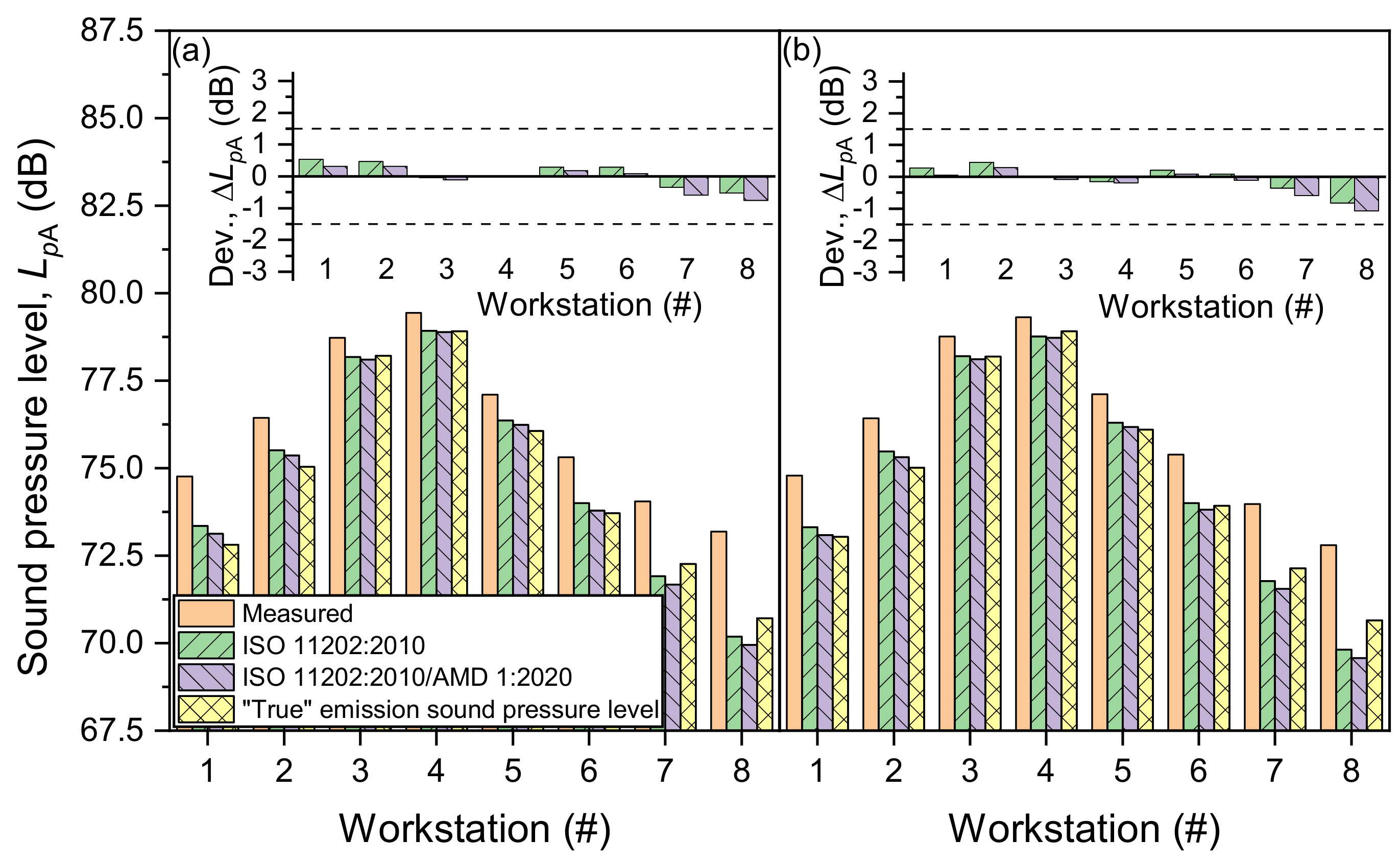
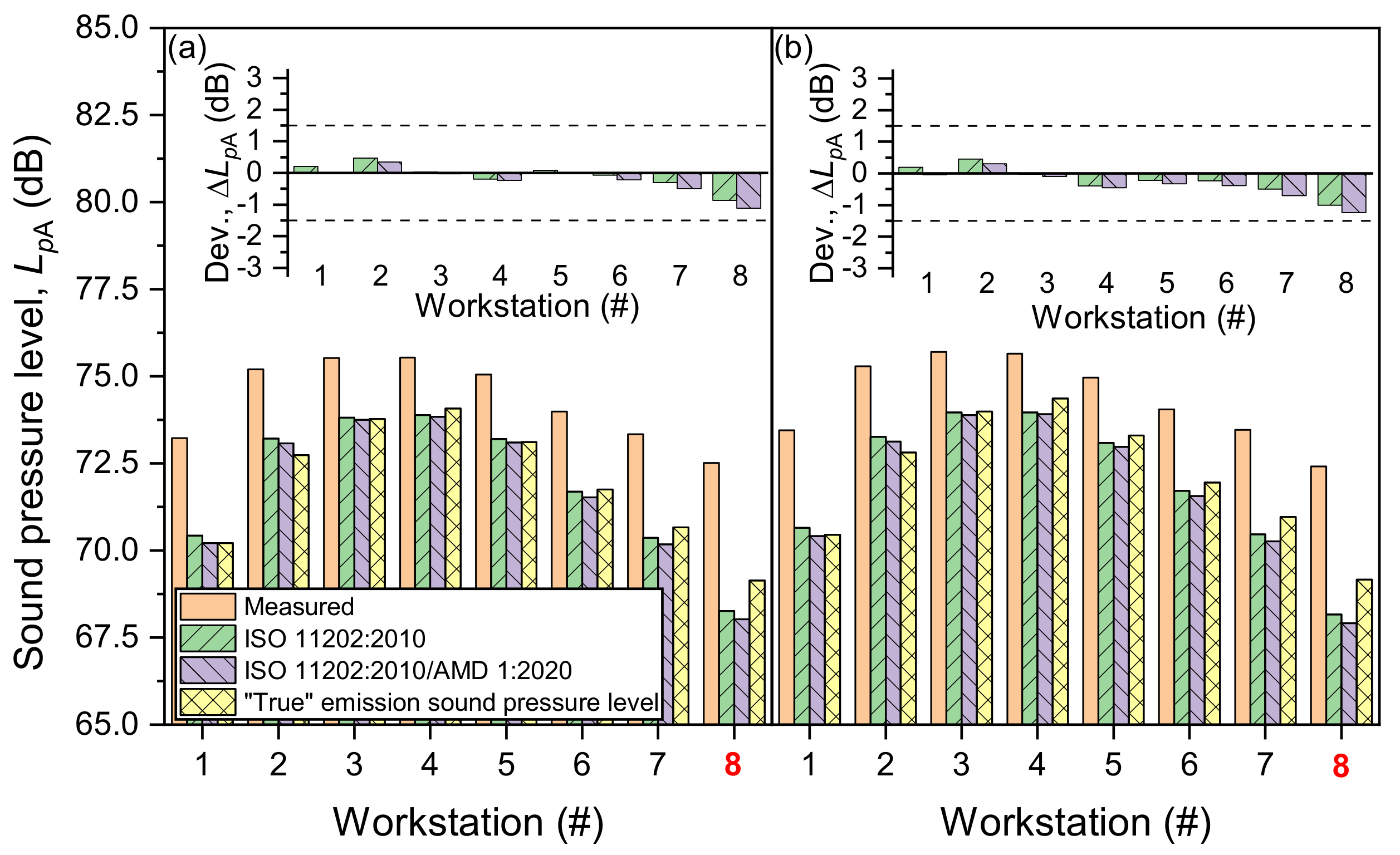
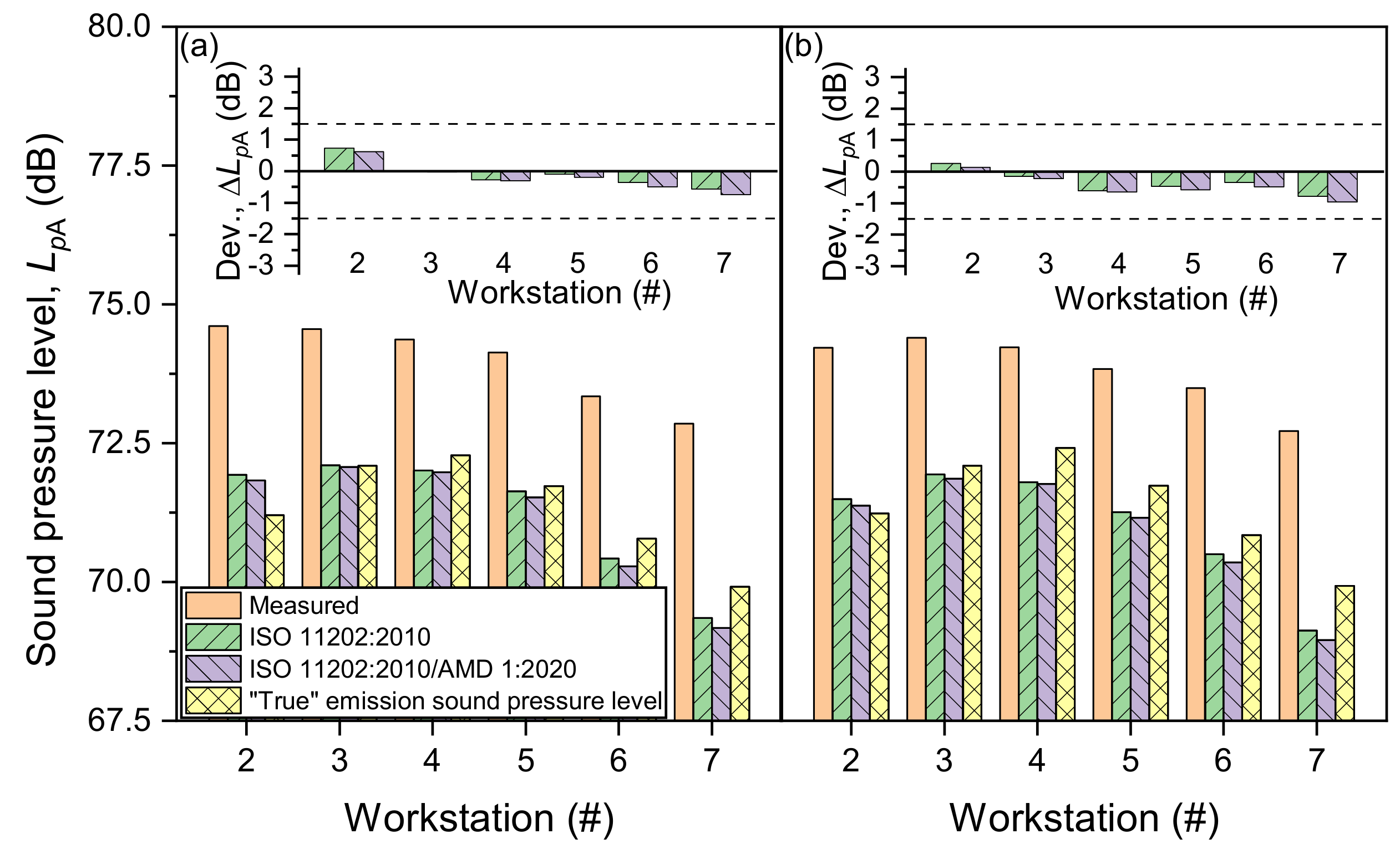
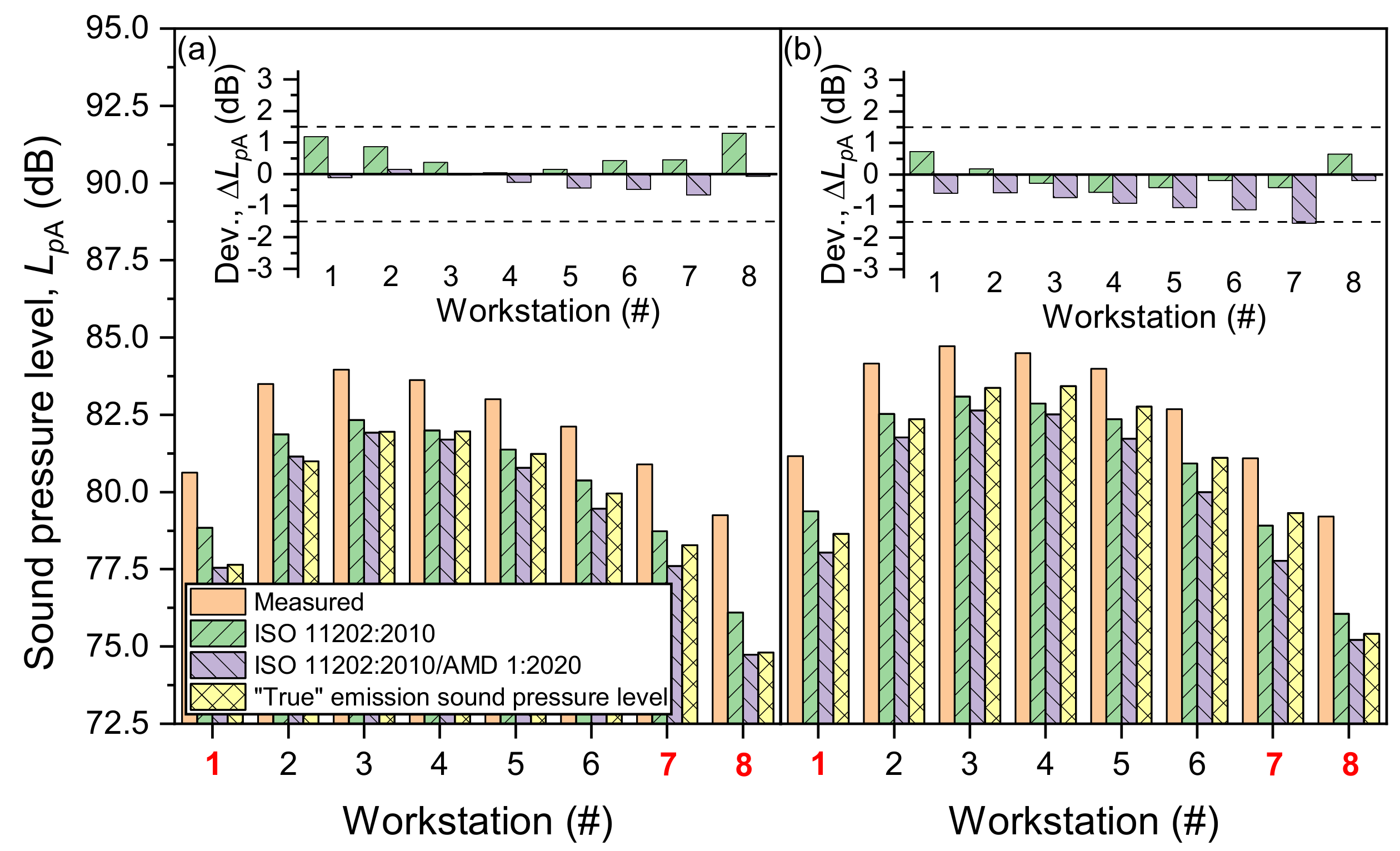
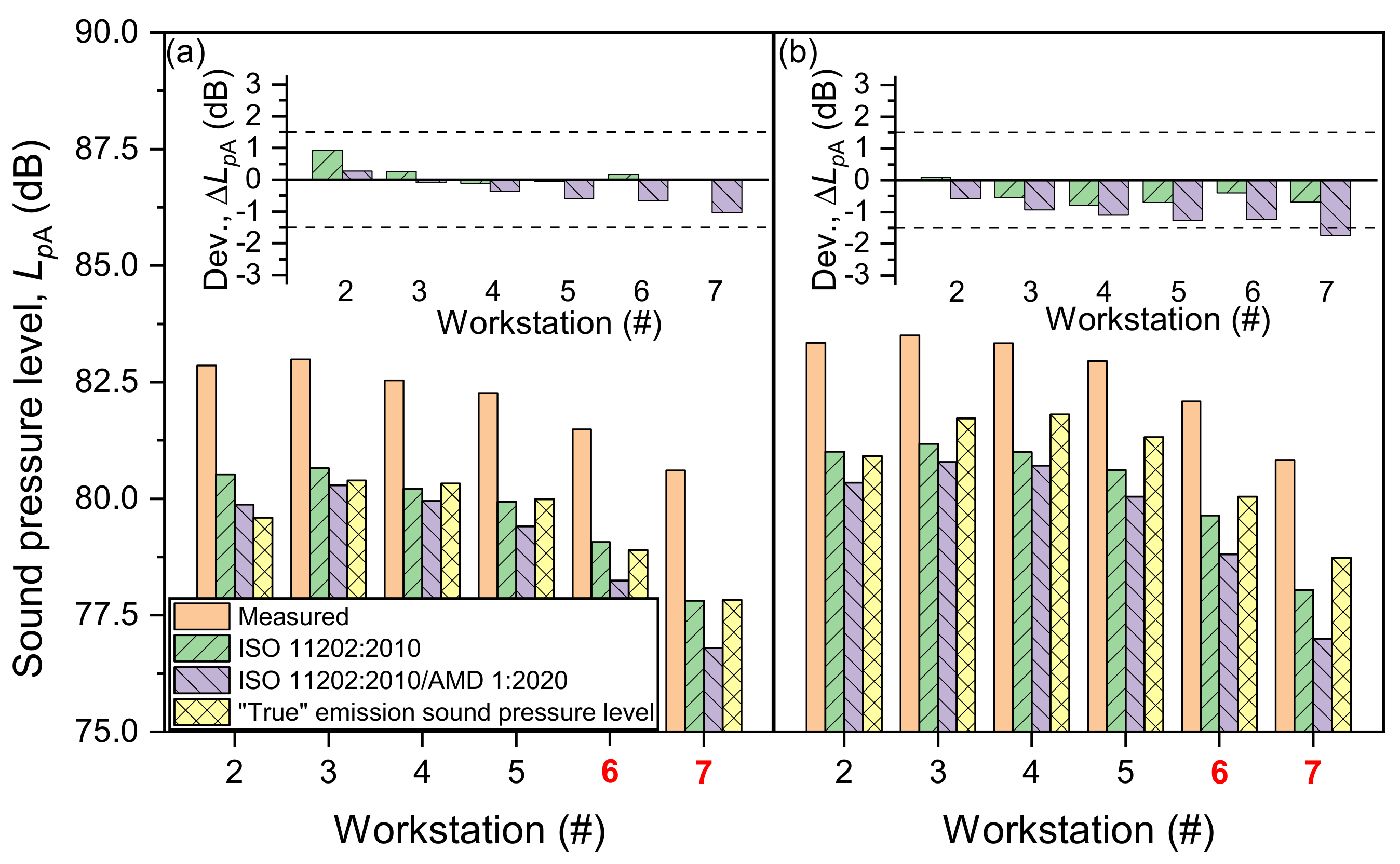
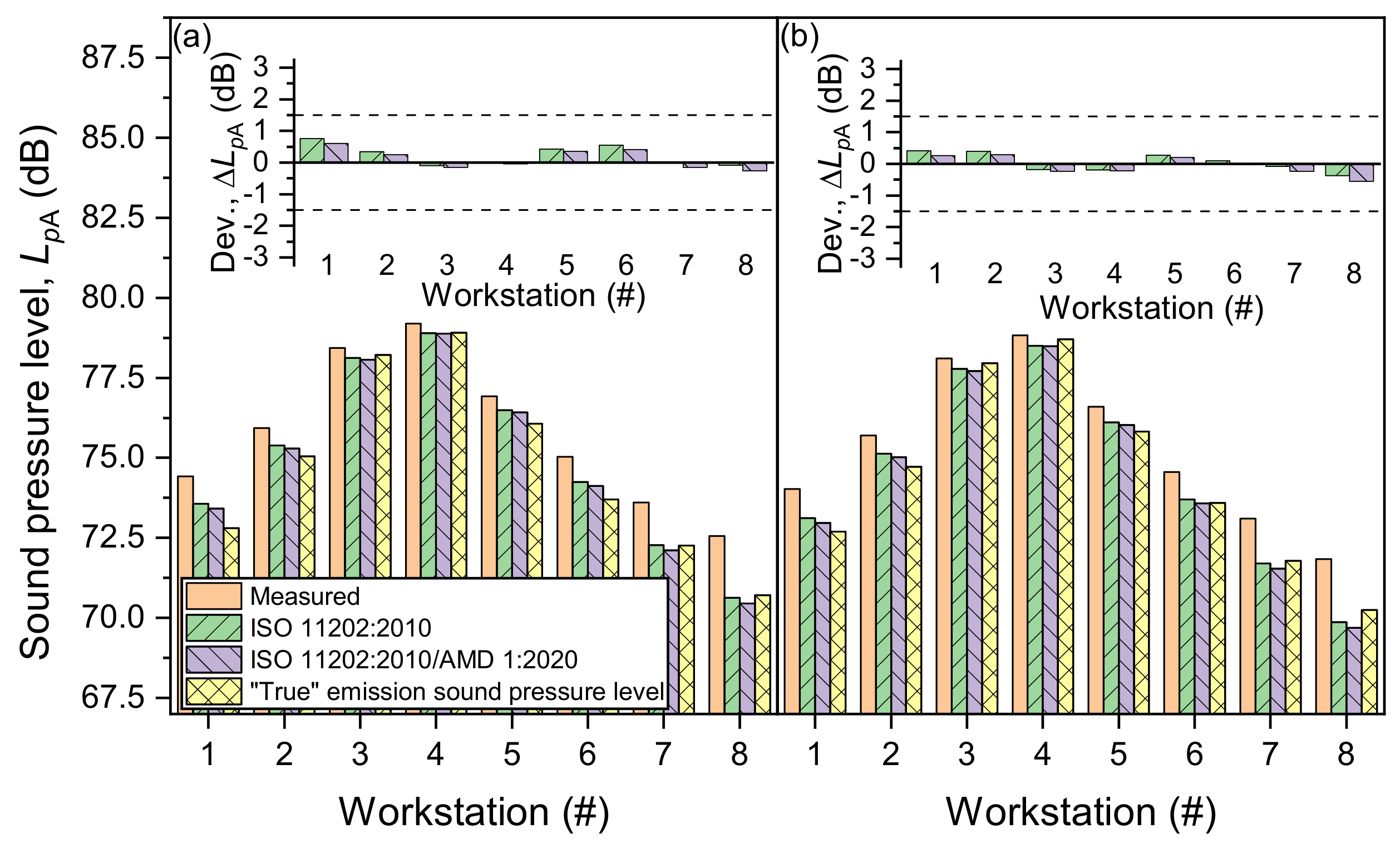
The results presented in this paper indicate that the definition of the typical distance of the workstation from the sound-radiating area as the arithmetic mean of the shortest and the longest distance (see Equation (1)) decreases the accuracy of the method in some cases. These results suggest that the justification for the amendment may have been based on an insufficient amount of data and that more thorough investigations, ideally conducted by different, independent researchers should have been conducted. The study in Ref. [
16] was based on a model machine consisting of three RSSs on a table or a single RSS only. In some cases, the tendency of the amended method to overestimate the local environmental correction
can decrease the accuracy of the determined emission sound pressure levels and has the potential to lead to an underestimation of the noise hazard originating from a machine. The largest deviation of an
determined according to the amended standard was 1.7 dB below the “true”
measured in the hemi-anechoic chamber.
However, reducing the minimum value for the typical distance
d from 1 m to 0.5 m can be seen as an improvement, at least judging from the data presented here. Note that although the observed deviations (see
Table 5 and
Table 6) were larger for the amended standard in some cases, they were still within the standard deviation of reproducibility
of the corresponding accuracy grade (see Equation (4)). Thus, it is not necessary to revise ISO 11202 soon. However, the results of this study should be taken into account during the next revision and, more importantly, should serve as motivation to conduct a round-robin test or, at least, further studies.
In summary, it has been shown that the amendment is not necessarily an improvement compared to the non-amended standard. On the positive side, it extends the scope of the method for machines where the workstation is close to the dominantly sound-radiating area. On the negative side, the change of the definition of the typical distance
d of the workstation from the dominantly sound-radiating area of the machine can increase deviation between the “true” emission sound pressure level and the determined sound pressure level. From an Occupational Safety and Health point of view, the tendency to overestimate the local environmental correction
is problematic because, as a result, the noise hazard of a machine may be underestimated. On the other hand, machine manufacturers prefer to avoid declaring an
that is higher than the true emission sound pressure level of the machine. Thus, underestimating
should also be avoided. In any case, the determined
must be accurate enough to allow for a verification of the declared
using ISO 4871 [
25].










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}

















