5.1. Skim Milk
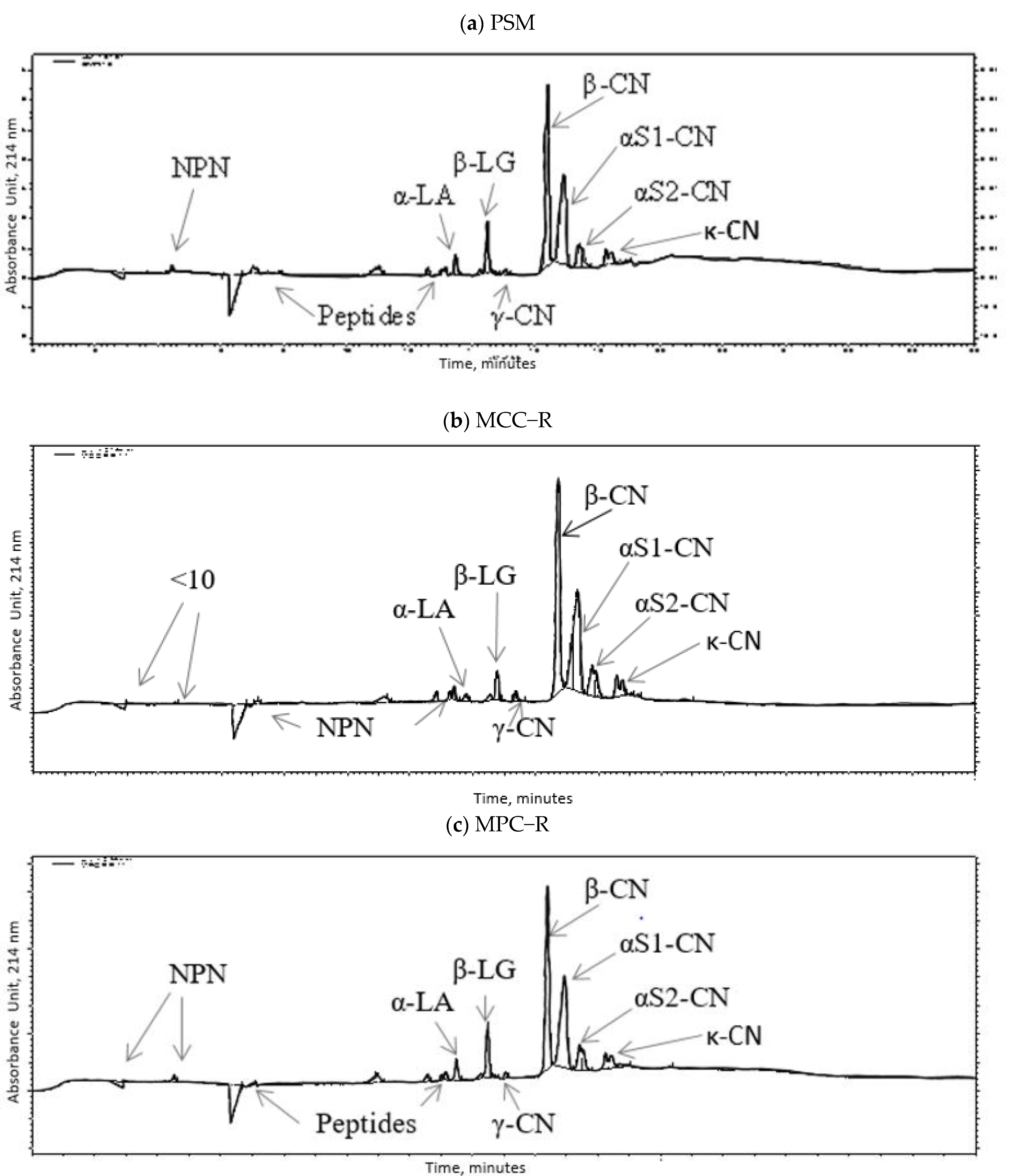
A representative CGE electrophoreogram for skim milk is shown in
Figure 4a. The various CN, whey proteins and other protein fractions are identified. As shown in
Figure 4a, among the caseins, β-CN eluted first, followed by αS1-CN, even though the MW of the later is lower. Similar phenomenon was reported by other researchers [
17,
25]. The αs1-CN has a reduced electrophoretic velocity as a result of its negatively charged regions, which may adopt an extended conformation in the presence of SDS [
25]. Therefore, αs1-CN has an increased apparent size and slower migration under SDS-PAGE conditions [
17,
25].
The κ-CN has a low MW relative to other caseins, but it eluted after all the other casein fractions. The reduced migration of κ-CN may be attributed to the glycosylation of κ-CN [
17,
18,
40]. The peak profile obtained on CGE was similar in all replicates, which indicated that no major modification or changes occurred in individual fractions due to the handling and pasteurization of the skim milk.
The various protein fractions observed and quantified in the CGE electrophoreogram of each replicate of skim milk are shown in
Table 6. The ratio of peak areas for CN fractions β-CN:αS1-CN:αS2-CN:κ-CN:γ-CN determined by CGE was 4.1:4.0:1.0:0.7:0.3, whereas the ratio of major SP (β-LG: α-LA) obtained was 2.42 in skim milk and was similar in all replicates. Previous research has reported that in the normal milk, the CN fractions (β-CN:αS1-CN:αS2-CN:κ-CN:γ-CN) are in the ratio of 4:4:1:1:0.4, whereas major SP (β-LG:α-LA) are in the ratio of 1.86 [
40,
41,
42]. The γ-CN content in the present study was 2.87%. This indicates that the milk was of good quality since the γ-CN is a hydrolytic product of plasmin enzyme action on β-CN. The ratios of various protein fractions (CN, SP and NPN) analyzed by CGE method were similar among the replicates (
Table 6). In the present study, the average CN/TP ratio of 83.84% (CGE analysis) in the skim milk was similar to the value of 82.33% determined using Kjeldhal analysis.
5.2. Retentate and Permeate Composition-CGE Analysis
The various protein fractions in the MFR and UFR determined with CGE analysis are shown in
Figure 4b,c. The MFR had a significantly (
p < 0.05) higher casein fractions (β-CN, αS1-CN, αS2-CN, γ-CN) except κ-CN, and had significantly (
p < 0.05) lower SP fractions (α-LA, β-LG, and peptides) content compared with UFR.
Similarly, the total casein content was significantly (
p < 0.05) higher, whereas total SP content was significantly (
p < 0.05) lower in MFR as compared to the UFR. No significant differences (
p > 0.05) were found in NPN content between the MFR and UFR. As can be seen from
Figure 4, the peak profile of the CN fractions in MFR and UFR are similar, indicating the membrane process did not have an effect on the CN fractions. However, the α-LA and β-LG peak in MFR decreased as compared with UFR, indicating that SP passed through the MF membrane. The CN fractions (β-CN: αS1-CN: αS2-CN: κ-CN: γ-CN) ratio was 3.8: 3.7: 1.0: 0.7: 0.4 in MFR, while in UFR, it was 4.0: 4.0: 1.0: 0.7: 0.4. The UFR CN fraction ratio was similar to that of skim milk (
Table 6), whereas MFR had slightly lower values for β-CN and αS1-CN. The γ1-CN was concentrated in both MFR and UFR because it has a MW of 20-21 kD [
43], which is higher than the β-LG fraction [
40,
42].
In the UFR, the ratio of β-LG: α-LA was 2.57, which was similar to the SM β-LG: α-LA ratio of 2.42 (
Table 6), indicating that they were both retained by the membrane. The MFR had a higher β-LG: α-LA ratio of 3.57 as compared to the UFR and SM. This indicates that during the MF process, α-LA was preferentially removed as compared to β-LG.
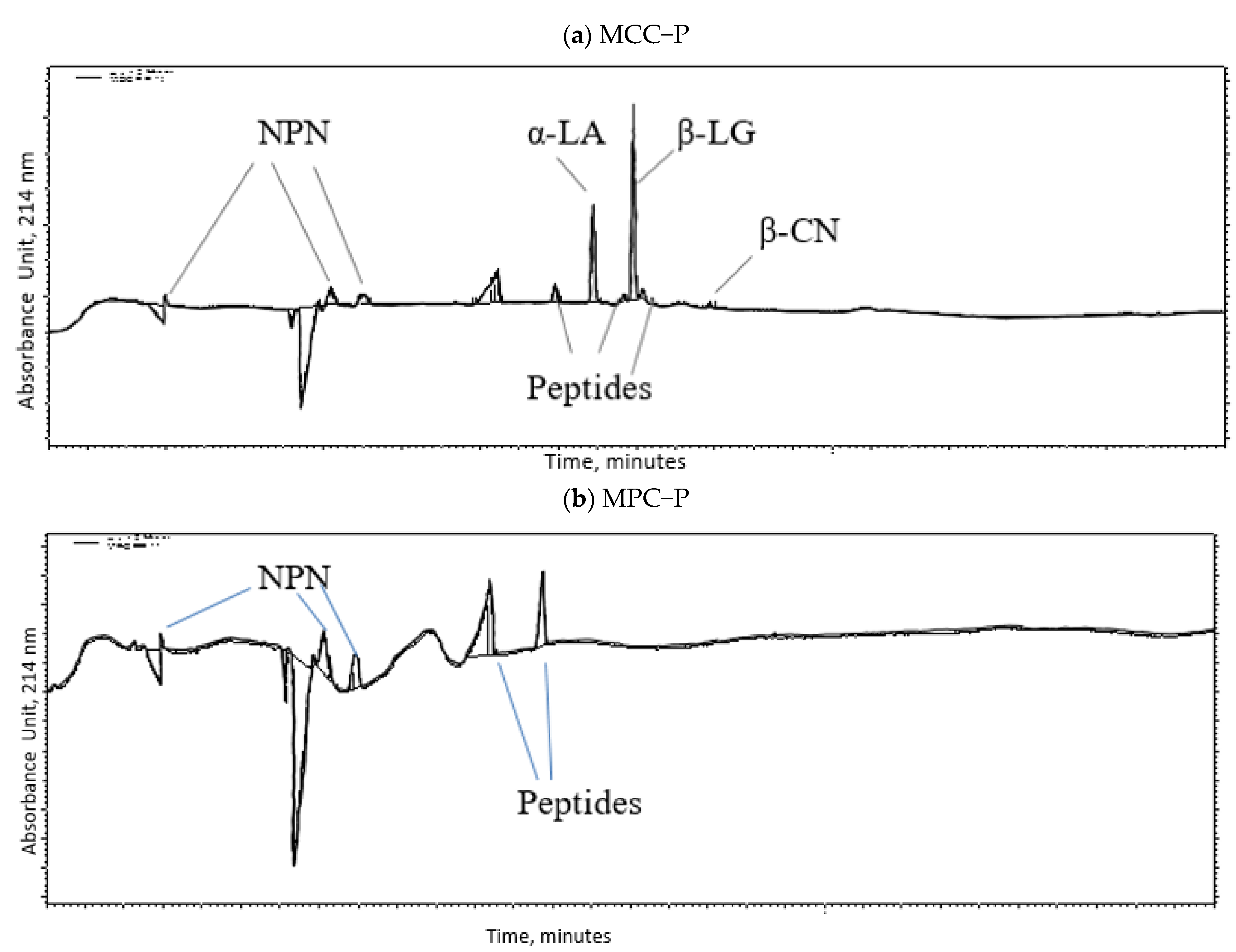
The CGE electrophoreograms obtained for the MFP and UFP are shown in
Figure 5a,b, respectively. The various CN, whey protein and other protein fractions are identified in the electrophoreogram. The MFP electrophoreogram (
Figure 5a) shows a small β-CN peak, α-LA and β-LG peaks, peptide fractions, and NPN (peptides) peaks. In UFP electrophoreogram (
Figure 5b), no peaks for the α-LA, β-LG and CNs were detected, and all the peaks present were from peptide fractions and NPN (peptides) peaks.
The mean protein fractions as obtained using CGE for retentates are shown in
Table 7 and for permeate in
Table 8. There was a significant (
p < 0.05) treatment effect on the casein and SP fractions, as well as their ratios. MFP had a significantly (
p < 0.05) higher CN/TP and SP/TP but significantly (
p < 0.05) lower NPN/TP content as compared to the UFP.
In MFP and UFP permeates, the high MW protein fractions were not present, indicating that permeates had protein fractions below 20 kDa. The MFP had some β-CN present and had a β-LG: α-LA ratio slightly lower than skim milk, which indicates SP was present in the MFP and the β-LG: α-LA ratio was 2.10, which is lower than the β-LG: α-LA ratio (2.42) found in SM.
The presence of β-CN in the MFP indicates that the temperature also plays a significant role, as β-CN fractions nature of being dynamic causes a partitioning problem. The polymeric membranes are generally operated at low temperatures at 4 °C [
14,
44], 10 °C [
13,
19] and 20 °C [
5,
6]; however, higher temperatures of 50 °C [
9,
11,
12,
13,
19,
20] have been used. At temperatures below 10 °C, β-CN dissociates and increases serum casein. Hence, the 22 °C temperature was selected based on ideal conditions used for the processing of milk in the dairy plant operations. During MF at lower temperatures (10 °C and below), the β-CN dissociates from the CN micelles and passes into permeate [
44]. Other researchers have reported significant amount αS2-CN in the MFP using HPLC [
19] while others have reported β-CN when MF is carried out at low temperatures using SDS-PAGE [
44].
The UFP Kjeldhal analysis showed 0.02% CN but no casein was detected in CGE analysis; whereas in the MFP Kjeldhal analysis showed 0.03% CN and β-CN was detected in CGE analysis (only one electrophoreogram shown in
Figure 3). This may be because UFP had CN below the detection limit of CGE or experimental error in the Kjeldhal analysis. The retentates and permeates have different buffering capacities based on the composition and concentration of constituents. The higher concentrations of dry matter, due to membrane filtration or evaporation, result in a higher measured buffering capacity [
45]. Measurement of SP or NCN in retentates is a problem [
10,
22]. The modified method of NCN extraction for retentates, suggested that if proper pH adjustment is made when extracting NCN, it will provide more accurate results [
22]. Because of the retentate buffering action, the required pH of 4.6 is never reached.
5.4. The Error in the NPN
It should also be noted that Kjeldhal analysis gives an error in the NCN and NPN estimations in retentates and permeates if the pH during extraction is not adjusted due to a different matrix than milk. The NPN content of both MFR and UFR measured using CGE was higher than that measured by Kjeldhal analysis. The NPN is composed of urea and other peptide fractions, specifically proteose peptone. All the nitrogen soluble in 12% TCA is referred to as NPN, and it is 5–6% of total milk nitrogen and very heterogeneous [
41]. Low MW peptides form part of NPN and may or may not be precipitated by 12% TCA [
40]. Most of the low MW peptides are expected to pass through both UF and MF [
40,
41]. These low MW fractions may cause variation in NCN and NPN content, as it is not clear how they are partitioned during extraction of NCN and NPN filtrate in wet chemistry methods. However, in CGE we could see peaks below 10 kDa MW, signaling more NPN in retentates. Hence, a detailed study considering various fractions is necessary for modifying NPN extraction. Due to an increase in the production of ingredients from membrane separation processes, it is prudent to have a different protocol for NCN and NPN protein estimation by Kjeldhal analysis.
Based on the results, to achieve targeted 80% CP/TS ratio, we recommend an increase DF in UF from 40% to 50% added in the later stages (after 105 min of UF operation,
Figure 3). In our previous study we could achieve the desired 80% using 50% DF under similar conditions [
8]. In the MF operation we recommend stopping and decrease of DF by 16% in the last stage to achieve the targeted 80% CP/TS ratio.









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}