Effect of Laser Peening with a Microchip Laser on Fatigue Life in Butt-Welded High-Strength Steel



Abstract
:1. Introduction
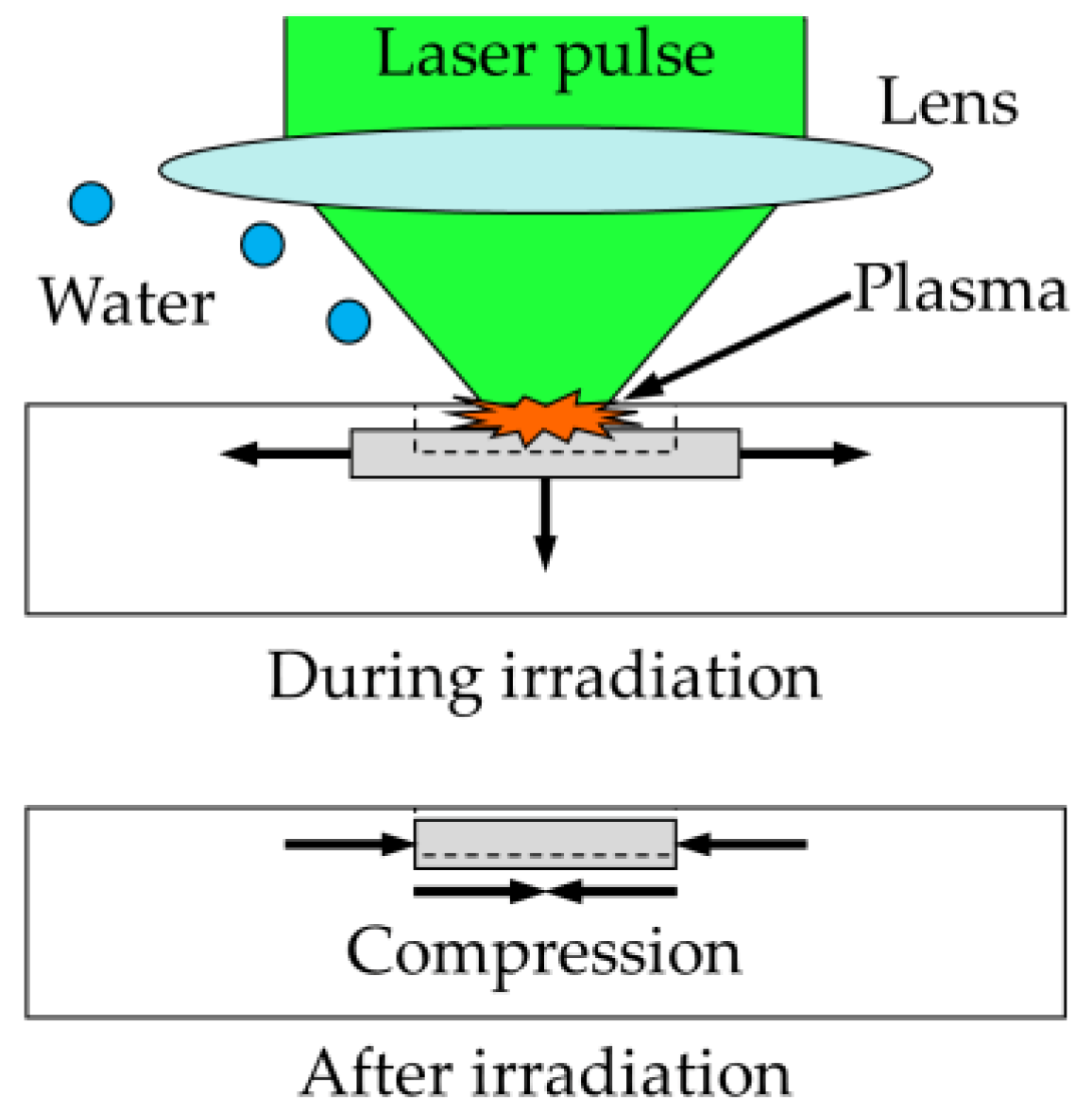
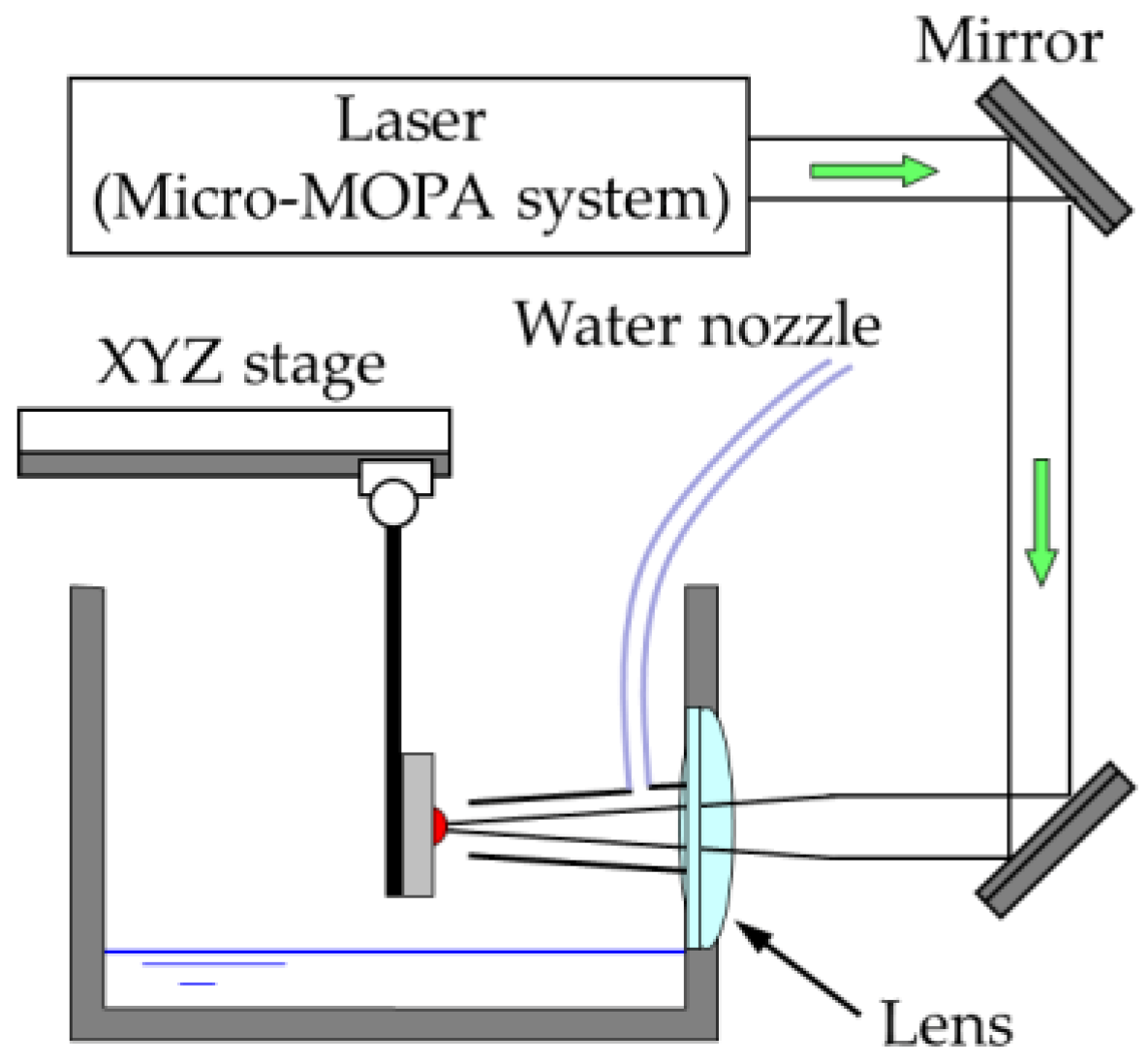
2. Laser Peening Process
3. Confirmation of Compressive Residual Stress Generation
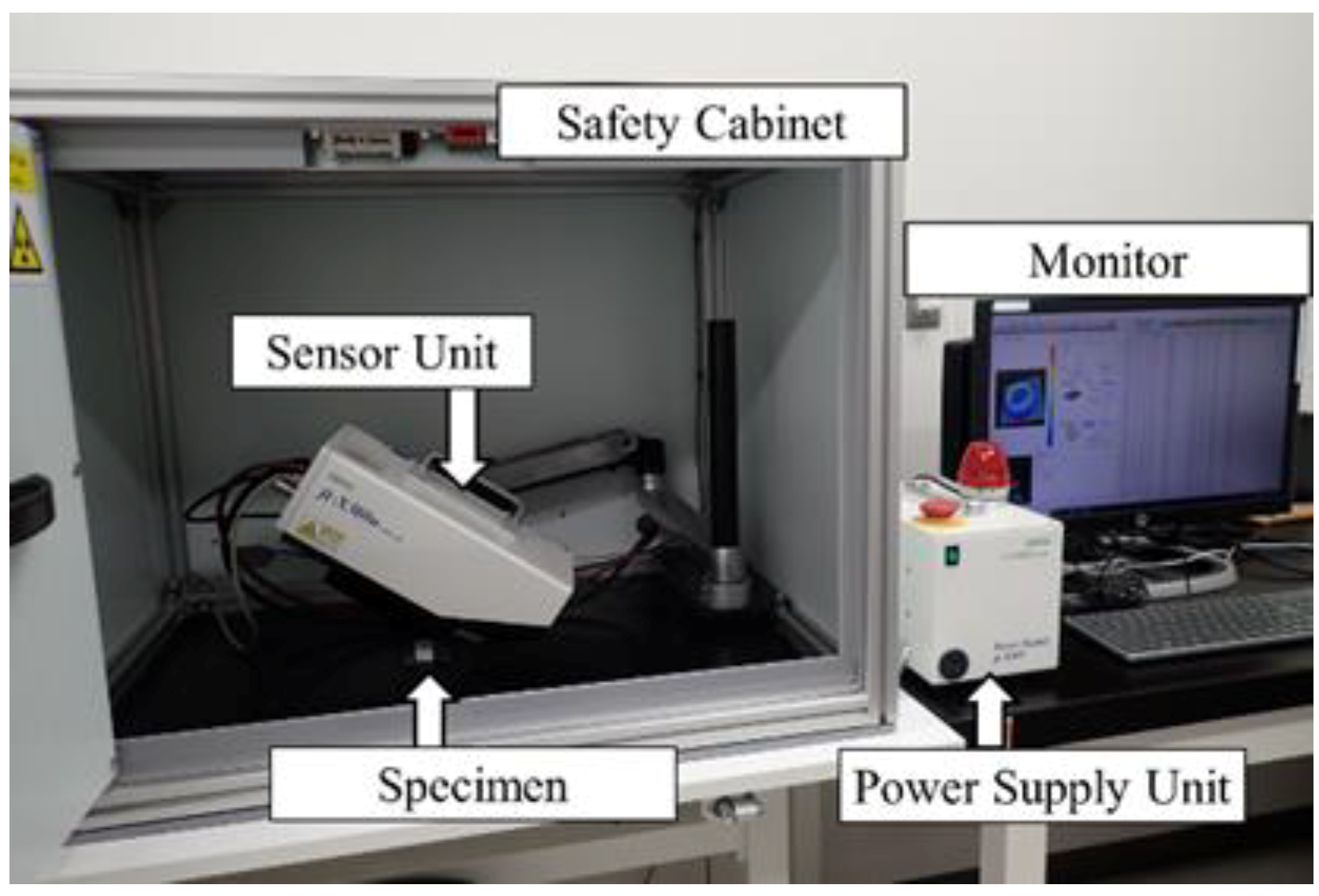
3.1. Experiment Overview
3.2. Surface Residual Stress Measurement Results
3.2.1. Pulse Energy of 38 mJ
3.2.2. Pulse Energy of 15 mJ
3.2.3. Pulse Energy of 10 mJ
3.2.4. Pulse Energy of 5 mJ
3.3. Residual Stress Depth Distribution
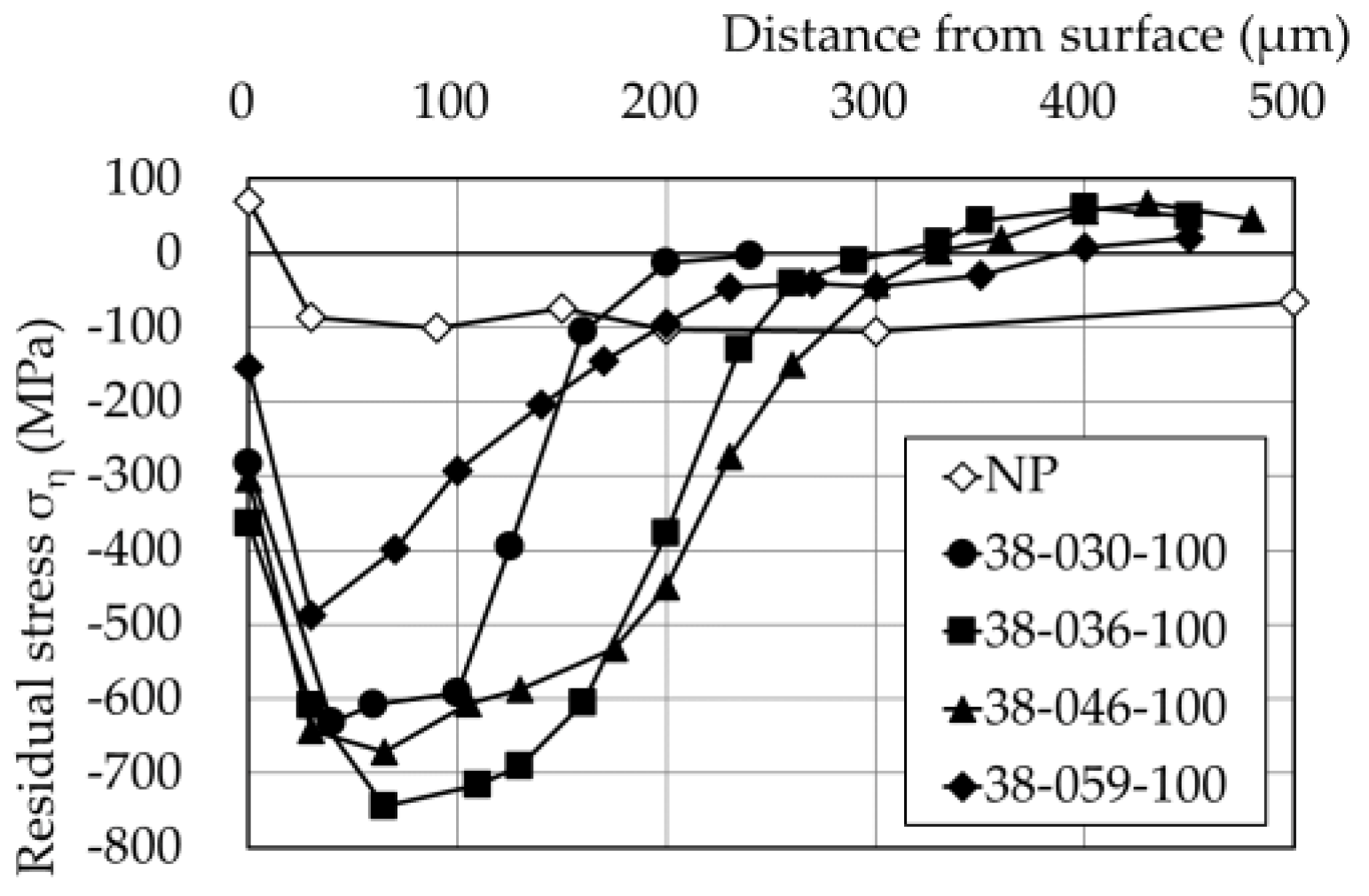
3.3.1. Pulse Energy of 38 mJ
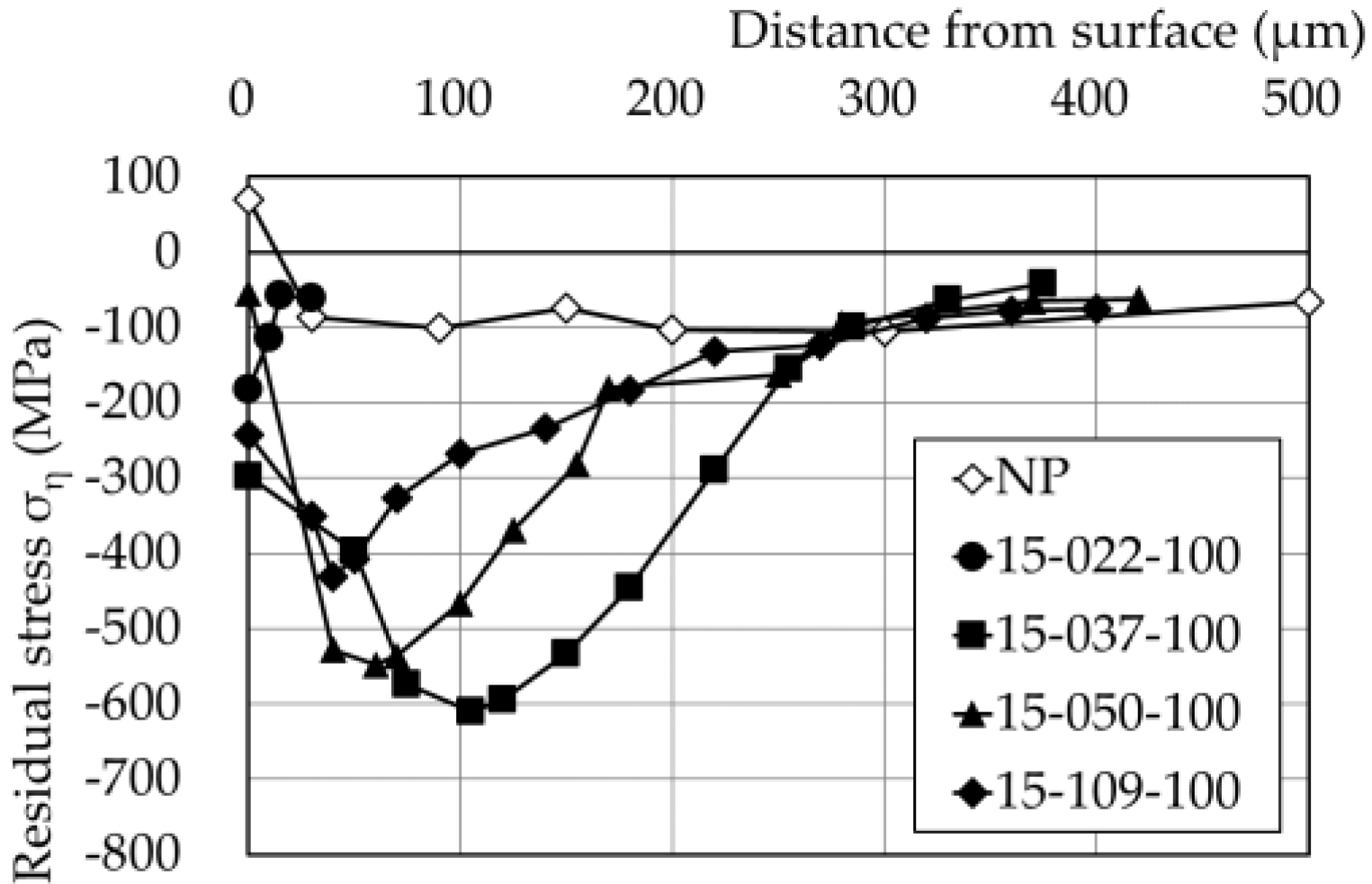
3.3.2. Pulse Energy of 15 mJ
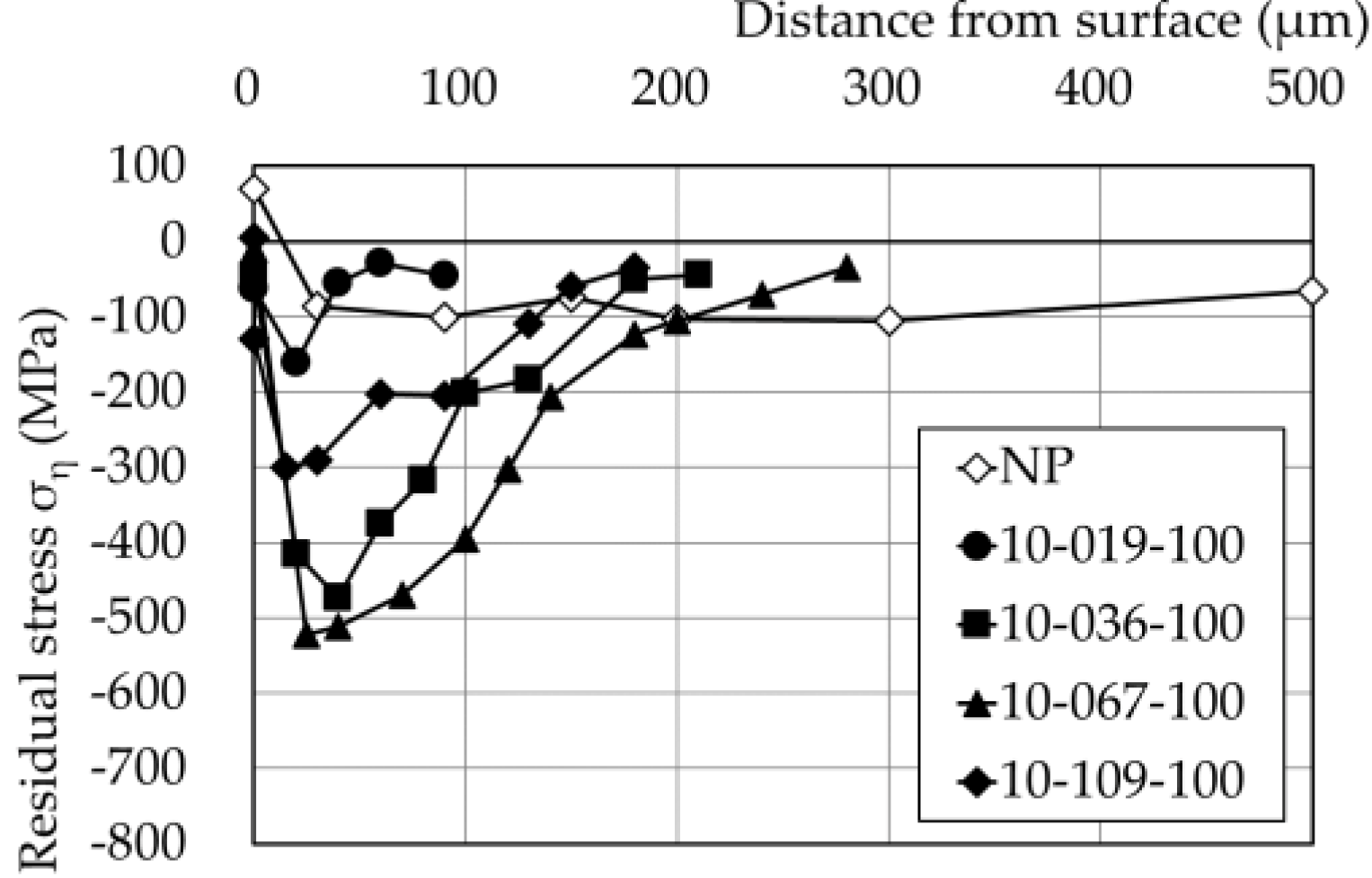
3.3.3. Pulse Energy of 10 mJ
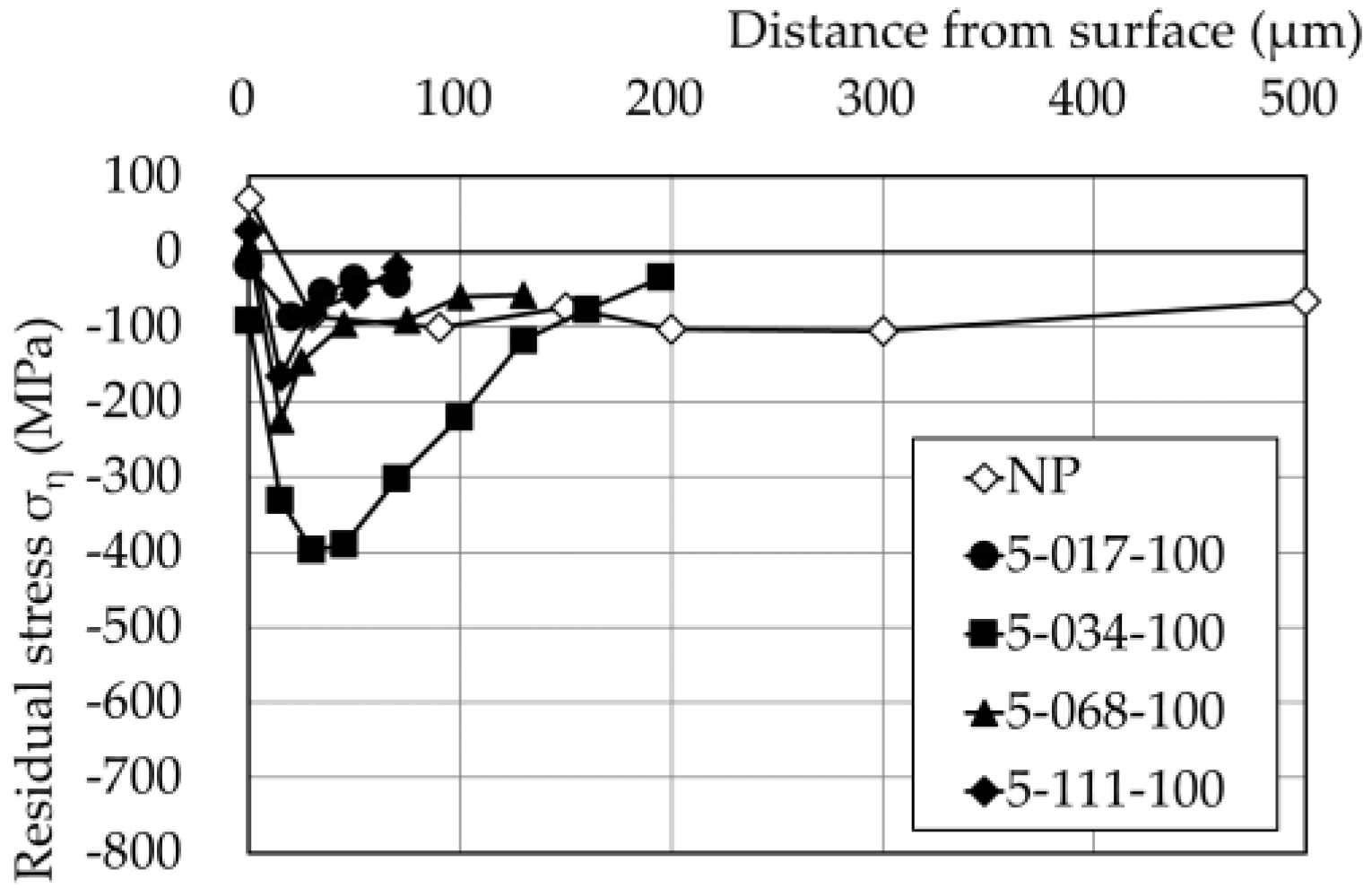
3.3.4. Pulse Energy of 5 mJ
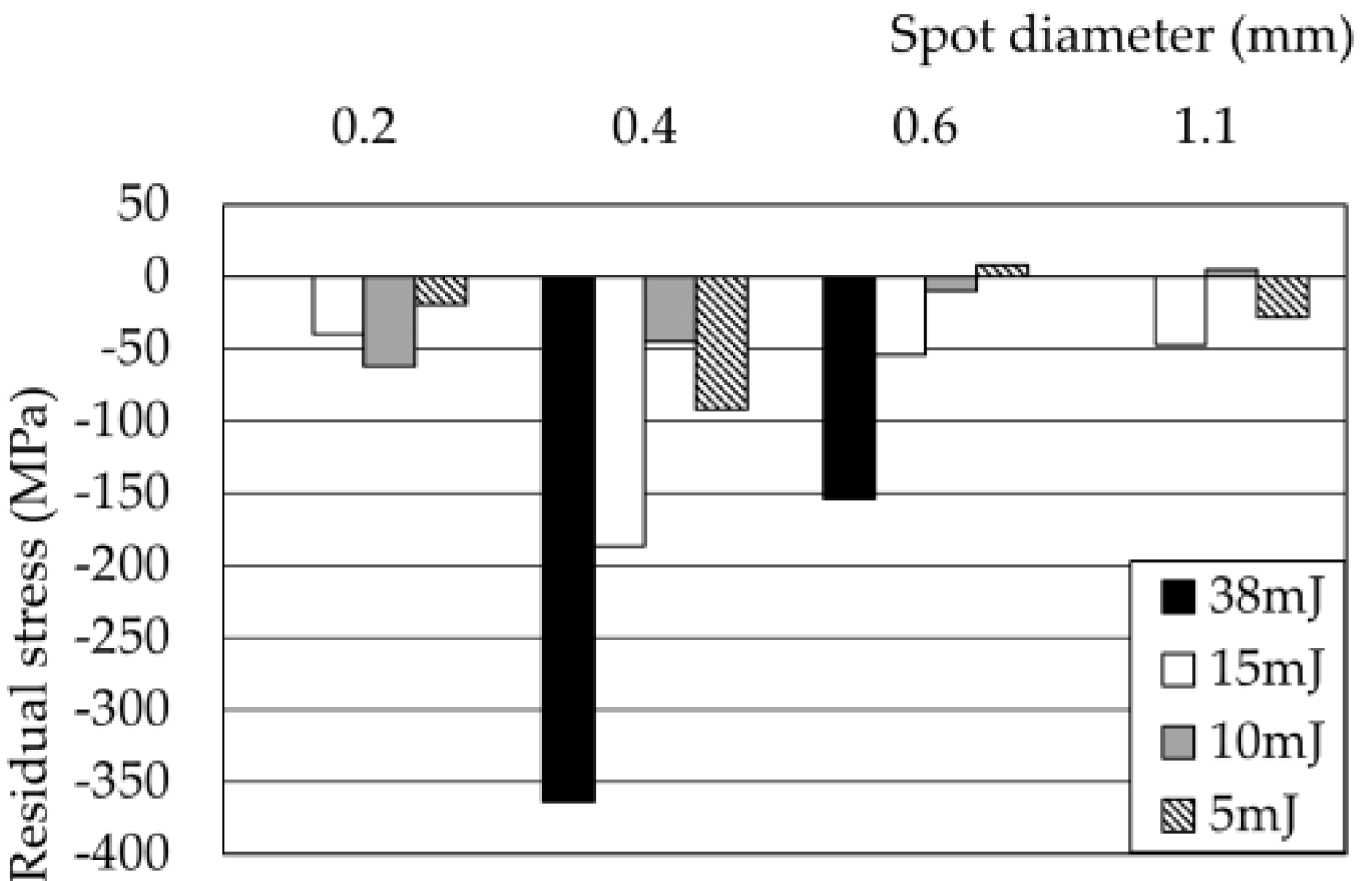
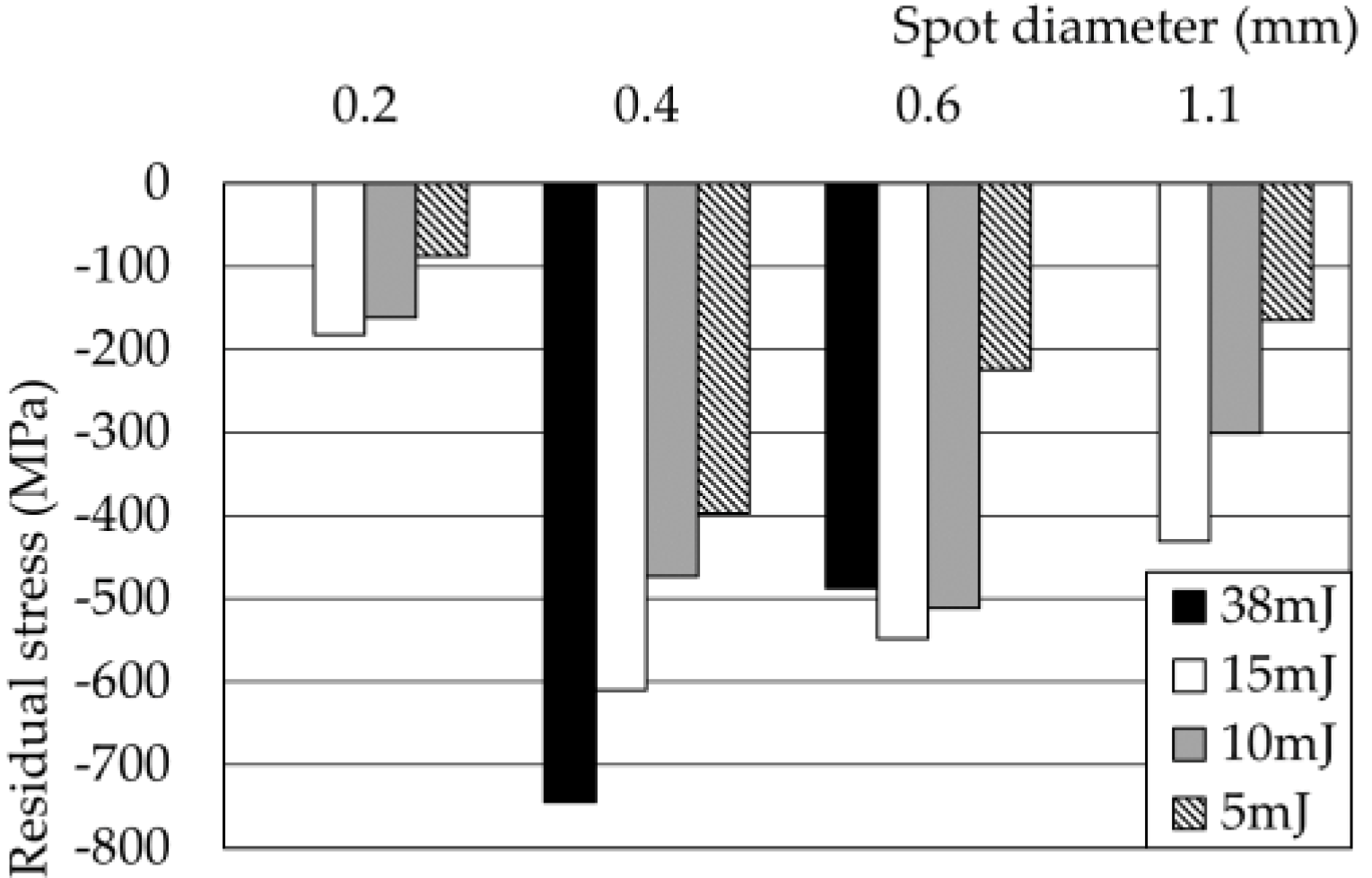
3.4. Spot Diameter and Residual Stress
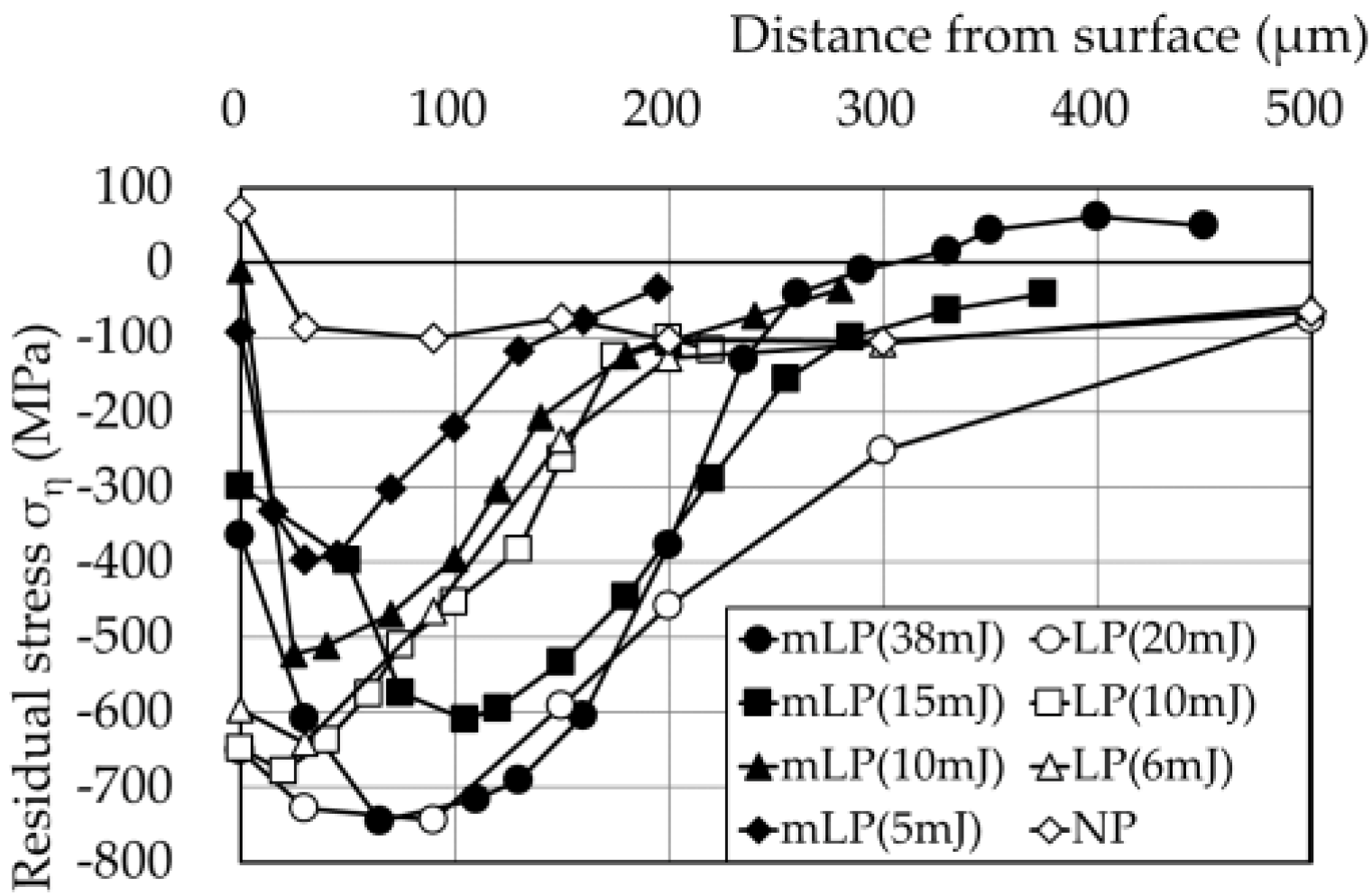
3.5. Comparison with Previous Studies
4. Fatigue Test
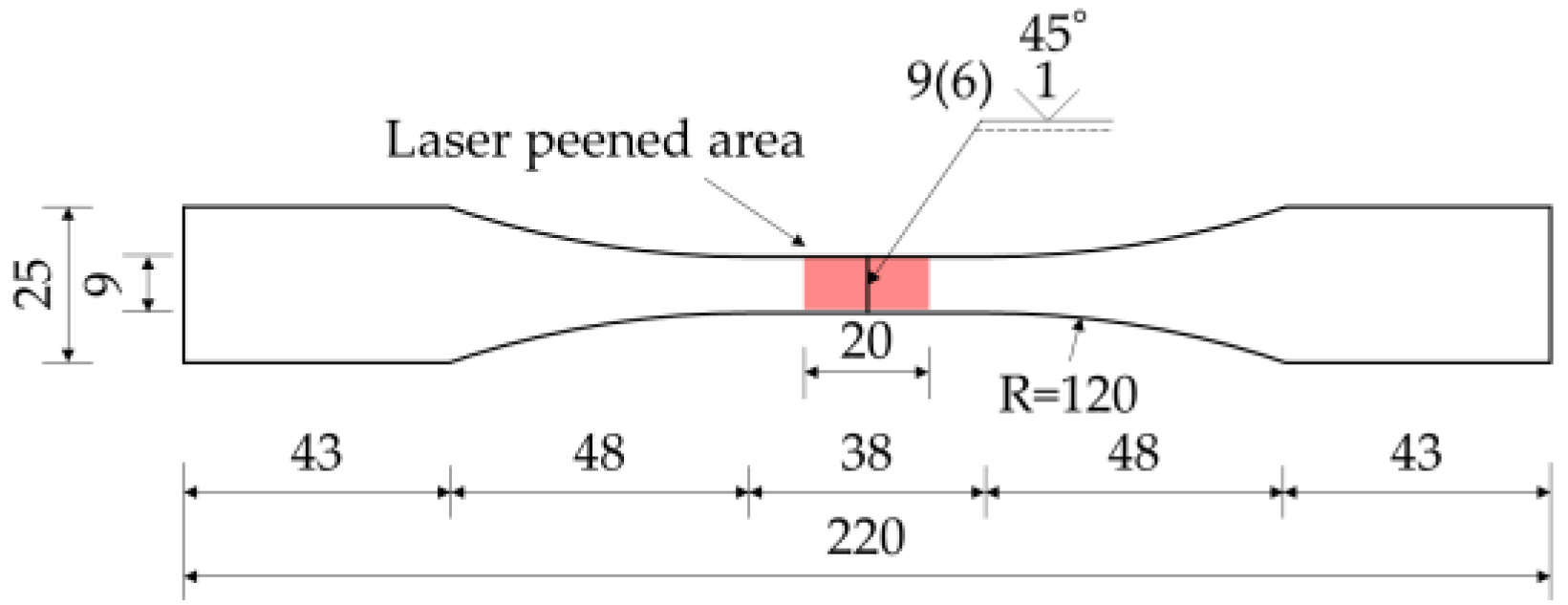
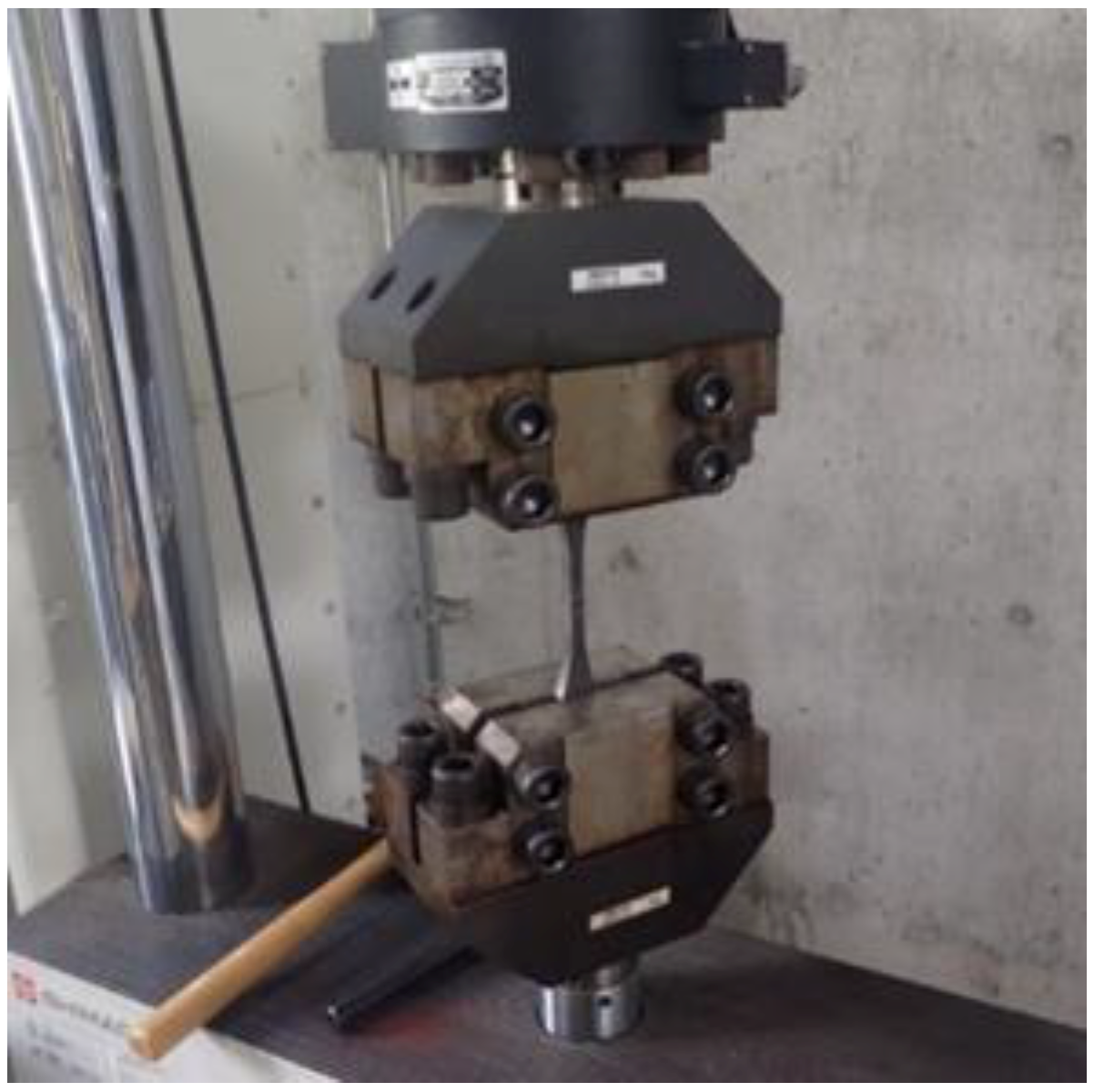
4.1. Experiment Overview
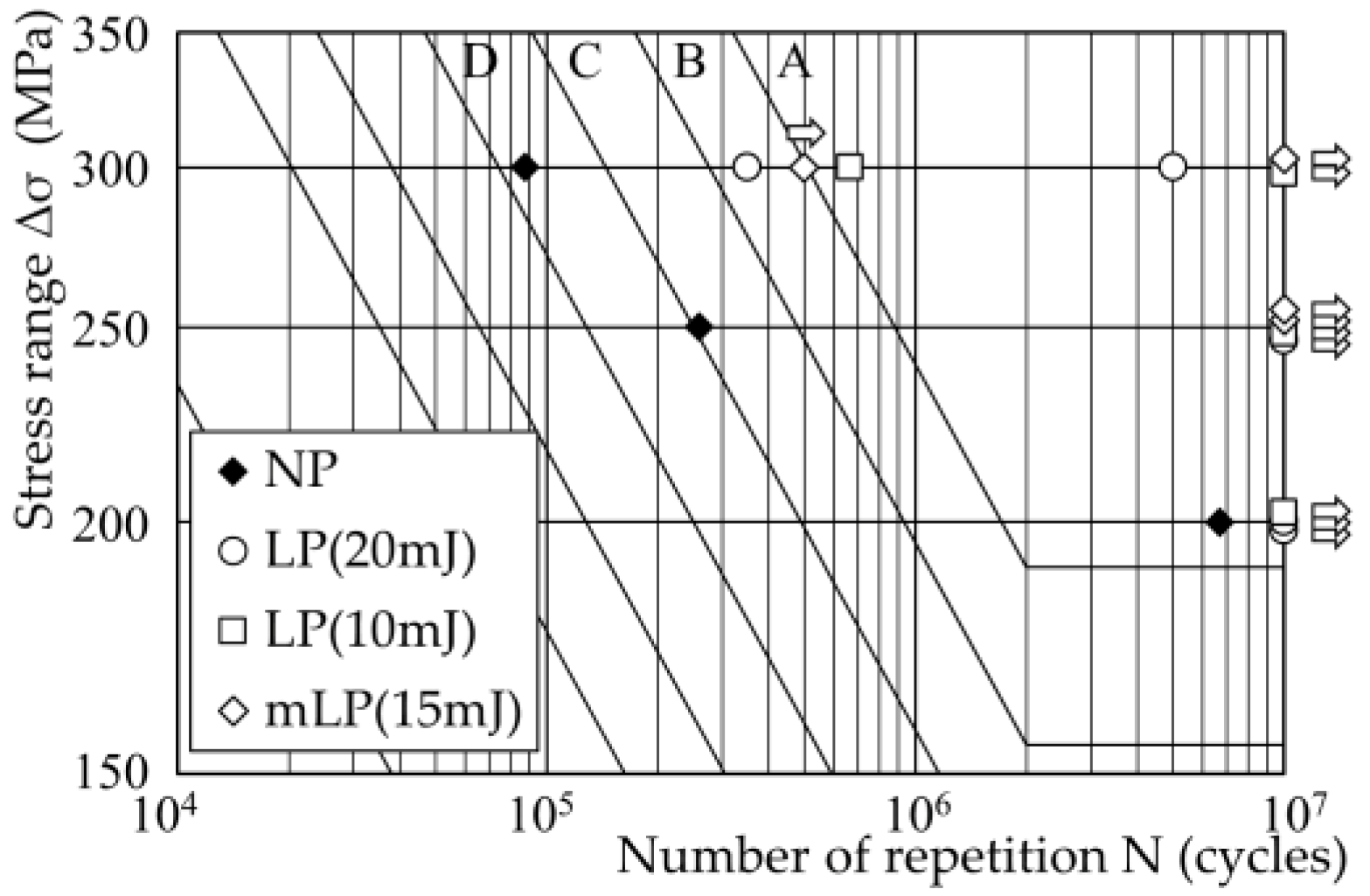
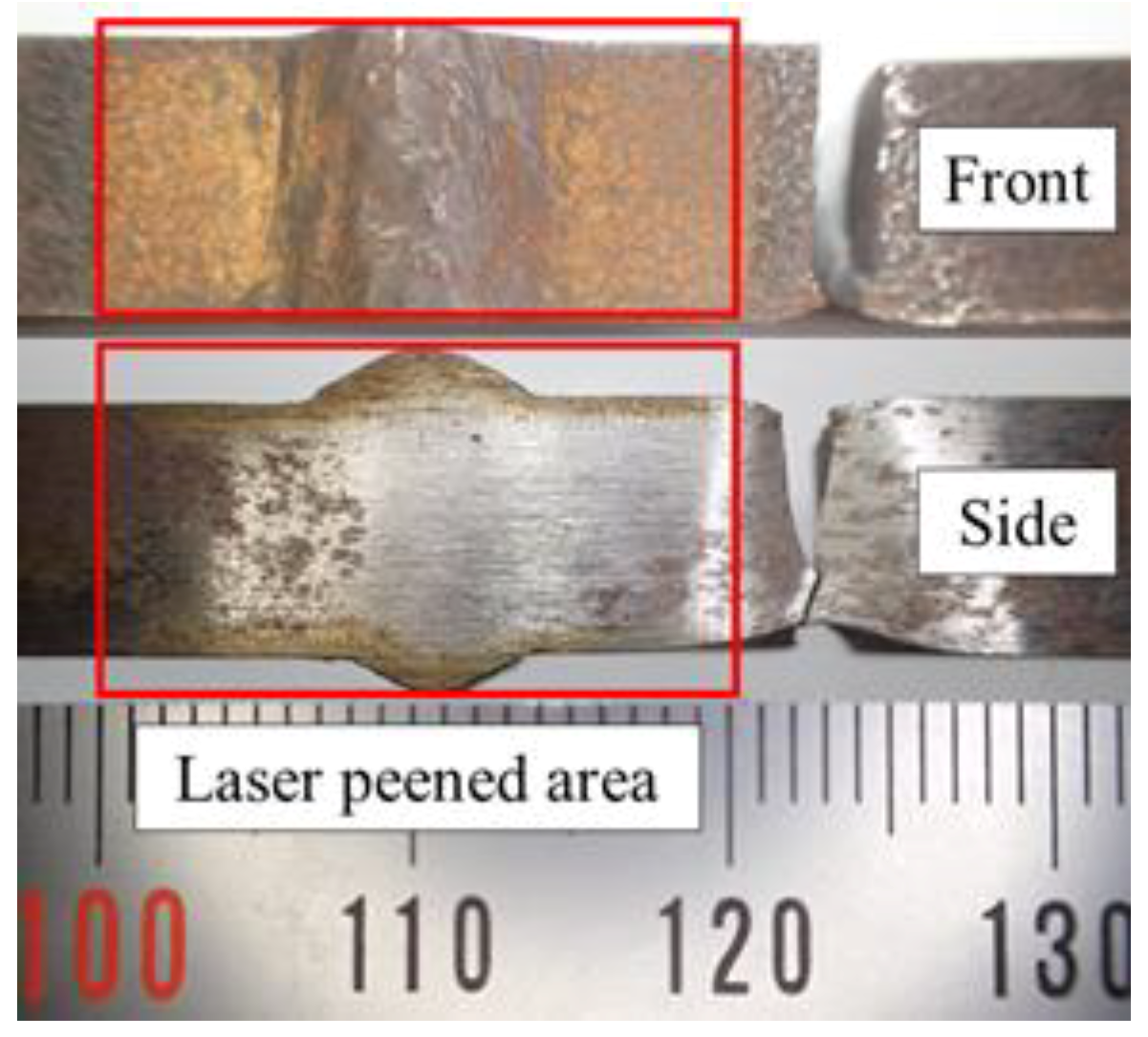
4.2. Experiment Results
5. Conclusions
- The laser peening conditions were identified in which compressive residual stress is generated at pulse energies of 15 mJ, 10 mJ, and 5 mJ.
- The fatigue life of a butt-welded joint subjected to laser peening at a pulse energy of 15 mJ was prolonged, becoming equivalent to the fatigue life at pulse energies of 20 mJ and 10 mJ applied by a large conventional laser in the previous studies.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- De Los Rios, E.R.; Walley, A.; Milan, M.T.; Hammersley, G. Fatigue crack initiation and propagation on shot-peened surfaces in A316 stainless steel. Int. J. Fatigue 1995, 17, 493–499. [Google Scholar] [CrossRef]
- Chung, Y.-H.; Chen, T.-C.; Lee, H.-B.; Tsay, L.-W. Effect of Micro-Shot Peening on the Fatigue Performance of AISI 304 Stainless Steel. Metals 2021, 11, 1408. [Google Scholar] [CrossRef]
- Soyama, H.; Takeo, F. Comparison between cavitation peening and shot peening for extending the fatigue life of a duralumin plate with a hole. J. Mater. Process. Technol. 2016, 227, 80–87. [Google Scholar] [CrossRef]
- Takahashi, K.; Osedo, H.; Suzuki, T.; Fukuda, S. Fatigue strength improvement of an aluminum alloy with a crack-like surface defect using shot peening and cavitation peening. Eng. Fract. Mech. 2018, 193, 151–161. [Google Scholar] [CrossRef]
- Soyama, H. Comparison between the improvements made to the fatigue strength of stainless steel by cavitation peening, water jet peening, shot peening and laser peening. J. Mater. Process. Technol. 2019, 269, 65–78. [Google Scholar] [CrossRef]
- Anami, K.; Miki, C.; Tani, H.; Yamamoto, H. Improving fatigue strength of welded joints by hammer peening and TIG-dressing. Doboku Gakkai Ronbunshu 2000, 17, 67–78. [Google Scholar] [CrossRef] [Green Version]
- Ishikawa, T.; Shimizu, M.; Tomo, H.; Kawano, H.; Yamada, K. Effect of compression overload on fatigue strength improved by ICR treatment. Int. J. Steel Struct. 2013, 13, 175–181. [Google Scholar] [CrossRef]
- Roy, S.; Fisher, J.W.; Yen, B.T. Fatigue resistance of welded details enhanced by ultrasonic impact treatment (UIT). Int. J. Fatigue 2003, 25, 1239–1247. [Google Scholar] [CrossRef]
- Mori, T.; Shimanuki, H.; Tanaka, M. Influence of Steel Static Strength on Fatigue Strength of Web-Gusset Welded Joints with UIT. J. JSCE 2015, 3, 115–127. [Google Scholar] [CrossRef] [Green Version]
- Sano, Y.; Mukai, N.; Okazaki, K.; Obata, M. Residual stress improvement in metal surface by underwater laser irradiation. Nucl. Instrum. Methods Phys. Res. Sect. B Beam Interact. Mater. At. 1997, 121, 432–436. [Google Scholar] [CrossRef]
- Sano, Y. Quarter Century Development of Laser Peening without Coating. Metals 2020, 10, 152. [Google Scholar] [CrossRef] [Green Version]
- Sims, W.; Elias, V. Laser peening for long term operation. Nucl. Plant J. 2018, 36, 54–56. [Google Scholar]
- Rankin, J.E.; Hill, M.R.; Hackel, L.A. The effects of process variations on residual stress in laser peened 7049 T73 aluminum alloy. Mater. Sci. Eng. A 2003, 349, 279–291. [Google Scholar] [CrossRef] [Green Version]
- Irizalp, S.G.; Koroglu, B.K.; Sokol, D. Influence of Laser Peening with and without Coating on the Surface Properties and Stress Corrosion Cracking Behavior of Laser-Welded 304 Stainless Steel. Met. Mater. Trans. A 2021, 52, 3302–3316. [Google Scholar] [CrossRef]
- Peng, W.W.; Ling, X. Prevention of Stress Corrosion Cracking in Welded Joint of Type 304 Stainless Steel by Laser Peening. Key Eng. Mater. 2007, 353, 1704–1707. [Google Scholar] [CrossRef]
- Lu, J.Z.; Zhang, W.Q.; Jing, X.; Wu, L.J.; Luo, K.Y. Microstructural evolution in the welding zone of laser shock peened 316 L stainless steel tube. J. Laser Appl. 2017, 29, 012007. [Google Scholar] [CrossRef]
- Peyre, P.; Fabbro, R.; Merrien, P.; Lieurade, H.P. Laser shock processing of aluminium alloys. Application to high cycle fatigue behaviour. Mater. Sci. Eng. A 1996, 210, 102–113. [Google Scholar] [CrossRef]
- Kallien, Z.; Keller, S.; Ventzke, V.; Kashaev, N.; Klusemann, B. Effect of Laser Peening Process Parameters and Sequences on Residual Stress Profiles. Metals 2019, 9, 655. [Google Scholar] [CrossRef] [Green Version]
- Bovid, S.; Kattoura, M.; Clauer, A.; Vivek, A.; Daehn, G.; Niezgoda, S. Pressure amplification and modelization in laser shock peening of Ti-6Al-4V and AA7085 with adhesive-backed opaque overlays. J. Mater. Process. Technol. 2022, 299, 117381. [Google Scholar] [CrossRef]
- Ahmad, B.; Fitzpatrick, M.E. The effect of laser shock peening on hardness and microstructure in a welded marine steel. J. Eng. 2015, 2015, 115–125. [Google Scholar] [CrossRef]
- Sakino, Y.; Sano, Y.; Kim, Y. Application of laser peening without coating on steel welded joints. Int. J. Struct. Integr. 2011, 2, 332–344. [Google Scholar] [CrossRef]
- Sakino, Y.; Sano, Y.; Sumiya, R.; Kim, Y.-C. Major factor causing improvement in fatigue strength of butt welded steel joints after laser peening without coating. Sci. Technol. Weld. Join. 2012, 17, 402–407. [Google Scholar] [CrossRef]
- Sakino, Y.; Yoshikawa, K.; Sano, Y.; Sumiya, R. Effect of Laser Peening on Improving Fatigue Strength of Welded Rib of High-Strength Steel. Q. J. Jpn. Weld. Soc. 2016, 34, 20–25. [Google Scholar] [CrossRef] [Green Version]
- Zheng, L.; Kausas, A.; Taira, L.Z.A.K.A.T. Drastic thermal effects reduction through distributed face cooling in a high power giant-pulse tiny laser. Opt. Mater. Express 2017, 7, 3214–3221. [Google Scholar] [CrossRef]
- Sakino, Y.; Sano, Y. Investigations for Lowering Pulse Energy of Laser-peening for Improving Fatigue Strength. Q. J. Jpn. Weld. Soc. 2018, 36, 153–159. [Google Scholar] [CrossRef] [Green Version]
- Tanaka, K. The cosα method for X-ray residual stress measurement using two-dimensional detector. Mech. Eng. Rev. 2019, 6, 18-00378. [Google Scholar] [CrossRef] [Green Version]
- Akiniwa, Y.; Kimura, H. Determination of Residual Stress Distribution in Severe Surface Deformed Steel by Shot Peening. Mater. Sci. Forum 2008, 571, 15–20. [Google Scholar] [CrossRef]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Mechanical Properties | Chemical Compositions (%) | Ceq | |||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| σY | σU | δ | YR | C | Si | Mn | P | S | Ni | Cr | Mo | V | B | ||
| (MPa) | (MPa) | (%) | (%) | ×10−2 | ×10−3 | ×10−2 | ×10−3 | ×10−2 | |||||||
| HT780 | 764 | 833 | 21 | 92 | 22 | 29 | 149 | 9 | 2 | 2 | 16 | 1 | 0 | 11 | 51 |
| Welding wire * | 710 | 830 | 24 | - | 8 | 38 | 125 | 9 | 11 | 222 | - | 63 | - | - | - |
| Laser Peening Condition | Surface Residual Stress | Laser Type | |||||
|---|---|---|---|---|---|---|---|
| Pulse Energy | Spot Diameter | Irradiation Density | Pulse Width | FreQUENCY | σξ | ση | |
| (mJ) | (mm) | (Pulse/mm2) | (ns) | (Hz) | (MPa) | (MPa) | |
| 38 | 0.30 | 100 | 1.5 | 10 | −238 | −283 | Microchip laser (MOPA) |
| 0.36 | −271 | −364 | |||||
| 0.46 | −205 | −304 | |||||
| 0.59 | −125 | −154 | |||||
| 15 | 0.22 | 100 | 0.7 | 10 | −62 | −40 | Microchip laser (MOPA) |
| 0.37 | −45 | −187 | |||||
| 0.50 | −10 | −54 | |||||
| 1.09 | 5 | −47 | |||||
| 10 | 0.19 | 100 | 0.7 | 10 | −17 | −62 | Microchip laser (MOPA) |
| 0.36 | −41 | −45 | |||||
| 0.67 | −65 | −10 | |||||
| 1.09 | −21 | 5 | |||||
| 5 | 0.17 | 100 | 0.7 | 10 | −28 | −19 | Microchip laser (MOPA) |
| 0.34 | −34 | −92 | |||||
| 0.68 | −55 | 8 | |||||
| 1.11 | −91 | 28 | |||||
| 20 | 0.40 | 180 | 8 | 60 | −302 | −662 | Conventional Nd:YAG laser |
| 10 | 0.25 | 216 | −411 | −765 | |||
| 6 | 0.26 | 144 | −320 | −597 | |||
| Surface Residual Stress (MPa) | |
|---|---|
| Without laser peening | With laser peening |
| 25 ± 10 | −455 ± 6 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kato, T.; Sakino, Y.; Sano, Y. Effect of Laser Peening with a Microchip Laser on Fatigue Life in Butt-Welded High-Strength Steel. Appl. Mech. 2021, 2, 878-890. https://doi.org/10.3390/applmech2040051
Kato T, Sakino Y, Sano Y. Effect of Laser Peening with a Microchip Laser on Fatigue Life in Butt-Welded High-Strength Steel. Applied Mechanics. 2021; 2(4):878-890. https://doi.org/10.3390/applmech2040051
Chicago/Turabian StyleKato, Tomoharu, Yoshihiro Sakino, and Yuji Sano. 2021. "Effect of Laser Peening with a Microchip Laser on Fatigue Life in Butt-Welded High-Strength Steel" Applied Mechanics 2, no. 4: 878-890. https://doi.org/10.3390/applmech2040051
APA StyleKato, T., Sakino, Y., & Sano, Y. (2021). Effect of Laser Peening with a Microchip Laser on Fatigue Life in Butt-Welded High-Strength Steel. Applied Mechanics, 2(4), 878-890. https://doi.org/10.3390/applmech2040051