
Comparing CrN and TiN Coatings for Accident-Tolerant Fuels in PWR and BWR Autoclaves

 , , and
, , and 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Sample Preparation and Analysis
3. Results
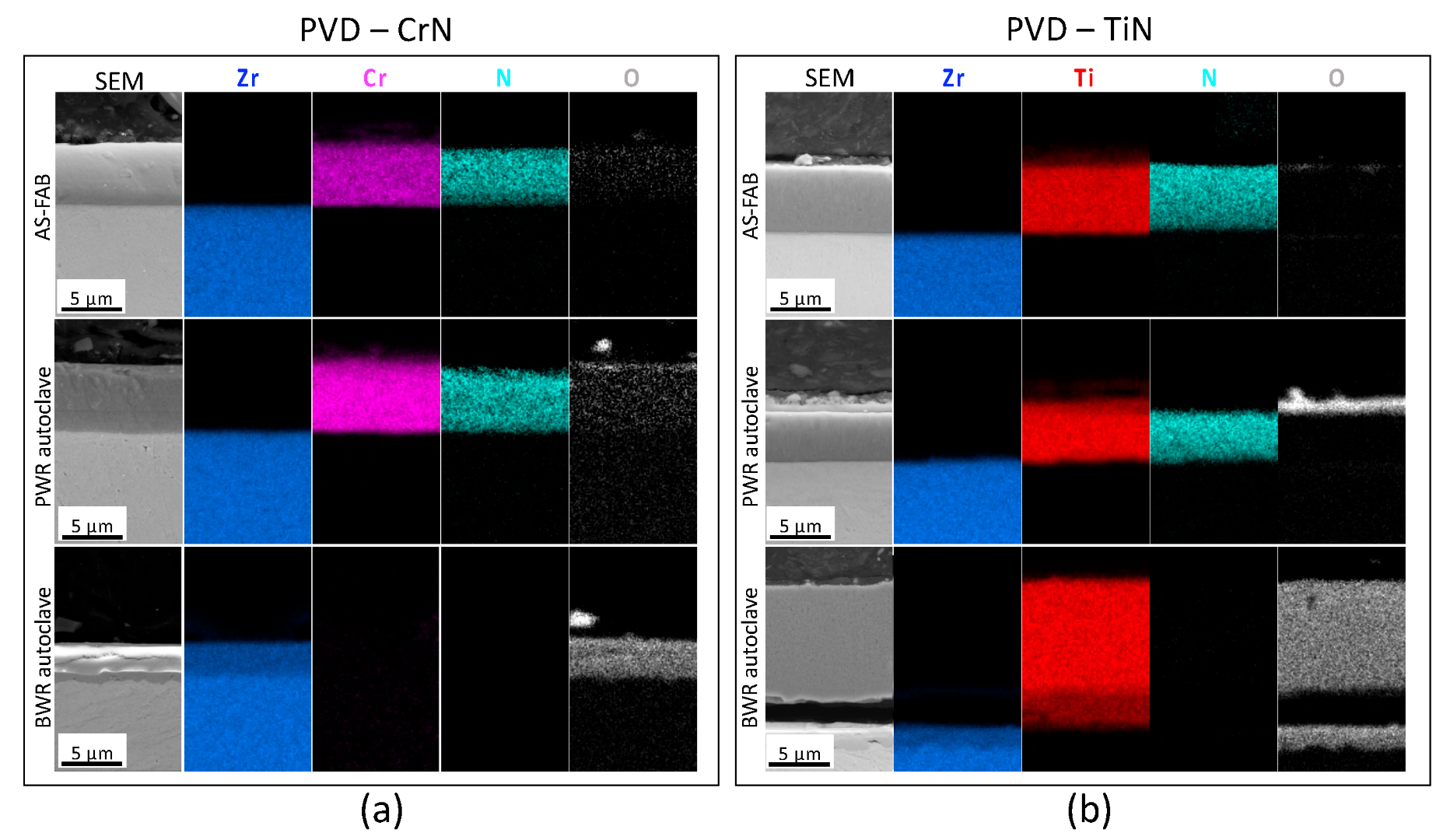
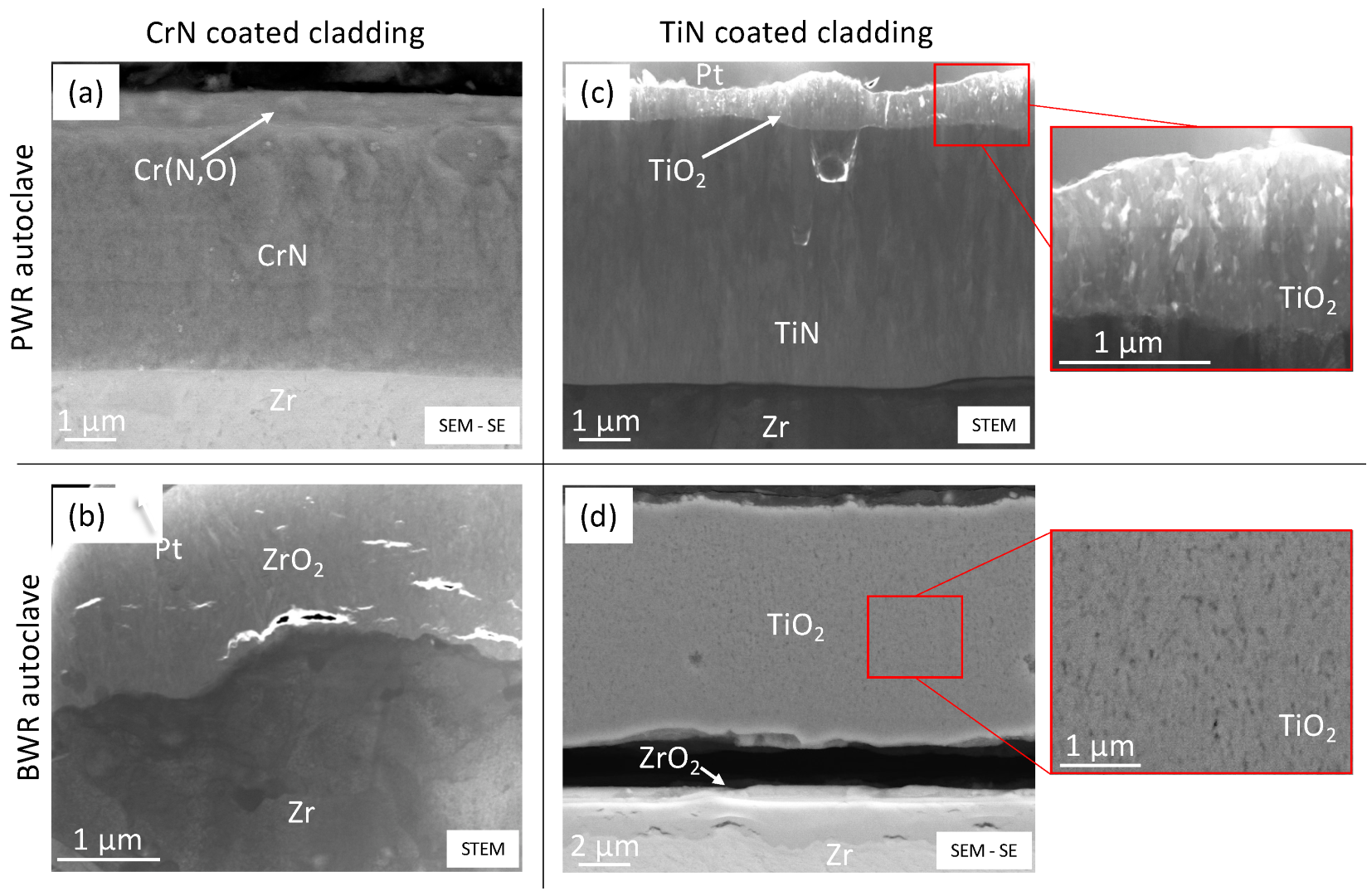
3.1. CrN-Coated Cladding Tubes in PWR Autoclave
3.2. CrN-Coated Cladding Tubes in BWR Autoclave
3.3. TiN-Coated Cladding Tubes in PWR Autoclave
3.4. TiN-Coated Cladding Tubes in BWR Autoclave
3.5. Overall Performance of the Coatings
4. Discussion
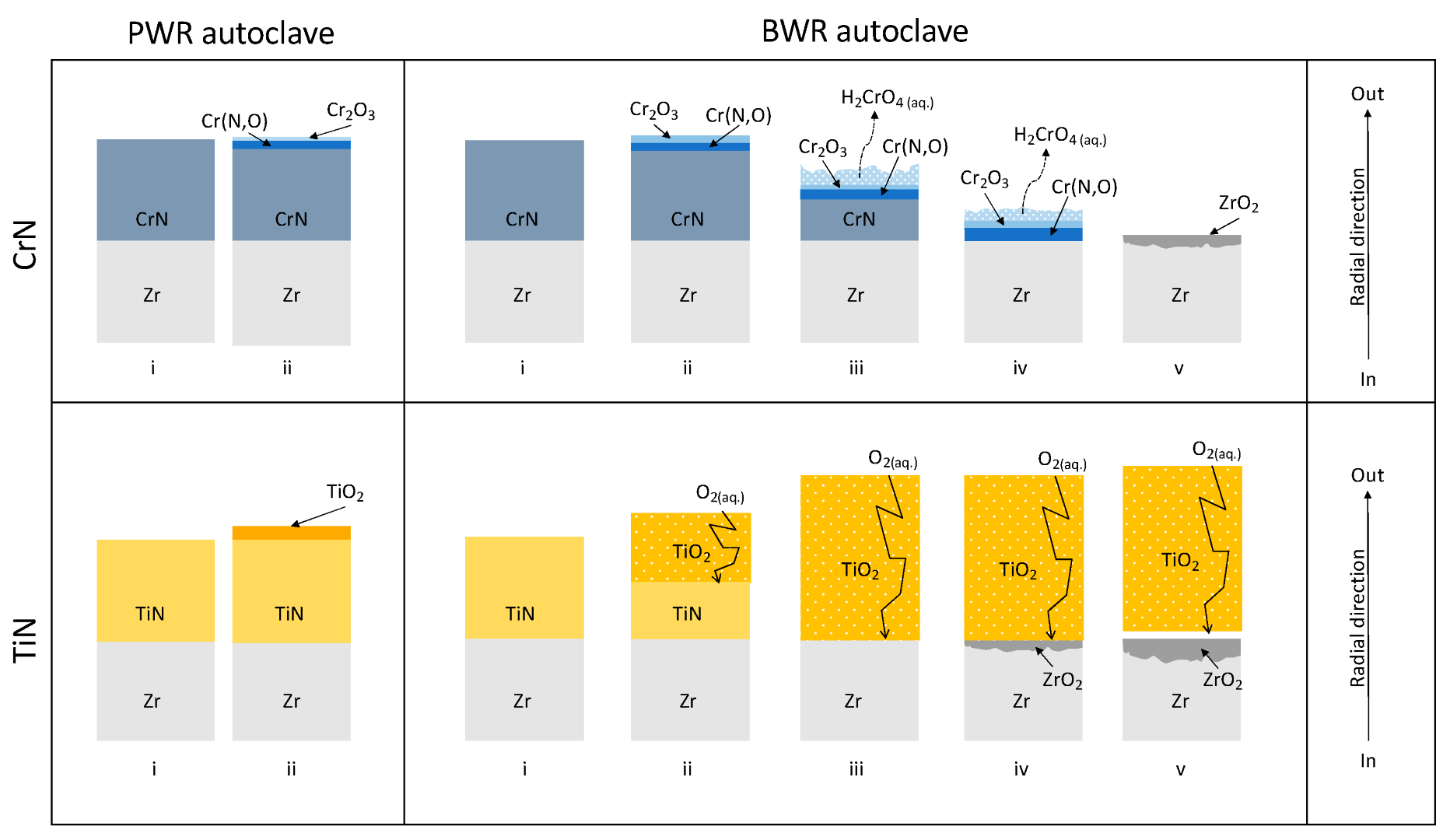
4.1. Oxidation of CrN and the Stability of Cr2O3 in the PWR and BWR Chemical Environments
4.2. Oxidation of TiN and the Protectiveness of TiO2 in the PWR and BWR Chemical Environments
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Zinkle, S.J.; Terrani, K.A.; Gehin, J.C.; Ott, L.J.; Snead, L.L. Accident tolerant fuels for LWRs: A perspective. J. Nucl. Mater. 2014, 448, 374–379. [Google Scholar] [CrossRef]
- Terrani, K.A. Accident tolerant fuel cladding development: Promise, status, and challenges. J. Nucl. Mater. 2018, 501, 13–30. [Google Scholar] [CrossRef]
- Zieliński, A.; Sobieszczyk, S. Hydrogen-enhanced degradation and oxide effects in zirconium alloys for nuclear applications. Int. J. Hydrogen Energy 2011, 36, 8619–8629. [Google Scholar] [CrossRef]
- Sakamoto, K.; Miura, Y.; Ukai, S.; Oono, N.H.; Kimura, A.; Yamaji, A.; Kusagaya, K.; Takano, S.; Kondo, T.; Ikegawa, T.; et al. Development of accident tolerant FeCrAl-ODS fuel cladding for BWRs in Japan. J. Nucl. Mater. 2021, 557, 153276. [Google Scholar] [CrossRef]
- Kim, H.G.; Yang, J.H.; Kim, W.J.; Koo, Y.H. Development Status of Accident-tolerant Fuel for Light Water Reactors in Korea. Nucl. Eng. Technol. 2016, 48, 1–15. [Google Scholar] [CrossRef] [Green Version]
- Krejčí, J.; Ševeček, M.; Kabátová, J.; Manoch, F.; Kočí, J.; Cvrček, L.; Málek, J.; Krum, S.; Šutta, P.; Bublíková, P.; et al. Experimental behavior of chromium-based coatings. In Proceedings of the TopFuel 2018, Prague, Czech Republic, 30 September–4 October 2018; Volume 156, p. A0233. [Google Scholar]
- Wei, T.; Zhang, R.; Yang, H.; Liu, H.; Qiu, S.; Wang, Y.; Du, P.; He, K.; Hu, X.; Dong, C. Microstructure, corrosion resistance and oxidation behavior of Cr-coatings on Zircaloy-4 prepared by vacuum arc plasma deposition. Corros. Sci. 2019, 158, 108077. [Google Scholar] [CrossRef]
- Maier, B.; Yeom, H.; Johnson, G.; Dabney, T.; Walters, J.; Xu, P.; Romero, J.; Shah, H.; Sridharan, K. Development of cold spray chromium coatings for improved accident tolerant zirconium-alloy cladding. J. Nucl. Mater. 2019, 519, 247–254. [Google Scholar] [CrossRef] [Green Version]
- Brachet, J.-C.; Idarraga-Trujillo, I.; le Flem, M.; le Saux, M.; Vandenberghe, V.; Urvoy, S.; Rouesne, E.; Guilbert, T.; Toffolon-Masclet, C.; Tupin, M.; et al. Early studies on Cr-Coated Zircaloy-4 as enhanced accident tolerant nuclear fuel claddings for light water reactors. J. Nucl. Mater. 2019, 517, 268–285. [Google Scholar] [CrossRef]
- Fazi, A.; Aboulfadl, H.; Iyer, A.H.S.; Sattari, M.; Stiller, K.M.; Lokhande, P.; Thuvander, M.; Andren, H.O. Characterization of as-deposited cold sprayed Cr-coating on Optimized ZIRLOTM claddings. J. Nucl. Mater. 2021, 549, 152892. [Google Scholar] [CrossRef]
- Fazi, A.; Stiller, K.; Andrén, H.-O.; Thuvander, M. Cold sprayed Cr-coating on Optimized ZIRLOTM claddings: The Cr/Zr interface and its microstructural and chemical evolution after autoclave corrosion testing. J. Nucl. Mater. 2022, 560, 153505. [Google Scholar] [CrossRef]
- IAEA. TECDOC-709: Fuel failure in normal operation of water reactors: Experience, mechanisms and management. In Proceedings of a Technical Committee Meeting, Dimitrovgrad, Russia, 26–29 May 1992. [Google Scholar]
- Kopeć, M.; Pasta, O.; Mala, M.; Halodova, P.; Cvrček, L.; Krejčı, J. On debris-fretting impact—The study of oxide and chromium layer application. J. Nucl. Eng. Radiat. Sci. 2021, 7, 021802. [Google Scholar] [CrossRef]
- Rodrı́guez, R.; Garcı́a, J.; Medrano, A.; Rico, M.; Sánchez, R.; Martı́nez, R.; Labrugère, C.; Lahaye, M.; Guette, A. Tribological behaviour of hard coatings deposited by arc-evaporation PVD. Vacuum. 2002, 67, 559–566. [Google Scholar] [CrossRef]
- Bobzin, K.; Lugscheider, E.; Nickel, R.; Bagcivan, N.; Krämer, A. Wear behavior of Cr1−xAlxN PVD-coatings in dry running conditions. Wear 2007, 263, 1274–1280. [Google Scholar] [CrossRef]
- Aihua, L.; Jianxin, D.; Haibing, C.; Yangyang, C.; Jun, Z. Friction and wear properties of TiN, TiAlN, AlTiN and CrAlN PVD nitride coatings. Int. J. Refract. Met. Hard Mater. 2012, 31, 82–88. [Google Scholar] [CrossRef]
- Tang, C.; Stueber, M.; Seifert, H.J.; Steinbrueck, M. Protective coatings on zirconium-based alloys as accident-Tolerant fuel (ATF) claddings. Corros. Rev. 2017, 35, 141–165. [Google Scholar] [CrossRef]
- Liu, J.; Cui, Z.; Ma, D.; Lu, J.; Cui, Y.; Li, C.; Liu, W.; Hao, Z.; Hu, P.; Yao, M. Investigation of oxidation behaviors of coated Zircaloy as accident-tolerant fuel with CrAlN and CrAlSiN coatings in high-temperature steam. Corros. Sci. 2020, 175, 108896. [Google Scholar] [CrossRef]
- Chen, S.L.; He, X.J.; Yuan, C.X. Recent studies on potential accident-tolerant fuel-cladding systems in light water reactors. Nucl. Sci. Tech. 2020, 31, 32. [Google Scholar] [CrossRef]
- Milošev, I.; Strehblow, H.-H.; Navinšek, B. XPS in the study of high-temperature oxidation of CrN and TiN hard coatings. Surf. Coat. Technol. 1995, 74–75, 897–902. [Google Scholar] [CrossRef]
- Esaka, F.; Furuya, K.; Shimada, H.; Imamura, M.; Matsubayashi, N.; Sato, H.; Nishijima, A.; Kawana, A.; Ichimura, H.; Kikuchi, T. Comparison of surface oxidation of titanium nitride and chromium nitride films studied by x-ray absorption and photoelectron spectroscopy. J. Vac. Sci. Technol. A Vac. Surf. Film. 1997, 15, 2521–2528. [Google Scholar] [CrossRef]
- Milošv, I.; Strehblow, H.; Navinšek, B.; Metikoš-Huković, M. Electrochemical and thermal oxidation of TiN coatings studied by XPS. Surf. Interface Anal. 1995, 23, 529–539. [Google Scholar] [CrossRef]
- Meng, C.; Yang, L.; Wu, Y.; Tan, J.; Dang, W.; He, X.; Ma, X. Study of the oxidation behavior of CrN coating on Zr alloy in air. J. Nucl. Mater. 2019, 515, 354–369. [Google Scholar] [CrossRef]
- Khatkhatay, F.; Jiao, L.; Jian, J.; Zhang, W.; Jiao, Z.; Gan, J.; Zhang, H.; Zhang, X.; Wang, H. Superior corrosion resistance properties of TiN-based coatings on Zircaloy tubes in supercritical water. J. Nucl. Mater. 2014, 451, 346–351. [Google Scholar] [CrossRef]
- Alat, E.; Brova, M.J.; Younker, I.M.; Motta, A.T.; Fratoni, M.; Wolfe, D.E. Neutronic and mechanical evaluation of rare earth doped and undoped nitride-based coatings for accident tolerant fuels. J. Nucl. Mater. 2019, 518, 419–430. [Google Scholar] [CrossRef]
- Liu, J.; Hao, Z.; Cui, Z.; Ma, D.; Lu, J.; Cui, Y.; Li, C.; Liu, W.; Xie, S.; Hu, P.; et al. Oxidation behavior, thermal stability, and the coating/substrate interface evolution of CrN-coated Zircaloy under high-temperature steam. Corros. Sci. 2021, 185, 109416. [Google Scholar] [CrossRef]
- Li, Z.; Liu, C.; Chen, Q.; Yang, J.; Liu, J.; Yang, H.; Zhang, W.; Zhang, R.; He, L.; Long, J.; et al. Microstructure, high-temperature corrosion and steam oxidation properties of Cr/CrN multilayer coatings prepared by magnetron sputtering. Corros. Sci. 2021, 191, 109755. [Google Scholar] [CrossRef]
- Kashkarov, E.; Afornu, B.; Sidelev, D.; Krinitcyn, M.; Gouws, V.; Lider, A. Recent Advances in Protective Coatings for Accident Tolerant Zr-Based Fuel Claddings. Coatings 2021, 11, 557. [Google Scholar] [CrossRef]
- Deng, Y.; Chen, W.; Li, B.; Wang, C.; Kuang, T.; Li, Y. Physical vapor deposition technology for coated cutting tools: A review. Ceram. Int. 2020, 46, 18373–18390. [Google Scholar] [CrossRef]
- Özkan, D.; Yılmaz, M.A.; Szala, M.; Türküz, C.; Chocyk, D.; Tunç, C.; Göz, O.; Walczak, M.; Pasierbiewicz, K.; Yağcı, M.B. Effects of ceramic-based CrN, TiN, and AlCrN interlayers on wear and friction behaviors of AlTiSiN + TiSiN PVD coatings. Ceram. Int. 2021, 47, 20077–20089. [Google Scholar] [CrossRef]
- Kelly, P.J.; Arnell, R.D.; Ahmed, W.; Afzal, A. Novel engineering coatings produced by closed-field unbalanced magnetron sputtering. Mater. Des. 1996, 17, 215–219. [Google Scholar] [CrossRef]
- Postolnyi, B.O.; Araujo, J.P. Structural analysis of Arc-PVD multilayer metal nitride coatings CrN/MoN using electron backscatter diffraction (EBSD). In Proceedings of the 2016 International Conference on Nanomaterials: Application & Properties (NAP), Lviv, Ukraine, 14–19 September 2016. [Google Scholar] [CrossRef]
- Karoutas, Z.; Brown, J.; Atwood, A.; Hallstadius, L.; Lahoda, E.; Ray, S.; Bradfute, J. The maturing of nuclear fuel: Past to Accident Tolerant Fuel. Prog. Nucl. Energy 2018, 102, 68–78. [Google Scholar] [CrossRef]
- ASTM G2/G2M—19. Standard Test Method for Corrosion Testing of Products of Zirconium, Hafnium, and Their Alloys in Water at 680 °F or in Steam at 750 °F; ASTM: West Conshohocken, PA, USA, 2019. [Google Scholar] [CrossRef]
- Thompson, K.; Lawrence, D.; Larson, D.J.; Olson, J.D.; Kelly, T.F.; Gorman, B. In situ site-specific specimen preparation for atom probe tomography. Ultramicroscopy 2007, 107, 131–139. [Google Scholar] [CrossRef] [PubMed]
- Langford, R.M.; Rogers, M. In situ lift-out: Steps to improve yield and a comparison with other FIB TEM sample preparation techniques. Micron 2008, 39, 1325–1330. [Google Scholar] [CrossRef] [PubMed]
- Itagaki, N.; Kakiuchi, K.; Mozumi, Y.; Furuya, T.; Kubota, O. Development of new high corrosion resistance Zr Alloy HiFi for high burn-up BWR Fuel. In Proceedings of the Topfuel—2003 Conference, Würzburg, Germany, 16–19 March 2003. [Google Scholar]
- Aghajani, H.; Motlagh, M.S. Effect of temperature on surface characteristics of nitrogen ion implanted biocompatible titanium. J. Mater. Sci. Mater. Med. 2017, 28, 29. [Google Scholar] [CrossRef] [PubMed]
- Wagner, I.A.S.; Seifert, H.J. Materials Science International Team, The Binary System Ti-O [99Wal]: Datasheet from MSI Eureka in Springer Materials. 2001. Available online: https://materials.springer.com/msi/phase-diagram/docs/smmsir1001080101fullLnkDia0 (accessed on 5 October 2022).
- Milošev, I.; Strehblow, H.-H.; Navinšek, B. Comparison of TiN, ZrN and CrN hard nitride coatings: Electrochemical and thermal oxidation. Thin Solid Film. 1997, 303, 246–254. [Google Scholar] [CrossRef]
- Suzuki, K.; Endo, T.; Fukushima, T.; Sato, A.; Suzuki, T.; Nakayama, T.; Suematsu, H.; Niihara, K. Controlling Oxygen Content by Varying Oxygen Partial Pressure in Chromium Oxynitride Thin Films Prepared by Pulsed Laser Deposition. Mater. Trans. 2013, 54, 1140–1144. [Google Scholar] [CrossRef] [Green Version]
- Korablov, S.; Ibrahim, M.; Yoshimura, M. Hydrothermal corrosion of TiAlN and CrN PVD films on stainless steel. Corros. Sci. 2005, 47, 1839–1854. [Google Scholar] [CrossRef]
- Lin, J.; Mishra, B.; Moore, J.J.; Sproul, W.D. A study of the oxidation behavior of CrN and CrAlN thin films in air using DSC and TGA analyses. Surf. Coat. Technol. 2008, 202, 3272–3283. [Google Scholar] [CrossRef]
- Sunder, S.; Miller, N.H. XPS and XRD studies of corrosion of uranium nitride by water. J. Alloys Compd. 1998, 271–273, 568–572. [Google Scholar] [CrossRef]
- Somiya, S. Hydrothermal corrosion of nitride and carbide of silicon. Mater. Chem. Phys. 2001, 67, 157–164. [Google Scholar] [CrossRef]
- Cook, W.G.; Olive, R.P. Pourbaix diagrams for chromium, aluminum and titanium extended to high-subcritical and low-supercritical conditions. Corros. Sci. 2012, 58, 291–298. [Google Scholar] [CrossRef]
- Beverskog, B.; Puigdomenech, I. Revised pourbaix diagrams for chromium at 25–300 °C. Corros. Sci. 1997, 39, 43–57. [Google Scholar] [CrossRef]
- Cubicciotti, D. Potential-pH diagrams for alloy-water systems under LWR conditions. J. Nucl. Mater. 1993, 201, 176–183. [Google Scholar] [CrossRef]
- Mahboubi, S.; Zurob, H.S.; Botton, G.A.; Kish, J.R. Effect of water vapour partial pressure on the chromia (Cr2O3)-based scale stability. Can. Metall. Q. 2018, 57, 89–98. [Google Scholar] [CrossRef]
- Pujilaksono, B.; Jonsson, T.; Halvarsson, M.; Panas, I.; Svensson, J.-E.; Johansson, L.-G. Paralinear Oxidation of Chromium in O2 + H2O Environment at 600–700 °C. Oxid. Met. 2008, 70, 163–188. [Google Scholar] [CrossRef]
- Van Nieuwenhove, R.; Andersson, V.; Balak, J.; Oberländer, B. In-pile testing of CrN, TiAlN, and AlCrN coatings on zircaloy cladding in the Halden reactor. In Proceedings of the Zirconium in the Nuclear Industry: 18th International Symposium, Bilbao, Spain, 26–30 June 2022; ASTM International: West Conshohocken, PA, USA, 2018; pp. 965–982. [Google Scholar] [CrossRef]
- Ullberg, M.; Gott, K.; Lejon, J.; Granath, G. Advanced ECP model for BWRs. In Proceedings of the Canadian Nuclear Society, 13th International Conference on Environmental Degradation of Materials in Nuclear Power Systems, Toronto, ON, Canada, 19–23 August 2007; pp. 1237–1249. [Google Scholar]
- Chen, H.-Y.; Lu, F.-H. Oxidation behavior of titanium nitride films. J. Vac. Sci. Technol. A Vac. Surf. Film. 2005, 23, 1006–1009. [Google Scholar] [CrossRef] [Green Version]
- Bloyce, A.; Qi, P.Y.; Dong, H.; Bell, T. Surface modification of titanium alloys for combined improvements in corrosion and wear resistance. Surf. Coat. Technol. 1998, 107, 125–132. [Google Scholar] [CrossRef]
- Tomashov, N.D.; Altovsky, R.M.; Chernova, G.P. Passivity and Corrosion Resistance of Titanium and Its Alloys. J. Electrochem. Soc. 1961, 108, 113. [Google Scholar] [CrossRef]
- Wiiala, U.K.; Penttinen, I.M.; Korhonen, A.S.; Aromaa, J.; Ristolainen, E. Improved corrosion resistance of physical vapour deposition coated TiN and ZrN. Surf. Coat. Technol. 1990, 41, 191–204. [Google Scholar] [CrossRef]
- Steyer, P.; Pilloud, D.; Pierson, J.F.; Millet, J.-P.; Charnay, M.; Stauder, B.; Jacquot, P. Oxidation resistance improvement of arc-evaporated TiN hard coatings by silicon addition. Surf. Coat. Technol. 2006, 201, 4158–4162. [Google Scholar] [CrossRef]
- Pfeiler, M.; Scheu, C.; Hutter, H.; Schnöller, J.; Michotte, C.; Mitterer, C.; Kathrein, M. On the effect of Ta on improved oxidation resistance of Ti–Al–Ta–N coatings. J. Vac. Sci. Technol. A Vac. Surf. Film. 2009, 27, 554. [Google Scholar] [CrossRef]
- Pfeiler, M.; Zechner, J.; Penoy, M.; Michotte, C.; Mitterer, C.; Kathrein, M. Improved oxidation resistance of TiAlN coatings by doping with Si or B. Surf. Coat. Technol. 2009, 203, 3104–3110. [Google Scholar] [CrossRef]
- Saha, S.K.; Park, Y.J.; Cho, S.O. Fabrication of highly ordered nanoporous oxide layer on Ti6Al4V surfaces for improved corrosion resistance property. J. Mol. Struct. 2021, 1223, 129244. [Google Scholar] [CrossRef]
- Galstyan, V.; Vomiero, A.; Comini, E.; Faglia, G.; Sberveglieri, G. TiO2 nanotubular and nanoporous arrays by electrochemical anodization on different substrates. RSC Adv. 2011, 1, 1038–1044. [Google Scholar] [CrossRef]
- Macak, J.M.; Tsuchiya, H.; Ghicov, A.; Yasuda, K.; Hahn, R.; Bauer, S.; Schmuki, P. TiO2 nanotubes: Self-organized electrochemical formation, properties and applications. Curr. Opin. Solid State Mater. Sci. 2007, 11, 3–18. [Google Scholar] [CrossRef]
- Chim, Y.C.; Ding, X.Z.; Zeng, X.T.; Zhang, S. Oxidation resistance of TiN, CrN, TiAlN and CrAlN coatings deposited by lateral rotating cathode arc. Thin Solid Film. 2009, 517, 4845–4849. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
| (a) | Analysis Location | Conditions | Comments | Zr (at.%) | Cr (at.%) | N (at.%) | O (at.%) |
|---|---|---|---|---|---|---|---|
| CrN coated cladding | Coating (bulk—cross section) | As-fabricated | Homogeneous | - | 47.3 ± 0.3 | 52.7 ± 0.3 | - |
| Coating (bulk—cross section) | PWR autoclave | Homogeneous | - | 53.6 ± 0.3 | 46.4 ± 0.3 | - | |
| Oxidized coating (outer surface) | PWR autoclave | Transformation to Cr(N,O) | - | 49.7 ± 0.3 | 27.9 ± 0.2 | 22.4 ± 0.2 | |
| Coating (bulk—cross section) | BWR autoclave | No coating left | - | - | - | - | |
| Oxidized coating (outer surface) | BWR autoclave | No coating left | - | - | - | - | |
| Oxidized substrate (outer surface) | BWR autoclave | Oxidation of the substrate | 27.7 ± 0.5 | - | - | 72.3 ± 0.4 | |
| (b) | Analysis Location | Conditions | Comments | Zr (at.%) | Ti (at.%) | N (at.%) | O (at.%) |
| TiN coated cladding | Coating (bulk—cross section) | As-fabricated | Homogeneous | - | 44.8 ± 0.2 | 55.2 ± 0.2 | - |
| Coating (bulk—cross section) | PWR autoclave | Homogeneous | - | 43.6 ± 0.5 | 53.2 ± 0.4 | 3.2 ± 0.5 | |
| Oxidized coating (outer surface) | PWR autoclave | Adherent oxide | - | 33.0 ± 0.8 | - | 67.0 ± 0.8 | |
| Coating (bulk—cross section) | BWR autoclave | Coating fully oxidized | |||||
| Oxidized coating (outer surface) | BWR autoclave | Peeling of the oxidized coating | - | 26.8 ± 0.5 | - | 73.2 ± 0.2 | |
| Oxidized substrate (interface—cross section) | BWR autoclave | Oxidation of the substrate | 30.6 ± 0.4 | - | - | 69.4 ± 0.4 |
| Coating | Autoclave Corrosion Test (PWR) | Autoclave Corrosion Test (BWR) |
|---|---|---|
| CrN | Coating consumed: negligible | Coating consumed: 100% |
| Oxide thickness—type: <1 µm—Cr(N,O) | Oxide thickness – type: ∽2 µm—ZrO2 | |
| TiN | Coating consumed: negligible | Coating consumed: 100% |
| Oxide thickness—type: <1 µm—TiO2 | Oxide thickness – type: ∽10 µm—TiO2 + ∽2 µm—ZrO2 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Fazi, A.; Lokhande, P.; Lopes, D.A.; Stiller, K.; Andrén, H.-O.; Thuvander, M. Comparing CrN and TiN Coatings for Accident-Tolerant Fuels in PWR and BWR Autoclaves. J. Nucl. Eng. 2022, 3, 321-332. https://doi.org/10.3390/jne3040019
Fazi A, Lokhande P, Lopes DA, Stiller K, Andrén H-O, Thuvander M. Comparing CrN and TiN Coatings for Accident-Tolerant Fuels in PWR and BWR Autoclaves. Journal of Nuclear Engineering. 2022; 3(4):321-332. https://doi.org/10.3390/jne3040019
Chicago/Turabian StyleFazi, Andrea, Pratik Lokhande, Denise Adorno Lopes, Krystyna Stiller, Hans-Olof Andrén, and Mattias Thuvander. 2022. "Comparing CrN and TiN Coatings for Accident-Tolerant Fuels in PWR and BWR Autoclaves" Journal of Nuclear Engineering 3, no. 4: 321-332. https://doi.org/10.3390/jne3040019
APA StyleFazi, A., Lokhande, P., Lopes, D. A., Stiller, K., Andrén, H. -O., & Thuvander, M. (2022). Comparing CrN and TiN Coatings for Accident-Tolerant Fuels in PWR and BWR Autoclaves. Journal of Nuclear Engineering, 3(4), 321-332. https://doi.org/10.3390/jne3040019