
Machine Learning for Additive Manufacturing


Definition
:1. Introduction
- Computer vision.
- Prediction.
- Semantic analysis.
- Natural language processing.
- Information retrieval.
2. Additive Manufacturing
- Binder jetting: a liquid bonding agent or adhesive is selectively deposited to join powdered materials together.
- Directed energy deposition (DED): focused thermal energy (e.g., laser, electron beam, plasma arc) is used to fuse materials by melting as they are deposited.
- Material extrusion: material is selectively dispensed through a nozzle or orifice onto a substrate.
- Material jetting: droplets of build material are selectively deposited.
- Powder bed fusion (PBF): thermal energy selectively fuses regions of a powder bed.
- Sheet lamination: sheets of material are bonded layer-upon-layer to form a part.
- Vat photopolymerisation: a vat of liquid photopolymer is selectively cured by light-activated polymerisation.
2.1. Complex Geometries
2.2. Mass Customisation
2.3. Supply Chain Disintermediation
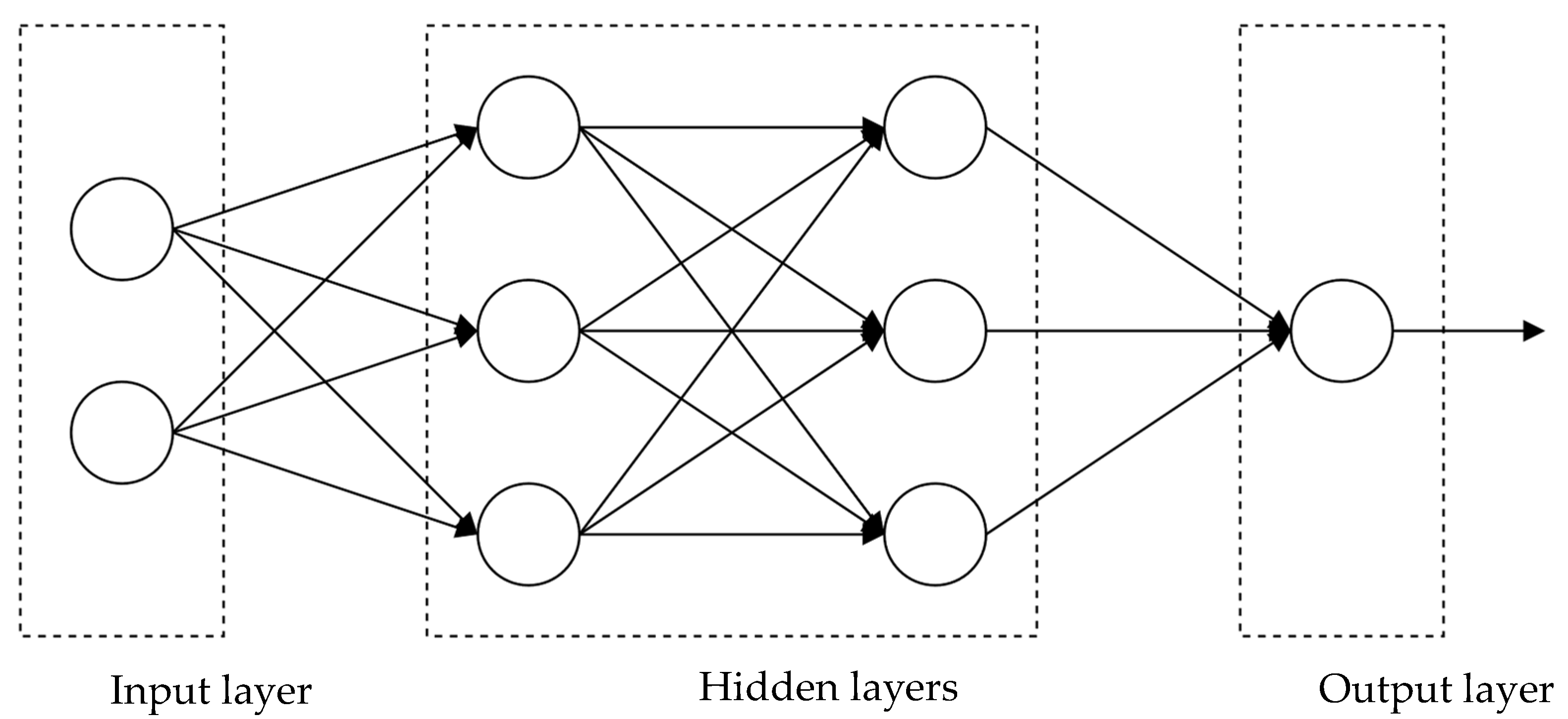
3. Machine Learning
4. Machine Learning for Additive Manufacturing
4.1. Machine Learning for Design for Additive Manufacturing
- The input volume was the result of the topology optimisation after just a few iterations of the Solid Isotropic Material with Penalisation (SIMP) algorithm.
- The output volume was a prediction of the part topology after 100 iterations of the SIMP algorithm.
- A reduction in the time taken to carry out TO with a similar quality of output.
- Higher resolution TO being efficiently used in practice thus enabling superior quality outputs.
- Greater complexity in constraints applied, such as those specific to AM (e.g., support-less structures).
4.2. Machine Learning for Additive Manufacturing Process
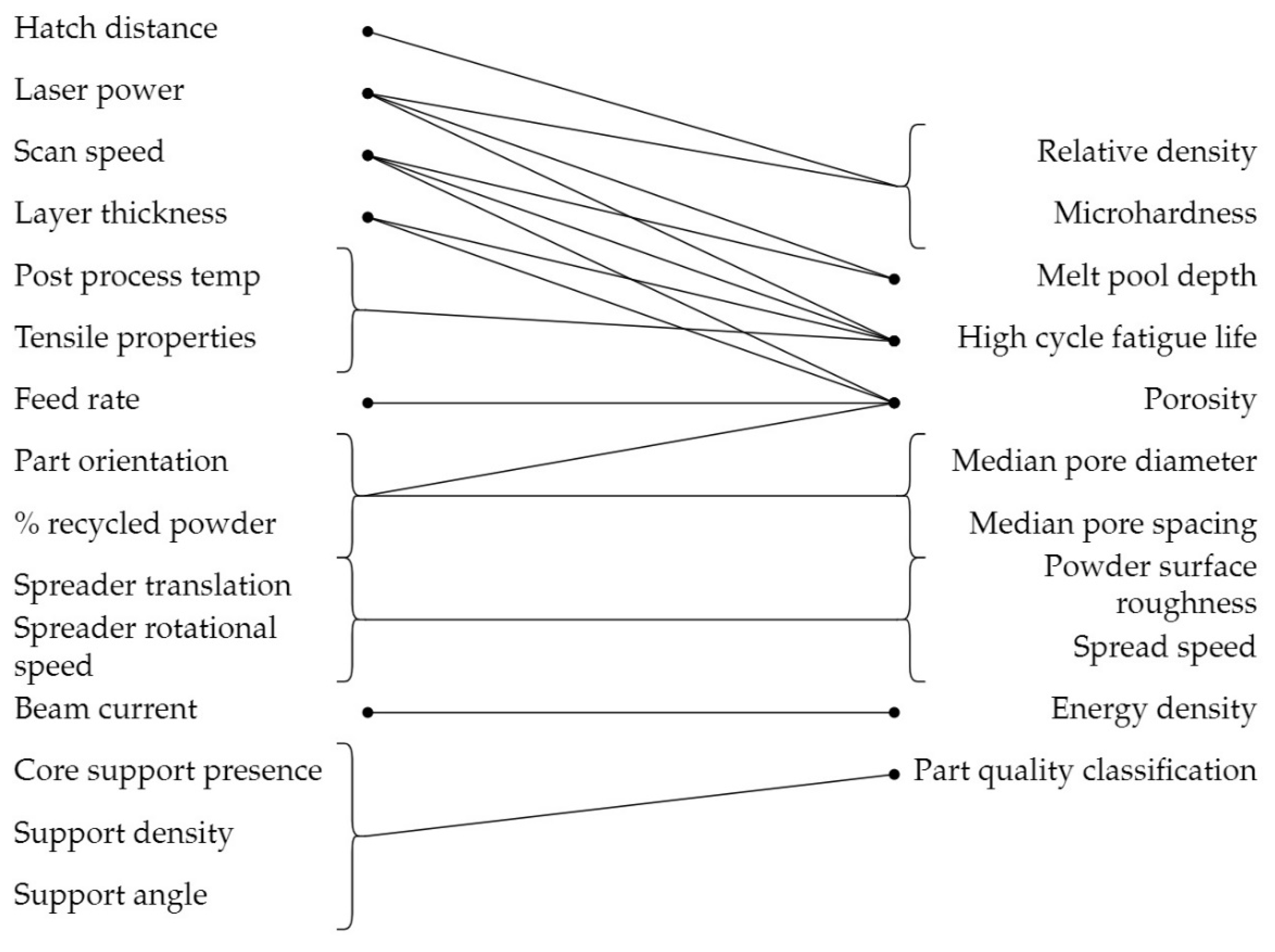
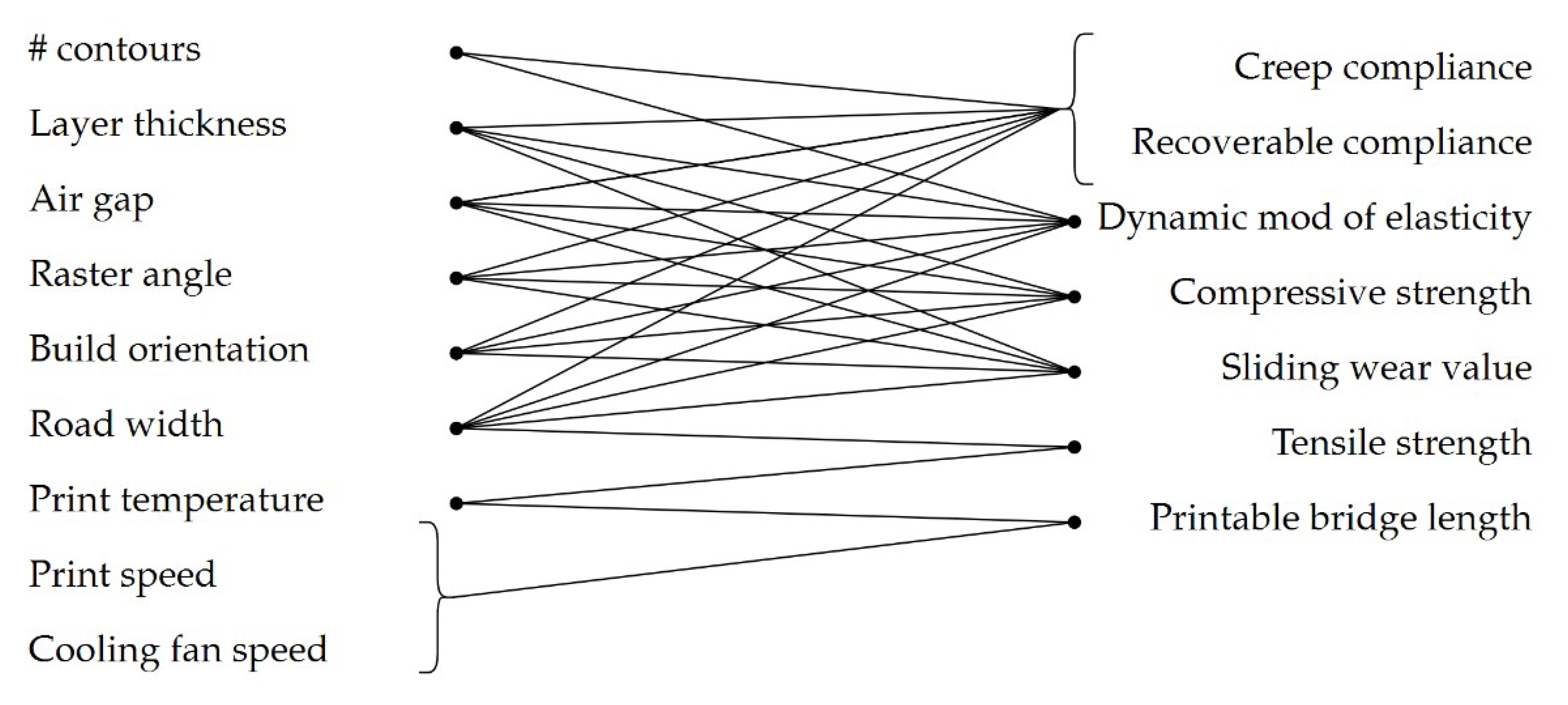
4.2.1. Parameter Optimisation
4.2.2. Process Monitoring
4.3. Machine Learning for Additive Manufacturing Production
Printability and Dimensional Deviation Management
- Axis of motion.
- Direction of motion.
- Speed of hot-end motion
- Distance travelled in each axis.
- Extrusion amount.
5. Conclusions and Prospects
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
Entry Link on the Encyclopedia Platform
References
- ISO/ASTM. ISO/ASTM52900-15, Standard Terminology for Additive Manufacturing—General Principles—Terminology. ASTM Int. 2015, 1, 1–9. [Google Scholar] [CrossRef]
- Ahlers, D.; Wasserfall, F.; Hendrich, N.; Zhang, J. 3D printing of nonplanar layers for smooth surface generation. In Proceedings of the IEEE International Conference on Automation Science and Engineering, Vancouver, BC, Canada, 22–26 August 2019; pp. 1737–1743. [Google Scholar] [CrossRef]
- Thompson, M.K.; Moroni, G.; Vaneker, T.; Fadel, G.; Campbell, R.I.; Gibson, I.; Bernard, A.; Schulz, J.; Graf, P.; Ahuja, B.; et al. Design for Additive Manufacturing: Trends, opportunities, considerations, and constraints. CIRP Ann. Manuf. Technol. 2016, 65, 737–760. [Google Scholar] [CrossRef]
- Gibson, I.; Rosen, D.; Stucker, B.; Khorasani, M. Additive Manufacturing Technologies, 3rd ed.; Springer: Berlin/Heidelberg, Germany, 2021; ISBN 978-3-030-56127-7. [Google Scholar] [CrossRef]
- Dowling, L.; Kennedy, J.; O’Shaughnessy, S.; Trimble, D. A review of critical repeatability and reproducibility issues in powder bed fusion. Mater. Des. 2020, 186, 108346. [Google Scholar] [CrossRef]
- Sutton, R.S.; Barto, A.G. Reinforcement Learning: An Introduction, 2nd ed.; The MIT Press: Cambridge, MA, USA, 2018; ISBN 9780262039246. [Google Scholar]
- Shinde, P.P.; Shah, S. A Review of Machine Learning and Deep Learning Applications. In Proceedings of the 2018 4th International Conference on Computing, Communication Control and Automation (ICCUBEA), Pune, India, 16–18 August 2018. [Google Scholar] [CrossRef]
- Wang, C.; Tan, X.P.; Tor, S.B.; Lim, C.S. Machine learning in additive manufacturing: State-of-the-art and perspectives. Addit. Manuf. 2020, 36, 101538. [Google Scholar] [CrossRef]
- Qi, X.; Chen, G.; Li, Y.; Cheng, X.; Li, C. Applying Neural-Network-Based Machine Learning to Additive Manufacturing: Current Applications, Challenges, and Future Perspectives. Engineering 2019, 5, 721–729 101016/jeng201904012. [Google Scholar] [CrossRef]
- Darwish, S.M.H.; Aslam, M.U. Auxetic cellular structures for custom made orthopedic implants using additive manufacturing. Int. J. Eng. Adv. Technol. 2014, 4, 2249–8958. [Google Scholar]
- Xie, G.; Dong, Y.; Zhou, J.; Sheng, Z. Topology optimization design of hydraulic valve blocks for additive manufacturing. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 2020, 234, 1899–1912. [Google Scholar] [CrossRef]
- Diegel, O.; Schutte, J.; Ferreira, A.; Chan, Y.L. Design for additive manufacturing process for a lightweight hydraulic manifold. Addit. Manuf. 2020, 36, 101446. [Google Scholar] [CrossRef]
- GE Additive. For the Ready. Launch Your Additive Manufacturing Program with Help from GE Additive. 2020. Available online: https://www.ge.com/additive/sites/default/files/2020-11/GE_Space_Brochure_8.5x11_R5_0.pdf (accessed on 16 June 2021).
- Redwood, B.; Schoffer, F.; Garret, B. The 3D Printing Handbook: Technologies, Design and Applications, 1st ed.; 3D Hubs: Amsterdam, The Netherlands, 2018; ISBN 9789082748505. [Google Scholar]
- Chen, R.K.; Jin, Y.-A.; Wensman, J.; Shih, A. Additive manufacturing of custom orthoses and prostheses-A review. Addit. Manuf. 2016, 12, 77–89. [Google Scholar] [CrossRef]
- EOS Shoe Soles from the 3D Printer|EOS GmbH. Available online: https://www.eos.info/en/3d-printing-examples-applications/people-health/sports-lifestyle-consumer-goods/shoes-soles (accessed on 28 May 2021).
- Dong, G.; Tessier, D.; Zhao, Y.F. Design of Shoe Soles Using Lattice Structures Fabricated by Additive Manufacturing. Proc. Des. Soc. Int. Conf. Eng. Des. 2019, 5–8. [Google Scholar] [CrossRef]
- Liu, P.; Huang, S.H.; Mokasdar, A.; Zhou, H.; Hou, L. Production Planning & Control The Management of Operations The impact of additive manufacturing in the aircraft spare parts supply chain: Supply chain operation reference (scor) model based analysis. Prod. Plan. Control. 2014, 25, 1169–1181. [Google Scholar] [CrossRef]
- Hernandez, B.R.; Housel, T.; Ford, D. An Investigation into the Use of £D Scanning and PRinting Technologies in the Navy Collaborative Product Lifecycle Management. Master’s Thesis, Naval Postgraduate SCHOOL, Monterey, CA, USA, 2013. Available online: https://calhoun.nps.edu/bitstream/handle/10945/38945/13Dec_Hernandez_Benjamin.pdf?sequence=1&isAllowed=y (accessed on 16 June 2021).
- Hastie, T.; Tibshirani, R.; Friedman, J. Springer Series in Statistics The Elements of Statistical Learning Data Mining, Inference, and Prediction, 2nd ed.; Springer: Berlin/Heidelberg, Germany, 2008; ISBN 978-0-387-84857-0. [Google Scholar] [CrossRef]
- Sosnovik, I.; Oseledets, I. Neural networks for topology optimization. Russ. J. Numer. Anal. Math. Model. 2019, 34, 215–223. [Google Scholar] [CrossRef]
- Banga, S.; Gehani, H.; Bhilare, S.; Patel, J.; Kara, B. 3D Topology Optimzation Using Convolutional Neural Networks. arXiv 2018, arXiv:1808.07440. [Google Scholar]
- Harish, B.; Eswara Sai Kumar, K.; Srinivasan, B. Topology optimization using convolutional neural network. In Proceedings of the Lecture Notes in Mechanical Engineering; Springer: Berlin/Heidelberg, Germany, 2020; pp. 301–307. [Google Scholar] [CrossRef]
- Gu, G.X.; Chun-Teh Chen, A.; Richmond, D.J.; Buehler, M.J. Bioinspired hierarchical composite design using machine learning: Simulation, additive manufacturing, and experiment. Mater. Horizons 2018, 5, 939. [Google Scholar] [CrossRef]
- Jiang, J.; Xiong, Y.; Zhang, Z.; Rosen, D.W. Machine learning integrated design for additive manufacturing. J. Intell. Manuf. 2020, 1–14. [Google Scholar] [CrossRef]
- Yao, X.; Moon, S.K.; Bi, G. A hybrid machine learning approach for additive manufacturing design feature recommendation. Rapid Prototyp. J. 2017, 23. [Google Scholar] [CrossRef]
- Mahmood, M.A.; Visan, A.I.; Ristoscu, C.; Mihailescu, I.N. Artificial Neural Network Algorithms for 3D Printing. Materials 2021, 14, 163. [Google Scholar] [CrossRef] [PubMed]
- Silbernagel, C.; Aremu, A.; Ashcroft, I. Using machine learning to aid in the parameter optimisation process for metal-based additive manufacturing. Rapid Prototyp. J. 2019, 26, 625–637. [Google Scholar] [CrossRef]
- Kappes, B.; Moorthy, S.; Drake, D.; Geerlings, H.; Stebner, A. Machine learning to optimize additive manufacturing parameters for laser powder bed fusion of Inconel 718. In Proceedings of the Minerals, Metals and Materials Series; Springer International Publishing: Berlin/Heidelberg, Germany, 2018; Volume 2018-June, pp. 595–627. [Google Scholar] [CrossRef]
- Garg, A.; Lam, J.S.L. Measurement of environmental aspect of 3-D printing process using soft computing methods. Meas. J. Int. Meas. Confed. 2015, 75, 210–217. [Google Scholar] [CrossRef]
- Garg, A.; Lam, J.S.L.; Savalani, M.M. A new computational intelligence approach in formulation of functional relationship of open porosity of the additive manufacturing process. Int. J. Adv. Manuf. Technol. 2015, 80, 555–565. [Google Scholar] [CrossRef]
- Liu, R.; Liu, S.; Zhang, X. A physics-informed machine learning model for porosity analysis in laser powder bed fusion additive manufacturing. Int. J. Adv. Manuf. Technol. 2021, 113, 1943–1958. [Google Scholar] [CrossRef]
- Li, Z.; Zhang, Z.; Shi, J.; Wu, D. Prediction of surface roughness in extrusion-based additive manufacturing with machine learning. Robot. Comput. Integr. Manuf. 2019, 57, 488–495. [Google Scholar] [CrossRef]
- Xiong, J.; Zhang, G.; Hu, J.; Wu, L. Bead geometry prediction for robotic GMAW-based rapid manufacturing through a neural network and a second-order regression analysis. J. Intell. Manuf. 2014, 25, 157–163. [Google Scholar] [CrossRef]
- Li, Y.; Sun, Y.; Han, Q.; Zhang, G.; Horváth, I. Enhanced beads overlapping model for wire and arc additive manufacturing of multi-layer multi-bead metallic parts. J. Mater. Process. Technol. 2018, 252, 838–848. [Google Scholar] [CrossRef]
- Lu, Z.; Li, Ã.; Lu, B.; Zhang, A.; Zhu, G.; Pi, G. The prediction of the building precision in the Laser Engineered Net Shaping process using advanced networks ARTICLE IN PRESS. Opt. Lasers Eng. 2010, 48, 519–525. [Google Scholar] [CrossRef]
- Caiazzo, F.; Caggiano, A. Laser Direct Metal Deposition of 2024 Al Alloy: Trace Geometry Prediction via Machine Learning. Materials 2018, 11, 444. [Google Scholar] [CrossRef]
- Mozaffar, M.; Paul, A.; Al-Bahrani, R.; Wolff, S.; Choudhary, A.; Agrawal, A.; Ehmann, K.; Cao, J. Data-driven prediction of the high-dimensional thermal history in directed energy deposition processes via recurrent neural networks. Manuf. Lett. 2018, 18, 35–39. [Google Scholar] [CrossRef]
- Narayana, P.L.; Kim, J.H.; Lee, J.; Choi, S.-W.; Lee, S.; Park, C.H.; Yeom, J.-T.; Reddy, N.G.S.; Hong, J.-K. Optimization of process parameters for direct energy deposited Ti-6Al-4V alloy using neural networks. Int. J. Adv. Manuf. Technol. 2021, 114, 3269–3283. [Google Scholar] [CrossRef]
- Xia, C.; Pan, Z.; Polden, J.; Li, H.; Xu, Y.; Chen, S. Modelling and prediction of surface roughness in wire arc additive manufacturing using machine learning. J. Intell. Manuf. 2021, 1–16. [Google Scholar] [CrossRef]
- Chen, H.; Zhao, Y.F. Learning Algorithm Based Modeling and Process Parameters Recommendation System for Binder Jetting Additive Manufacturing Process. Proc. ASME Des. Eng. Tech. Conf. 2016, 1. [Google Scholar] [CrossRef]
- Kwon, O.; Kim, G.H.; Ham, M.J.; Kim, W.; Kim, G.-H.; Cho, J.-H.; Kim, N.I.; Kim, K. Kangil A deep neural network for classification of melt-pool images in metal additive manufacturing. J. Intell. Manuf. 2020, 31, 375–386. [Google Scholar] [CrossRef]
- Baumers, M.; Dickens, P.; Tuck, C.; Hague, R. The cost of additive manufacturing: Machine productivity, economies of scale and technology-push. Technol. Forecast. Soc. Chang. 2016, 102, 193–201. [Google Scholar] [CrossRef]
- Ye, D.; Hsi Fuh, J.Y.; Zhang, Y.; Hong, G.S.; Zhu, K. In situ monitoring of selective laser melting using plume and spatter signatures by deep belief networks. ISA Trans. 2018, 81, 96–104. [Google Scholar] [CrossRef] [PubMed]
- Zhang, Y.; Hong, G.S.; Ye, D.; Zhu, K.; Fuh, J.Y.H. Extraction and evaluation of melt pool, plume and spatter information for powder-bed fusion AM process monitoring. Mater. Des. 2018, 156, 458–469. [Google Scholar] [CrossRef]
- Zhang, Z.; Liu, Z.; Wu, D. Prediction of melt pool temperature in directed energy deposition using machine learning. Addit. Manuf. 2021, 37, 101692. [Google Scholar] [CrossRef]
- Gunther, D.; Pirehgalin, M.F.; Weis, I.; Vogel-Heuser, B. Condition monitoring for the Binder Jetting AM-process with machine learning approaches. In Proceedings of the 2020 IEEE Conference on Industrial Cyberphysical Systems (ICPS), Tampere, Finland, 10–12 June 2020; pp. 417–420. [Google Scholar] [CrossRef]
- Wu, M.; Phoha, V.V.; Moon, Y.B.; Belman, A.K. Detecting malicious defects in 3d printing process using machine learning and image classification, ASME 2016 International Mechanical Engineering Congress and Exposition. Am. Soc. Mech. Eng. Digit. Collect. 2016. [Google Scholar] [CrossRef]
- Li, L.; McGuan, R.; Isaac, R.; Kavehpour, P.; Candler, R. Improving precision of material extrusion 3D printing by in-situ monitoring & predicting 3D geometric deviation using conditional adversarial networks. Addit. Manuf. 2021, 38, 101695. [Google Scholar] [CrossRef]
- Shevchik, S.A.; Kenel, C.; Leinenbach, C.; Wasmer, K. Acoustic emission for in situ quality monitoring in additive manufacturing using spectral convolutional neural networks. Addit. Manuf. 2018, 21, 598–604. [Google Scholar] [CrossRef]
- Ye, D.; Hong, G.S.; Zhang, Y.; Zhu, K.; Fuh, J.Y.H. Defect detection in selective laser melting technology by acoustic signals with deep belief networks. Int. J. Adv. Manuf. Technol. 2018, 96, 2791–2801. [Google Scholar] [CrossRef]
- Wu, H.; Yu, Z.; Wang, Y. A New Approach for Online Monitoring of Additive Manufacturing Based on Acoustic Emission. ASME Int. 2016. [Google Scholar] [CrossRef]
- Wu, H.; Wang, Y.; Yu, Z. In situ monitoring of FDM machine condition via acoustic emission. Int. J. Adv. Manuf. Technol. 2016, 84, 1483–1495. [Google Scholar] [CrossRef]
- Abdullah Al Faruqye, M.; Chhetri, S.R.; Canedo, A.; Wan, J. Acoustic side-channel attacks on additive manufacturing systems. In Proceedings of the 7th International Conference on Cyber-Physical Systems (ICCPS ’16), Vienna, Austria, 11–14 April 2016; pp. 1–10. [Google Scholar]
- Hojjati, A.; Adhikari, A.; Struckmann, K.; Chou, E.J.; Nguyen, T.N.T.; Madan, K.; Winslett, M.S.; Gunter, C.A.; King, W.P. Leave your phone at the door: Side channels that reveal factory floor secrets. Proc. ACM Conf. Comput. Commun. Secur. 2016, 883–894. [Google Scholar] [CrossRef]
- Tang, Y.; Dong, G.; Zhou, Q.; Zhao, Y.F. Lattice Structure Design and Optimization with Additive Manufacturing Constraints. IEEE Trans. Autom. Sci. Eng. 2018, 15, 1546–1562. [Google Scholar] [CrossRef]
- Zhang, Y.; Dong, G.; Yang, S.; Zhao, Y.F. Machine learning assisted prediction of the manufacturability of laser-based powder bed fusion process. In Proceedings of the ASME Design Engineering Technical Conference; American Society of Mechanical Engineers (ASME), Anaheim, CA, USA, 18–21 August 2019; Volume 1. [Google Scholar] [CrossRef]
- Munguía, J.; Ciurana, J.; Riba, C. Neural-network-based model for build-time estimation in selective laser sintering. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2009, 223, 995–1003. [Google Scholar] [CrossRef]
- Omairi, A.; Ismail, Z.H. Towards machine learning for error compensation in additive manufacturing. Appl. Sci. 2021, 11, 2375. [Google Scholar] [CrossRef]
- Chowdhury, S.; Mhapsekar, K.; Anand, S. Part Build Orientation Optimization and Neural Network-Based Geometry Compensation for Additive Manufacturing Process. J. Manuf. Sci. Eng. Trans. ASME 2018, 140. [Google Scholar] [CrossRef]
- Khanzadeh, M.; Rao, P.; Jafari-Marandi, R.; Smith, B.K.; Tschopp, M.A.; Bian, L. Quantifying Geometric Accuracy with Unsupervised Machine Learning: Using Self-Organizing Map on Fused Filament Fabrication Additive Manufacturing Parts. J. Manuf. Sci. Eng. Trans. ASME 2018, 140. [Google Scholar] [CrossRef]
- Noriega, A.; Blanco, D.; Alvarez, B.J.; Garcia, A. Dimensional accuracy improvement of FDM square cross-section parts using artificial neural networks and an optimization algorithm. Int. J. Adv. Manuf. Technol. 2013, 69, 2301–2313. [Google Scholar] [CrossRef]
- Charalampous, P.; Kostavelis, I.; Kontodina, T.; Tzovaras, D. Learning-based error modeling in FDM 3D printing process. Rapid Prototyp. J. 2021, 27, 507–517. [Google Scholar] [CrossRef]
- Shen, Z.; Shang, X.; Zhao, M.; Dong, X.; Xiong, G.; Wang, F.Y. A learning-based framework for error compensation in 3D printing. IEEE Trans. Cybern. 2019, 49, 4042–4050. [Google Scholar] [CrossRef]
- Choi, T.-Y. Machine Learning Based Predictive Modelling of Dimensional Quality in Depostion with SUS316L; Graduate School of UNIST: Ulsan, Korea, 2020. [Google Scholar]




{kind=link}
{kind=link}
{kind=link}
| Item | Improvement |
|---|---|
| Part count | 100 pieces down to a 1-piece integrated assembly |
| Lead time | 11 months down to 2 months |
| Weight | 95% savings |
| Production costs | 20–25% reduction |
| Non-recurring costs | 75% reduction |
| Sector | Case Study | Source(s) |
|---|---|---|
| Medical | Bespoke hearing aids | [14] |
| Hard and soft tissue biomedical implants | [3] | |
| Custom casts, splints, orthotics, and prostheses | [3,15] | |
| Packaging | Custom-fit ‘direct digital packaging’ | [3] |
| Consumer products | Custom-fit running shoes and insoles | [16,17] |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Grierson, D.; Rennie, A.E.W.; Quayle, S.D. Machine Learning for Additive Manufacturing. Encyclopedia 2021, 1, 576-588. https://doi.org/10.3390/encyclopedia1030048
Grierson D, Rennie AEW, Quayle SD. Machine Learning for Additive Manufacturing. Encyclopedia. 2021; 1(3):576-588. https://doi.org/10.3390/encyclopedia1030048
Chicago/Turabian StyleGrierson, Dean, Allan E. W. Rennie, and Stephen D. Quayle. 2021. "Machine Learning for Additive Manufacturing" Encyclopedia 1, no. 3: 576-588. https://doi.org/10.3390/encyclopedia1030048
APA StyleGrierson, D., Rennie, A. E. W., & Quayle, S. D. (2021). Machine Learning for Additive Manufacturing. Encyclopedia, 1(3), 576-588. https://doi.org/10.3390/encyclopedia1030048