
Oxidation of Fe35Mn21Ni20Cr12Al12 High Entropy Alloy in Dry Air

 , ,
, ,
Abstract
:1. Introduction
2. Experimental Work
3. Results
3.1. Oxidation Kinetics
3.2. Phase Identification of Oxide Layer
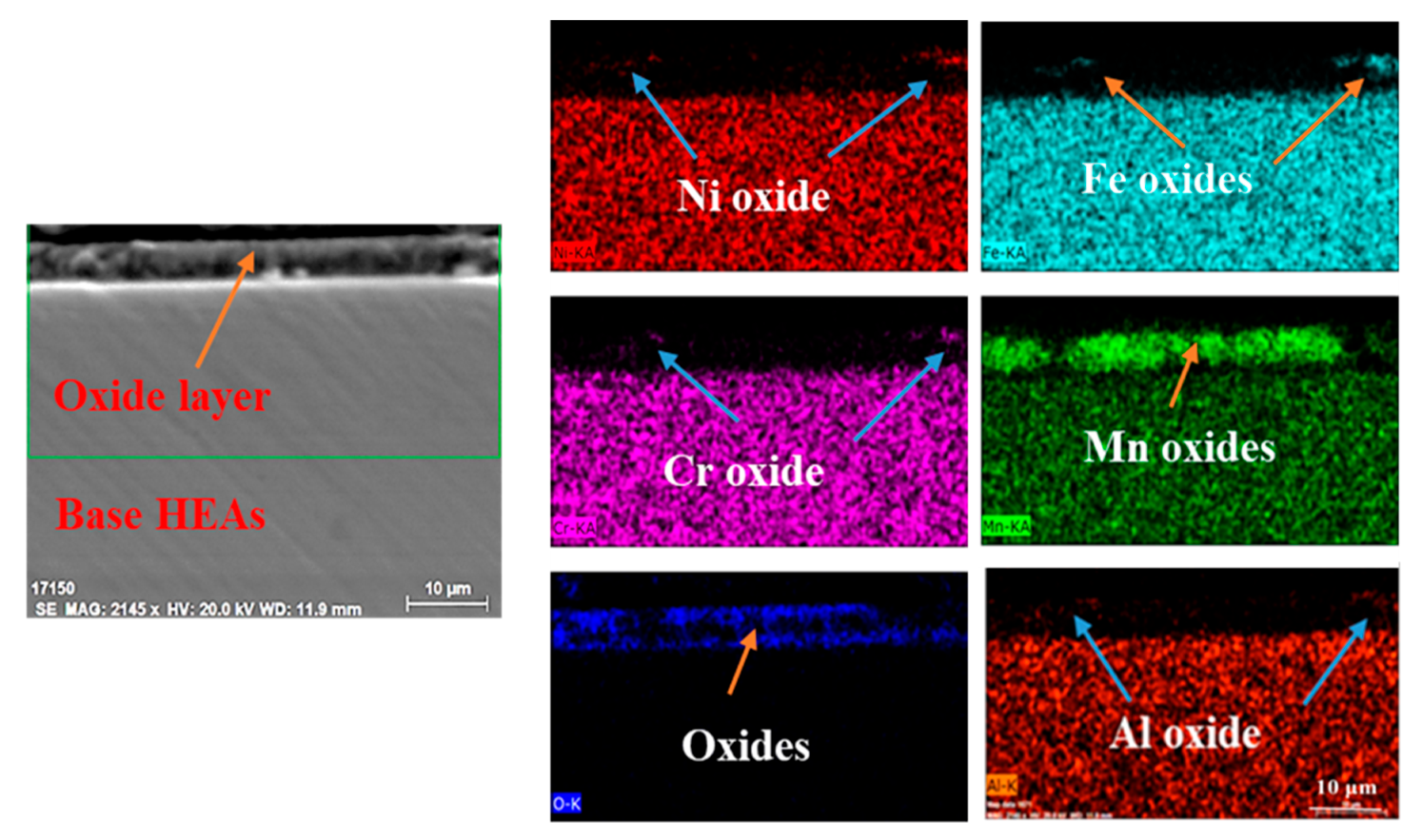
3.3. Surface and Cross-Section Morphologies of the Oxide Layer
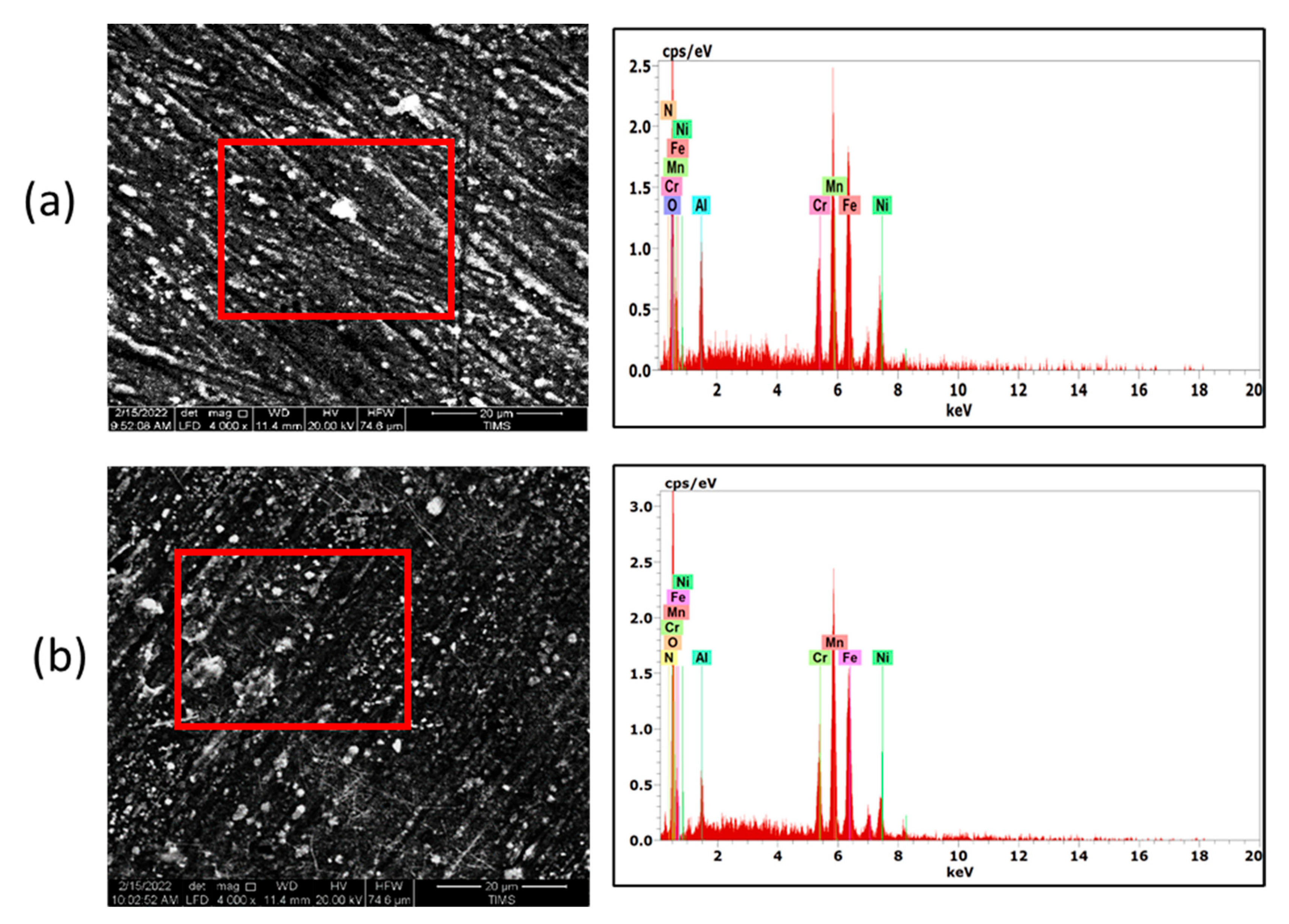
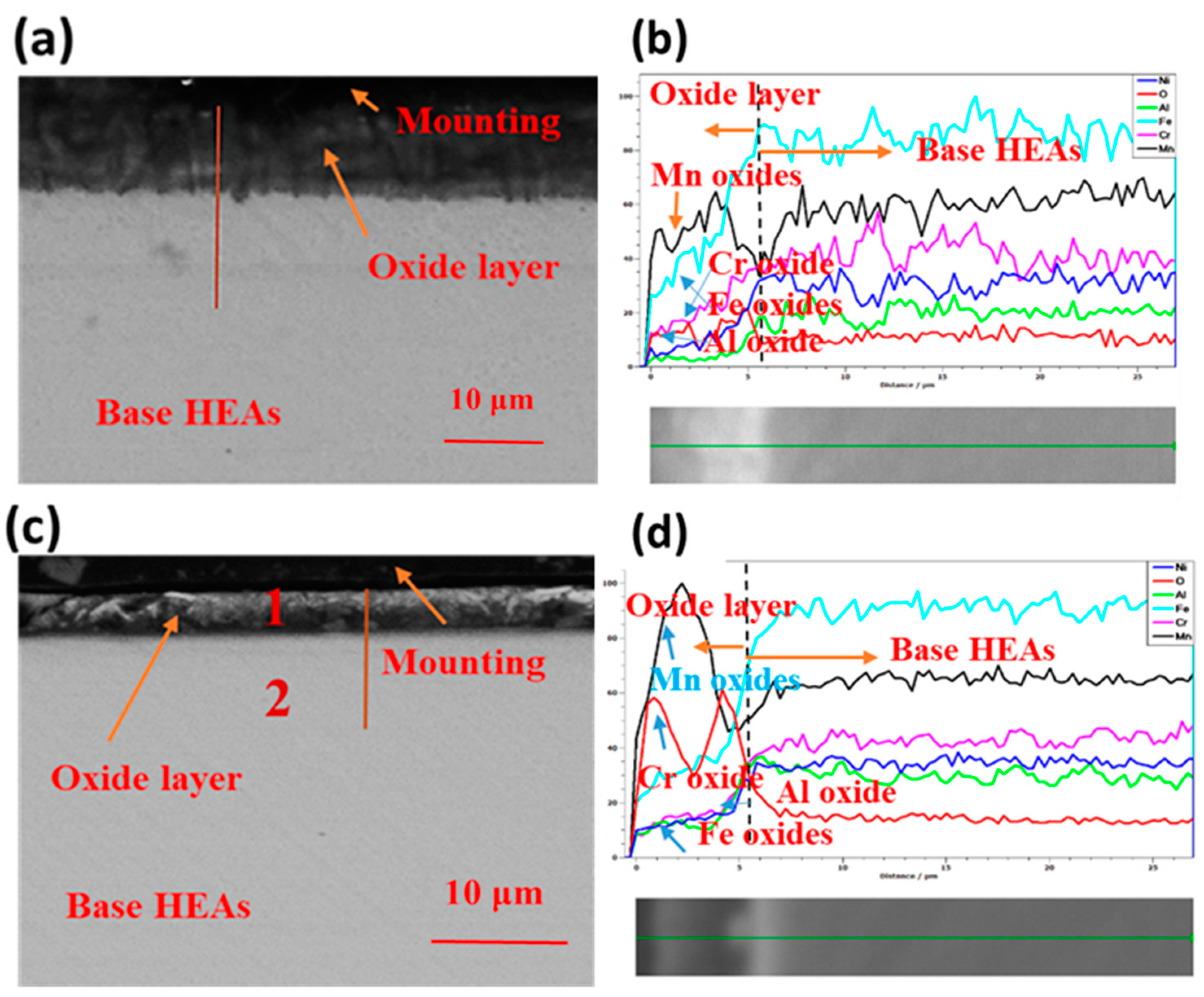
3.3.1. Oxidation at 500 °C
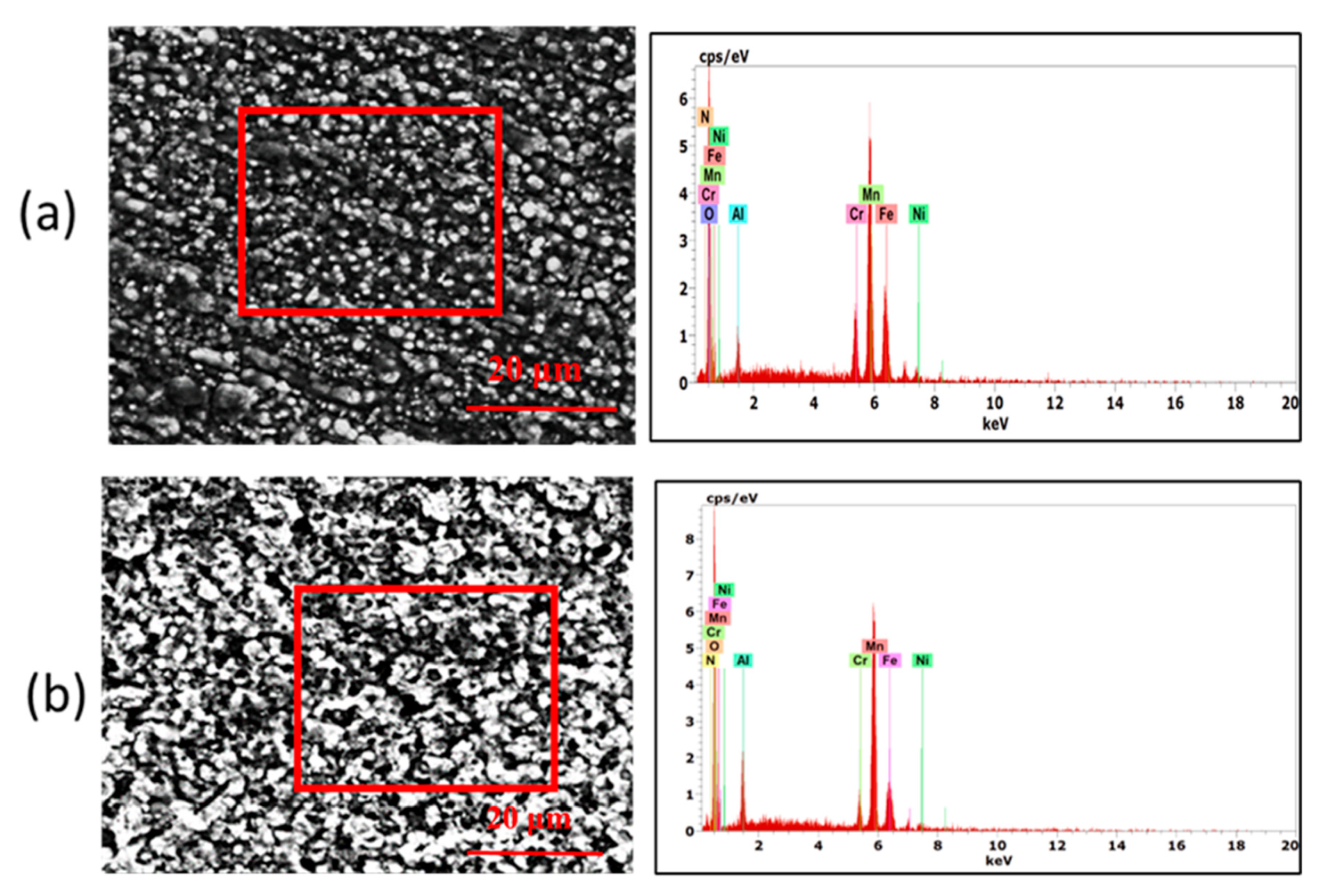
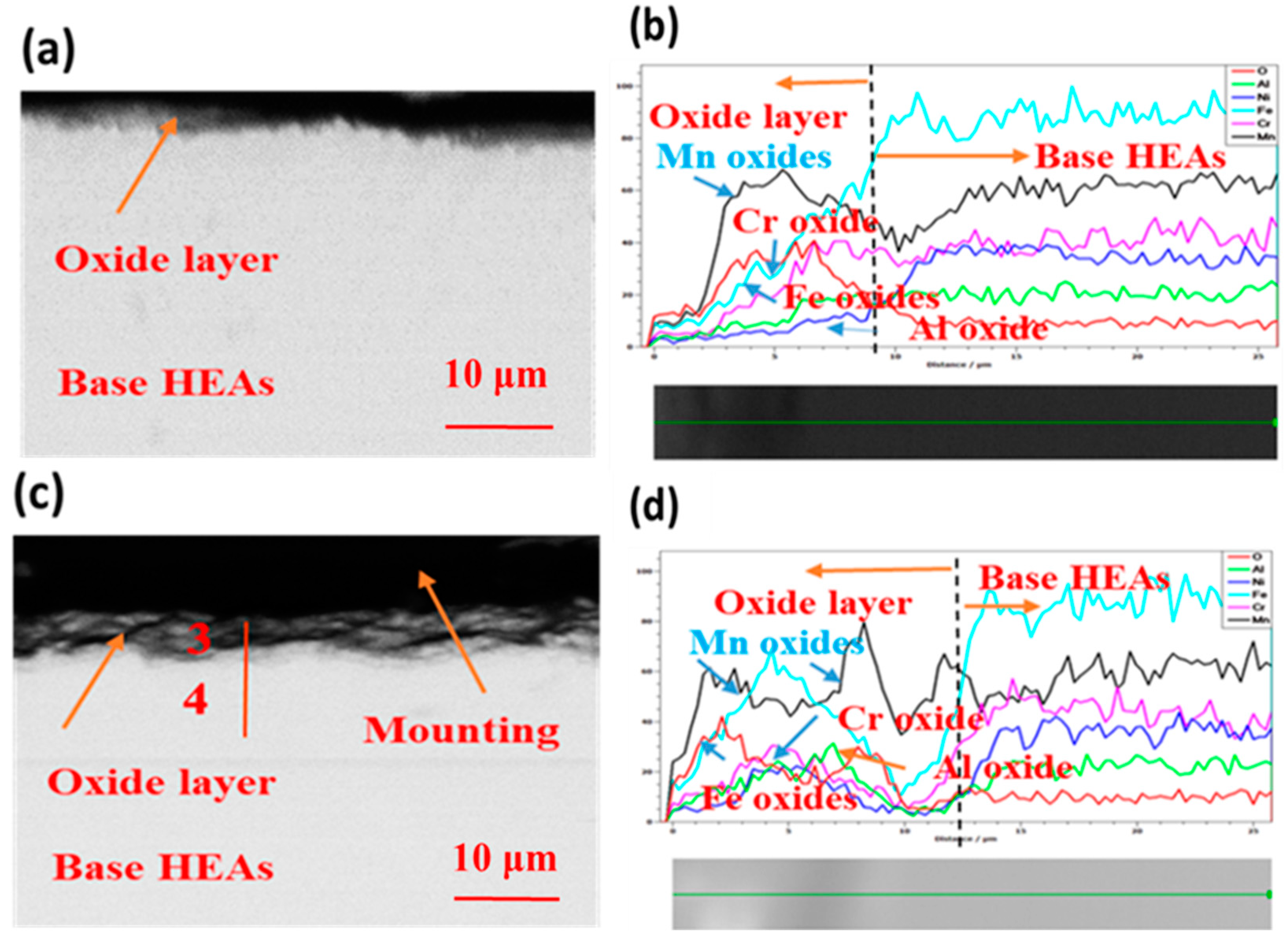
3.3.2. Oxidation at 600 °C
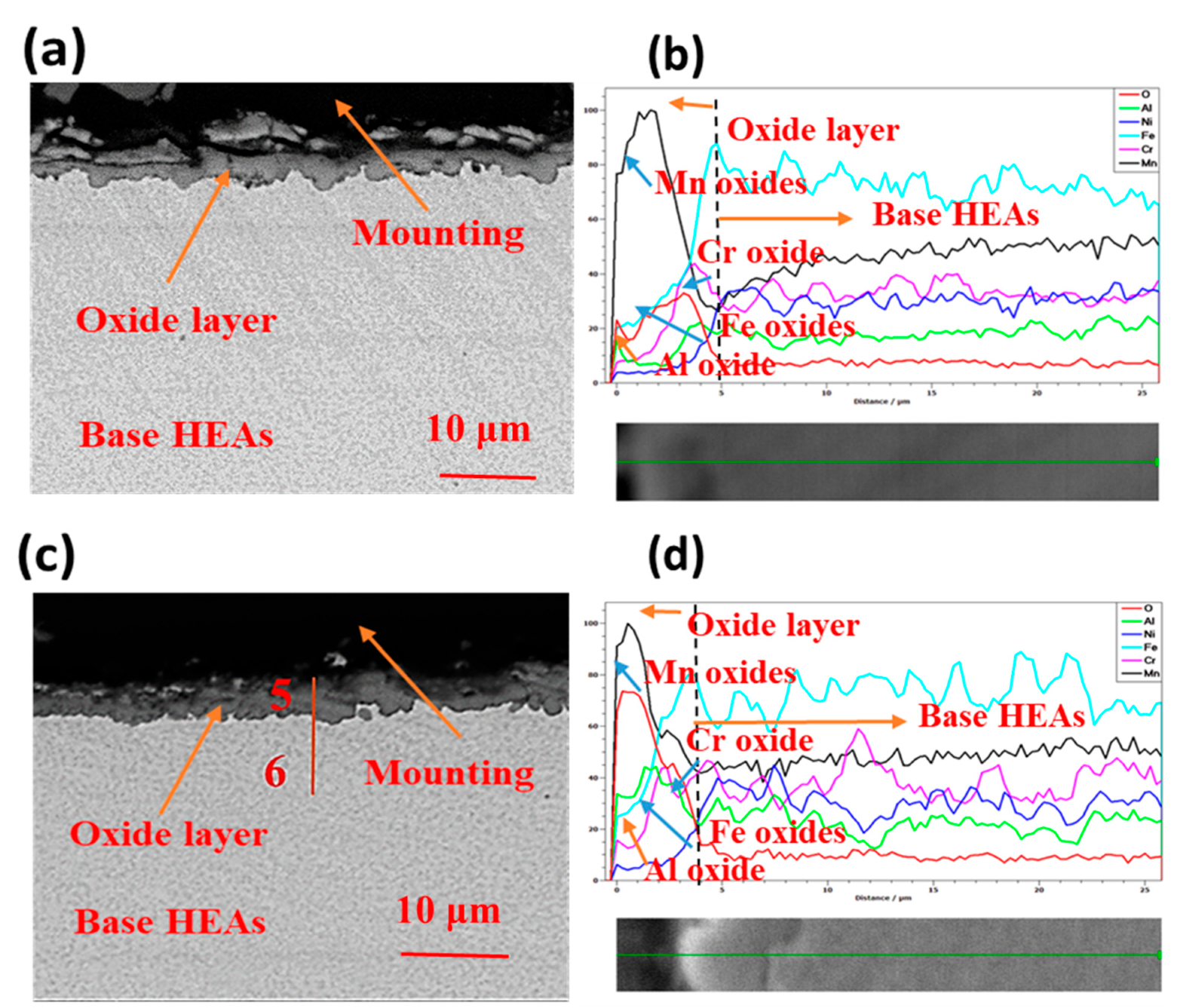
3.3.3. Oxidation at 700 °C
4. Discussion
5. Conclusions
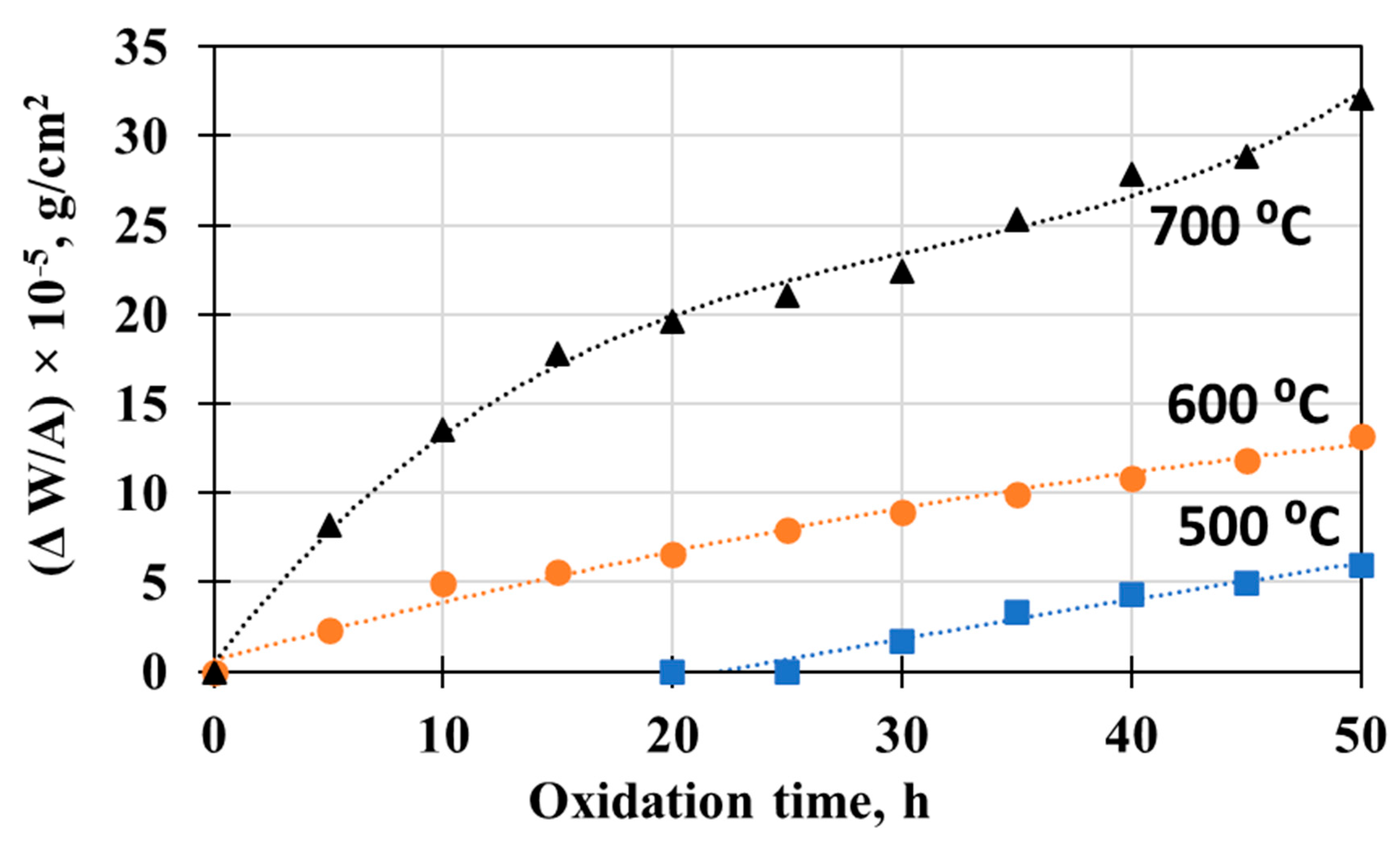
- The oxidation kinetics of HEA are obeying the linear rate law. The linear rate constants at 500 °C, 600 °C, and 700 °C are 1 × 10−6, 3 × 10−6, and 7 × 10−6 g/(cm2·s), respectively.
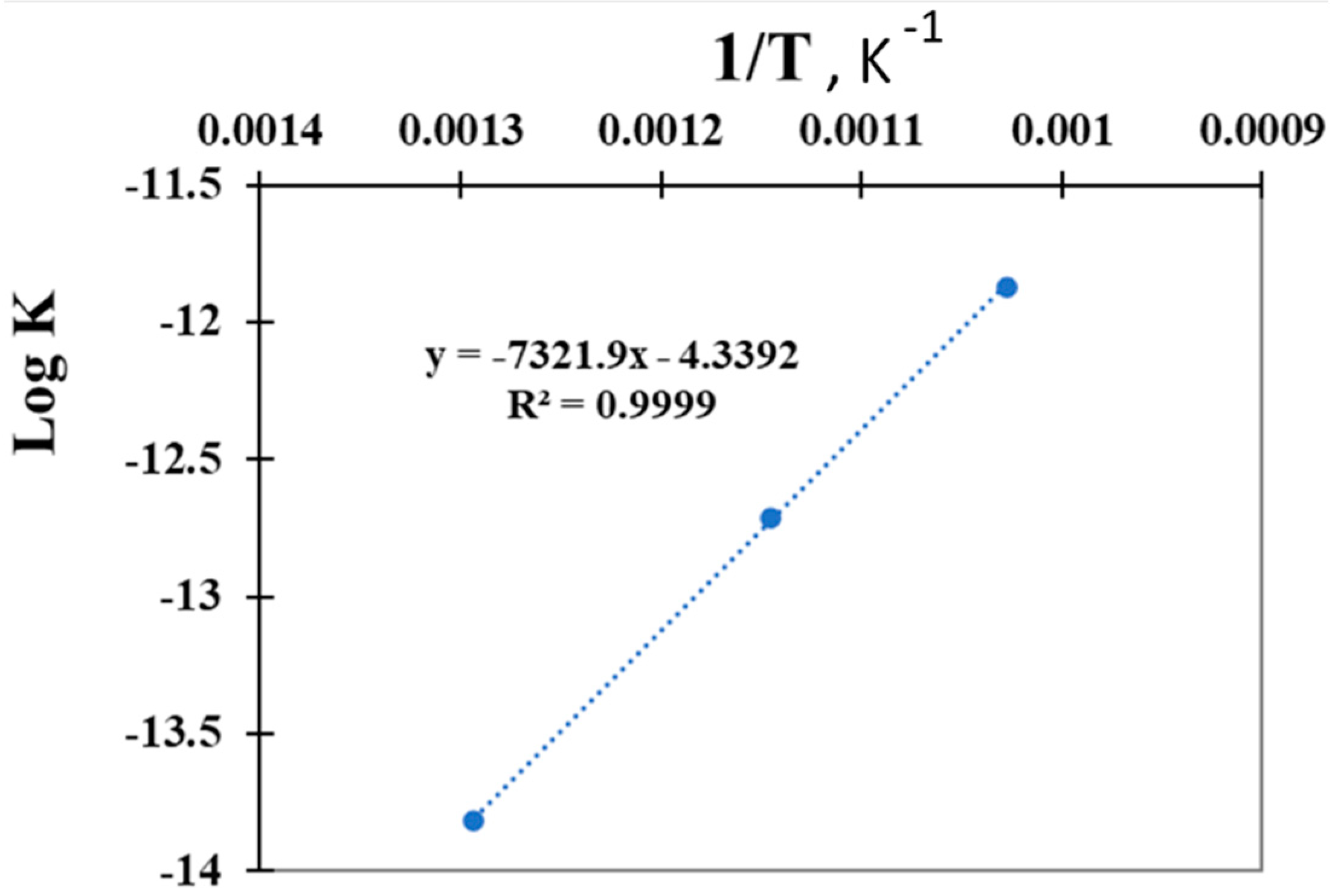
- The oxidation activation energy is calculated to be 60.866 KJ/mol at the 500–700 °C temperature range.
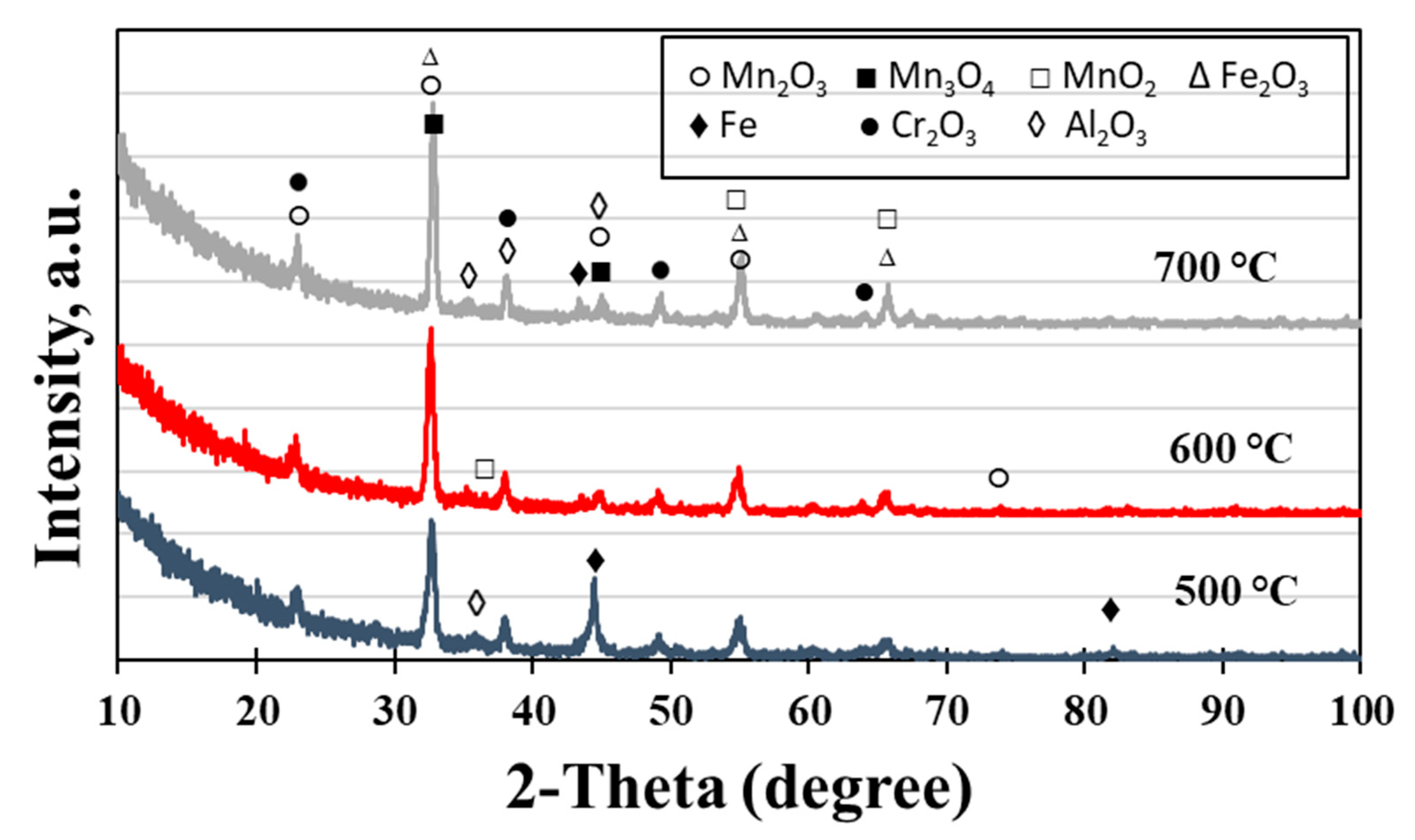
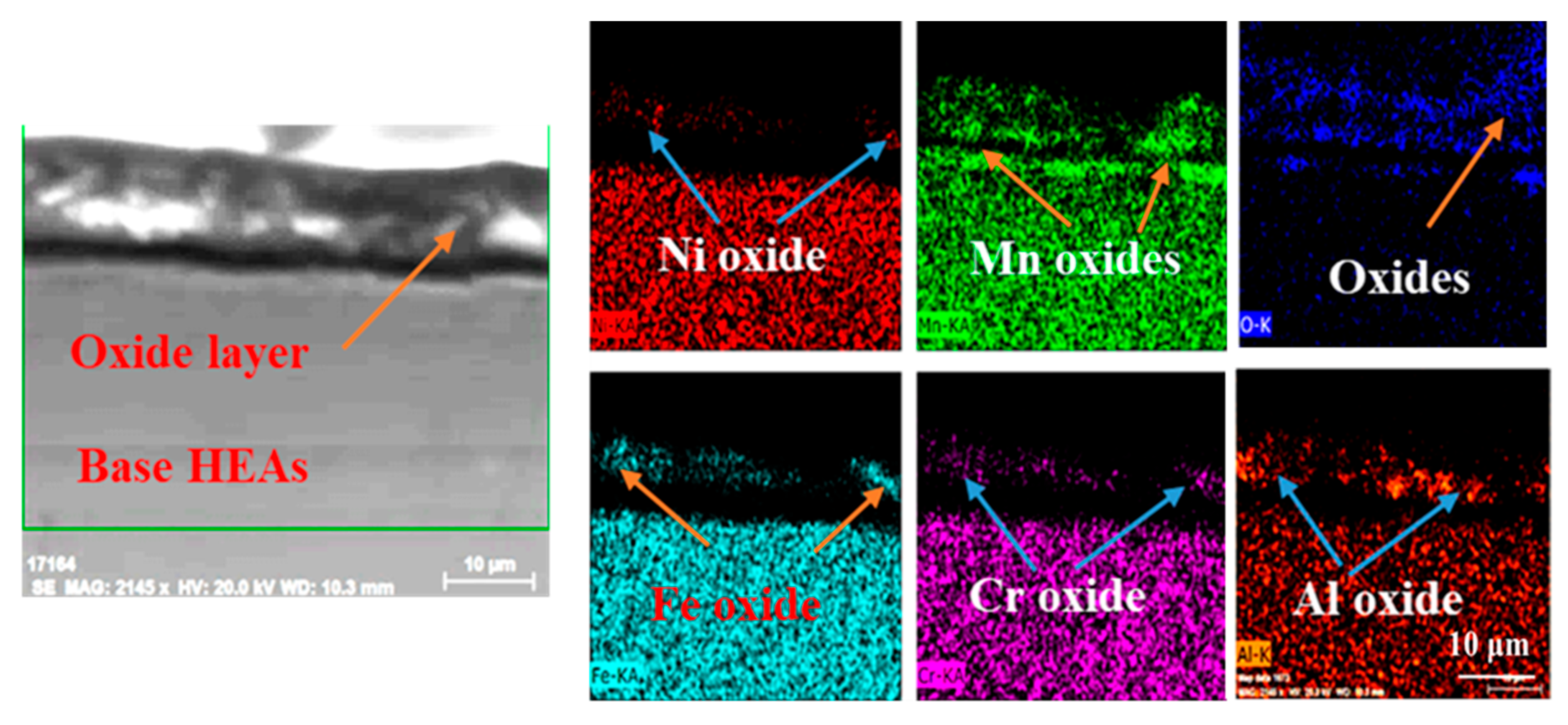
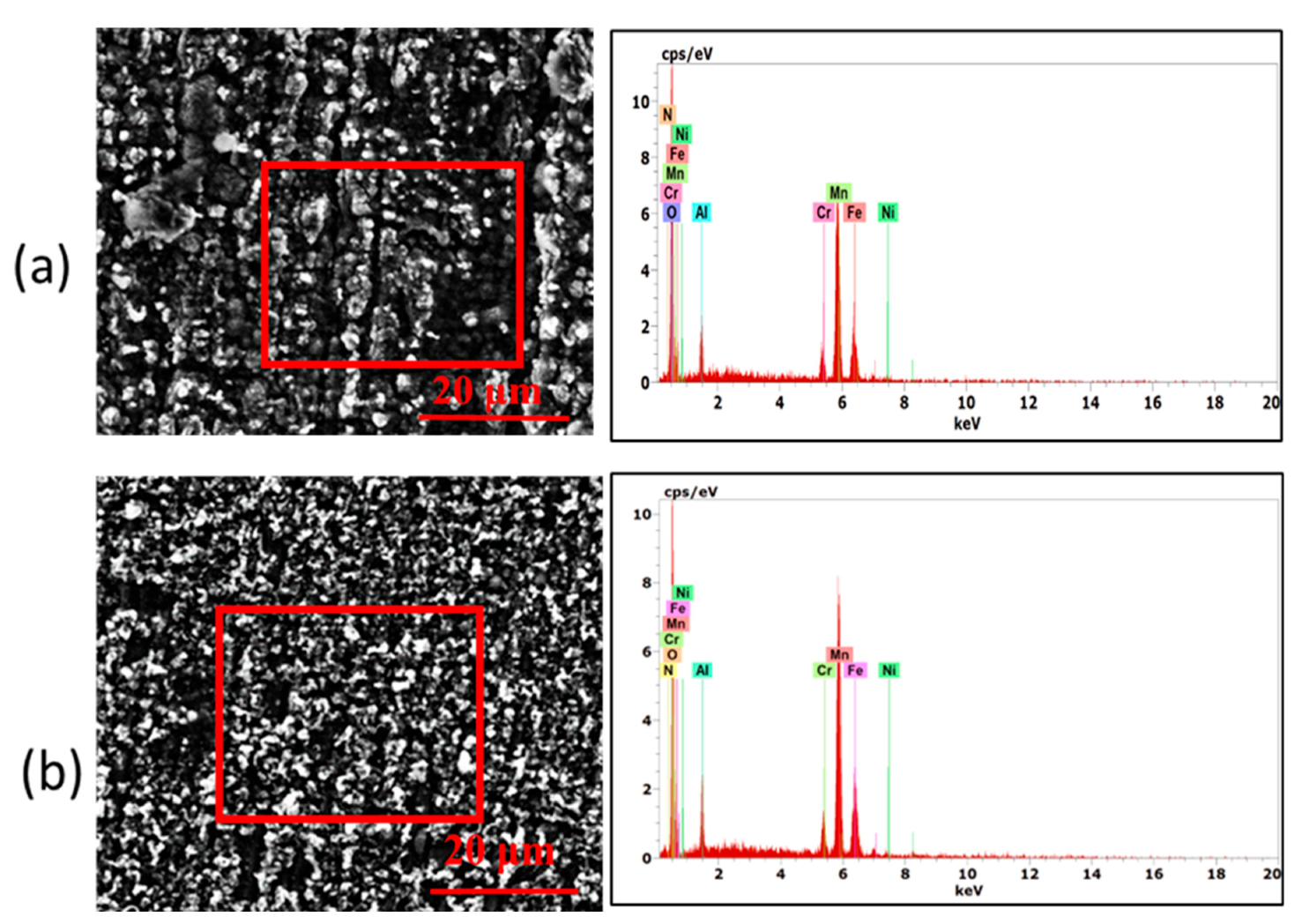
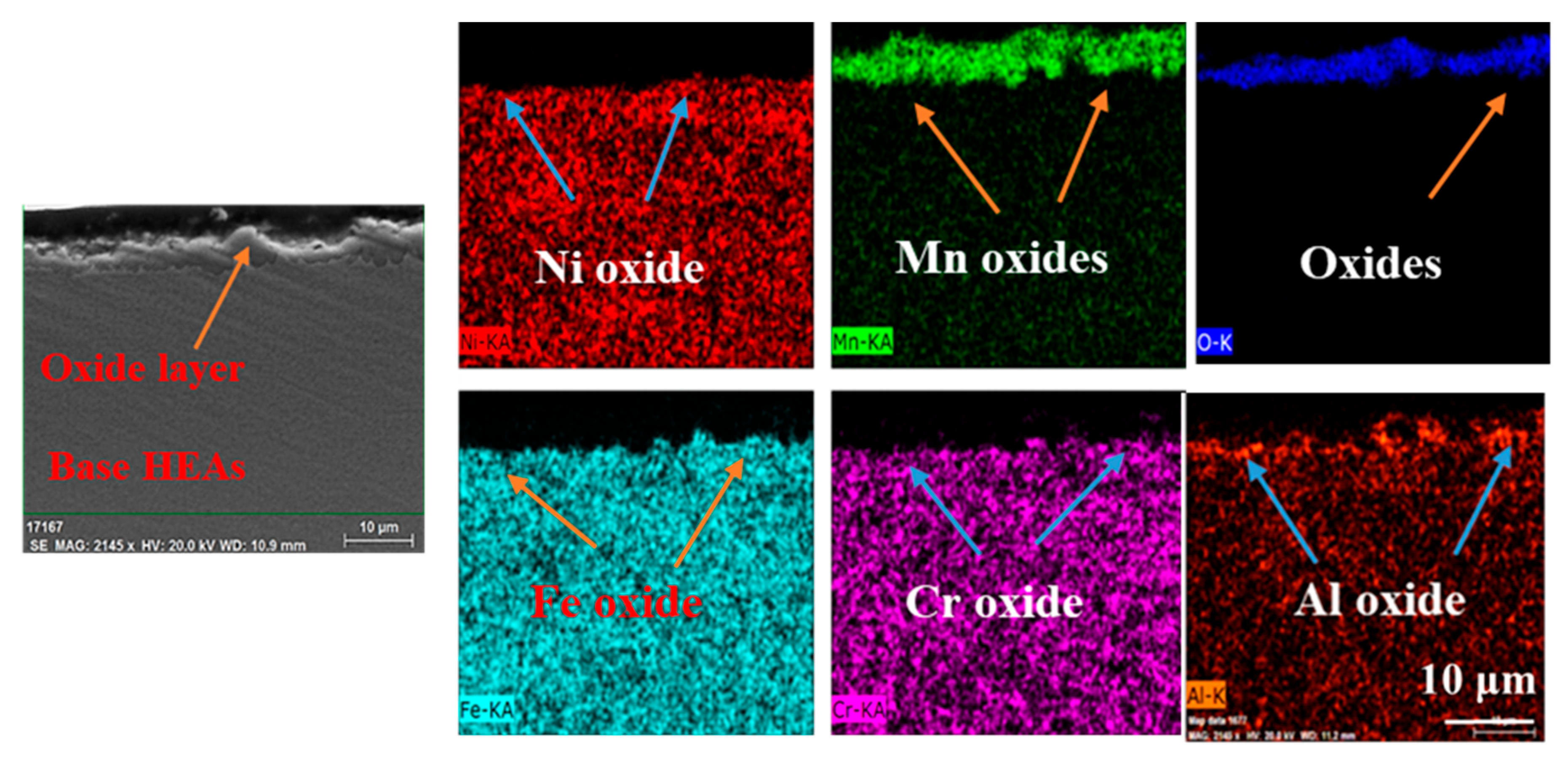
- The oxide layer contains manganese oxides (main phases), iron oxide, aluminum oxide, and chromium oxide at 600 and 700 °C, along with a few iron phase observed at 500 °C.
- The duplex oxide layer of Fe, Mn Al, and Cr oxides appears at 600 and 700 °C. The oxide layer thickness increases with increasing the oxidation temperature from 500 to 600 °C. By increasing to 700 °C, the oxide layer cracked and spelled out part of them thus the oxide layers thickness decreased.
- The oxidation mechanism at 500 and 600 °C is proposed to be an outward diffusion of Al, Cr, and Mn and an inward diffusion of O. However, for oxidation at 700 °C, it seems the inward diffusion of O is more dominant due to the high vacancy concentration in the formed Mn-rich oxide layer. 700 °C, the inward diffusion of oxygen through the vacancies of the rich Mn oxides is more active.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Ali, M.M.; Abd ElMoamen, S.S.; Gepreel, M.A.H.; Ahmed, H.A.; Elrefaie, F.A. High temperature oxidation of non equi-atomic Al5Cr12Fe35Mn28Ni20 high entropy alloy. Mater. Res. Express 2021, 8, 036508. [Google Scholar] [CrossRef]
- Gaber, G.A.; Abolkassem, S.A.; Elkady, O.A.; Tash, M.; Mohamed, L.Z. ANOVA and DOE of comparative studies of Cu/Mn effect on corrosion features of CoCrFeNi high entropy alloy immersed in different acidic media. Chem. Paper 2022, 2, 1675–1690. [Google Scholar] [CrossRef]
- Mohamed, L.Z.; Gepreel, M.A.H.; Abdelfatah, A. Corrosion behavior of Al12Cr12Fe35Mn21Ni20 high entropy alloy in different acidic media. Chem. Pap. 2021, 75, 6265–6274. [Google Scholar] [CrossRef]
- Miracle, D.B.; Miller, J.D.; Senkov, O.N.; Woodward, C.; Uchic, M.D.; Tiley, J. Exploration and Development of High Entropy Alloys for Structural Applications. Entropy 2014, 16, 494–525. [Google Scholar] [CrossRef]
- Senkov, O.N.; Senkova, S.V.; Woodward, C.; Miracle, D.B. Low-density, refractory multi-principal element alloys of the Cr–Nb–Ti–V–Zr system: Microstructure and phase analysis. Acta Mater. 2013, 61, 1545–1557. [Google Scholar] [CrossRef]
- Senkov, O.N.; Senkova, S.V.; Woodward, C. Effect of aluminum on the microstructure and properties of two refractory high-entropy alloys. Acta Mater. 2014, 68, 214–228. [Google Scholar] [CrossRef]
- Gludovatz, B.; Hohenwarter, A.; Catoor, D.; Chang, E.H.; George, E.P.; Ritchie, R.O. A fracture-resistant high-entropy alloy for cryogenic applications. Science 2014, 345, 1153–1158. [Google Scholar] [CrossRef]
- Laplanche, G.; Volkert, U.F.; Eggeler, G.; George, E.P. Oxidation Behavior of the CrMnFeCoNi High-Entropy Alloy. Oxid. Met. 2016, 85, 629–645. [Google Scholar] [CrossRef]
- Deng, W.; Xing, S.; Chen, M. Effect of annealing treatments on microstructure, tensile and wear properties of cold-rolled FeCoCrNiMn high entropy alloy. J. Mater. Res. Technol. 2023, 27, 3849–3859. [Google Scholar] [CrossRef]
- Abdelghany, A.W.; Jaskari, M.; Hamada, A.S.; Gepreel, M.A.H.; Järvenpää, A. Study on the Deformation Mechanism of a Nonequiatomic AlCrMnFeNi High-Entropy Alloy at Cold and Warm Temperatures. Solid State Phenom. 2023, 353, 19–24. [Google Scholar] [CrossRef]
- Shao, Y.; Guo, P.; Liang, N.; Cheng, S.; Wang, J.; Xu, F. Microstructure refinement and enhanced mechanical properties in rapid-quenched MnCrFeCoNi high-entropy alloy. Heliyon 2023, 9, e22530. [Google Scholar] [CrossRef] [PubMed]
- Yan, G.; Zheng, M.; Gu, J.; Li, C. High-temperature oxidation behavior of laser additively manufactured AlCrCoNiSi-based high-entropy alloys at 1100 °C. J. Alloys Compd. 2023, 976, 173120. [Google Scholar] [CrossRef]
- Huang, P.K.; Yeh, J.W.; Shun, T.T.; Chen, S.K. Multi-Principal-Element Alloys with Improved Oxidation and Wear Resistance for Thermal Spray Coating. Adv. Eng. Mater. 2004, 6, 74–78. [Google Scholar] [CrossRef]
- Mohamed, L.Z.; Elsayed, A.H.; Elkady, O.A.; Abolkassem, S.A. Physico-mechanical, microstructure, and chemical properties of Si/Ti/Nb additions to CoCrMoW medium entropy alloys. J. Mater. Res. Technol. 2023, 24, 9897–9914. [Google Scholar] [CrossRef]
- Dąbrowa1, J.; Cieślak, G.; Stygar, M.; Zajusz, M.; Jawańska, M.; Gil1, A.; Jedliński, J.; Mroczka, K.; Matsuda, K.; Kulik, T.; et al. Oxidation Behavior of Alx(CoCrFeNi)100-x High-Entropy Alloys Under Thermal-Cycling Conditions. Oxid. Met. 2021, 96, 307–321. [Google Scholar] [CrossRef]
- Oluru, M.T.; Mitrica, D.; Soare, V.; Constantin, I.; Burada, M.; Dumitrescu, D.; Caragea, A.; Carlan, B.A.; Banica, C.I.; Stoiciu, F.; et al. Synthesis and characterization of high entropy alloys for high temperature applications. UPB. Sci. Bull. Series B 2019, 81, 249–256. [Google Scholar]
- Ren, X.; Li, Y.; Qi, Y.; Wang, B. Review on Preparation Technology and Properties of Refractory High Entropy Alloys. Materials 2022, 15, 2931. [Google Scholar] [CrossRef]
- Veselkov, S.; Samoilova, O.; Shaburova, N.; Trofimov, E. High-Temperature Oxidation of High-Entropic Alloys: A Review. Materials 2021, 14, 2595. [Google Scholar] [CrossRef]
- Anne, B.R.; Shaik, S.; Tanaka, M.; Basu, A. A crucial review on recent updates of oxidation behavior in high entropy alloys. SN Appl. Sci. 2021, 3, 366. [Google Scholar] [CrossRef]
- Ouyang, D.; Chen, Z.-J.; Yu, H.-B.; Chan, K.; Liu, L. Oxidation behavior of the Ti38V15Nb23Hf24 refractory high-entropy alloy at elevated temperatures. Corros. Sci. 2022, 198, 110153. [Google Scholar] [CrossRef]
- Gorr, B.; Müller, F.; Schellert, S.; Christ, H.-J.; Chen, H.; Kauffmann, A.; Heilmaier, M. A new strategy to intrinsically protect refractory metal based alloys at ultra-high temperatures. Corros. Sci. 2020, 166, 1084. [Google Scholar] [CrossRef]
- Ogura, M.; Fukushima, T.; Zeller, R.; Dederichs, P.H. Structure of the high-entropy alloy AlxCrFeCoNi: FCC versus BCC. J. Alloys Compd. 2017, 715, 454–459. [Google Scholar] [CrossRef]
- Aniołek, K.; Kupka, M.; Łuczuk, M.; Barylski, A. Isothermal oxidation of Ti–6Al–7Nb alloy Vacuum 114 114–8 10. Mater. Res. Express 2015, 8, 036508. [Google Scholar]
- Kofstad, P. High Temperature Corrosion; Elsevier Applied Science Publishing: London, UK, 1988. [Google Scholar]
- Dewangan, S.K.; Kumar, D.; Kumar, V.; Ahn, B. Surface oxidation behavior of spark plasma sintered AlCrCuFeMnWx high entropy alloys at an elevated isothermal temperature. Int. J. Refract. Met. Hard Mater. 2024, 119, 106531. [Google Scholar] [CrossRef]
- Safyari, M.; Hojo, T.; Moshtaghi, M. Effect of environmental relative humidity on hydrogen-induced mechanical degradation in an Al–Zn–Mg–Cu alloy. Vacuum 2021, 192, 110489. [Google Scholar] [CrossRef]
- Abdelghany, A.W.; Jaskari, M.; Hamada, A.S.; Järvenpää, A.; El-Hofy, H.A.; Chiba, A.; Gepreel, M.A.-H. Hot deformation behavior and constitutive modeling of a cost-effective Al8Cr12Mn25Ni20Fe35 high-entropy alloy. J. Alloy. Compd. 2022, 928, 167028. [Google Scholar] [CrossRef]
- Li, Z.; Fu, L.; Zheng, H.; Yu, R.; Lv, L.; Sun, Y.; Dong, X.; Shan, A. Effect of Annealing Temperature on Microstructure and Mechanical Properties of a Severe Cold-Rolled FeCoCrNiMn High-Entropy Alloy. Met. Mater. Trans. A 2019, 50, 3223–3237. [Google Scholar] [CrossRef]
- Mahmoud, E.R.; Shaharoun, A.; Gepreel, M.A.; Ebied, S. Studying the Effect of Cold Rolling and Heat Treatment on the Microstructure and Mechanical Properties of the Fe36Mn20Ni20Cr16Al5Si3 High Entropy Alloy. Entropy 2022, 24, 1040. [Google Scholar] [CrossRef]
- Butler, T.M.; Senkov, O.N.; Daboiku, T.I.; Velez, M.A.; Schroader, H.E.; Ware, L.G.; Titus, M.S. Oxidation behaviors of CrNb, CrNbTi, and CrNbTaTi concentrated refractory alloys. Intermetallics 2022, 140, 107374. [Google Scholar] [CrossRef]
- Elkatatny, S.; Gepreel, M.A.H.; Hamada, A. Effect of Cold Rolling on the Microstructure and Hardness of Al5Cr12Fe35Mn28Ni20 High Entropy Alloy. Mater. Sci. Forum 2018, 917, 241–245. [Google Scholar] [CrossRef]
- Elkatatny, S.; Gepreel, M.A.; Hamada, A.; Nakamura, K.; Yamanaka, K.; Chiba, A. Effect of Al content and cold rolling on the microstructure and mechanical properties of Al5Cr12Fe35Mn28Ni20 high-entropy alloy. Mater. Sci. Eng. A 2019, 759, 380–390. [Google Scholar] [CrossRef]
- Young, D.J. High Temperature Oxidation and Corrosion of Metals, 2nd ed.; Elsevier: Oxford, UK, 2016. [Google Scholar]
- Mohamed, L.Z.; Abd Elmomen, S.; El-Hadad, S. Investigating the thermal oxidation behavior of Ti–6Al–7Nb alloy in dry air. Mater. Corro. 2022, 73, 1553–1562. [Google Scholar] [CrossRef]
- Mohamed, L.Z.; Abd Elmomen, S.; El-Hadad, S. Influence of the oxidation behavior of Ti–6Al–4V alloy in dry air on the oxide layer microstructure. Chem Paper. 2022, 76, 1627. [Google Scholar] [CrossRef]
- Castaldi, L.; Kurapov, D.; Reiter, A.; Shkover, V.; Schwaller, P.; Patscheider, J. High temperature phase changes and oxidation behavior of Cr–Si–N coatings. Surf. Coat. Technol. 2007, 202, 781–785. [Google Scholar] [CrossRef]
- Okamoto, H.M.-O. Manganese-Oxygen. J. Phase Equilibria Diffus. 2007, 28, 307. [Google Scholar] [CrossRef]
- Wood, G.C. High-temperature oxidation of alloys. Oxid. Met. 1970, 2, 11–57. [Google Scholar] [CrossRef]
- Holcomb, G.R.; Tylczak, J.; Carney, C. Oxidation of CoCrFeMnNi High Entropy Alloys. JOM J. Miner. Met. Mater. Soc. 2015, 67, 2326–2339. [Google Scholar] [CrossRef]
- Han, J.; Li, X.; Gerard, A.Y.; Lu, P.; Saal, J.E.; Frankel, G.S.; Ogle, K.; Scully, J.R. Potential Dependent Mn Oxidation and Its Role in Passivation of Ni38Fe20Cr22Mn10Co10 Multi-Principal Element Alloy Using MultiElement Resolved Atomic Emission Spectroelectro chemistry. J. Electrochem. Soc. 2021, 168, 051508. [Google Scholar] [CrossRef]
- Zhang, Y.; Zuo, T.T.; Tang, Z.; Gao, M.C.; Dahmen, K.A.; Liaw, P.K.; Lu, Z.P. Microstructures and properties of high-entropy alloys. Prog. Mater. Sci. 2014, 61, 1–93. [Google Scholar] [CrossRef]
- Korda, A.A.; Akbar, M.A.; Muhammad, F.; Achmad, T.L.; Prawara, B.; Prajitno, D.H.; Jihad, B.H.; Setianto, M.H.; Basuki, E.A. High-Temperature Oxidation and Microstructural Changes of Al0.75CoCrFeNi High-Entropy Alloy at 900 and 1100 °C. Metals 2024, 14, 33. [Google Scholar] [CrossRef]
- White, E.M.H.; Bürckner, M.-L.; Schlereth, C.; Bik, M.; Galetz, M.C. High-Temperature Oxidation Behavior of FeCoCrNi+(Cu/Al)-Based High-Entropy Alloys in Humid Air. Crystals 2024, 14, 60. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Temperature, °C | 500 | 600 | 700 |
| KL, g/(cm2·s) | 1 × 10−6 | 3 × 10−6 | 7 × 10−6 |
| r | 0.9038 | 0.9608 | 0.903 |
| n | 1.00001 | 1.00004 | 1.00008 |
| Conditions | Elements, at. % | |||||
|---|---|---|---|---|---|---|
| O | Fe | Mn | Ni | Cr | Al | |
| 500 °C—20 h (Normal plane), Figure 5a | 47.3 | 17.0 | 13.8 | 6.2 | 5.7 | 7.2 |
| 500 °C—50 h (Normal plane), Figure 5b | 54.1 | 13.9 | 15.7 | 4.0 | 5.0 | 4.8 |
| 500 °C—50 h (CS, spot 1), Figure 6c | 50.3 | 6.3 | 33.4 | 3.2 | 3.1 | 3.7 |
| 500 °C—50 h (CS, spot 2), Figure 6c | 0.0 | 34.1 | 19.6 | 22.5 | 12.3 | 11.6 |
| Conditions | Elements, at. % | |||||
|---|---|---|---|---|---|---|
| O | Fe | Mn | Ni | Cr | Al | |
| 600 °C—20 h (Normal plane), Figure 8a | 55.8 | 10.5 | 22.2 | 1.4 | 4.5 | 3.5 |
| 600 °C—50 h (Normal plane), Figure 8b | 60.6 | 5.1 | 21.5 | 0.9 | 1.6 | 6.1 |
| 600 °C—50 h (CS, spot 3), Figure 9c | 48.8 | 5.5 | 24.9 | 1.7 | 1.9 | 17.2 |
| 600 °C—50 h (CS, spot 4), Figure 9c | 0.0 | 36.9 | 21.6 | 18.4 | 11.6 | 11.5 |
| Conditions | Elements, at. % | |||||
|---|---|---|---|---|---|---|
| O | Fe | Mn | Ni | Cr | Al | |
| 700 °C—20 h (Normal plane), Figure 11a | 64.7 | 5.4 | 20.8 | 0.5 | 1.8 | 3.3 |
| 700 °C—50 h (Normal plane), Figure 11b | 60.3 | 6.8 | 23.6 | 0.2 | 2.2 | 5.4 |
| 700 °C—50 h (CS, spot 5), Figure 12c | 65.7 | 4.0 | 19.5 | 1.1 | 2.9 | 6.8 |
| 700 °C—50 h (CS, spot 6), Figure 12c | 0.0 | 32.7 | 18.3 | 24.9 | 12.0 | 12.1 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mohamed, L.Z.; Abd ElMoamen, S.S.; Yoo, S.J.; Gepreel, M.A.-H. Oxidation of Fe35Mn21Ni20Cr12Al12 High Entropy Alloy in Dry Air. Alloys 2024, 3, 43-58. https://doi.org/10.3390/alloys3010004
Mohamed LZ, Abd ElMoamen SS, Yoo SJ, Gepreel MA-H. Oxidation of Fe35Mn21Ni20Cr12Al12 High Entropy Alloy in Dry Air. Alloys. 2024; 3(1):43-58. https://doi.org/10.3390/alloys3010004
Chicago/Turabian StyleMohamed, Lamiaa Z., Sanaa S. Abd ElMoamen, Seung Jo Yoo, and Mohamed Abdel-Hady Gepreel. 2024. "Oxidation of Fe35Mn21Ni20Cr12Al12 High Entropy Alloy in Dry Air" Alloys 3, no. 1: 43-58. https://doi.org/10.3390/alloys3010004
APA StyleMohamed, L. Z., Abd ElMoamen, S. S., Yoo, S. J., & Gepreel, M. A. -H. (2024). Oxidation of Fe35Mn21Ni20Cr12Al12 High Entropy Alloy in Dry Air. Alloys, 3(1), 43-58. https://doi.org/10.3390/alloys3010004