
Mechanism of Electropulsing Treatment Technology for Flow Stress of Metal Material: A Review


Abstract
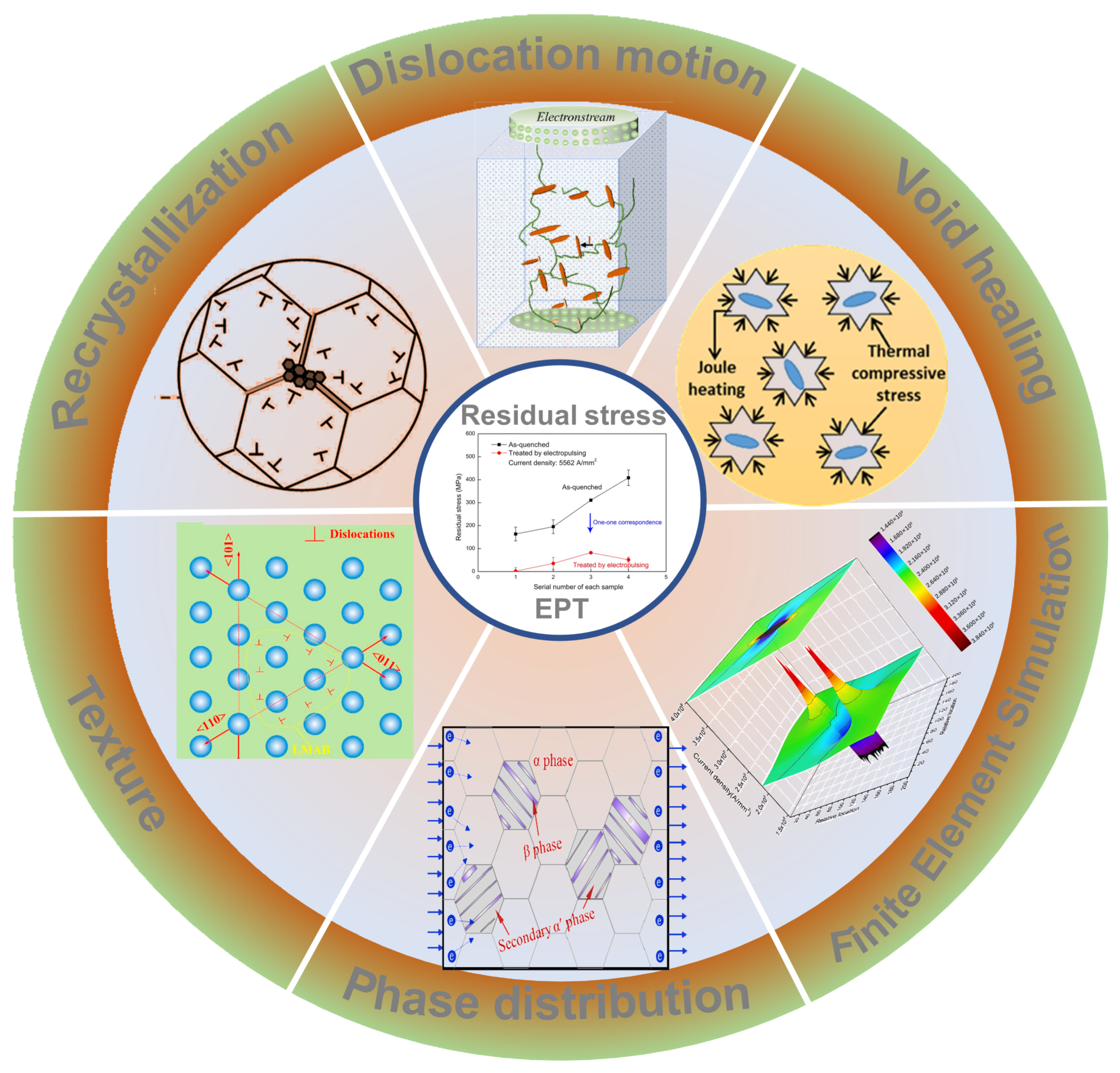
:1. Introduction
2. The Mapping Relationship between Pulse Current and Stress
3. Effects of EPT on Dislocations
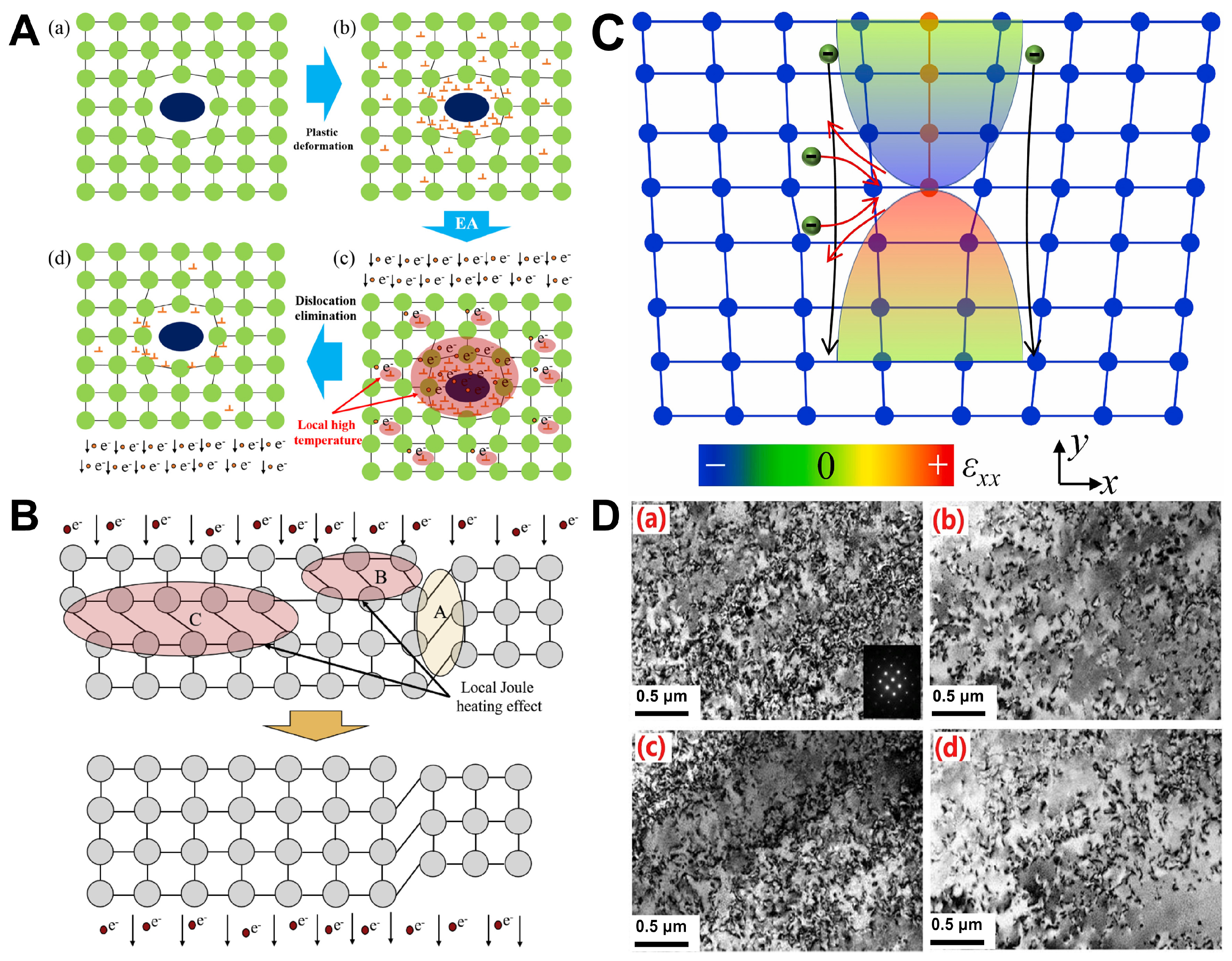
3.1. Joule Heat Effect
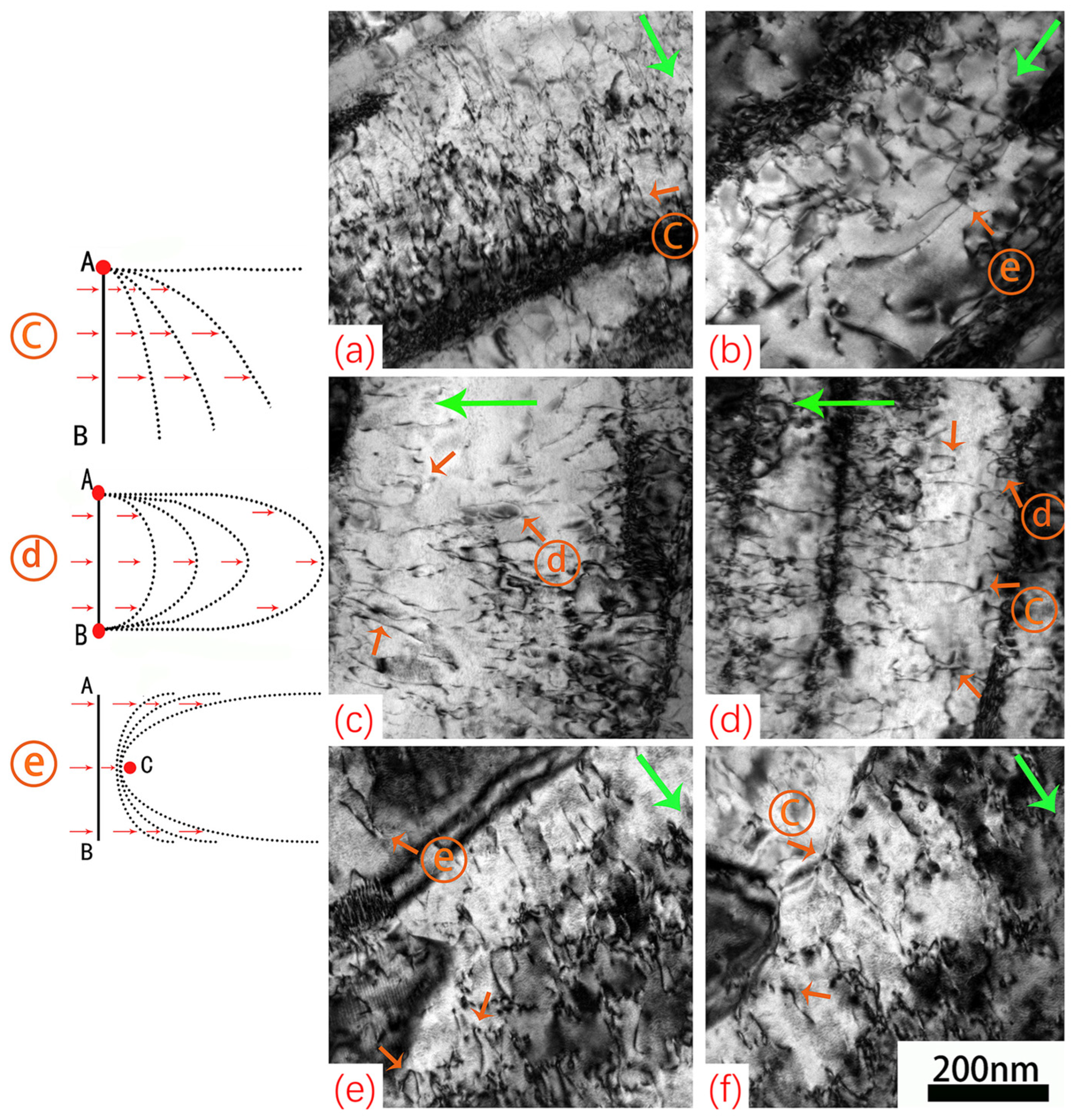
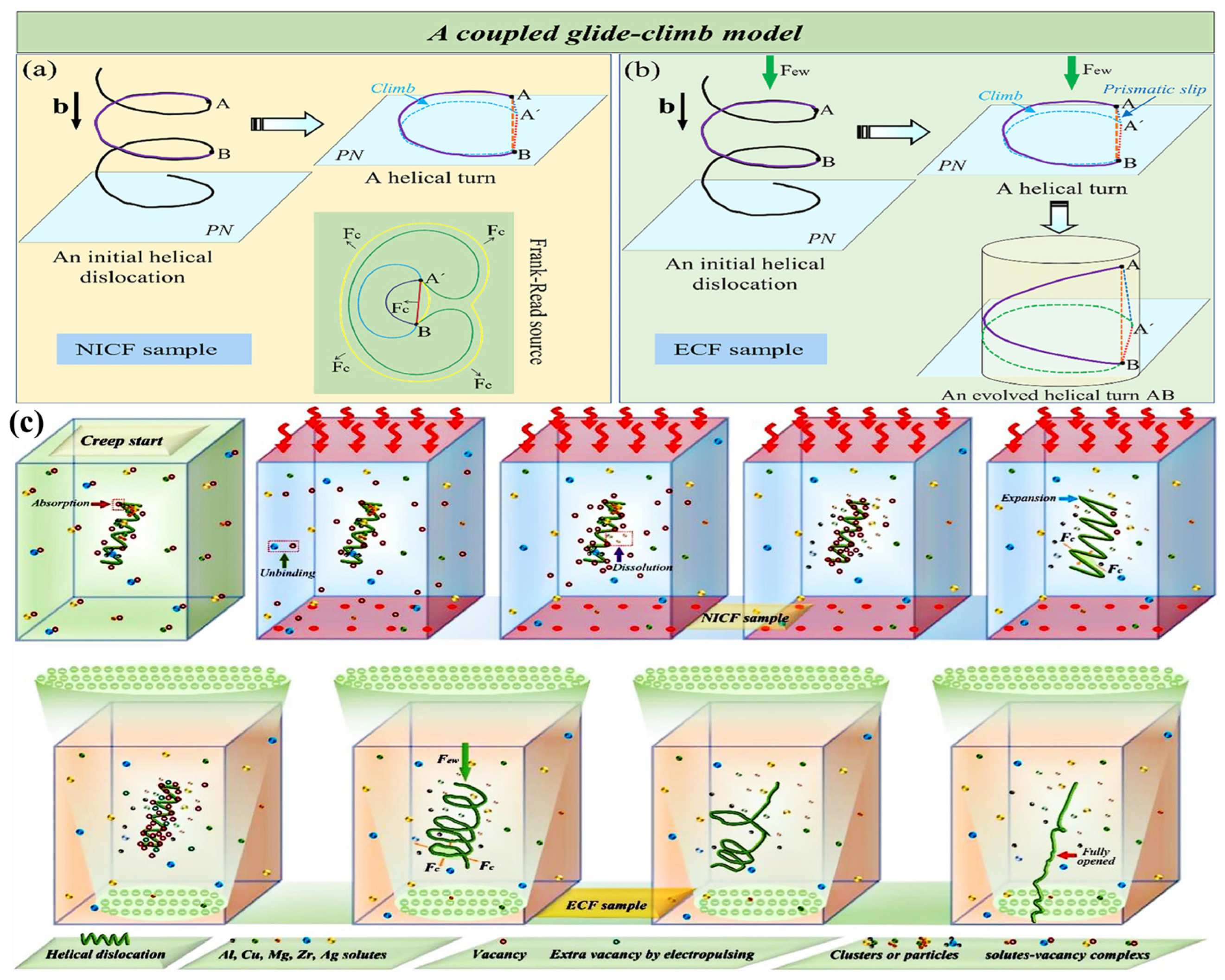
3.2. Electronic Wind Effect
4. Effects of EPT on Phase and Void
4.1. Joule Heating and Electron Wind Effects
4.2. Thermal Compressive Stress Effect
5. Effects of EPT on Texture and Recrystallization
5.1. Electroplastic Effect
5.2. Thermal and Non–Thermal Effects on Grain Boundary Migration
5.3. Effects on Texture

5.4. Effects on Recrystallization

6. Finite Element Applications

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Models | Constitutive Equation | Authors |
|---|---|---|
| Empirical models | Roh et al. [179] | |
| Kim et al. [180] | ||
| Joule heating–based models | Kronenberger et al. [181] | |
| , | Gallo et al. [182] | |
| Salandro et al. [183] | ||
| Jones [184] | ||
| Magargee et al. [185] | ||
| Zheng et al. [186] | ||
| Wang et al. [111] | ||
| Wang et al. [187] | ||
| Viscoplastic equation–based models | Conrad [44] | |
| Lee et al. [188] | ||
| Hariharan et al. [189] | ||
| Wang et al. [190] | ||
| Physically based–models | Lahiri et al. [191] | |
| Dimitrov et al. [192] | ||
| Kim et al. [193] | ||
| Liu et al. [194] | ||
| Hariharan et al. [172] |
7. Conclusion and Perspective
- As for the microscopic mechanism of flow stress drop under EPT, it is generally believed that the Joule thermal effect, electronic wind effect and electroplastic effect have the main influence on the flow stress drop compared with skin effect, magnetostriction effect and pinch effect. Although the electroplastic effect has been widely recognized, the underlying mechanism related to the electric wind force has been controversial, and most studies have difficulty in separating these effects.
- Currently, several mechanisms have been proposed to explain the drop of flow stress through EPT: (i) Joule heat and electron wind can promote the migration of dislocations and carry out the rearrangement of dislocations. During the climbing, dislocation annihilation dominates, thereby reducing the dislocation density and flow stress. (ii) The electroplastic and Joule thermal effects decrease the frictional resistance within the dislocation lattice, thereby lowering the flow stress of the material. Once the flow stress drops below the initial residual stress level, the material undergoes plastic deformation, leading to residual stress reduction. (iii) The coupling of non–thermal and thermal effects induced by pulse current promotes atomic diffusion, dislocation rearrangement and grain boundary migration, leading to plastic deformation and flow stress drop.
- The electronic wind coefficient Ked calculated according to Equations (6)–(8) yields values on the order of 10−17, 10−16 and 10−15 Nm/A, respectively. In contrast, experimental results yield Ked values on the order of 10−12 Nm/A [44,45,195]. This huge discrepancy between theoretical and experimental results is something that electronic wind models have failed to address for years. The model of electronic wind power needs further revision.
- We believe that multiscale computation is the future direction of the microscopic mechanism of flow stress drop under EPT. First–principle calculations reveal that charge imbalances near defects weaken atomic bonding under electric current [196]. Machine learning can further be used to calculate the macroscopic dislocation density. Multi–scale calculation combined with numerical analysis and finite element simulation can better describe the specific microscopic process of material flow stress drop under electric current.
Funding
Data Availability Statement
Conflicts of Interest
References
- Tabatabaeian, A.; Ghasemi, A.R.; Shokrieh, M.M.; Marzbanrad, B.; Baraheni, M.; Fotouhi, M. Residual stress in engineering materials: A review. Adv. Eng. Mater. 2022, 24, 2100786. [Google Scholar] [CrossRef]
- Withers, P. Residual stress and its role in failure. Rep. Prog. Phys. 2007, 70, 2211. [Google Scholar] [CrossRef]
- Withers, P.; Turski, M.; Edwards, L.; Bouchard, P.; Buttle, D. Recent advances in Residual stress measurement. Int. J. Press. Vessels Pip. 2008, 85, 118–127. [Google Scholar] [CrossRef]
- Finch, L. Residual Strains in Plastically Deformed Mild Steels. Nature 1950, 166, 508–509. [Google Scholar] [CrossRef]
- Greenough, G. Residual strains in plastically deformed mild steels. Nature 1950, 166, 509–510. [Google Scholar] [CrossRef]
- Wood, W.; Dewsnap, N. Internal stresses in metals. Nature 1948, 161, 682–683. [Google Scholar] [CrossRef]
- Garrod, R. Residual Lattice Strains in Mild Steel. Nature 1950, 165, 241–242. [Google Scholar] [CrossRef]
- Sowerby, R.; Uko, D.; Tomita, Y. A review of certain aspects of the Bauschinger effect in metals. Mater. Sci. Eng. 1979, 41, 43–58. [Google Scholar] [CrossRef]
- Gumao, M. Generation and Countermeasures of Residual Stress; Machinery Industry Press: Beijing, China, 1983. [Google Scholar]
- Seeger, A.; Donth, H.; Kochendörfer, A. Theorie der Versetzungen in eindimensionalen Atomreihen. Z. Für Phys. 1953, 134, 173–193. [Google Scholar] [CrossRef]
- Ma, A.; Cheng, J.; Wei, D.; Li, Q.; Fang, F.; Li, Z. Experiments and numerical analyses on splitting fracture of wire under multi–pass drawing. Eng. Fail. Anal. 2022, 134, 106035. [Google Scholar] [CrossRef]
- Oda, S.; Tanaka, S.-I. Effect of local texture and residual stress on the bendability of extruded 6000–series Al alloy profiles. Mater. Sci. Eng. A 2022, 829, 142167. [Google Scholar] [CrossRef]
- Wu, D.; Lv, H.; Wang, H.; Yu, J. Surface micro–morphology and residual stress formation mechanisms of near–net–shaped blade produced by low–plasticity ultrasonic rolling strengthening process. Mater. Des. 2022, 215, 110513. [Google Scholar] [CrossRef]
- Karasz, E.K.; Taylor, J.; Autenrieth, D.M.; Reu, P.; Johnson, K.; Melia, M.; Noell, P. Measuring the residual stress and Stress Corrosion Cracking Susceptibility of Additively Manufactured 316L by ASTM G36–94. Corrosion 2022, 78, 3–12. [Google Scholar] [CrossRef] [PubMed]
- Li, L.; Wu, M. Research on the residual stress of the Machined Surface of Cutting Superalloy under High Pressure Cooling. Integr. Ferroelectr. 2022, 226, 42–57. [Google Scholar] [CrossRef]
- Zhang, Z.; Sui, M.; Li, C.; Zhou, Z.; Liu, B.; Chen, Y.; Said, Z.; Debnath, S.; Sharma, S. residual stress of grinding cemented carbide using MoS2 nano–lubricant. Int. J. Adv. Manuf. Technol. 2022, 119, 5671–5685. [Google Scholar] [CrossRef]
- Fan, K.; Liu, D.; Zhang, X.; Liu, D.; Zhao, W.; Yang, J.; Ma, A.; Li, M.; Qi, Y.; Xiang, J.; et al. Effect of residual stress induced by ultrasonic surface rolling on fretting fatigue behaviors of Ti–6Al–4V alloy. Eng. Fract. Mech. 2022, 259, 108150. [Google Scholar] [CrossRef]
- Moradi, A.; Heidari, A.; Amini, K.; Aghadavoudi, F.; Abedinzadeh, R. The effect of shot peening time on mechanical properties and residual stress in Ti–6Al–4V alloy. Metall. Res. Technol. 2022, 119, 401. [Google Scholar] [CrossRef]
- Srivastava, M.; Hloch, S.; Krejci, L.; Chattopadhyaya, S.; Gubeljak, N.; Milkovic, M. Utilizing the water hammer effect to enhance the mechanical properties of AISI 304 welded joints. Int. J. Adv. Manuf. Technol. 2022, 119, 2317–2328. [Google Scholar] [CrossRef]
- Šarga, P.; Brezinová, J.; Viňáš, J.; Pástor, M.; Brezina, J. Impact of Cladding Technology on residual stresses within the Renovation of High Pressure Die Casting Molds. Metals 2022, 12, 388. [Google Scholar] [CrossRef]
- Samuel, A.; Prabhu, K.N. Residual stress and Distortion during Quench Hardening of Steels: A Review. J. Mater. Eng. Perform. 2022, 31, 5161–5188. [Google Scholar] [CrossRef]
- Khalaf, H.I.; Al–Sabur, R.; Abdullah, M.E.; Kubit, A.; Derazkola, H.A. Effects of Underwater friction stir Welding heat generation on residual stress of AA6068–T6 Aluminum Alloy. Materials 2022, 15, 2223. [Google Scholar] [CrossRef]
- Guo, J.; Fu, H.; Pan, B.; Kang, R. Recent progress of residual stress measurement methods: A review. Chin. J. Aeronaut. 2021, 34, 54–78. [Google Scholar] [CrossRef]
- Wei, P.; Hua, P.; Xia, M.; Yan, K.; Lin, H.; Yi, S.; Lu, J.; Ren, F.; Sun, Q. Bending fatigue life enhancement of NiTi alloy by pre–strain warm surface mechanical attrition treatment. Acta Mater. 2022, 240, 118269. [Google Scholar] [CrossRef]
- Chu, Q.; Xia, T.; Zhao, P.; Zhang, M.; Zheng, J.; Yan, F.; Cheng, P.; Yan, C.; Liu, C.; Luo, H. Interfacial investigation of explosion–welded Al/steel plate: The microstructure, mechanical properties and residual stresses. Mater. Sci. Eng. A 2022, 833, 142525. [Google Scholar] [CrossRef]
- Robinson, J.S.; Hossain, M.S.; Truman, C.E. residual stresses in the aluminium alloy 2014A subject to PAG quenching and vibratory stress relief. J. Strain. Anal. Eng. Des. 2022, 57, 167–176. [Google Scholar] [CrossRef]
- Zeng, Z.; Zhang, C.; Lin, B.; Yang, J.; Liu, X.; Wang, T.; Li, J.; Lin, J.; Dai, Y. Eddy Current testing of residual stress state in aluminum alloy. IEEE Trans. Instrum. Meas. 2021, 70, 6007208. [Google Scholar] [CrossRef]
- Yi, R.; Chen, C.; Shi, C.; Li, Y.; Li, H.; Ma, Y. Research advances in residual thermal stress of ceramic/metal brazes. Ceram. Int. 2021, 47, 20807–20820. [Google Scholar] [CrossRef]
- Raftar, O.R.; Kaveh, M.; Khajehzadeh, M.; Rahimi, A.; Razfar, M.R. Nano–lubricant influence on surface residual stresses in hard milling. Proc. Inst. Mech. Eng. Part E J. Process. Mech. Eng. 2021, 235, 1499–1510. [Google Scholar] [CrossRef]
- Mirkoohi, E.; Li, D.; Garmestani, H.; Liang, S.Y. Residual stress modeling considering microstructure evolution in metal additive manufacturing. J. Manuf. Process. 2021, 68, 383–397. [Google Scholar] [CrossRef]
- Baumann, M.; Selbmann, R.; Dobecki, M.; Krausel, V.; Reimers, W.; Bergmann, M. Specific influencing of forming–induced residual stresses during wire drawing. Forsch. Ingenieurwesen 2021, 85, 773–781. [Google Scholar] [CrossRef]
- Liu, H.; Zhao, G.; Liu, C.; Zuo, L. Artificial aging precipitation behavior of 6000 series alloys naturally aged and pre–aged. Trans. Mater. Heat. Treat. 2008, 29, 74–78. [Google Scholar]
- Nazari, F.; Honarpisheh, M.; Zhao, H. Effect of stress relief annealing on microstructure, mechanical properties, and residual stress of a copper sheet in the constrained groove pressing process. Int. J. Adv. Manuf. Technol. 2019, 102, 4361–4370. [Google Scholar] [CrossRef]
- Gao, H.; Li, X.; Li, B.; Wu, Q.; Ma, Y.; Jian, X.; Song, H.; Chen, S. Residual stress and microstructure of Ti6Al4V treated by thermal–vibratory stress relief process. J. Mater. Res. Technol. 2022, 18, 5161–5181. [Google Scholar] [CrossRef]
- Zhu, K.; Xiong, B.; Li, X.; Zhang, Y.; Li, Z.; Li, Y.; Wen, K.; Yan, L. Finite element simulation on residual stress during immersion quenching and pre–stretching of Al7055 thick plates. Mater. Res. Express 2022, 9, 026525. [Google Scholar] [CrossRef]
- Gkatzogiannis, S. Finite Element Simulation of Residual Stresses from Welding and High Frequency Hammer Peening; KIT Scientific Publishing: Karlsruhe, Germany, 2022. [Google Scholar]
- Ostapenko, M.G.; Semin, V.O.; D’Yachenko, F.A.; Neiman, A.A.; Meisner, L.L. Structure and residual stress distribution in TiNi substrate after fabrication of surface alloy using electron–beam treatments. Acta Mater. 2022, 231, 117893. [Google Scholar] [CrossRef]
- Zhang, X.; Xiang, S.; Yi, K.; Guo, J. Controlling the residual stress in Metallic Solids by Pulsed Electric Current. Acta Metall. Sin. 2022, 58, 581–598. [Google Scholar]
- Takemoto, R.; Nagata, M.; Mizubayashi, H. Effects of passing electric current on the elastic property of amorphous Cu50Zr50 and Cu50Ti50. Acta Mater. 1996, 44, 2787–2795. [Google Scholar] [CrossRef]
- Okazaki, K.; Kagawa, M.; Conrad, H. A study of the electroplastic effect in metals. Scr. Metall. 1978, 12, 1063–1068. [Google Scholar] [CrossRef]
- Okazaki, K.; Kagawa, M.; Conrad, H. Additional results on the electroplastic effect in metals. Scr. Metall. 1979, 13, 277–280. [Google Scholar] [CrossRef]
- Okazaki, K.; Kagawa, M.; Conrad, H. Effects of strain rate, temperature and interstitial content on the electroplastic effect in titanium. Scr. Metall. 1979, 13, 473–477. [Google Scholar] [CrossRef]
- Conrad, H.; Okazaki, K. A Study of the Electroplastic Effect in Metals; Department of Metallurgical Engineering and Materials Science, Kentucky University: Lexington, KY, USA, 1979. [Google Scholar]
- Conrad, H. Electroplasticity in metals and ceramics. Mater. Sci. Eng. A 2000, 287, 276–287. [Google Scholar] [CrossRef]
- Conrad, H. Thermally activated plastic flow of metals and ceramics with an electric field or current. Mater. Sci. Eng. A 2002, 322, 100–107. [Google Scholar] [CrossRef]
- Baeurle, S.A.; Hotta, A.; Gusev, A.A. A new semi–phenomenological approach to predict the stress relaxation behavior of thermoplastic elastomers. Polymer 2005, 46, 4344–4354. [Google Scholar] [CrossRef]
- Fei, W.; Hu, M.; Yao, C. Thermal expansion and thermal mismatch stress relaxation behaviors of SiC whisker reinforced aluminum composite. Mater. Chem. Phys. 2003, 77, 882–888. [Google Scholar] [CrossRef]
- Chen, J.; Jiang, J.; Zhen, L.; Shao, W. Stress relaxation behavior of an Al–Zn–Mg–Cu alloy in simulated age–forming process. J. Mater. Process. Technol. 2014, 214, 775–783. [Google Scholar] [CrossRef]
- Manson, S.S. Behavior of Materials under Conditions of Thermal Stress; National Advisory Committee for Aeronautics, District of Columbia: Columbia, SC, USA, 1953.
- Morland, L.W.; Lee, E. Stress analysis for linear viscoelastic materials with temperature variation. Trans. Soc. Rheol. 1960, 4, 233–263. [Google Scholar] [CrossRef]
- Li, C.; Zhang, Y.; Xu, J.; Li, F. Influence of pulse current on bending stress relaxation of nanocrystalline Ni foil. Results Phys. 2019, 13, 102182. [Google Scholar] [CrossRef]
- Zhan, L.; Ma, Z.; Zhang, J.; Tan, J.; Yang, Z.; Li, H. Stress relaxation ageing behaviour and constitutive modelling of a 2219 aluminium alloy under the effect of an electric pulse. J. Alloys Compd. 2016, 679, 316–323. [Google Scholar] [CrossRef]
- Yang, Y.; Qin, R.; Dong, Y.; Wang, J.; Ye, C. Crystal plasticity modeling of electropulsing induced plasticity in metals. Int. J. Plast. 2023, 171, 103828. [Google Scholar] [CrossRef]
- Conrad, H.; Yang, D. Effect of DC electric field on the tensile deformation of ultrafine–grained 3Y–TZP at 1450–1600 °C. Acta Mater. 2007, 55, 6789–6797. [Google Scholar] [CrossRef]
- Liang, C.-L.; Lin, K.-L. The microstructure and property variations of metals induced by electric current treatment: A review. Mater. Charact. 2018, 145, 545–555. [Google Scholar] [CrossRef]
- Kocks, U. Laws for work–hardening and low–temperature creep. J. Eng. Mater. Technol. 1976, 98, 76. [Google Scholar] [CrossRef]
- Mecking, H.; Kocks, U. Kinetics of flow and strain–hardening. Acta Metall. 1981, 29, 1865–1875. [Google Scholar] [CrossRef]
- Liu, J.; Zhang, K. Influence of electric current on superplastic deformation mechanism of 5083 aluminium alloy. Mater. Sci. Technol. 2016, 32, 540–546. [Google Scholar] [CrossRef]
- HajyAkbary, F.; Sietsma, J.; Böttger, A.J.; Santofimia, M.J. An improved X-ray diffraction analysis method to characterize dislocation density in lath martensitic structures. Mater. Sci. Eng. A 2015, 639, 208–218. [Google Scholar] [CrossRef]
- Williamson, G.; Hall, W. X-ray line broadening from filed aluminium and wolfram. Acta Metall. 1953, 1, 22–31. [Google Scholar] [CrossRef]
- Ungár, T.; Borbély, A. The effect of dislocation contrast on X-ray line broadening: A new approach to line profile analysis. Appl. Phys. Lett. 1996, 69, 3173–3175. [Google Scholar] [CrossRef]
- Revesz, A.; Ungár, T.; Borbely, A.; Lendvai, J. Dislocations and grain size in ball–milled iron powder. Nanostruct. Mater. 1996, 7, 779–788. [Google Scholar] [CrossRef]
- Zhou, C.; Zhan, L.; Li, H. Improving creep age formability of an Al–Cu–Li alloy by electropulsing. J. Alloys Compd. 2021, 870, 159482. [Google Scholar] [CrossRef]
- Zhou, C.; Zhan, L.; Li, H.; Chen, F.; Liu, G.; Yan, D. Mechanism of an acceleration in T1 precipitation kinetics in an Al–Cu–Li alloy by electropulsing. Vacuum 2021, 194, 110558. [Google Scholar] [CrossRef]
- Sheng, Y.; Hua, Y.; Wang, X.; Zhao, X.; Chen, L.; Zhou, H.; Wang, J.; Berndt, C.C.; Li, W. Application of high–density electropulsing to improve the performance of metallic materials: Mechanisms, microstructure and properties. Materials 2018, 11, 185. [Google Scholar] [CrossRef] [PubMed]
- Korhonen, M.A.; Paszkiet, C.; Li, C.Y. Mechanisms of thermal stress relaxation and stress-induced voiding in narrow aluminum-based metallizations. J. Appl. Phys. 1991, 69, 8083–8091. [Google Scholar] [CrossRef]
- Wang, Y.; Xia, L.; Zhang, H.; Cao, Y.; Pan, A.; Wu, W. The serration behavior and mechanical properties of Al0.1CoCrFeNi high–entropy alloy under coupled electron–heat field. J. Alloys Compd. 2022, 898, 162789. [Google Scholar] [CrossRef]
- Rudolf, C.; Goswami, R.; Kang, W.; Thomas, J. Effects of electric current on the plastic deformation behavior of pure copper, iron, and titanium. Acta Mater. 2021, 209, 116776. [Google Scholar] [CrossRef]
- Xiao, H.; Xia, X.; Huang, S.; Chen, Q.; Zhao, G.; Zhao, Z.; Wang, Y.; Chai, S.; Peng, F. Study on mechanical behavior and microstructure evolution of Al–Mg–Li alloy during electropulsing assisted uniaxial tensile. J. Alloys Compd. 2022, 900, 163425. [Google Scholar] [CrossRef]
- Han, C.; Ye, F.; Du, H.; Liu, B.; Liang, Y.; Li, H.; Li, H. Improved ductility of Fe–6.5 wt% Si alloy under electropulsing tension. Mater. Sci. Eng. A 2022, 851, 143639. [Google Scholar] [CrossRef]
- Caillard, D.; Martin, J. Thermally activated mechanisms in crystal plasticity. MRS Bull. 2005, 30, 318–320. [Google Scholar]
- Garay, J.E.; Anselmi–Tamburini, U.; Munir, Z.A. Enhanced growth of intermetallic phases in the Ni–Ti system by current effects. Acta Mater. 2003, 51, 4487–4495. [Google Scholar] [CrossRef]
- Baker, S.P.; Joo, Y.-C.; Knauß, M.P.; Arzt, E. Electromigration damage in mechanically deformed Al conductor lines: Dislocations as fast diffusion paths. Acta Mater. 2000, 48, 2199–2208. [Google Scholar] [CrossRef]
- Salandro, W.A.; Jones, J.J.; Bunget, C.; Mears, L.; Roth, J.T. Electrically Assisted Forming: Modeling and Control; Springer: Berlin/Heidelberg, Germany, 2014. [Google Scholar]
- Zhang, X.; Li, H.; Zhan, M.; Shao, G.; Ma, P. Extraordinary effect of the δ phase on the electrically–assisted deformation responses of a Ni–based superalloy. Mater. Charact. 2018, 144, 597–604. [Google Scholar] [CrossRef]
- Zhang, X.; Li, H.; Zhan, M. Mechanism for the macro and micro behaviors of the Ni–based superalloy during electrically–assisted tension: Local Joule heating effect. J. Alloys Compd. 2018, 742, 480–489. [Google Scholar] [CrossRef]
- Liu, Y.; Meng, B.; Du, M.; Wan, M. Electroplastic effect and microstructural mechanism in electrically assisted deformation of nickel–based superalloys. Mater. Sci. Eng. A 2022, 840, 142975. [Google Scholar] [CrossRef]
- Zhang, H.; Zhang, X. Softening behavior of Al–Zn–Mg alloys with different strengthening mechanisms in a coupled field. Mater. Sci. Eng. A 2020, 771, 138582. [Google Scholar] [CrossRef]
- Shan, Z.; Bai, J.; Fan, J.; Wu, H.; Zhang, H.; Zhang, Q.; Wu, Y.; Li, W.; Dong, H.; Xu, B. Exceptional mechanical properties of AZ31 alloy wire by combination of cold drawing and EPT. J. Mater. Sci. Technol. 2020, 51, 111–118. [Google Scholar] [CrossRef]
- Chen, K.; Zhan, L.; Xu, Y.; Liu, Y. Effect of pulsed current density on creep–aging behavior and microstructure of AA7150 aluminum alloy. J. Mater. Res. Technol. 2020, 9, 15433–15441. [Google Scholar] [CrossRef]
- Zhang, M.; Wang, W.; Zhang, J.; Liu, C.; Wang, Z.; Wan, J.; Zhao, H. The Recovery Behavior of AZ31B Magnesium Alloy Stimulated by Electropulsing Treatment and Heat Treatment. J. Mater. Eng. Perform. 2022, 31, 8346–8354. [Google Scholar] [CrossRef]
- Troitskii, O.A.; Likhtman, V.I. The anisotropy of the action of electron and γ radiation on the deformation of zinc single crystals in the brittle state. Sov. Phys. Dokl. 1963, 8, 91. [Google Scholar]
- Kravchenko, V.Y. Effect of directed electron beam on moving dislocations. Sov. Phys. JETP 1967, 24, 1135–1142. [Google Scholar]
- Klimov, K.; Shnyrev, G.; Novikov, I. On electroplasticity of metals. Dok. Akad. Nauk SSSR 1974, 219, 323–324. [Google Scholar]
- Klimov, K.M.; Shnyrev, G.D.; Novikov, I.I. ‘Electroplasticity’ of metals. Sov. Phys. Dokl. 1975, 19, 787–788. [Google Scholar]
- Roshchupkin, A.; Miloshenko, V.; Kalinin, V. The electron retardation of dislocations in metals. Fiz. Tverd. Tela 1979, 21, 909–910. [Google Scholar]
- Nam, S.-W.; Chung, H.-S.; Lo, Y.C.; Qi, L.; Li, J.; Lu, Y.; Johnson, A.C.; Jung, Y.; Nukala, P.; Agarwal, R. Electrical wind force–driven and dislocation–templated amorphization in phase–change nanowires. Science 2012, 336, 1561–1566. [Google Scholar] [CrossRef] [PubMed]
- Krishnaswamy, H.; Tiwari, J.; Amirthalingam, M. Revisiting electron–wind effect for electroplasticity: A critical interpretation. Vacuum 2024, 221, 112937. [Google Scholar] [CrossRef]
- Zhou, C.; Zhan, L.; Liu, C.; Huang, M. Insights into electron wind force by a helical dislocation reconfiguration. iScience 2023, 26, 106870. [Google Scholar] [CrossRef]
- Troitskii, O. Pressure shaping by the application of a high energy. Mater. Sci. Eng. 1985, 75, 37–50. [Google Scholar] [CrossRef]
- Huang, Z.; Cen, Q.; Li, Z.; Wu, Y.; Zou, L. Influence of the electric current pulse with different pulse width on the eutectoid microstructure of hypoeutectic Fe–C alloys. Adv. Mat. Res. 2014, 852, 208–213. [Google Scholar] [CrossRef]
- Zhu, R.; Liu, J.; Tang, G.; Shi, S.-Q.; Fu, M. Properties, microstructure and texture evolution of cold rolled Cu strips under electropulsing treatment. J. Alloys Compd. 2012, 544, 203–208. [Google Scholar] [CrossRef]
- Frank, F.; Read, W., Jr. Multiplication processes for slow moving dislocations. Phys. Rev. 1950, 79, 722–723. [Google Scholar] [CrossRef]
- Xiang, S.; Zhang, X. Dislocation structure evolution under electroplastic effect. Mater. Sci. Eng. A 2019, 761, 138026. [Google Scholar] [CrossRef]
- Zhou, C.; Zhan, L.; Li, H.; Liu, C.; Xu, Y.; Ma, B.; Yang, Y.; Huang, M. Dislocation reconfiguration during creep deformation of an Al–Cu–Li alloy via electropulsing. J. Mater. Sci. Technol. 2022, 130, 27–34. [Google Scholar] [CrossRef]
- Zhang, H.; Zhang, C.; Han, B.; Gao, K.; Fang, R.; Deng, N.; Zhou, H. Static recrystallization microstructure evolution in a cold–deformed Ni–based superalloy during electropulsing treatment. Crystals 2020, 10, 884. [Google Scholar] [CrossRef]
- Zhao, Z.; Wang, G.; Hou, H.; Han, B.; Zhang, Y.; Zhang, N. Influence of high–energy pulse current on the mechanical properties and microstructures of Ti–6Al–4V alloy. J. Mater. Eng. Perform. 2017, 26, 5146–5153. [Google Scholar] [CrossRef]
- Liang, C.-L.; Lin, K.-L. The amorphous interphase formed in an intermetallic–free Cu/Sn couple during early stage electromigration. Scr. Mater. 2018, 155, 58–62. [Google Scholar] [CrossRef]
- Liao, Y.-H.; Chen, C.-H.; Liang, C.-L.; Lin, K.-L.; Wu, A.T. A comprehensive study of electromigration in pure Sn: Effects on crystallinity, microstructure, and electrical property. Acta Mater. 2020, 200, 200–210. [Google Scholar] [CrossRef]
- Wang, H.; Kou, R.; Harrington, T.; Vecchio, K.S. Electromigration effect in Fe–Al diffusion couples with field–assisted sintering. Acta Mater. 2020, 186, 631–643. [Google Scholar] [CrossRef]
- Zhang, X.; Li, H.; Zhan, M.; Zheng, Z.; Gao, J.; Shao, G. Electron force–induced dislocations annihilation and regeneration of a superalloy through electrical in–situ transmission electron microscopy observations. J. Mater. Sci. Technol. 2020, 36, 79–83. [Google Scholar] [CrossRef]
- Xu, Z.; Guo, P.; Peng, L.; Lai, X. Electroplasticity mechanism study based on dislocation behavior of Al6061 in tensile process. J. Alloys Compd. 2022, 910, 164890. [Google Scholar]
- Waryoba, D.; Islam, Z.; Reutzel, T.; Haque, A. Electro–strengthening of the additively manufactured Ti–6Al–4V alloy. Mater. Sci. Eng. A 2020, 798, 140062. [Google Scholar] [CrossRef]
- Li, X.; Turner, J.; Bustillo, K.; Minor, A.M. In situ transmission electron microscopy investigation of electroplasticity in single crystal nickel. Acta Mater. 2022, 223, 117461. [Google Scholar] [CrossRef]
- Stepanov, G.; Babutskii, A. Effect of electric current on stress relaxation in metal. Strength Mater. 1996, 28, 125–128. [Google Scholar] [CrossRef]
- Zhang, W.; Sui, M.-L.; Zhou, Y.; He, G.; Guo, J.; Li, D. Electropulsing–induced evolution of microstructures in materials. Acta Metall. Sin. 2003, 39, 1009–1018. [Google Scholar] [CrossRef]
- Dolinsky, Y.; Elperin, T. Thermodynamics of phase transitions in current–carrying conductors. Phys. Rev. B 1993, 47, 14778–14785. [Google Scholar] [CrossRef]
- Klinger, L.; Levin, L.; Srolovitz, D. Interface diffusion under an electric field. Interface evolution. Mater. Sci. Forum 1996, 207–209, 109–112. [Google Scholar] [CrossRef]
- Lu, W.; Zhang, X.; Qin, R. Electropulsing–induced strengthening of steel at high temperature. Philos. Mag. Lett. 2014, 94, 688–695. [Google Scholar] [CrossRef]
- Kino, T.; Endo, T.; Kawata, S. Deviations from Matthiessen’s rule of the electrical resistivity of dislocations in aluminum. J. Phys. Soc. Jpn. 1974, 36, 698–705. [Google Scholar] [CrossRef]
- Wang, X.; Xu, J.; Jiang, Z.; Zhu, W.-L.; Shan, D.; Guo, B.; Cao, J. Size effects on residual stress behavior during electrically–assisted micro–tension in a magnesium alloy AZ31. Mat. Sci. Eng. A Struct. 2016, 659, 215–224. [Google Scholar] [CrossRef]
- Cao, C.; Mücke, R.; Guillon, O. Effect of AC field on uniaxial viscosity and sintering stress of ceria. Acta Mater. 2020, 182, 77–86. [Google Scholar] [CrossRef]
- Xiao, A.; Huang, C.; Yan, Z.; Cui, X.; Wang, S. Improved forming capability of 7075 aluminum alloy using electrically assisted electromagnetic forming. Mater. Charact. 2022, 183, 111615. [Google Scholar] [CrossRef]
- Tang, D.; Zhou, B.; Cao, H.; He, G. Thermal stress relaxation behavior in thin films under transient laser-pulse heating. J. Appl. Phys. 1993, 73, 3749–3752. [Google Scholar] [CrossRef]
- Bao, J.; Chen, W.; Bai, J.; Xu, J.; Shan, D.; Guo, B. Local softening deformation and phase transformation induced by electric current in electrically–assisted micro–compression of Ti–6Al–4V alloy. Mater. Sci. Eng. A 2022, 831, 142262. [Google Scholar] [CrossRef]
- Zhu, J.; Lin, Y.; Liu, S.; Lin, X.; Wang, G. Electropulsing aging treatment of Cu–Ni–sheet for microforming. Adv. Eng. Mater. 2021, 23, 2100249. [Google Scholar] [CrossRef]
- Kumar, A.; Paul, S.K. Healing of fatigue crack in steel with the application of pulsed electric current. Materialia 2020, 14, 100906. [Google Scholar] [CrossRef]
- Kumar, A.; Paul, S.K. Improvement in tensile properties of pre–strained steel specimen by applying pulsed electric current. Materialia 2021, 15, 100960. [Google Scholar] [CrossRef]
- Guo, H.; Liu, P.; Qin, X.; Song, Y.; Qian, D.; Xie, L.; Wang, L.; Zhang, L.-C.; Hua, L. Electroshock treatment dependent microstructural evolution and mechanical properties of near–β titanium alloy manufactured by directed energy deposition. Mater. Des. 2021, 212, 110286. [Google Scholar] [CrossRef]
- Lu, Y.-D.; He, X.-Q.; En, Y.-F.; Wang, X.; Zhuang, Z.-Q. Polarity effect of electromigration on intermetallic compound formation in SnPb solder joints. Acta Mater. 2009, 57, 2560–2566. [Google Scholar] [CrossRef]
- Yang, K.; Zhang, Z.; Zhao, H.; Yang, B.; Zhong, B.; Chen, N.; Song, J.; Chen, C.; Tang, D.; Zhu, J.; et al. Orientation independent heat transport characteristics of diamond/copper interface with ion beam bombardment. Acta Mater. 2021, 220, 117283. [Google Scholar] [CrossRef]
- Jeong, K.; Jin, S.-W.; Kang, S.-G.; Park, J.-W.; Jeong, H.-J.; Hong, S.-T.; Cho, S.H.; Kim, M.-J.; Han, H.N. Athermally enhanced recrystallization kinetics of ultra–low carbon steel via electric current treatment. Acta Mater. 2022, 232, 117925. [Google Scholar] [CrossRef]
- Jiang, Y.; Tang, G.; Shek, C.; Liu, W. Microstructure and texture evolution of the cold–rolled AZ91 magnesium alloy strip under electropulsing treatment. J. Alloys Compd. 2011, 509, 4308–4313. [Google Scholar] [CrossRef]
- Liu, J.; Liu, W.; Tang, G.; Zhu, R. Influence of electropulsing treatment on the recrystallization and texture of Ni9W alloy strip. J. Mater. Res. 2014, 29, 596–603. [Google Scholar] [CrossRef]
- Jiang, Y.; Tang, G.; Shek, C.; Zhu, Y.; Xu, Z. On the thermodynamics and kinetics of electropulsing induced dissolution of β–Mg17Al12 phase in an aged Mg–9Al–1Zn alloy. Acta Mater. 2009, 57, 4797–4808. [Google Scholar] [CrossRef]
- Delville, R.; Malard, B.; Pilch, J.; Sittner, P.; Schryvers, D. Microstructure changes during non–conventional heat treatment of thin Ni–Ti wires by pulsed electric current studied by transmission electron microscopy. Acta Mater. 2010, 58, 4503–4515. [Google Scholar] [CrossRef]
- Zhang, R.; Li, X.; Kuang, J.; Li, X.; Tang, G. Texture modification of magnesium alloys during electropulse treatment. Mater. Sci. Technol. 2017, 33, 1421–1427. [Google Scholar] [CrossRef]
- Deng, Z.; Li, X.; Wang, S.; Li, X.; Chen, D.; Xiao, X. Texture tailoring of a cold–rolled Mg–Zn–Gd alloy by electropulse treatment: The effect of electropulse and Gd element. Mater. Charact. 2022, 190, 112046. [Google Scholar] [CrossRef]
- Molotskii, M.I. Theoretical basis for electro–and magnetoplasticity. Mater. Sci. Eng. A 2000, 287, 248–258. [Google Scholar] [CrossRef]
- Molotskii, M. Work hardening of crystals in a magnetic field. Philos. Mag. Lett. 1996, 73, 11–15. [Google Scholar] [CrossRef]
- Ma, H.; Guo, J.; Chen, J.; Wu, D.; Liu, Z.; Zhu, Q.; Shang, J.; Zhang, L.; Guo, H. Prediction model of lifetime for copper pillar bumps under coupling effects of current and thermal cycling. J. Mater. Sci. Mater. Electron. 2016, 27, 1184–1190. [Google Scholar] [CrossRef]
- Doherty, R.D.; Hughes, D.A.; Humphreys, F.J.; Jonas, J.J.; Juul Jensen, D.; Kassner, M.E.; King, W.E.; McNelley, T.R.; McQueen, H.J.; Rollett, A.D. Current issues in recrystallization: A review. Mater. Sci. Eng. A 1997, 238, 219–274. [Google Scholar] [CrossRef]
- Zhu, Y.; To, S.; Lee, W.B.; Liu, X.; Jiang, Y.; Tang, G. Effects of dynamic electropulsing on microstructure and elongation of a Zn–Al alloy. Mater. Sci. Eng. A 2009, 501, 125–132. [Google Scholar] [CrossRef]
- Humphreys, F.; Ardakani, M. Grain boundary migration and Zener pinning in particle–containing copper crystals. Acta Mater. 1996, 44, 2717–2727. [Google Scholar] [CrossRef]
- Hu, H. Recovery and Recrystallization of Metals; Interscience: Tokyo, Japan, 1963; Available online: https://cir.nii.ac.jp/crid/1574231873848884608 (accessed on 21 February 2024).
- Guan, L.; Tang, G.; Jiang, Y.; Chu, P.K. Texture evolution in cold–rolled AZ31 magnesium alloy during electropulsing treatment. J. Alloys Compd. 2009, 487, 309–313. [Google Scholar] [CrossRef]
- Gao, H.; Huang, Y.; Nix, W.; Hutchinson, J. Mechanism–based strain gradient plasticity—I. Theory. J. Mech. Phys. Solids 1999, 47, 1239–1263. [Google Scholar] [CrossRef]
- Troitskii, O. Electromechanical effect in metals. ZhETF Pis Ma Redaktsiiu 1969, 10, 18–22. [Google Scholar]
- Troitskii, O. Electroplastic deformation of metal. Strength Mater. 1976, 8, 1466–1471. [Google Scholar] [CrossRef]
- Troitsky, O. Electroplastic effect in metals. Ferr. Metall. Bull. Sci. Tech. Econ. Inf. 2018, 9, 65–76. [Google Scholar] [CrossRef]
- Dubinko, V.; Klepikov, V. Kinetic mechanism of the electroplastic effect in metals. Bull. Russ. Acad. Sci Phys. 2008, 72, 1188–1189. [Google Scholar] [CrossRef]
- Song, X.; Wang, F.; Qian, D.; Hua, L. Tailoring the residual stress and mechanical properties by electroshocking treatment in cold rolled M50 steel. Mater. Sci. Eng. A 2020, 780, 139171. [Google Scholar] [CrossRef]
- Du, M.; Meng, B.; Liu, Y.; Pan, F.; Wan, M. Flow characteristics and microstructural evolution in pulsed current assisted micro–scaled compression of stainless steel sheet. J. Mater. Res. Technol. 2021, 15, 4397–4414. [Google Scholar] [CrossRef]
- Xiao, A.; Huang, C.; Cui, X.; Yan, Z.; Yu, Z. Impact of the pulse induced current on the microstructure and mechanical properties of the 7075–T6 aluminum alloy. J. Alloys Compd. 2022, 911, 165021. [Google Scholar] [CrossRef]
- Yin, P.; Zang, H.; Zhao, Y.; Wu, C.; Xu, X.; Pan, D.; Jiang, W. Superior mechanical properties of 40Cr steel obtained by quenching and microstress relieving under electropulsing. Mater. Sci. Eng. A 2020, 772, 138782. [Google Scholar] [CrossRef]
- Zhang, H.; Zhang, X. Uniform texture in Al–Zn–Mg alloys using a coupled force field of electron wind and external load. J. Mater. Sci. Technol. 2020, 36, 149–159. [Google Scholar] [CrossRef]
- Dolinsky, Y.; Elperin, T. Peculiarities of coexistence of phases with different electric conductivities under the influence of electric current. Mater. Sci. Eng. A 2000, 287, 219–226. [Google Scholar] [CrossRef]
- Huang, X.; Zhang, X. Current–driving dissolution of nanoscale brittle precipitates produced by spinodal decomposition in FeCrAl alloys. J. Alloys Compd. 2019, 805, 26–32. [Google Scholar] [CrossRef]
- Zhao, Z.; Qin, R. Morphology and orientation selection of non–metallic inclusions in electrified molten metal. Metall. Mater. Trans. B 2017, 48, 2781–2787. [Google Scholar] [CrossRef]
- Wang, X.; Guo, J.; Wang, Y.; Wu, X.; Wang, B. Segregation of lead in Cu–Zn alloy under electric current pulses. Appl. Phys. Lett. 2006, 89, 061910. [Google Scholar] [CrossRef]
- Qin, R. Using electric current to surpass the microstructure breakup limit. Sci. Rep. 2017, 7, srep41451. [Google Scholar] [CrossRef]
- Zhang, X.; Qin, R. Exploring the particle reconfiguration in the metallic materials under the pulsed electric current. Steel Res. Int. 2018, 89, 1800062. [Google Scholar] [CrossRef]
- Lu, W.; Zhang, X.; Qin, R. Stability of precipitates under electropulsing in 316L stainless steel. Mater. Sci. Technol. 2015, 31, 1530–1535. [Google Scholar] [CrossRef]
- Qin, R.; Bhowmik, A. Computational thermodynamics in electric current metallurgy. Mater. Sci. Technol. 2015, 31, 1560–1563. [Google Scholar] [CrossRef]
- Qin, R.; Yan, H.; He, G.; Zhou, B. Exploration on the fabrication of bulk nanocrystalline materials by direct–nanocrystallizing method Ⅰ. Nucleation in Disordered Metallic Media by Electropulsing. Chin. J. Mater. Res. 1995, 9, 219–222. [Google Scholar]
- Qin, R.; Samuel, E.I.; Bhowmik, A. Electropulse–induced cementite nanoparticle formation in deformed pearlitic steels. J. Mater. Sci. 2011, 46, 2838–2842. [Google Scholar] [CrossRef]
- Wang, R.; Xu, Z.; Jiang, Y.; Tang, G.; Wan, J.; Chou, K.J.-C.; Li, Q. The coupling of thermal and athermal effect in high–density multiple pulse continuous treatment of AZ31. Mater. Des. 2022, 215, 110495. [Google Scholar] [CrossRef]
- Park, J.-W.; Jeong, H.-J.; Jin, S.-W.; Kim, M.-J.; Lee, K.; Kim, J.J.; Hong, S.-T.; Han, H.N. Effect of electric current on recrystallization kinetics in interstitial free steel and AZ31 magnesium alloy. Mater. Charact. 2017, 133, 70–76. [Google Scholar] [CrossRef]
- Shao, H.; Zhang, H.; Shan, D.; Zhang, S.; Wang, K.; Sun, F.; Fan, D.; Wang, L.; Zhuo, L.; Zou, J. Evolution behavior of abnormal β grain region in Ti–5Al–5Mo–5V–1Cr–1Fe titanium alloy under the electropulsing treatment. Mater. Charact. 2021, 181, 111504. [Google Scholar] [CrossRef]
- Ren, Z.; Guo, X.; Liu, X.; Ma, X.; Jiang, S.; Bian, L.; Wang, T.; Huang, Q. Effect of pulse current treatment on interface structure and mechanical behavior of TA1/304 clad plates. Mater. Sci. Eng. A 2022, 850, 143583. [Google Scholar] [CrossRef]
- Zhou, Y.; Tan, J.; Yao, C.; Li, C.; Wang, X.; Zhou, W.; Wang, X. Finite–element simulation and experiments on plastic heating in the process of electromagnetic pulse forming. IEEE Trans. Plasma Sci. 2018, 46, 3427–3437. [Google Scholar] [CrossRef]
- Qiu, L.; Lv, Y.; Li, L. Finite element analysis for stress and magnetic field of a 40 kA protection inductor. IEEE Trans. Appl. Supercond. 2010, 20, 1936–1939. [Google Scholar] [CrossRef]
- Correia, J.; Siddiqui, M.; Ahzi, S.; Belouettar, S.; Davies, R. A simple model to simulate electromagnetic sheet free bulging process. Int. J. Mech. Sci. 2008, 50, 1466–1475. [Google Scholar] [CrossRef]
- Wang, X.; Casolco, S.; Xu, G.; Garay, J. Finite element modeling of electric current–activated sintering: The effect of coupled electrical potential, temperature and stress. Acta Mater. 2007, 55, 3611–3622. [Google Scholar] [CrossRef]
- Suzuki, H.; Negishi, H.; Yokouchi, Y.; Murata, M. Free expansion of tube under magnetic pressure. J. Jpn. Soc. Technol. Plast. 1986, 27, 1254–1260. [Google Scholar]
- Lin, S.-K.; Liu, Y.-C.; Chiu, S.-J.; Liu, Y.-T.; Lee, H.-Y. The electromigration effect revisited: Non–uniform local tensile stress–driven diffusion. Sci. Rep. 2017, 7, 3082. [Google Scholar] [CrossRef]
- Cui, X.; Li, J.; Mo, J.; Fang, J.; Zhu, Y.; Zhong, K. Investigation of large sheet deformation process in electromagnetic incremental forming. Mater. Des. 2015, 76, 86–96. [Google Scholar] [CrossRef]
- Estrin, Y. Dislocation–density–related constitutive modeling. Unified Const. Laws Plast. Deform. 1996, 1, 69–106. [Google Scholar]
- Tiwari, J.; Balaji, V.; Krishnaswamy, H.; Amirthalingam, M. Dislocation density based modelling of electrically assisted deformation process by finite element approach. Int. J. Mech. Sci. 2022, 227, 107433. [Google Scholar] [CrossRef]
- Basaula, D.; Daeipour, M.; Kuna, L.; Mangeri, J.; Feygelson, B.; Nakhmanson, S. Towards modeling thermoelectric properties of anisotropic polycrystalline materials. Acta Mater. 2022, 228, 117743. [Google Scholar] [CrossRef]
- Low, Z.K.; Chaise, T.; Bardel, D.; Cazottes, S.; Chaudet, P.; Perez, M.; Nelias, D. A novel approach to investigate delta phase precipitation in cold–rolled 718 alloys. Acta Mater. 2018, 156, 31–42. [Google Scholar] [CrossRef]
- Krishnaswamy, H.; Kim, M.J.; Hong, S.-T.; Kim, D.; Song, J.-H.; Lee, M.-G.; Han, H.N. Electroplastic behaviour in an aluminium alloy and dislocation density based modelling. Mater. Des. 2017, 124, 131–142. [Google Scholar] [CrossRef]
- Ba, X.; Zhou, M.; Zhang, X.; Wang, H. Manipulating Dislocations Using Electric Field to Repair Embrittlement Damage. ISIJ Int. 2020, 60, 1803–1809. [Google Scholar] [CrossRef]
- Kocks, U.; Mecking, H. Physics and phenomenology of strain hardening: The FCC case. Prog. Mater. Sci. 2003, 48, 171–273. [Google Scholar] [CrossRef]
- Demir, O.K.; Psyk, V.; Tekkaya, A.E. Simulation of tube wrinkling in electromagnetic compression. Prod. Eng. 2010, 4, 421–426. [Google Scholar] [CrossRef]
- Pan, D.; Wang, Y.; Guo, Q.; Zhang, D.; Xu, X.; Zhao, Y. Grain refinement of Al–Mg–Si alloy without any mechanical deformation and matrix phase transformation via cyclic electro–pulsing treatment. Mater. Sci. Eng. A 2021, 807, 140916. [Google Scholar] [CrossRef]
- Qin, S.; Yan, L.; Zhang, X. Eliminating topologically closed–packed phases in deteriorated nickel–based superalloy by pulsed electric current. J. Alloys Compd. 2021, 862, 158508. [Google Scholar] [CrossRef]
- Mei, M.; Song, Y.; Lu, J.; Chuanchuan, H.; Lechun, X. Modeling dynamic recrystallization behavior of Al–Zn–Mg–Cu alloy during electroshock assisted tension based on cellular automata. Mater. Res. Express 2022, 9, 036513. [Google Scholar] [CrossRef]
- Roh, J.-H.; Seo, J.-J.; Hong, S.-T.; Kim, M.-J.; Han, H.N.; Roth, J.T. The mechanical behavior of 5052–H32 aluminum alloys under a pulsed electric current. Int. J. Plast. 2014, 58, 84–99. [Google Scholar] [CrossRef]
- Kim, M.-J.; Jeong, H.-J.; Park, J.-W.; Hong, S.-T.; Han, H.N. Modified Johnson–Cook model incorporated with electroplasticity for uniaxial tension under a pulsed electric current. Met. Mater. Int. 2018, 24, 42–50. [Google Scholar] [CrossRef]
- Kronenberger, T.J.; Johnson, D.H.; Roth, J.T. Coupled multifield finite element analysis model of upsetting under an applied direct current. J. Manuf. Sci. Eng. 2009, 131, 031003. [Google Scholar] [CrossRef]
- Gallo, F.; Satapathy, S.; Ravi–Chandar, K. Plastic deformation in electrical conductors subjected to short–duration current pulses. Mech. Mater. 2012, 55, 146–162. [Google Scholar] [CrossRef]
- Salandro, W.A.; Bunget, C.J.; Mears, L. A thermal–based approach for determining electroplastic characteristics. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2012, 226, 775–788. [Google Scholar] [CrossRef]
- Jones, J.J. Flow Behavior Modeling and Process Control of Electrically–Assisted Forming (EAF) for Sheet Metals in Uniaxial Tension. Ph.D. Thesis, Clemson University, Clemson, SC, USA, 2012. [Google Scholar]
- Magargee, J.; Morestin, F.; Cao, J. Characterization of residual stress for commercially pure titanium subjected to electrically assisted deformation. J. Eng. Mater. Technol. 2013, 135, 041003. [Google Scholar] [CrossRef]
- Zheng, Q.; Shimizu, T.; Shiratori, T.; Yang, M. Tensile properties and constitutive model of ultrathin pure titanium foils at elevated temperatures in microforming assisted by resistance heating method. Mater. Des. 2014, 63, 389–397. [Google Scholar] [CrossRef]
- Wang, X.; Xu, J.; Shan, D.; Guo, B.; Cao, J. Effects of specimen and grain size on electrically–induced softening behavior in uniaxial micro–tension of AZ31 magnesium alloy: Experiment and modeling. Mater. Des. 2017, 127, 134–143. [Google Scholar] [CrossRef]
- Lee, J.; Kim, S.-J.; Lee, M.-G.; Song, J.H.; Choi, S.; Han, H.N.; Kim, D. Experimental and numerical study on the deformation mechanism in AZ31B mg alloy sheets under pulsed electric–assisted tensile and compressive tests. Metall. Mater. Trans. A 2016, 47, 2783–2794. [Google Scholar] [CrossRef]
- Hariharan, K.; Lee, M.-G.; Kim, M.-J.; Han, H.N.; Kim, D.; Choi, S. Decoupling thermal and electrical effect in an electrically assisted uniaxial tensile test using finite element analysis. Metall. Mater. Trans. A 2015, 46, 3043–3051. [Google Scholar] [CrossRef]
- Wang, X.; Xu, J.; Shan, D.; Guo, B.; Cao, J. Modeling of thermal and mechanical behavior of a magnesium alloy AZ31 during electrically–assisted micro–tension. Int. J. Plast. 2016, 85, 230–257. [Google Scholar] [CrossRef]
- Lahiri, A.; Shanthraj, P.; Roters, F. Understanding the mechanisms of electroplasticity from a crystal plasticity perspective. Model. Simul. Mater. Sci. Eng. 2019, 27, 085006. [Google Scholar] [CrossRef]
- Dimitrov, N.; Liu, Y.; Horstemeyer, M. An electroplastic internal state variable (ISV) model for nonferromagnetic ductile metals. Mech. Adv. Mater. Struc. 2022, 29, 761–772. [Google Scholar] [CrossRef]
- Kim, M.-J.; Lee, M.-G.; Hariharan, K.; Hong, S.-T.; Choi, I.-S.; Kim, D.; Oh, K.H.; Han, H.N. Electric current–assisted deformation behavior of Al–Mg–Si alloy under uniaxial tension. Int. J. Plast. 2017, 94, 148–170. [Google Scholar] [CrossRef]
- Liu, Y.; Wan, M.; Meng, B. Multiscale modeling of coupling mechanisms in electrically assisted deformation of ultrathin sheets: An example on a nickel–based superalloy. Int. J. Mach. Tools Manuf. 2021, 162, 103689. [Google Scholar] [CrossRef]
- Sprecher, A.; Mannan, S.; Conrad, H. Overview no. 49: On the mechanisms for the electroplastic effect in metals. Acta Metall. 1986, 34, 1145–1162. [Google Scholar] [CrossRef]
- Kim, M.-J.; Yoon, S.; Park, S.; Jeong, H.-J.; Park, J.-W.; Kim, K.; Jo, J.; Heo, T.; Hong, S.-T.; Cho, S.H.; et al. Elucidating the origin of electroplasticity in metallic materials. Appl. Mater. Today 2020, 21, 100874. [Google Scholar] [CrossRef]










Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lu, B.; Tang, K.; Wu, M.; Yang, Y.; Yang, G. Mechanism of Electropulsing Treatment Technology for Flow Stress of Metal Material: A Review. Alloys 2024, 3, 96-125. https://doi.org/10.3390/alloys3010006
Lu B, Tang K, Wu M, Yang Y, Yang G. Mechanism of Electropulsing Treatment Technology for Flow Stress of Metal Material: A Review. Alloys. 2024; 3(1):96-125. https://doi.org/10.3390/alloys3010006
Chicago/Turabian StyleLu, Bobo, Kai Tang, Mingxia Wu, Yi Yang, and Gang Yang. 2024. "Mechanism of Electropulsing Treatment Technology for Flow Stress of Metal Material: A Review" Alloys 3, no. 1: 96-125. https://doi.org/10.3390/alloys3010006
APA StyleLu, B., Tang, K., Wu, M., Yang, Y., & Yang, G. (2024). Mechanism of Electropulsing Treatment Technology for Flow Stress of Metal Material: A Review. Alloys, 3(1), 96-125. https://doi.org/10.3390/alloys3010006