
Injection Molded Novel Biocomposites from Polypropylene and Sustainable Biocarbon

 ,
, 
Abstract
:1. Introduction
2. Results and Discussion
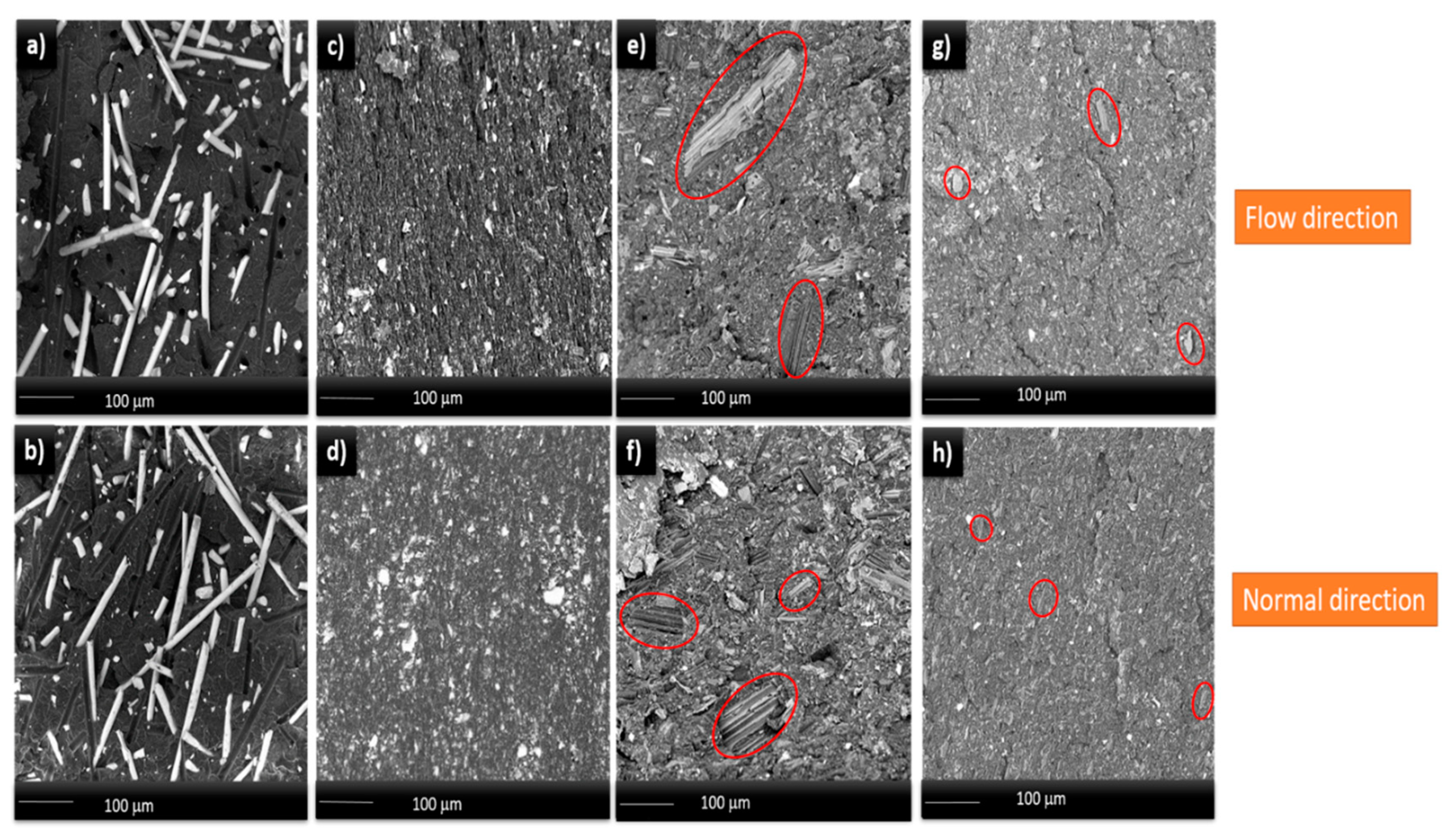
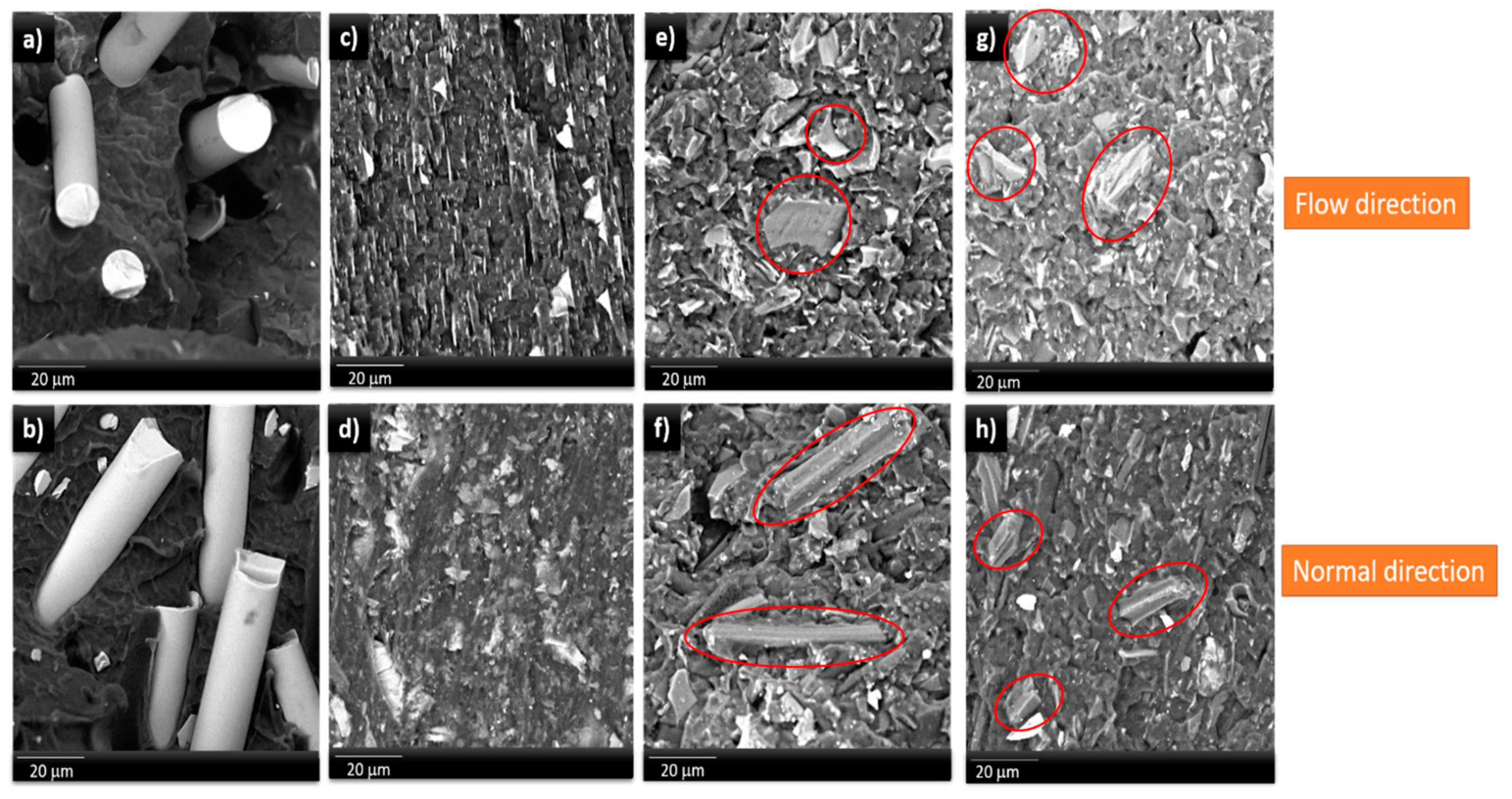
2.1. Morphological Characterization of PP Composites
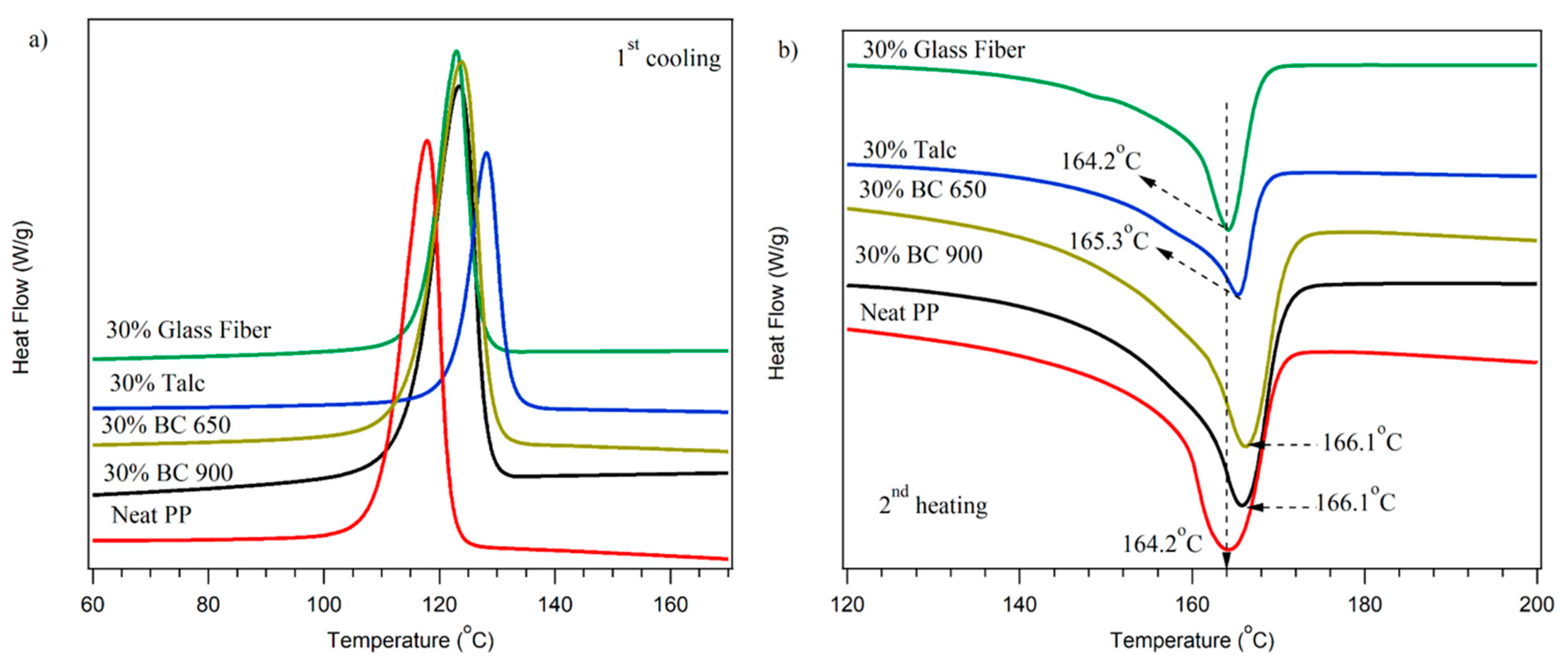
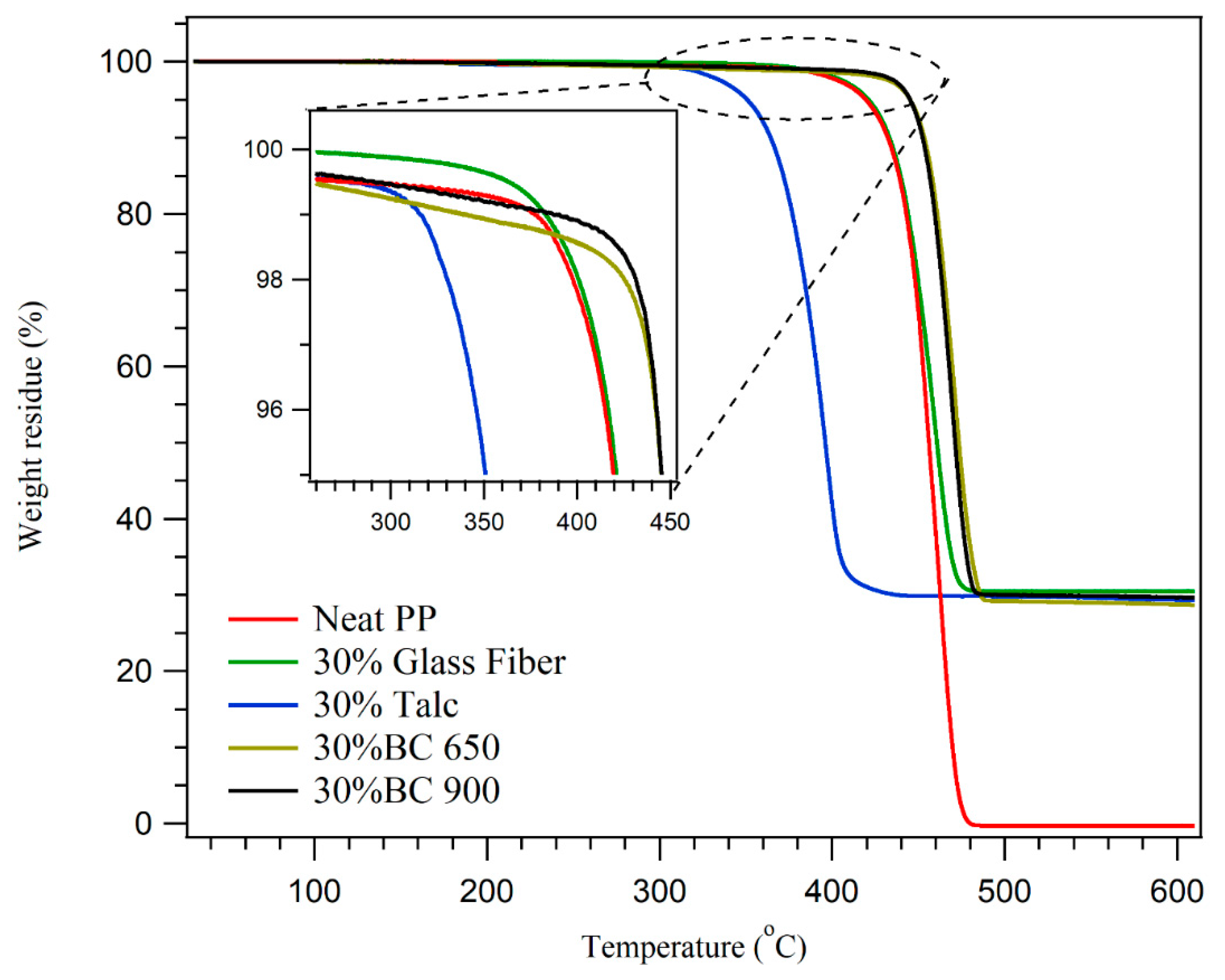
2.2. Thermal Characterization of PP-Composites
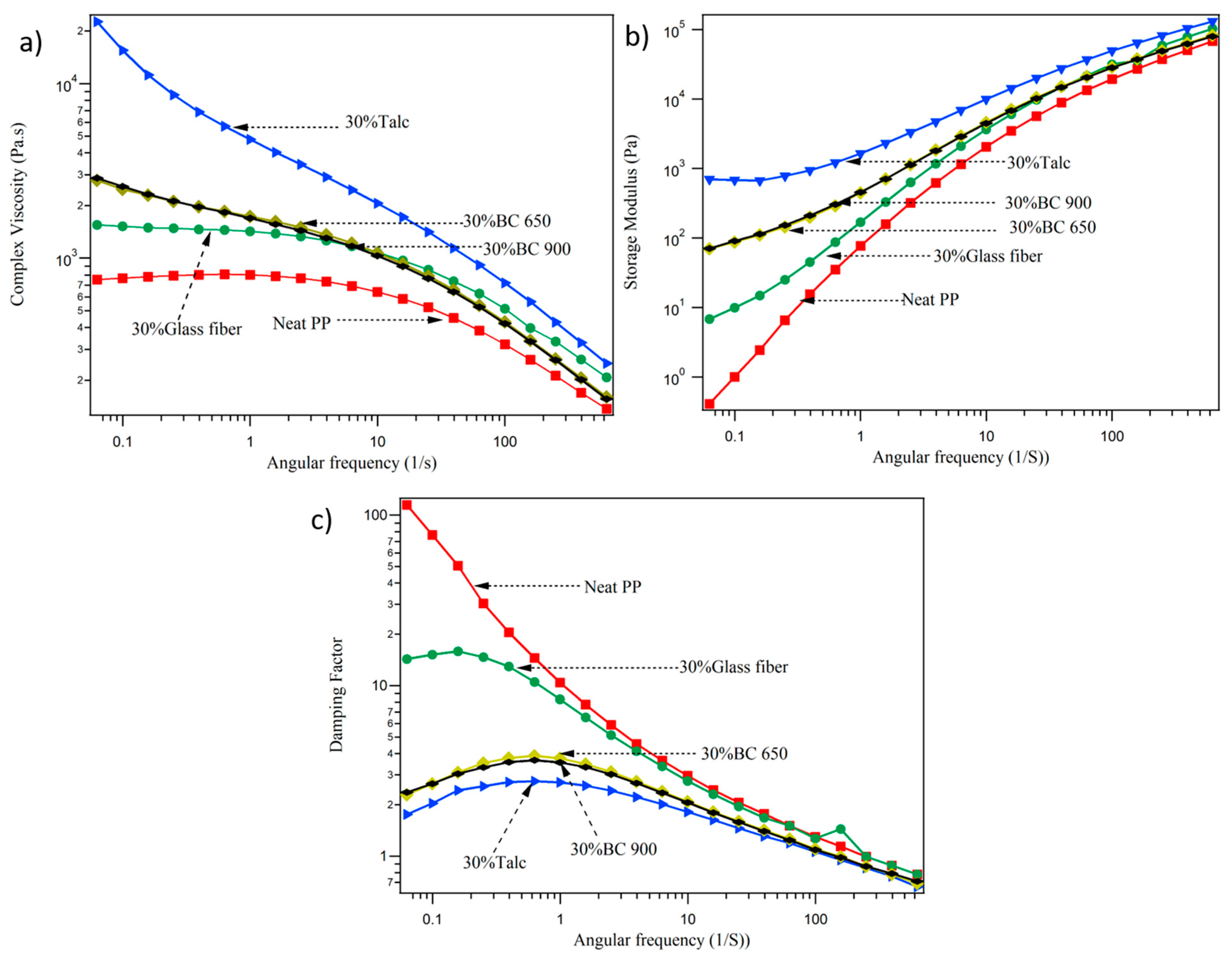
2.3. Rheological Characterization
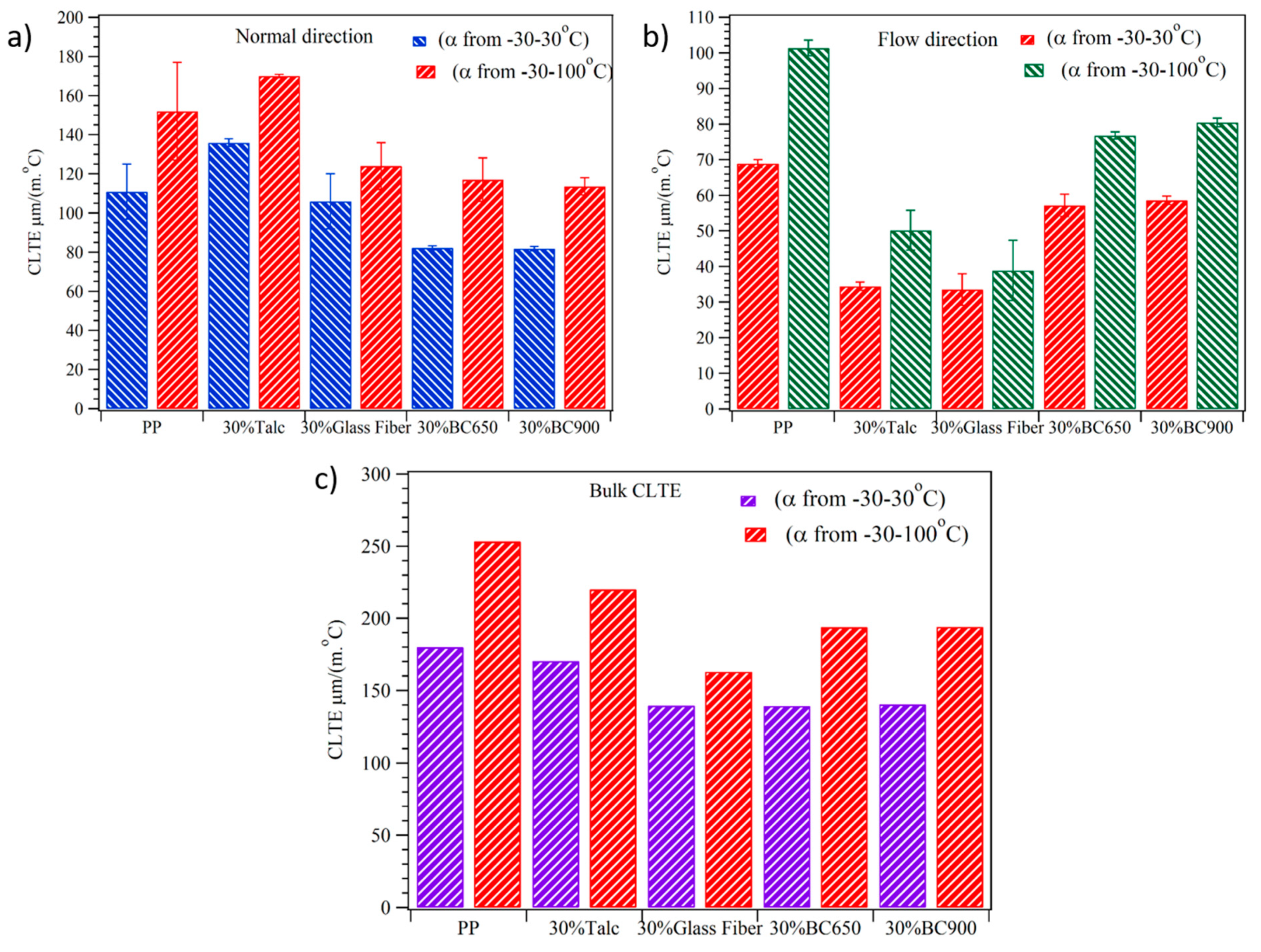
2.4. CLTE of PP Composites
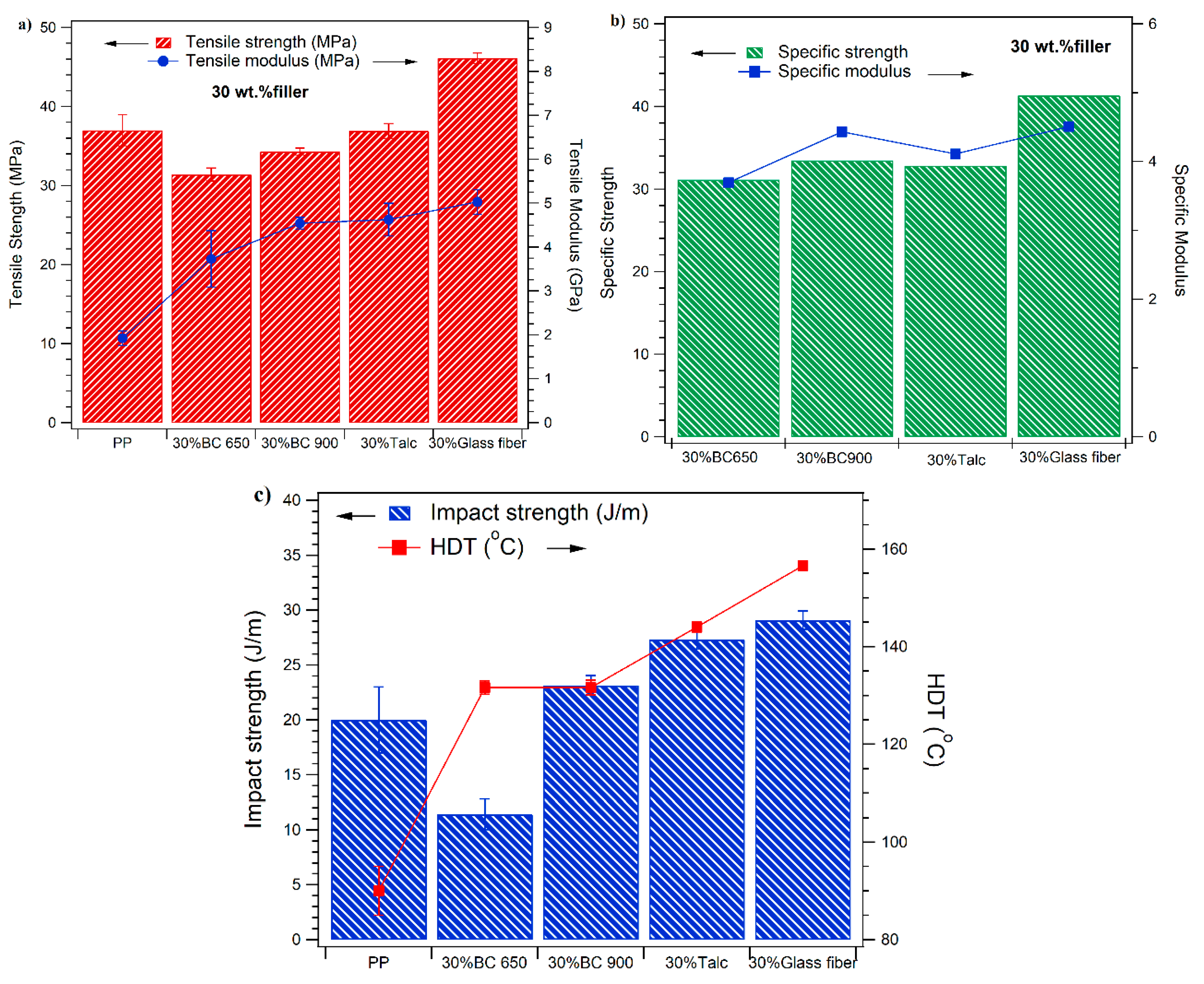
2.5. Mechanical Characterization of PP Composites
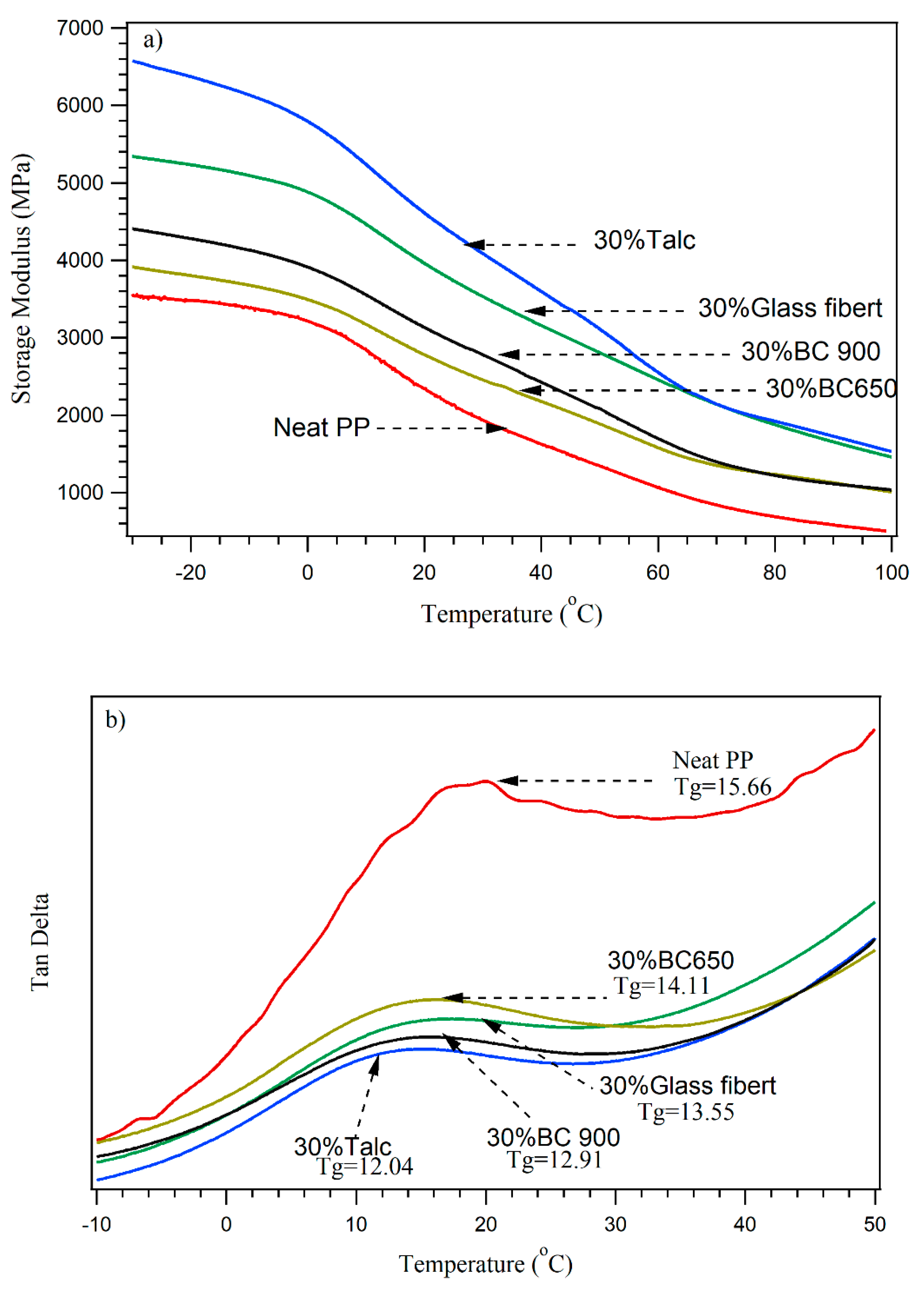
2.6. Dynamic Mechanical Analysis and HDT Measurements
3. Experimental
3.1. Materials
3.2. Preparation of PP-Filler Composites
4. Characterization of PP-Filled Composites
5. Conclusions
Supplementary Materials
Author Contributions
Funding
Conflicts of Interest
References
- Stahel, W.R. The circular economy. Nature 2016, 531, 435–438. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Patil, A.; Patel, A.; Purohit, R. An overview of Polymeric Materials for Automotive Applications. Mater. Today Proc. 2017, 4 Pt A, 3807–3815. [Google Scholar] [CrossRef]
- Joshi, S.V.; Drzal, L.T.; Mohanty, A.K.; Arora, S. Are natural fiber composites environmentally superior to glass fiber reinforced composites? Compos. Part A Appl. Sci. Manuf. 2004, 35, 371–376. [Google Scholar] [CrossRef]
- Arnold, S.; Rodriguez-Uribe, A.; Misra, M.; Mohanty, A.K. Slow pyrolysis of bio-oil and studies on chemical and physical properties of the resulting new bio-carbon. J. Clean. Prod. 2018, 172, 2748–2758. [Google Scholar] [CrossRef]
- Usuki, A.; Koiwai, A.; Kojima, Y.; Kawasumi, M.; Okada, A.; Kurauchi, T.; Kamigaito, O. Interaction of nylon 6-clay surface and mechanical properties of nylon 6-clay hybrid. J. Appl. Polym. Sci. 1995, 55, 119–123. [Google Scholar] [CrossRef]
- Wang, T.; Rodriguez-Uribe, A.; Misra, M.; Mohanty, A.K. Sustainable Carbonaceous Biofiller from Miscanthus: Size Reduction, Characterization, and Potential Bio-composites Applications. BioResources 2018, 13, 3720–3739. [Google Scholar] [CrossRef]
- Das, O.; Kim, N.K.; Sarmah, A.K.; Bhattacharyya, D. Development of waste based biochar/wool hybrid biocomposites: Flammability characteristics and mechanical properties. J. Clean. Prod. 2017, 144, 79–89. [Google Scholar] [CrossRef]
- Das, O.; Sarmah, A.K.; Bhattacharyya, D. Biocomposites from waste derived biochars: Mechanical, thermal, chemical, and morphological properties. Waste Manag. 2016, 49, 560–570. [Google Scholar] [CrossRef]
- Kalaitzidou, K.; Fukushima, H.; Drzal, L.T. Multifunctional polypropylene composites produced by incorporation of exfoliated graphite nanoplatelets. Carbon 2007, 45, 1446–1452. [Google Scholar] [CrossRef]
- Snowdon, M.R.; Mohanty, A.K.; Misra, M. Examination of a Biobased Carbon Nucleating Agent on Poly(lactic acid) Crystallization. J. Renew. Mater. 2017, 5, 94–105. [Google Scholar] [CrossRef]
- Weidenfeller, B.; Höfer, M.; Schilling, F.R. Thermal conductivity, thermal diffusivity, and specific heat capacity of particle filled polypropylene. Compos. Part A Appl. Sci. Manuf. 2004, 35, 423–429. [Google Scholar] [CrossRef]
- Mohanty, A.K.; Misra, M.; Rodriguez-Uribe, A.; Vivekanandhan, S. Hybrid Sustainable Composites and Methods of Making and Using Thereof. U.S. Patent US9809702B2, 2017. [Google Scholar]
- Kim, E.G.; Park, J.K.; Jo, S.H. A study on fiber orientation during the injection molding of fiber-reinforced polymeric composites: (Comparison between image processing results and numerical simulation). J. Mater. Process. Technol. 2001, 111, 225–232. [Google Scholar] [CrossRef]
- Kamal, M.R.; Song, L.; Singh, P. Measurement of fiber and matrix orientations in fiber reinforced composites. Polym. Compos. 1986, 7, 323–329. [Google Scholar] [CrossRef]
- Gómez-Monterde, J.; Sánchez-Soto, M.; Maspoch, M.L. Microcellular PP/GF composites: Morphological, mechanical and fracture characterization. Compos. Part A Appl. Sci. Manuf. 2018, 104, 1–13. [Google Scholar] [CrossRef]
- Tancrez, J.-P.; Pabiot, J.; Rietsch, F. Damage and fracture mechanisms in thermoplastic-matrix composites in relation to processing and structural parameters. Compos. Sci. Technol. 1996, 56, 725–731. [Google Scholar] [CrossRef]
- Ota, W.N.; Amico, S.C.; Satyanarayana, K.G. Studies on the combined effect of injection temperature and fiber content on the properties of polypropylene-glass fiber composites. Compos. Sci. Technol. 2005, 65, 873–881. [Google Scholar] [CrossRef]
- Shelesh-Nezhad, K.; Taghizadeh, A. Shrinkage behavior and mechanical performances of injection molded polypropylene/talc composites. Polym. Eng. Sci. 2007, 47, 2124–2128. [Google Scholar] [CrossRef]
- Branciforti, M.C.; Oliveira, C.A.; de Sousa, J.A. Molecular orientation, crystallinity, and flexural modulus correlations in injection molded polypropylene/talc composites. Polym. Adv. Technol. 2010, 21, 322–330. [Google Scholar] [CrossRef]
- Wang, K.; Guo, M.; Zhao, D.; Zhang, Q.; Du, R.; Fu, Q.; Dong, X.; Han, C.C. Facilitating transcrystallization of polypropylene/glass fiber composites by imposed shear during injection molding. Polymer 2006, 47, 8374–8379. [Google Scholar] [CrossRef]
- Wang, K.; Bahlouli, N.; Addiego, F.; Ahzi, S.; Rémond, Y.; Ruch, D.; Muller, R. Effect of talc content on the degradation of re-extruded polypropylene/talc composites. Polym. Degrad. Stab. 2013, 98, 1275–1286. [Google Scholar] [CrossRef]
- Qiu, F.; Wang, M.; Hao, Y.; Guo, S. The effect of talc orientation and transcrystallization on mechanical properties and thermal stability of the polypropylene/talc composites. Compos. Part A Appl. Sci. Manuf. 2014, 58, 7–15. [Google Scholar] [CrossRef]
- Peterson, S.C.; Jackson, M.A.; Kim, S.; Palmquist, D.E. Increasing biochar surface area: Optimization of ball milling parameters. Powder Technol. 2012, 228, 115–120. [Google Scholar] [CrossRef]
- Behazin, E.; Misra, M.; Mohanty, A.K. Sustainable biocarbon from pyrolyzed perennial grasses and their effects on impact modified polypropylene biocomposites. Compos. Part B Eng. 2017, 118, 116–124. [Google Scholar] [CrossRef]
- Ogunsona, E.O.; Misra, M.; Mohanty, A.K. Impact of interfacial adhesion on the microstructure and property variations of biocarbons reinforced nylon 6 biocomposites. Compos. Part A Appl. Sci. Manuf. 2017, 98, 32–44. [Google Scholar] [CrossRef]
- Das, O.; Bhattacharyya, D.; Hui, D.; Lau, K.-T. Mechanical and flammability characterisations of biochar/polypropylene biocomposites. Compos. Part B Eng. 2016, 106, 120–128. [Google Scholar] [CrossRef]
- Ferrage, E.; Martin, F.; Boudet, A.; Petit, S.; Fourty, G.; Jouffret, F.; Micoud, P.; De Parseval, P.; Salvi, S.; Bourgerette, C.; et al. Talc as nucleating agent of polypropylene: Morphology induced by lamellar particles addition and interface mineral-matrix modelization. J. Mater. Sci. 2002, 37, 1561–1573. [Google Scholar] [CrossRef]
- Codou, A.; Misra, M.; Mohanty, A.K. Sustainable biocarbon reinforced nylon 6/polypropylene compatibilized blends: Effect of particle size and morphology on performance of the biocomposites. Compos. Part A Appl. Sci. Manuf. 2018, 112, 1–10. [Google Scholar] [CrossRef]
- Essabir, H.; Elkhaoulani, A.; Benmoussa, K.; Bouhfid, R.; Arrakhiz, F.Z.; Qaiss, A. Dynamic mechanical thermal behavior analysis of doum fibers reinforced polypropylene composites. Mater. Des. 2013, 51, 780–788. [Google Scholar] [CrossRef]
- Lisunova, M.O.; Mamunya, Y.P.; Lebovka, N.I.; Melezhyk, A.V. Percolation behaviour of ultrahigh molecular weight polyethylene/multi-walled carbon nanotubes composites. Eur. Polym. J. 2007, 43, 949–958. [Google Scholar] [CrossRef]
- Lee, H.-S.; Fasulo, P.D.; Rodgers, W.R.; Paul, D.R. TPO based nanocomposites. Part 2. Thermal expansion behavior. Polymer 2006, 47, 3528–3539. [Google Scholar] [CrossRef]
- Yang, L.; Thomason, J.L.; Zhu, W. The influence of thermo-oxidative degradation on the measured interface strength of glass fibre-polypropylene. Compos. Part A Appl. Sci. Manuf. 2011, 42, 1293–1300. [Google Scholar] [CrossRef]
- Kim, D.H.; Fasulo, P.D.; Rodgers, W.R.; Paul, D.R. Structure and properties of polypropylene-based nanocomposites: Effect of PP-g-MA to organoclay ratio. Polymer 2007, 48, 5308–5323. [Google Scholar] [CrossRef]
- Holliday, L.; Robinson, J. Review: The thermal expansion of composites based on polymers. J. Mater. Sci. 1973, 8, 301–311. [Google Scholar] [CrossRef]
- Yoon, P.J.; Fornes, T.D.; Paul, D.R. Thermal expansion behavior of nylon 6 nanocomposites. Polymer 2002, 43, 6727–6741. [Google Scholar] [CrossRef]
- Whaling, A.; Bhardwaj, R.; Mohanty, A.K. Novel Talc-Filled Biodegradable Bacterial Polyester Composites. Ind. Eng. Chem. Res. 2006, 45, 7497–7503. [Google Scholar] [CrossRef]
- Idumah, C.I.; Hassan, A. Characterization and preparation of conductive exfoliated graphene nanoplatelets kenaf fibre hybrid polypropylene composites. Synth. Met. 2016, 212, 91–104. [Google Scholar] [CrossRef]
- Grestenberger, G.; Potter, G.D.; Grein, C. Polypropylene/ethylene-propylene rubber (PP/EPR) blends for the automotive industry: Basic correlations between EPR-design and shrinkage. Express Polym. Lett. 2014, 8, 282–292. [Google Scholar] [CrossRef]
- Zhou, Y.; Rangari, V.; Mahfuz, H.; Jeelani, S.; Mallick, P.K. Experimental study on thermal and mechanical behavior of polypropylene, talc/polypropylene and polypropylene/clay nanocomposites. Mater. Sci. Eng. A 2005, 402, 109–117. [Google Scholar] [CrossRef]
- Guoqiang, L.; Jack, E.H.; Su-Seng, P.; Kurt, S. Analytical modeling of tensile strength of particulate-filled composites. Polym. Compos. 2001, 22, 593–603. [Google Scholar]
- Andrzejewski, J.; Misra, M.; Mohanty, A.K. Polycarbonate biocomposites reinforced with a hybrid filler system of recycled carbon fiber and biocarbon: Preparation and thermomechanical characterization. J. Appl. Polym. Sci. 2018, 135, 46449. [Google Scholar] [CrossRef]
- Behazin, E.; Misra, M.; Mohanty, A.K. Sustainable Biocomposites from Pyrolyzed Grass and Toughened Polypropylene: Structure–Property Relationships. ACS Omega 2017, 2, 2191–2199. [Google Scholar] [CrossRef] [PubMed]
- Ogunsona, E.O.; Misra, M.; Mohanty, A.K. Influence of epoxidized natural rubber on the phase structure and toughening behavior of biocarbon reinforced nylon 6 biocomposites. RSC Adv. 2017, 7, 8727–8739. [Google Scholar] [CrossRef] [Green Version]
- Ogunsona, E.O.; Codou, A.; Misra, M.; Mohanty, A.K. Thermally Stable Pyrolytic Biocarbon as an Effective and Sustainable Reinforcing Filler for Polyamide Bio-composites Fabrication. J. Polym. Environ. 2018, 26, 3574–3589. [Google Scholar] [CrossRef]
- Yichuan, C.; Xinyu, W.; Min, N.; Qi, W. Preparation of polypropylene/glass fiber composite with high performance through interfacial crystallization. J. Vinyl Addit. Technol. 2017, 23, 284–289. [Google Scholar]
- Xiaofei, Y.; Hua, S.; Lichao, Y.; Hiroyuki, H. Polypropylene–glass fiber/basalt fiber hybrid composites fabricated by direct fiber feeding injection molding process. J. Appl. Polym. Sci. 2017, 134, 45472. [Google Scholar]
- Rahmanian, S.; Thean, K.S.; Suraya, A.R.; Shazed, M.A.; Mohd Salleh, M.A.; Yusoff, H.M. Carbon and glass hierarchical fibers: Influence of carbon nanotubes on tensile, flexural and impact properties of short fiber reinforced composites. Mater. Des. 2013, 43, 10–16. [Google Scholar] [CrossRef]
- Ashori, A.; Menbari, S.; Bahrami, R. Mechanical and thermo-mechanical properties of short carbon fiber reinforced polypropylene composites using exfoliated graphene nanoplatelets coating. J. Ind. Eng. Chem. 2016, 38, 37–42. [Google Scholar] [CrossRef]
- Sudár, A.; Renner, K.; Móczó, J.; Lummerstorfer, T.; Burgstaller, C.; Jerabek, M.; Gahleitner, M.; Doshev, P.; Pukánszky, B. Fracture resistance of hybrid PP/elastomer/wood composites. Compos. Struct. 2016, 141, 146–154. [Google Scholar] [CrossRef] [Green Version]
- McKeen, L.W. 7—Polyolefins and Acrylics. In Effect of Temperature and other Factors on Plastics and Elastomers, 2nd ed.; William Andrew Publishing: Norwich, NY, USA, 2008; pp. 379–417. [Google Scholar]
- Ogunsona, E.O.; Manjusri, M.; Mohanty, A.K. Sustainable biocomposites from biobased polyamide 6,10 and biocarbon from pyrolyzed miscanthus fibers. J. Appl. Polym. Sci. 2017, 134. [Google Scholar] [CrossRef]
- Behazin, E.; Ogunsona, E.; Rodriguez-Uribe, A.; Mohanty, A.K.; Misra, M.; Anyia, A.O. Mechanical, Chemical, and Physical Properties of Wood and Perennial Grass Biochars for Possible Composite Application. Bioresources 2016, 11, 1334–1348. [Google Scholar] [CrossRef]
- Velasco, J.I.; Morhain, C.; Martı́nez, A.B.; Rodrı́guez-Pérez, M.A.; de Saja, J.A. The effect of filler type, morphology and coating on the anisotropy and microstructure heterogeneity of injection-moulded discs of polypropylene filled with aluminium and magnesium hydroxides. Part 2. Thermal and dynamic mechanical properties. Polymer 2002, 43, 6813–6819. [Google Scholar] [CrossRef]
Sample Availability: “Not available”. |










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample Name | Particle Size Population (%) | Aspect Ratio | |||||
|---|---|---|---|---|---|---|---|
| < 2 µm | 2–3 µm | 3–5 µm | 5–10 µm | ≥ 10 µm | Particle Size Average (µm) | ||
| BC650 | 5.19 | 24.07 | 46.0 | 22.0 | 2.59 | 4.26 | ~0.50 |
| BC900 | 13.05 | 27.45 | 40.0 | 18.13 | 1.35 | 3.81 | ~0.52 |
| Code | T2 (°C) | R600 (%) | Tc (°C) | Tm (°C) | ΔHm (J/g) | Xc (%) |
|---|---|---|---|---|---|---|
| Neat PP | 398 ± 0.34 | 0.0 ± 00 | 117.4 ± 0.9 | 164.2 ± 0.1 | 94 ± 6 | 45 ± 3 |
| 30% Glass Fiber | 400 ± 1.4 | 29.72 ± 1.0 | 122.2 ± 1 | 164.6 ± 0.6 | 69 ± 3 | 48 ± 2 |
| 30% Talc | 340 ± 7.9 | 29.28 ± 0.2 | 127.8 ± 0.6 | 165.5 ± 0.3 | 73 ± 5 | 50 ± 4 |
| 30% BC650 | 425 ± 0.18 | 28.62 ± 0.12 | 123.8 ± 0.2 | 165.5 ± 0.9 | 72 ± 0.7 | 50 ± 0.5 |
| 30% BC900 | 431 ± 0.3 | 29.3 ± 0.47 | 123.5 ± 0.1 | 165.5 ± 0.5 | 72 ± 2 | 50 ± 0.5 |
| Code | PP | Filler |
|---|---|---|
| PP | 100 | / |
| 30%BC650 | 70 | 30% biocarbon pyrolyzed at 650 °C then ball milled 1h at 200 rpm |
| 30%BC900 | 70 | 30% biocarbon pyrolyzed at 900 °C then ball milled 1h at 200 rpm |
| 30%Talc | 70 | 30 wt.% Talc |
| 30%Glass fiber | 70 | 30 wt.% Glass fibers |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Abdelwahab, M.A.; Rodriguez-Uribe, A.; Misra, M.; K. Mohanty, A. Injection Molded Novel Biocomposites from Polypropylene and Sustainable Biocarbon. Molecules 2019, 24, 4026. https://doi.org/10.3390/molecules24224026
Abdelwahab MA, Rodriguez-Uribe A, Misra M, K. Mohanty A. Injection Molded Novel Biocomposites from Polypropylene and Sustainable Biocarbon. Molecules. 2019; 24(22):4026. https://doi.org/10.3390/molecules24224026
Chicago/Turabian StyleAbdelwahab, Mohamed A., Arturo Rodriguez-Uribe, Manjusri Misra, and Amar K. Mohanty. 2019. "Injection Molded Novel Biocomposites from Polypropylene and Sustainable Biocarbon" Molecules 24, no. 22: 4026. https://doi.org/10.3390/molecules24224026
APA StyleAbdelwahab, M. A., Rodriguez-Uribe, A., Misra, M., & K. Mohanty, A. (2019). Injection Molded Novel Biocomposites from Polypropylene and Sustainable Biocarbon. Molecules, 24(22), 4026. https://doi.org/10.3390/molecules24224026