
Effect of Spray Dryer Scale Size on the Properties of Dried Beetroot Juice


Abstract
:1. Introduction
2. Results and Discussion
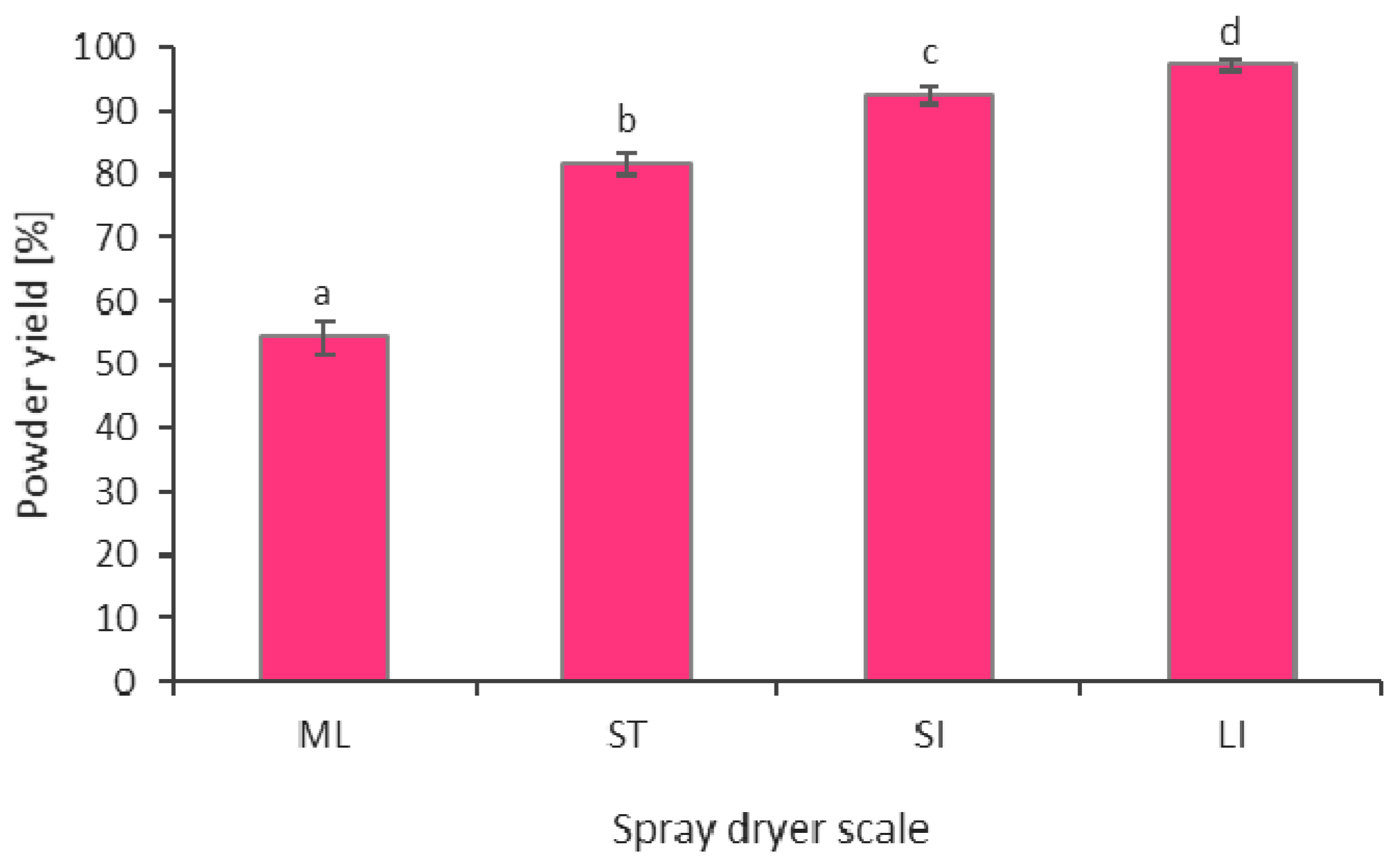
2.1. Powder Yield
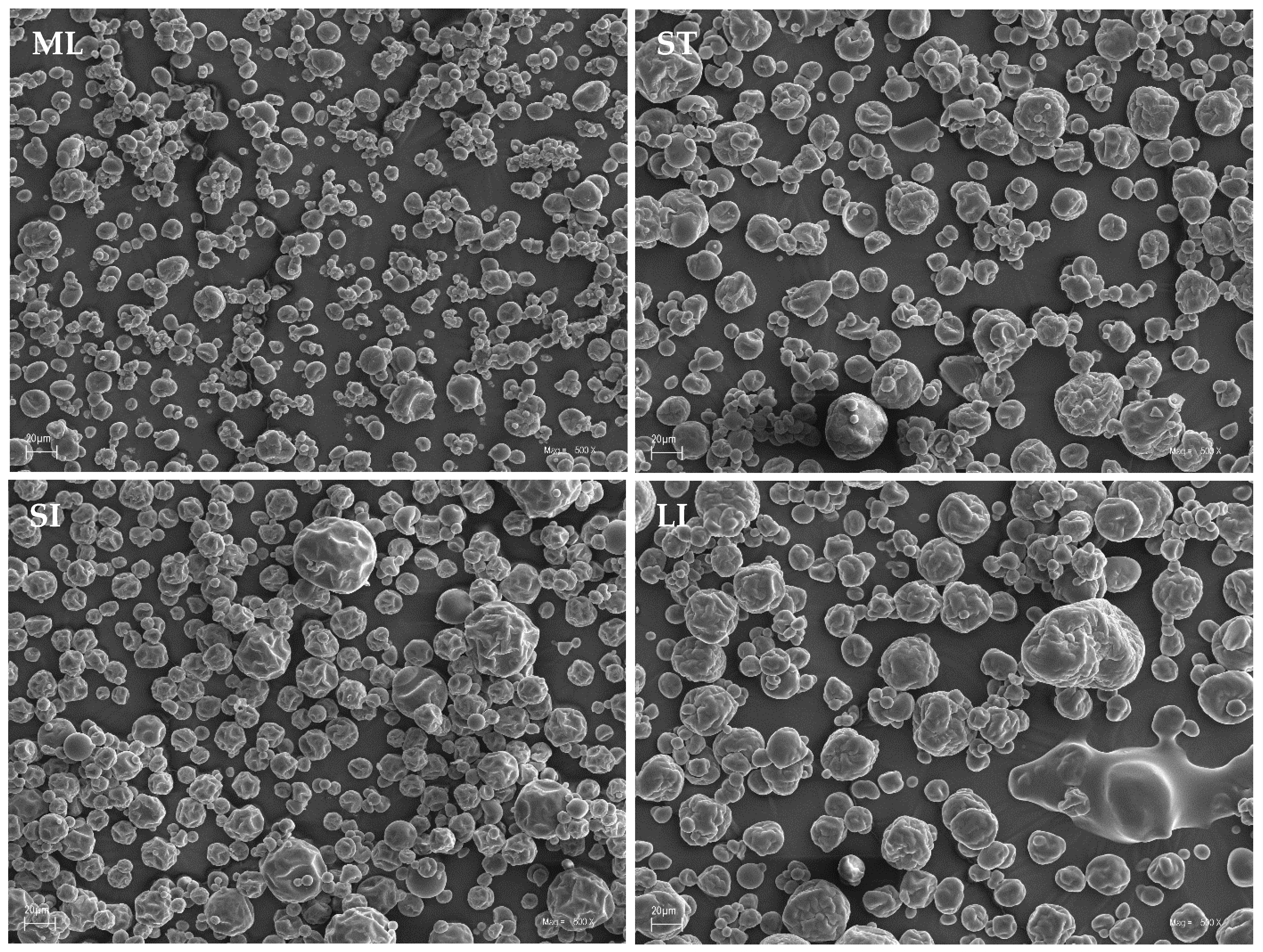
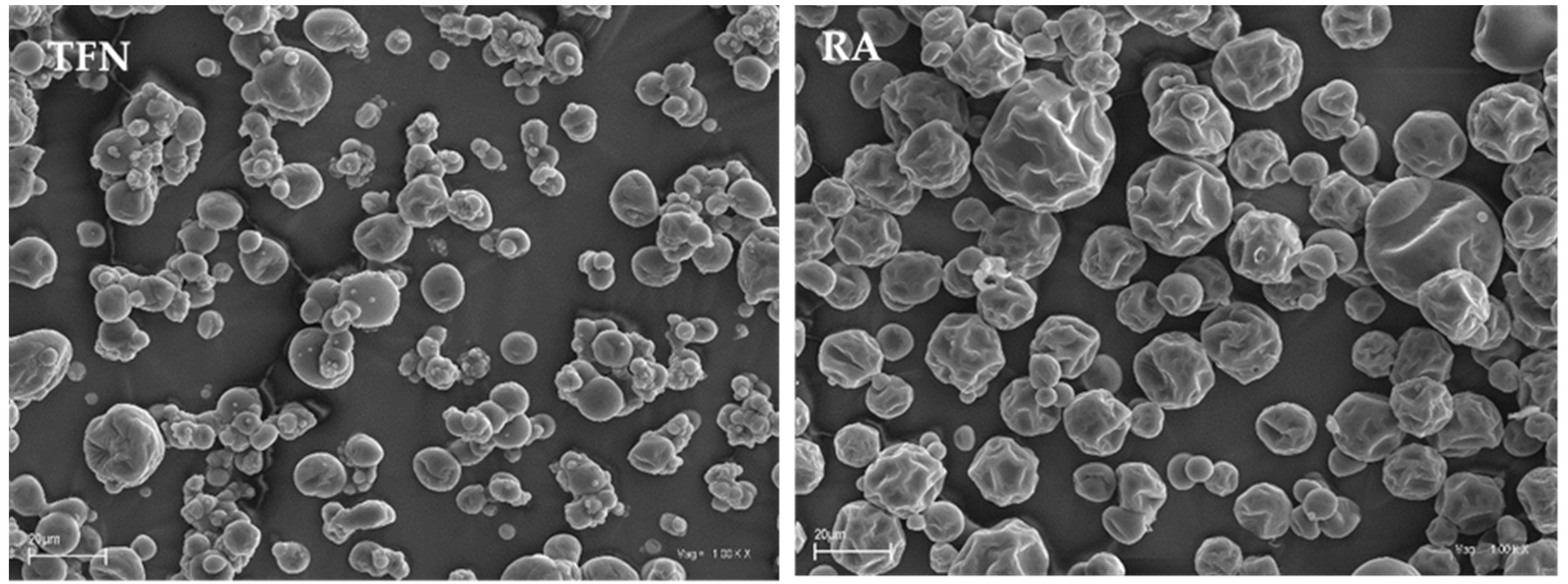
2.2. Microstructure of Particles
2.3. Particle Size Distribution
2.4. Moisture Content and Water Activity
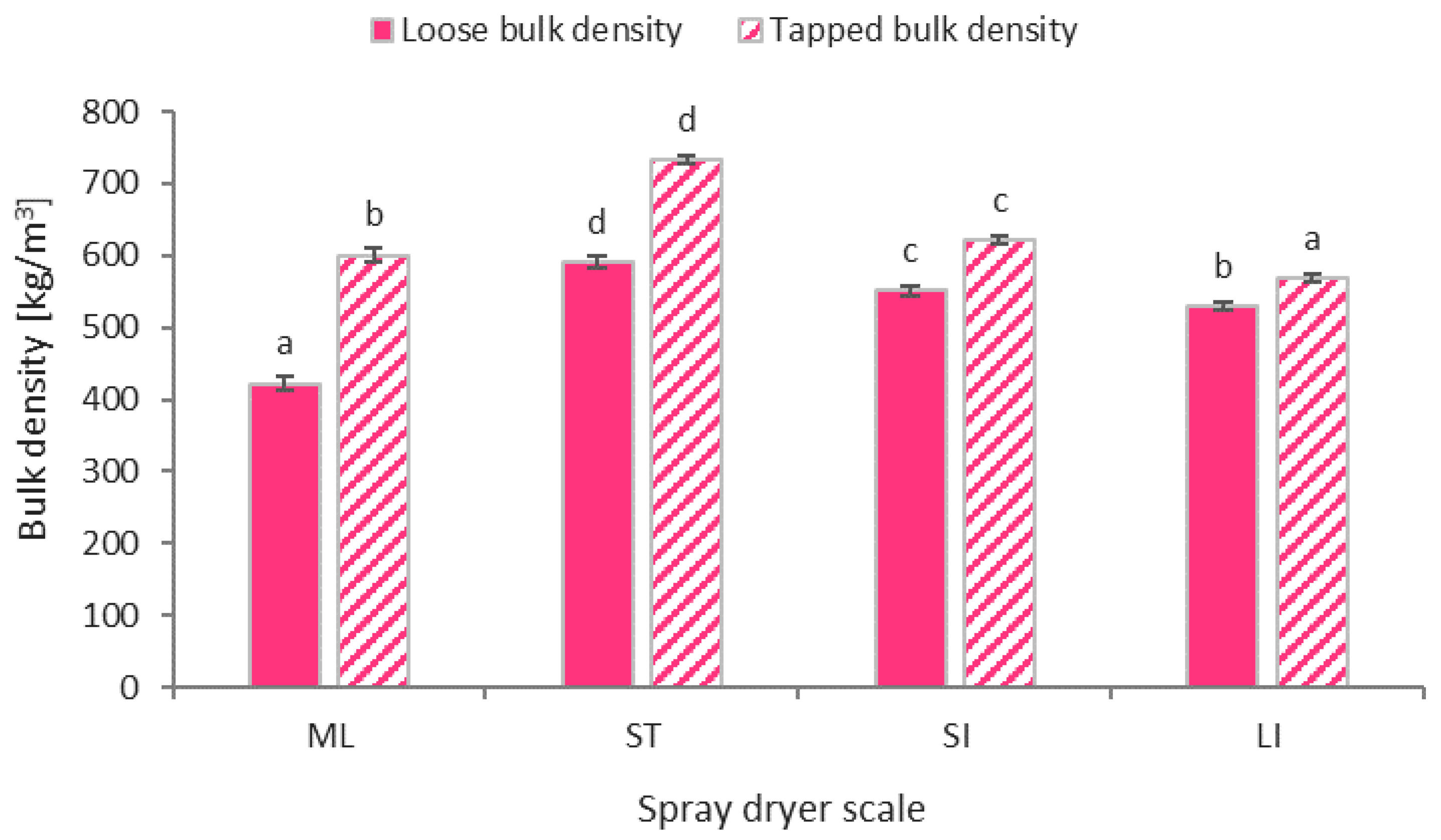
2.5. Bulk Density, Angle of Repose and Flowability
2.6. Color
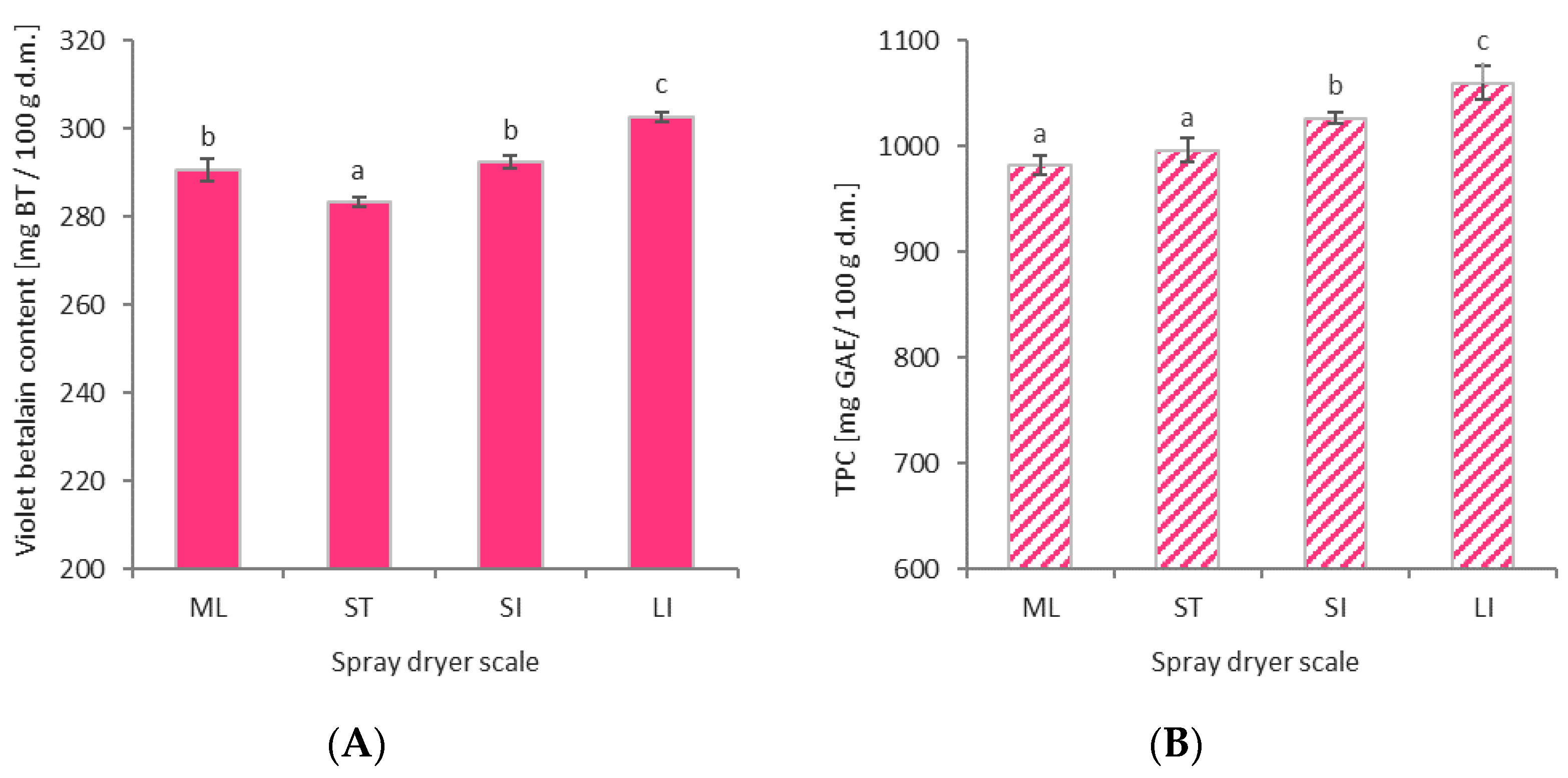
2.7. Violet Betalain Content
2.8. Total Polyphenol Content (TPC)
3. Materials and Methods
3.1. Materials
3.2. Spray Drying
3.3. Powder Yield
3.4. Microstructure of Particles
3.5. Particle Size Distribution
3.6. Moisture Content and Water Activity
3.7. Bulk Density, Angle of Repose and Flowability
3.8. Color
3.9. Violet Betalain Content
3.10. Total Polyphenol Content (TPC)
3.11. Statistical Analysis
4. Conclusions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Sample Availability
References
- Gharsalloui, A.; Roudaut, G.; Chambin, O.; Voilley, A.; Saurel, R. Applications of spray drying in microencapsulation of food ingredients: An overview. Int. Food Res. J. 2007, 40, 1107–1121. [Google Scholar] [CrossRef]
- Fang, Z.; Bhandari, B. Encapsulation of polyphenols—A review. Trends Food Sci. Technol. 2010, 21, 510–523. [Google Scholar] [CrossRef]
- Shishir, M.R.I.; Chen, W. Trends of spray drying: A critical review on drying of fruit and vegetable juices. Trends Food Sci. Technol. 2017, 65, 49–67. [Google Scholar] [CrossRef]
- Jiang, H.; Zhang, M.; Adhikari, B. Fruit and vegetable powders. In Handbook of Food Powders: Processes and Properties; Woodhead Publishing: Cambridge, UK, 2013; pp. 532–552. [Google Scholar]
- Santhalakshmy, S.; Bosco, S.J.D.; Francis, S.; Sabeena, M. Effect of inlet temperature on physicochemical properties of spray-dried jamun fruit juice powder. Powder Technol. 2015, 274, 37–43. [Google Scholar] [CrossRef]
- Bhandari, B.; Datta, N.; Crooks, R.; Howes, T.; Rigby, S. A semi-empirical approach to optimise the quantity of drying aids required to spray dry sugar-rich foods. Dry. Technol. 1997, 15, 2509–2525. [Google Scholar] [CrossRef]
- Chegini, G.R.; Ghobadian, B. Spray dryer parameters for fruit juice drying. World J. Agric. Res. 2007, 3, 230–236. [Google Scholar]
- Muzaffar, K.; Nayik, G.A.; Kumar, P. Production of fruit juice powders by spray drying technology. Int. J. Adv. Res. Sci. Eng. 2018, 7, 59–67. [Google Scholar]
- Koç, B.; Kaymak-Ertekin, F. The effect of spray drying processing conditions on physical properties of spray dried malto-dextrin. In Proceedings of the 9th Baltic Conference on Food Science and Technology “Food for Consumer Well-Being” FOODBALT 2014, Jelgava, Latvia, 8–9 May 2014; Faculty of Food Technology, Latvia University of Agriculture: Jelgava, Latvia, 2014; pp. 243–247. [Google Scholar]
- Gawałek, J.; Domian, E. Tapioca dextrin as an alternative carrier in the spray drying of fruit juices-A case study of chokeberry powder. Foods 2020, 9, 1125. [Google Scholar] [CrossRef]
- Gawałek, J.; Domian, E.; Ryniecki, A.; Bakier, S. Effects of the spray drying conditions of chokeberry (Aronia melanocarpa L.) juice concentrate on the physicochemical properties of powders. Int. J. Food Sci. 2017, 52, 1933–1941. [Google Scholar] [CrossRef]
- Bhandari, B.; Senoussi, A.; Dumoulin, E.; Lebert, A. Spray drying of concentrated fruit juices. Dry. Technol. 1993, 11, 1081–1092. [Google Scholar] [CrossRef]
- Murugesan, R.; Orsat, V. Spray drying for the production of nutraceutical ingredients—A Review. Food Bioprocess Technol. 2011, 5, 3–14. [Google Scholar] [CrossRef]
- Moreno, T.; De Paz, E.; Navarro, I.; Rodriguez-Rojo, S.; Matias, A.A.; Duarte, C.M.M.; Sanz-Buenhombre, M.; Cocero, M. Spray drying formulation of polyphenols-rich grape marc extract: Evaluation of operating conditions and different natural carriers. Food Bioprocess Technol. 2016, 9, 2046–2058. [Google Scholar] [CrossRef]
- Gil, M.; Vicente, J.; Gaspar, F. Scale-up methodology for pharmaceutical spray drying. Chem. Today 2010, 10, 18–22. [Google Scholar]
- Poozesh, S.; Bilgili, E. Scale-up of pharmaceutical spray drying using scale-up rules: A review. Int. J. Pharm. 2019, 562, 271–292. [Google Scholar] [CrossRef]
- Masters, K. Scale-up of spray dryers. Dry. Technol. 1994, 12, 235–257. [Google Scholar] [CrossRef]
- Schick, R.J.; Brown, K. Spray Dryer Scale-Up: From Laboratory to Production. Spray Analysis and Research Services; Printed in the USA; Spraying Systems Co.: Wheaton, IL, USA, 2005. [Google Scholar]
- Thybo, P.; Hovgaard, L.; Lindeløv, J.S.; Brask, A.; Andersen, S.K. Scaling up the spray drying process from pilot to production scale using an atomized droplet size criterion. Pharm. Res. 2008, 25, 1610–1620. [Google Scholar] [CrossRef]
- DuBose, D.; Settell, D.; Baumann, J. Efficient scale-up strategy for spray-dried dispersions. Drug Dev. Deliv. 2013, 13, 54–62. [Google Scholar]
- Zbicinski, I. Modeling and scaling up of industrial spray dryers: A review. J. Chem. Eng. Jpn. 2017, 50, 757–767. [Google Scholar] [CrossRef] [Green Version]
- Poornima, K.; Sinthiya, R. Encapsulation of beetroot extract using spray drying. Int. J. Res. Appl. Sci. Eng. Technol. 2017, 5, 346–352. [Google Scholar] [CrossRef]
- Bazaria, B.; Kumar, P. Optimization of spray drying parameters for beetroot juice powder using response surface methodology (RSM). J. Saudi Soc. Agric. Sci. 2018, 17, 408–415. [Google Scholar] [CrossRef] [Green Version]
- Teenu, M.; Kuriakose, L.; Felix, E. Optimization of spray drying parameters for beetroot juice powder on higroscopicity and powder yield using Response Surface Methodology (RSM)-Central composite design. Best IJHAMS 2017, 5, 151–156. [Google Scholar]
- Jedlińska, A.; Barańska, A.; Witrowa-Rajchert, D.; Ostrowska-Ligęza, E.; Samborska, K. Dehumidified Air-Assisted Spray-Drying of cloudy beetroot juice at low temperature. Appl. Sci. 2021, 11, 6578. [Google Scholar] [CrossRef]
- Singh, B.; Hathan, B.S. Process optimization of spray drying of beetroot juice. J. Food Sci. Technol. 2017, 54, 2241–2250. [Google Scholar] [CrossRef]
- Janiszewska, E. Microencapsulated beetroot juice as a potential source of betalain. Powder Technol. 2014, 264, 190–196. [Google Scholar] [CrossRef]
- Barbosa-Cánovas, G.; Ortega-Rivas, E.; Juliano, P.; Yan, H. Food Powders: Physical Properties, Processing, and Functionality; Kluwer Academic Publishers: New York, NY, USA; Plenum Publishers: New York, NY, USA, 2005. [Google Scholar]
- Janiszewska, E.; Włodarczyk, J. Influence of spray drying conditions on beetroot pigments retention after microencapsulation process. Acta Agrophys. 2013, 20, 343–356. [Google Scholar]
- Chegini, G.R.; Ghobadian, B. Effect of Spray-Drying conditions on physical properties of orange juice powder. Dry. Technol. 2005, 23, 657–668. [Google Scholar] [CrossRef]
- Do Carmo, E.L. Stability of spray-dried beetroot extract using oligosaccharides and whey proteins. Food Chem. 2018, 249, 51–59. [Google Scholar] [CrossRef]
- Kapoor, N.; Mohite, A.M.; Sharma, N.; Sharma, D. Comparative analysis of freeze dried and spray dried beet-root powder according to physico-chemical, functional and color properties. Bull. Transilv. Univ. Bras. II For. Wood Ind. Agric. Food Eng. 2021, 14, 1–202. [Google Scholar] [CrossRef]
- Gawałek, J.; Bartczak, P. Effect of beetroot juice spray drying conditions on selected properties of produced powder. Food Sci. Technol. Qual. 2014, 2, 164–174. [Google Scholar]
- Thomson, F.M. Storage and flow of particulate solids. In Handbook of Powder Science and Technology; Fayed, M.E., Otten, L., Eds.; Chapman & Hall: New York, NY, USA, 1997; pp. 389–486. [Google Scholar]
- Carr, R.L. Evaluating Flow Properties of Solids. Chem. Eng. J. 1965, 72, 69. [Google Scholar]
- Sarabandi, K.; Peighambardoust, S.H.; Sadeghi Mahoonak, A.R.; Samaei, S.P. Effect of different carriers on microstructure and physical characteristics of spray dried apple juice concentrate. J. Food Sci. Technol. 2018, 55, 3098–3109. [Google Scholar] [CrossRef] [PubMed]
- Dadi, D.W.; Emire, S.A.; Hagos, A.D.; Eun, J.B. Effects of spray drying process parameters on the physical properties and digestibility of the microencapsulated product from Moringa stenopetala leaves extract. Cogent Food Agric. 2019, 5, 1690316. [Google Scholar] [CrossRef]
- Ochoa-Martinez, L.A.; Garza-Juarez, S.E.; Rocha-Guzman, N.E.; Morales-Castro, J.; Gonzalez-Herrera, S.M. Functional properties, color and betalain content in Beetroot-Orange juice powder obtained by spray drying. Res. Rev. J. Food Dairy Technol. 2015, 3, 30–36. [Google Scholar]
- Herbach, K.M.; Stinzing, F.C.; Carle, R. Impact of thermal treatment on color and pigment pattern of red beet (Beta vulgaris L.) preparations. J. Food Sci. 2004, 69, C491–C498. [Google Scholar] [CrossRef]
- Koubaier, H.B.H.; Snoussi, A.; Essaidi, I.; Chaabouni, M.M.; Thonart, P.; Bouzouita, N. Betalain and phenolic compositions, antioxidant activity of tunisian red beet (Beta vulgaris L. conditiva) roots and stems extracts. Int. J. Food Prop. 2014, 17, 1934–1945. [Google Scholar] [CrossRef] [Green Version]
- Deseva, I.; Stoyanova, M.; Petkova, N.; Mihaylova, D. Red beetroot juice phytochemicals bioaccessibility: An in vitro approach. Pol. J. Food Nutr. Sci. 2020, 70, 45–53. [Google Scholar] [CrossRef]
- Płatosz, N.; Sawicki, T.; Wiczkowski, W. Profile of phenolic acids and flavonoids of red beet and its fermentation products. Does Long-Term consumption of fermented beetroot juice affect phenolics profile in human blood plasma and urine? Pol. J. Food Nutr. Sci. 2020, 70, 55–65. [Google Scholar] [CrossRef]
- Kujala, T.S.; Vienola, M.S.; Klika, K.D. Betalain and phenolic compositions of four beetroot (Beta vulgaris) cultivars. Eur. Food Res. Technol. 2002, 214, 505–510. [Google Scholar] [CrossRef]
- Fang, Z.; Bhandari, B. Effect of spray drying and storage on the stability of bayberry polyphenols. Food Chem. 2011, 129, 1139–1147. [Google Scholar] [CrossRef]
- Darniadi, S.; Ifie, I.; Ho, P. Evaluation of total monomeric anthocyanin, total phenolic content and individual anthocyanins of foam-mat freeze-dried and spray-dried blueberry powder. J. Food Meas. Charact. 2019, 13, 1599–1606. [Google Scholar] [CrossRef]
- Jovanović, A.A.; Lević, S.M.; Pavlović, V.B.; Marković, S.B.; Pjanović, R.V.; Dorđević, V.B.; Nedović, V.; Bugarski, B.M. Freeze vs. Spray drying for dry wild thyme (Thymus serpyllum L.) extract formulations: The impact of gelatin as a coating material. Molecules 2021, 26, 3933. [Google Scholar] [CrossRef] [PubMed]
- Zhang, J.; Zhang, C.; Chen, X.; Quek, S.Y. Effect of spray drying on phenolic compounds of cranberry juice and their stability during storage. J. Food Eng. 2020, 269, 109744. [Google Scholar] [CrossRef]
- Saikia, S.; Mahnot, N.K.; Mahanta, C.L. Effect of spray drying of four fruit juices on physicochemical, phytochemical and antioxidant properties. J. Food Process. Preserv. 2015, 39, 1656–1664. [Google Scholar] [CrossRef]
- Robert, P.; Torres, V.; García, P.; Vergara, C.; Sáenz, C. The encapsulation of purple cactus pear (Opuntia ficus-indica) pulp by using polysaccharide-proteins as encapsulating agents. LWT-Food Sci. Technol. 2015, 60, 1039–1045. [Google Scholar] [CrossRef]
- Huang, A.; Elbe, J. Kinetics of the degradation and regeneration of betanine. J. Food Sci. 2006, 50, 1115–1120. [Google Scholar] [CrossRef]
- Miyagawa, Y.; Fujita, H.; Adachi, S. Kinetic analysis of thermal degradation of betanin at various pH values using deconvolution method. Food Chem. 2021, 361, 130165. [Google Scholar] [CrossRef]
- Nicoli, M.C.; Anese, M.; Parpinel, M. Influence of processing on the antioxidant properties of fruit and vegetables. Trends Food Sci. Technol. 1999, 10, 94–100. [Google Scholar] [CrossRef]
- Kidoń, M.; Czapski, J. The effect of thermal processing on betalain pigments contents and antiradical activity of red beet. Food Sci. Technol. Qual. 2007, 1, 124–131. [Google Scholar]
- ASTM D6393-14. Standard Test. Method for Bulk Solids Characterization by Carr Indices; ASTM International: West Conshohocken, PA, USA, 2014. [Google Scholar] [CrossRef]
- De Jong, J.A.; Hoffmann, A.C.; Finkers, H.J. Properly determine powder flowability to maximie plant output. Chem. Eng. Progr. 1999, 95, 25–34. [Google Scholar]
- Nillson, T. Studies into the pigments in beetroot (Beta vulgaris L. ssp. vulgaris var. rubra L.). Lantbrukshoegsk. Ann. 1970, 36, 179–218. [Google Scholar]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Spray Dryer Scale | D10 (μm) | D50 (μm) | D90 (μm) | D[4,3] (μm) | Span |
|---|---|---|---|---|---|
| ML | 0.58 ± 0.02 a | 8.8 ± 0.4 a | 27.3 ± 0.7 a | 11.8 ± 0.4 a | 3.03 ± 0.05 c |
| ST | 0.91 ± 0.07 ab | 32.4 ± 1.1 b | 75.0 ± 1.9 b | 36.1 ± 1.3 b | 2.19 ± 0.02 b |
| SI | 1.10 ± 0.03 b | 37.6 ± 0.6 c | 75.4 ± 0.5 bc | 40.1 ± 0.3 bc | 1.98 ± 0.03 a |
| LI | 1.05 ± 0.19 b | 40.9 ± 1.3 d | 80.0 ± 1.5 c | 43.2 ± 1.7 c | 1.93 ± 0.03 a |
| Spray Dryer Scale | Hausner Ratio | Angle of Repose | ||
|---|---|---|---|---|
| (-) | Flowability * | (°) | Flowability * | |
| ML | 1.42 ± 0.01 d | poor | 42.2 ± 2.8 d | passable |
| ST | 1.24 ± 0.01 c | fair | 31.3 ± 1.9 c | good |
| SI | 1.13 ± 0.00 b | good | 22.6 ± 1.2 b | excellent |
| LI | 1.07 ± 0.00 a | excellent | 15.1 ± 0.9 a | excellent |
| Spray Dryer Scale | L* | a* | b* | ΔE |
|---|---|---|---|---|
| ML | 34.3 ± 0.3 a | 66.8 ± 0.4 a | 36.2 ± 0.3 d | 5.0 ± 0.3 d |
| ST | 35.6 ± 0.4 b | 67.9 ± 0.4 b | 35.8 ± 0.2 c | 3.6 ± 0.2 c |
| SI | 35.5 ± 0.3 b | 68.4 ± 0.2 b | 34.1 ± 0.2 b | 2.2 ± 0.1 b |
| LI | 36.4 ± 0.3 b | 69.7 ± 0.4 c | 33.4 ± 0.3 a | 0.6 ± 0.2 a |
| Data/Parameters | Spray Dryers | |||
|---|---|---|---|---|
| Designations | ML | ST | SI | LI |
| Scale | mini-laboratory spray dryer | semi-technical spray dryer | small industrial spray dryer | large industrial spray dryer |
| Drying chamber volume, m3 | 0.013 | 1.4 | 57 | 179 |
| Water evaporation capacity, kg H2O/h | 1 | 15 | 100 | 700 |
| Liquid spray system | two-fluid nozzle | rotary atomizer | rotary atomizer | rotary atomizer |
| Spray nozzle/rotary disc diameter, mm | 0.7 | 120 | 160 | 210 |
| Batch size, kg | 0.4 | 5 | 800 | 5000 |
| Ratio of the drying air flow to the dryer volume, m3/m3·h | 2692 | 335 | 87 | 81 |
| Producer | Büchi Labortechnik AG, Flawil, Switzerland | Niro Atomizer, Søbork, Denmark | Combined—no name | Niro Atomizer, Søbork, Denmark |
| Type | B-290 | FU 11 DA | - | C |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gawałek, J. Effect of Spray Dryer Scale Size on the Properties of Dried Beetroot Juice. Molecules 2021, 26, 6700. https://doi.org/10.3390/molecules26216700
Gawałek J. Effect of Spray Dryer Scale Size on the Properties of Dried Beetroot Juice. Molecules. 2021; 26(21):6700. https://doi.org/10.3390/molecules26216700
Chicago/Turabian StyleGawałek, Jolanta. 2021. "Effect of Spray Dryer Scale Size on the Properties of Dried Beetroot Juice" Molecules 26, no. 21: 6700. https://doi.org/10.3390/molecules26216700
APA StyleGawałek, J. (2021). Effect of Spray Dryer Scale Size on the Properties of Dried Beetroot Juice. Molecules, 26(21), 6700. https://doi.org/10.3390/molecules26216700