1. Introduction
Chemical sensing and spectroscopic detection of chemical species can be made through various means. In this work, a direct sensing technique was performed by measuring the photoacoustic (PA) response of a microelectromechanical system (MEMS) cantilever when a gaseous sample was excited with a terahertz (THz) radiation source. The “energy deposited in the sample is measured directly [
1] through the PA effect and is proportional to the radiation source power. The photoacoustic effect was first published by Alexander Graham Bell in 1880 when he found that modulated sunlight incident on a thin disk generated sound waves [
2]; and since its discovery, the PA effect has been used to study solid, liquid, and gaseous states of matter. Many different sensing techniques have been employed, over the last several decades, for photoacoustic chemical sensing of trace gases and molecular analysis including: tuning forks [
3,
4,
5,
6], membrane microphones [
7,
8], bridges [
9] and cantilevers [
10,
11,
12,
13,
14,
15,
16,
17,
18].
Photoacoustic detection of radiation is an experimental technique widely used for molecular spectral detection in solids and gasses [
1,
11]. In this research, vibrating MEMS cantilevers were designed, modeled and fabricated, using silicon on insulator (SOI) wafers, for sensing the PA response due to sub-millimeter/terahertz radiation. The photoacoustic effect results when energy from an electromagnetic wave is absorbed by molecules and then transferred through collisions and other non-radiative pathways into translational energy [
10]. When the THz radiation source is properly modulated and sufficient energy is absorbed by the gaseous species, an acoustic wave is generated that can be detected by a pressure sensitive micro-device such as a vibrating cantilever beam [
15]. This research extends our previous efforts by improving the MEMS cantilever sensor fabrication to improve sensitivity through enhanced damping at very low chamber pressures [
19]. Specifically, system sensitivity is improved by reducing internal beam stresses, minimizing out of plane beam curvature, optimizing beam damping and by filleting the cantilever’s anchor and free end to improve fabrication yield.
The resulting minimum sensitivity of the cantilever sensor is expressed as
where,
αpeak is the measured absorption coefficient and SNR is the measured signal to noise ratio.
Since PA systems, however, can vary widely it is important to use standardized sensitivity values when comparing results. The normalized noise equivalent absorption (NNEA) coefficient is defined as
where,
P0 is the radiation power and T is the signal averaging time.
The gap distance that defines the cantilever’s edge is critical in minimizing gas leakage around the beam and also proper beam damping during actuation. The membrane gap distance controls system damping of the system. Too much gap results in excessive gas leakage around the beam and the cantilever behaves like an undamped structure that no longer functions optimally for sensing the PA effect in low vacuum environments. This gap distance is highly dependent on the minimum feature size of the photolithography during fabrication. Additionally, the quality of the release etch to define the cantilever’s gap distant, plays an important role in device operation. Sievila
et al. used a tetramethylammonium hydroxide (TMAH) anisotropic wet etch release process, resulting in large gaps at the cantilever’s free end corners due to undercutting at the convex corners [
20,
21]. The rounded off beam corners, due to isotropic wet etching, was a source of gas leakage and loss of PA system sensitivity. Sievila
et al.’s cantilever sensor exhibited an asymmetric gap around the beam that increased at the corners from approximately 3 μm along the beam’s edge to approximately 20 μm at the corner [
17].
In addition, MEMS SOI cantilevers are generally not perfectly flat due to internal residual stresses resulting from elevated temperatures encountered during SOI wafer processing and manufacturing. This residual stress manifests in slightly curled cantilevers after release. The negative effect of beam curvature is exacerbated by the extremely large length to thickness ratios necessary for THz PA sensing. By measuring the beam’s radius of curvature, the internal stress gradient (Δ
σ) is evaluated using Stoney’s equation:
where,
R is the beam’s radius of curvature,
E is Young’s Modulus,
ν is Poisson’s ratio and d is beam thickness. Although Stoney’s equation is not typically used to evaluate stress gradients in individual MEMS devices, it is appropriate here because the devices in this study have millimeter length scales. For example, using
R = 1.11 m, the radius of curvature of a fabricated cantilever,
E = 169 GPa, the Young’s Modulus for silicon,
ν = 0.064, the Poisson ratio corresponding to the crystal orientation of the SOI material and
d = 10 μm, the thickness of the beam, the cantilevers resulted in internal stress gradients of approximately Δσ = 2.702 N/m [
22].
Since a cantilever’s spring constant is directly related to beam width and also the cubic of the thickness to length ratio, maximum tip deflection and therefore high sensitivity are achieved by increasing beam length (L), decreasing width (w) or decreasing thickness (h). Reducing the thickness to length ratio has the greatest impact, due to the cubic relationship. Unfortunately, millimeter length cantilevers with sub-10 μm thicknesses are very fragile and extremely difficult to fabricate using standard microelectronics and MEMS processes. Based on this, 10 μm-thick beams were used in this study.
2. Results
In this section, we describe initial beam selection criteria based on finite element methods (FEM) modeling and simulation results. Next beam design (i.e., filleted corners) and fabrication (i.e., dopant redistribution) improvements are presented. Finally, THz PA results, using the improved cantilever sensor, are presented.
2.1. Beam Modeling
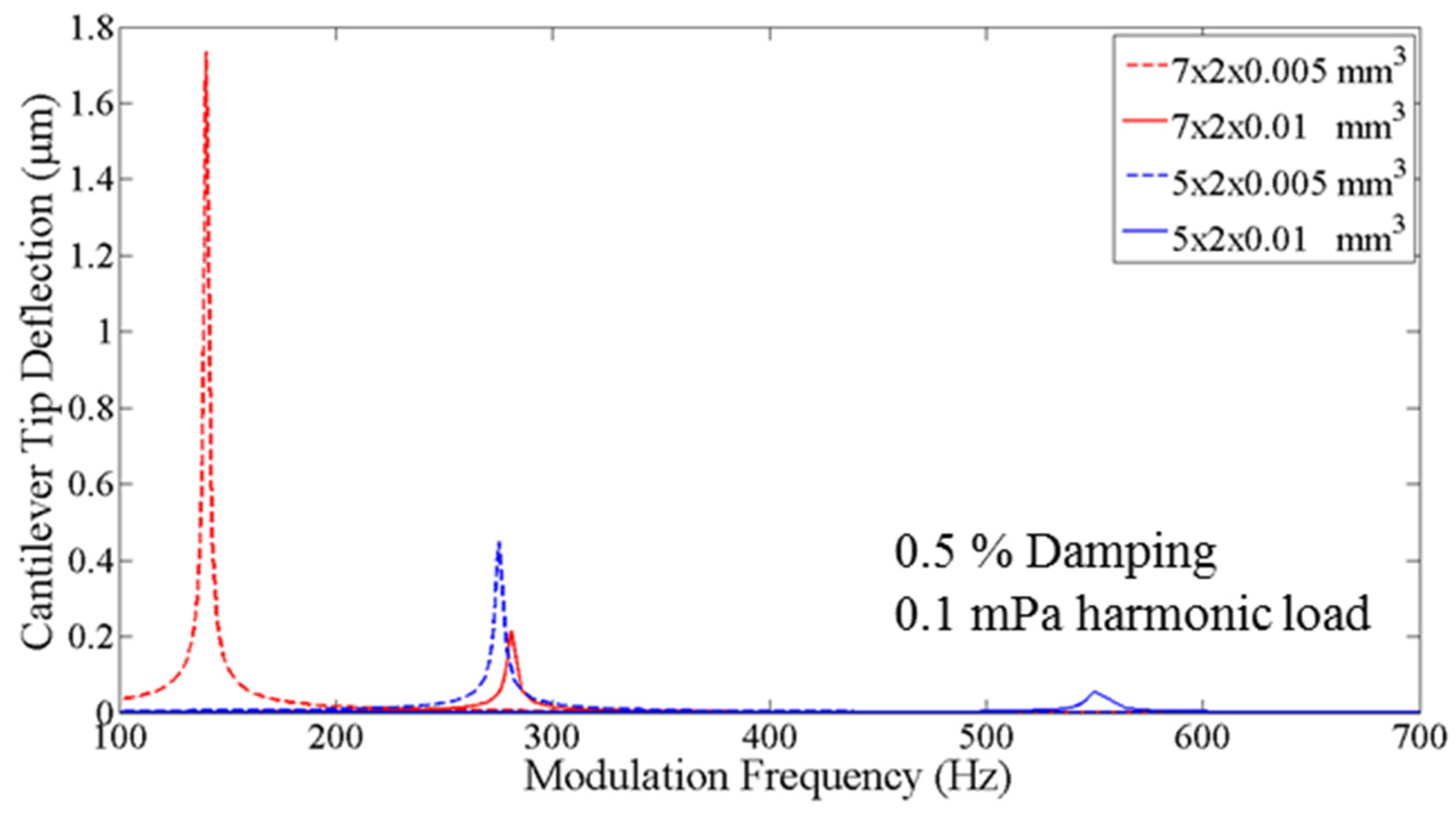
Ideally, a long, thin cantilever would result in the highest PA sensitivity due to its lowered spring constant and high tip deflection.
Figure 1 shows FEM beam deflection results when cantilever length and thickness were varied and an external 0.1 mPA harmonic load ranging from 100–600 Hz with 0.5% damping was applied. Note that this frequency range only exited the first order vibrating modes.
While longer cantilevers resulted in higher beam deflection and sensitivity, increasing the beam length also decreased the delta in modulation frequency between the first and second modal harmonics of the cantilever.
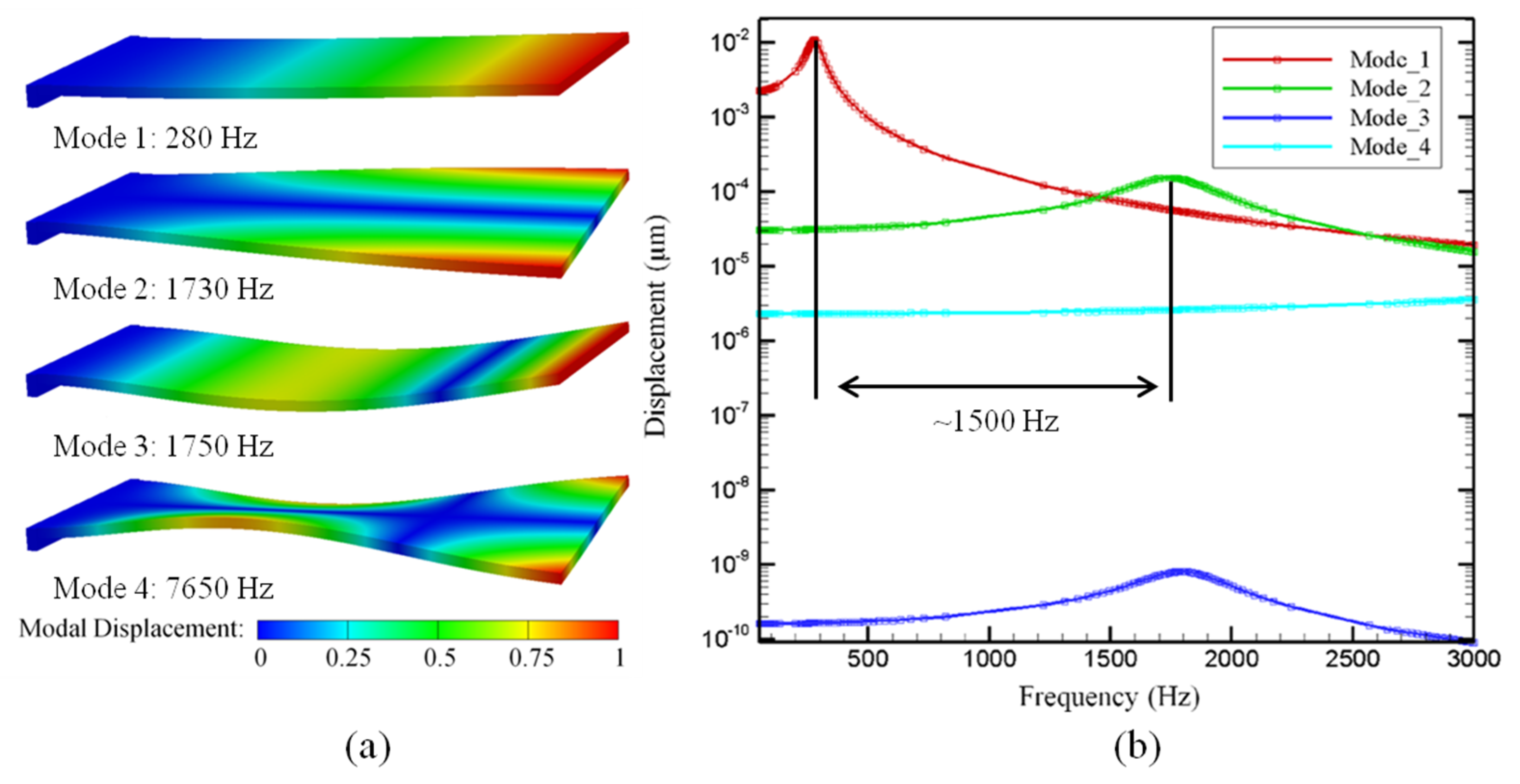
Figure 2 shows the simulated structure and the resulting first four modal harmonics of a 7 × 2 × 0.01 mm
3 cantilever.
As the length of a cantilever increases, the delta in frequency between the first two mechanical modes decreases, until it becomes difficult to vibrate the cantilever at resonance without immediately exciting higher order vibrational modes. Based on this, we focused our efforts on improving the device fabrication of a 7 × 2 × 0.01 mm3 cantilever beam sensor where the predicted difference between the first two higher modes was ~1500 Hz.
Figure 1 also shows that cantilevers with this geometry (7 × 2 × 0.01 mm
3) had similar resonant tip deflections as the 5 × 2 × 0.005 mm
3 geometry beams. The thinner, lower spring constant, beams, however, were flimsy and resulted in very low yield during fabrication. Consequently, this research effort focused on the thicker beams and enhancing overall system sensitivity by reducing internal beam stress, minimizing out of plane beam curvature, optimizing beam damping and by filleting the cantilever’s anchor and free end to minimize cracking and improve fabrication yield.
2.2. Dopant Redistribution
In the original fabrication process [
19], the beam shape was defined by a front side deep reactive ion etch (DRIE), and the backside area, under the beam, was defined using DRIE all the way through the handle wafer up to the buried oxide layer resulting in a large open volume under the beam. The oxide was subsequently etched away using HF vapor to release the device. The resulting beams, however, contained some residual stress that caused slight out of plain curl after release. This residual stress (Δσ) in the cantilever, can be estimated using Equation (3).
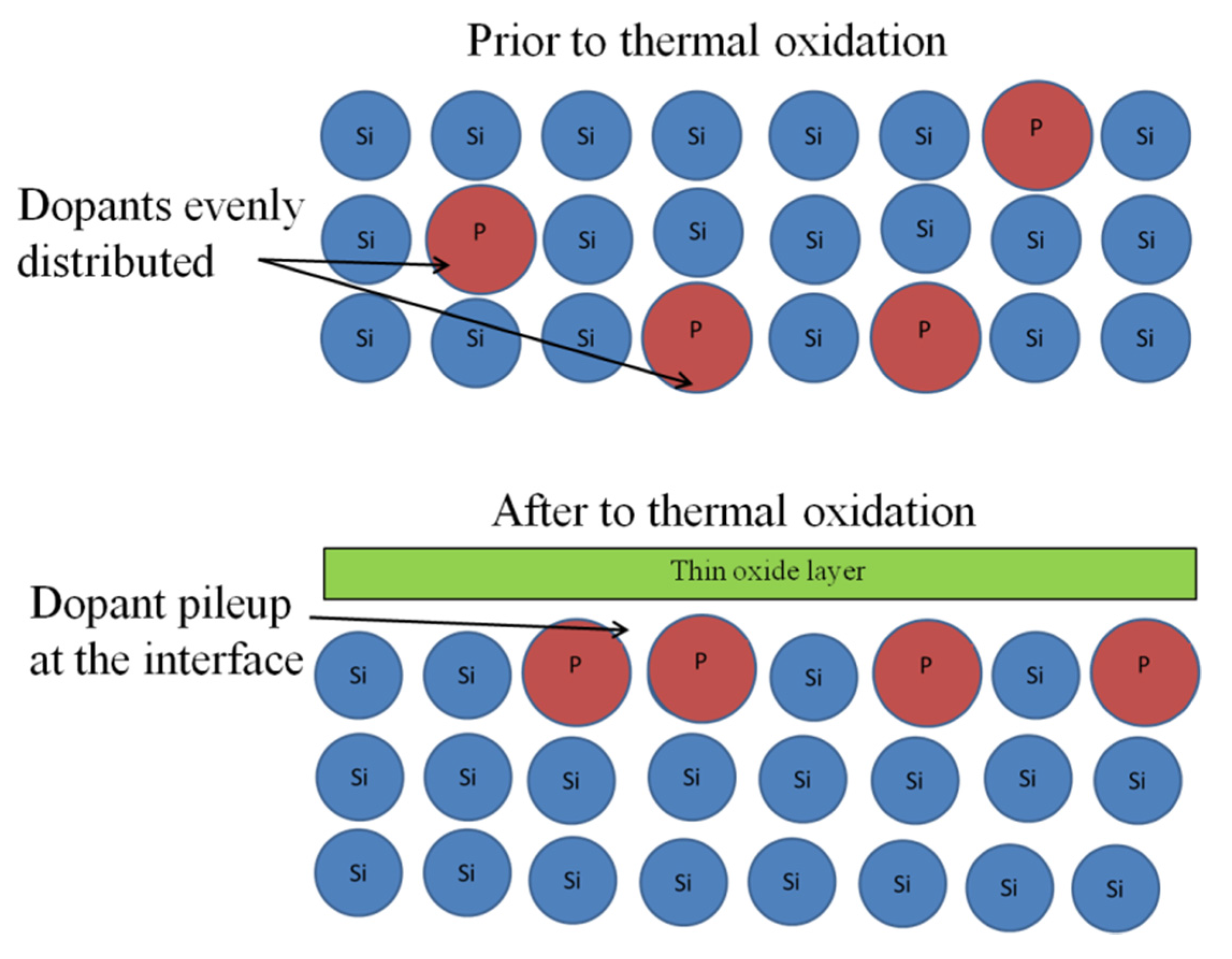
In the improved fabrication process, a layer of thermal oxide was grown on the SOI wafers prior to starting device fabrication. This caused the phosphorous dopant atoms, in the n-type Si mechanical layer, to redistribute and pileup on Si side of the Si/SiO
2 interface due to its relatively high segregation coefficient [
23]. Additionally, the larger phosphorous atoms that gathered along the Si interface tended to reduce SOI mechanical layer stress due to improved bond alignment and atomic spacing.
Figure 3 illustrates these concepts.
In addition to redistributing phosphorous dopant atoms during the thermal oxidation, Si from the SOI mechanical layer was consumed at a rate of 44% during the SiO
2 growth [
23]. This consumption of Si altered the device layer thickness somewhat but since the thermals oxides were very thin, compared to the SOI mechanical layer, this effect was negligible. The thermal oxides were grown using H
2O vapor in an oxidation furnace at 1000 °C for 1, 2 and 3 h. The resulting oxide thicknesses, measured using a Zygo™ (Middlefield, CT, USA) white light interferometer, exhibited linear thickness as a function of time as shown in
Figure 4.
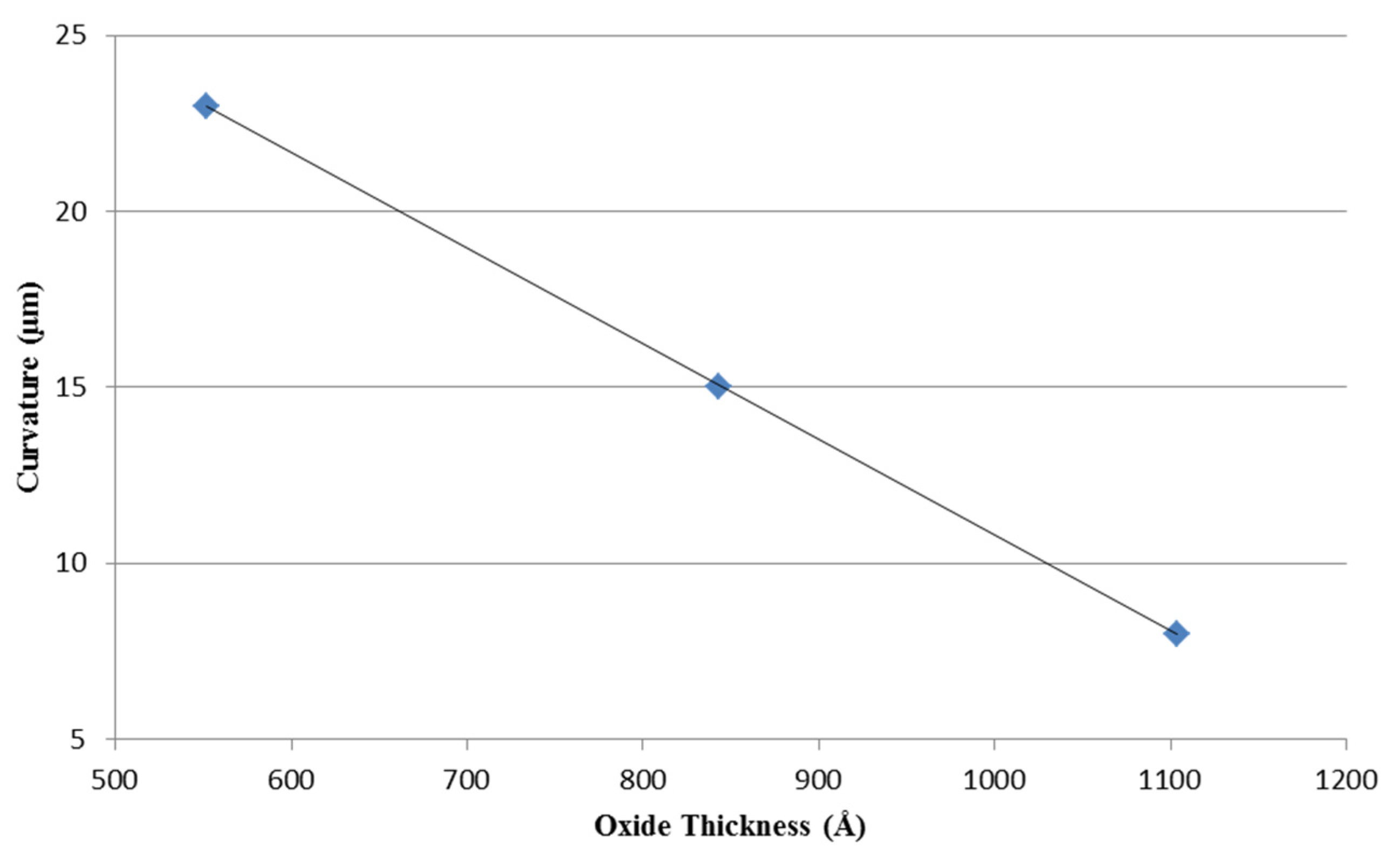
After fabrication, individual cantilever radius of curvature was measured and the resulting radii of curvature were then plotted
versus oxide thickness in
Figure 5.
From
Figure 5, the thicker thermal oxides resulted in reduced out of plane beam curvature (
i.e., flatter beams) after release due to lowered residual stress. Using Equation (3) and measured beam curvature, the results show that pre-oxide beams exhibit higher internal stress (Δ
σ) than post-oxide beams. For example, the pre-oxide and post-oxide beams, in this work, resulted in Δ
σ = 2.70 N/m and Δ
σ = 1.10 N/m, respectively where the lower Δ
σ directly correlated to lower beam curvature post release.
These results are due to the phosphorous dopant atoms being redistributed during the wet thermal oxide growth. The resulting flatter beams have a much reduced vertical gap distance along the beam’s length and at the beam’s end. This improved beam geometry and increased measured sensitivity combine to validate the reduced gas leakage during vibration assumption. In addition, because the system spring constant effectively increases, with less gas leakage, the sensor shows higher effective damping that manifests as increased sensitivity during ultra-low pressure gaseous species sensing.
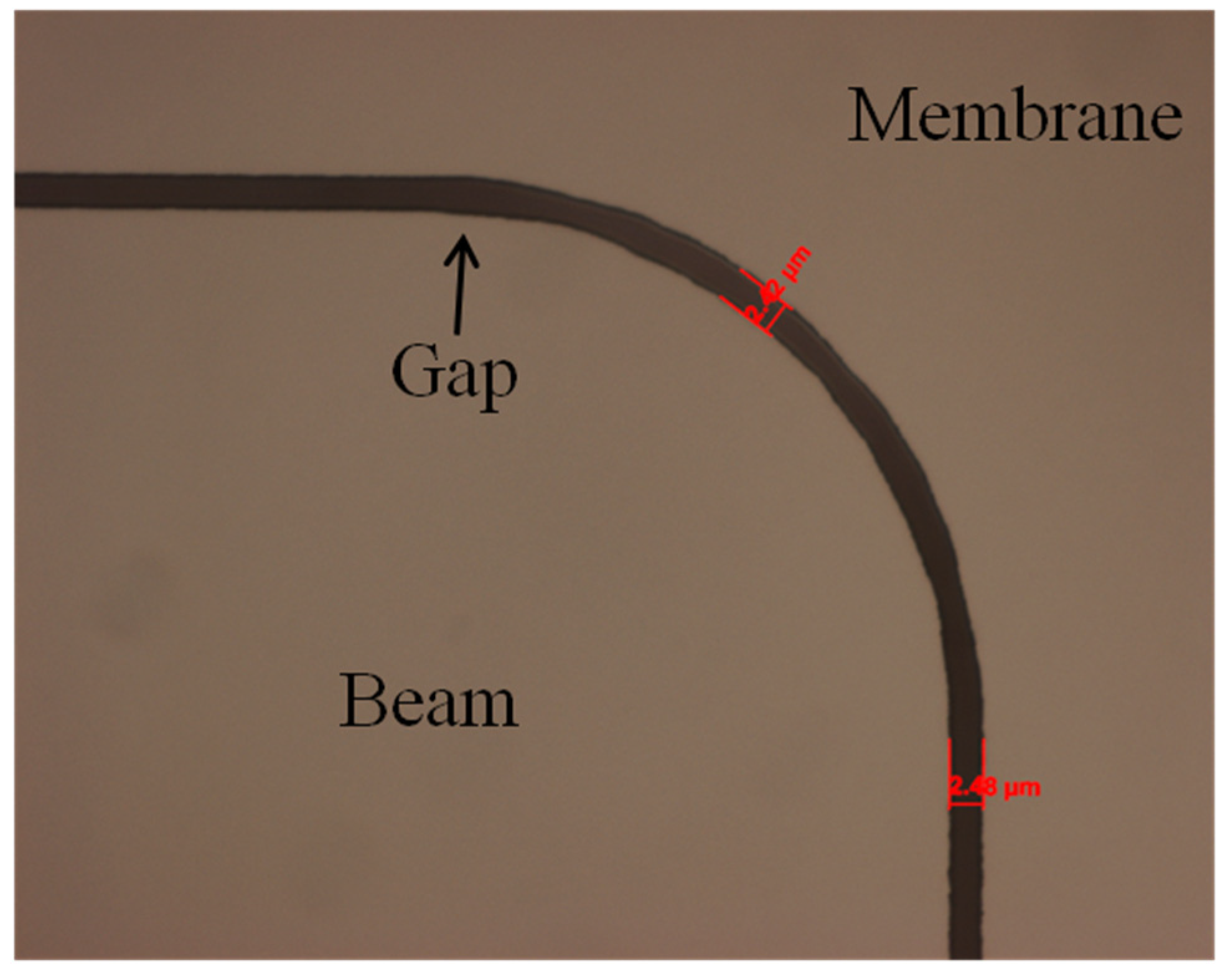
2.3. Filleted Beam Corners
During fabrication and release, the beam corners (
i.e., free end and anchors) and the membrane area surrounding the cantilever were prone to fracture and cracking. This was, in part, due to the large surface areas (mm
2) being only 10 μm thick. This was especially true of the area of silicon closest to the free end corner of the cantilever. The sharp right angle developed a high stress concentration that made the silicon prone to cracking during processing [
24]. To counter this high stress concentration, the cantilever’s e free end and hinge corners were redesigned with fillets and then the beams were anisotropically dry etched using DRIE resulting in drastically improved fabrication yields.
Figure 6 is an optical image of a filleted free end corner of a modified cantilever sensor.
The rounded or filleted beam anchors and corners markedly reduced the number of cracked beams and surrounding membranes during fabrication and release. The original beam design and fabrication process resulted in approximate 8.3% undamaged beams during the first six fabrication runs while the improved design and process yielded approximately 58.3% uncracked, useable beams during six additional fabrication runs.
2.4. THz PA Testing Results
Next, the improved cantilever beams were tested in a custom, low-volume (4 cm
3), THz PA test chamber [
19].
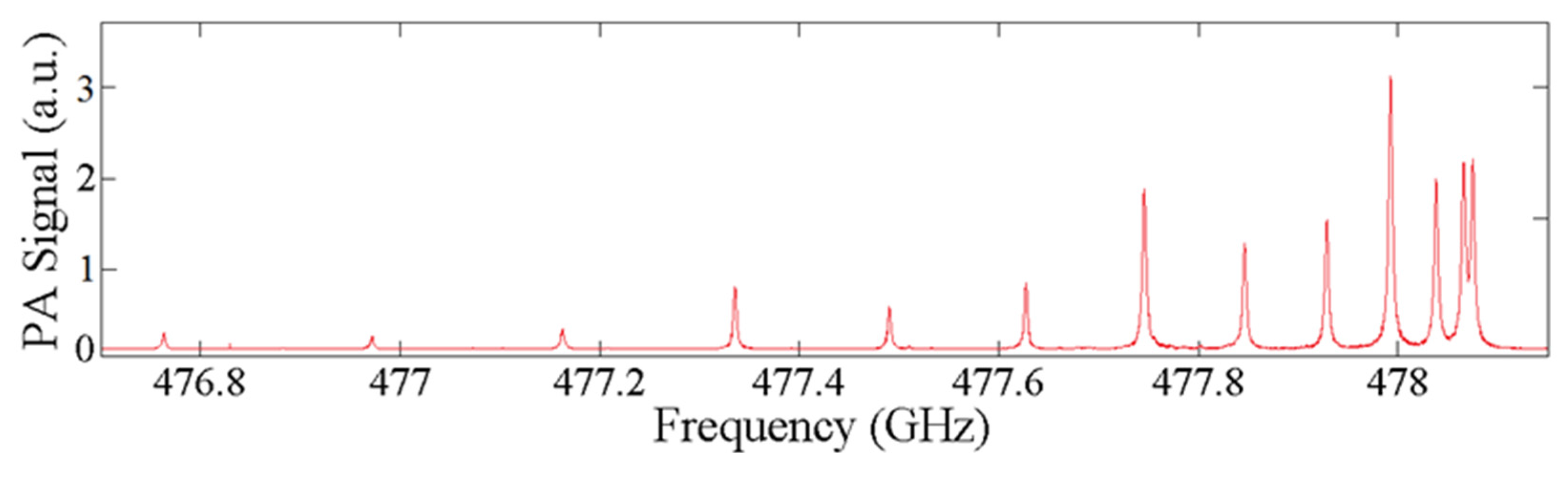
Figure 7 is a plot of methyl cyanide spectra data collected at 15 mTorr.
This spectral data, collected with a cantilever with filleted corners and a thermal oxide grown for 3 h, were collected using a 0.2 MHz step size with a 4 s excitation and a signal averaging time of 0.5 s. The entire data collection took approximately 9 h and the chamber pressure rose by only approximately 5 mTorr. The relatively long data collections, typical of very low pressure THz PA testing, are a result of the cantilever’s exhibiting long excitation times due to their relatively slow response rates in ultra low vacuum test environments [
19]. The data showed an
αmin of 1.71 × 10
−5 cm
−1, a SNR of 2012 and a NNEA of 4.28 × 10
−10 cm
−1·WHz
−1/2 (
P0 = 25 μW and T = 1 s).
3. Discussion
In this research effort, a custom fabricated THz photoacoustic spectroscopy system, using an improved cantilever sensor, achieved an unprecedented sensitivity of 1.71 × 10
−5 cm
−1 and a NNEA of 4.28 × 10
−10 cm
−1·WHz
−1/2 at 15 mTorr chamber pressure. These results represent approximately a 70% improvement over our previously reported results (e.g.,
αmin of 197 × 10
−5 cm
−1, a SNR of 1221 and a NNEA of 1.39 × 10
−9 cm
−1·WHz
−1/2 (
P0 = 25 μW and T = 0.5 s)) which were an order of magnitude greater than anything else found in the literature at that time [
19].
In general, lowering the chamber pressure in our novel, low volume (4 cm3) test chamber, resulted in lower SNR, higher (less sensitive) system sensitivity (αmin) and a lower PA signal strength. Ideally, this manifests in lower NNEA at lower pressures and higher PA signal (and higher NNEA) at higher chamber pressures. With our fixed, low volume system, however, the limiting factor is that the number of detectable molecules also decreases with chamber pressure. In addition, the lower chamber pressures (and lower molecule counts) reduces cantilever damping significantly resulting in lowered PA response thus requiring relatively long (i.e., hours) data collection times. At the minimum detectable chamber pressure (μTorr range), the undamped cantilever sensor cannot detect any PA signal resulting in a near zero αpeak peak. At slightly higher chamber pressures, however, the quality of the cantilever sensor can help improve system sensitivity and NNEA.
Future work includes fabricating higher length to thickness ratio (7 × 2 × 0.005 mm3) beams that incorporate the design and fabrication improvements discussed in this paper. Additionally, future work includes adding a piezoelectric layer onto the cantilever to improve data collection over the current external laser interferometric-based system. This would enable a further reduced footprint system, as well as, being one step closer to realizing a hand-held THz PA chemical sensing system.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}









