A Fog Computing Based Cyber-Physical System for the Automation of Pipe-Related Tasks in the Industry 4.0 Shipyard

 ,
,  ,
,  and
and
Abstract
:1. Introduction
2. Related Work
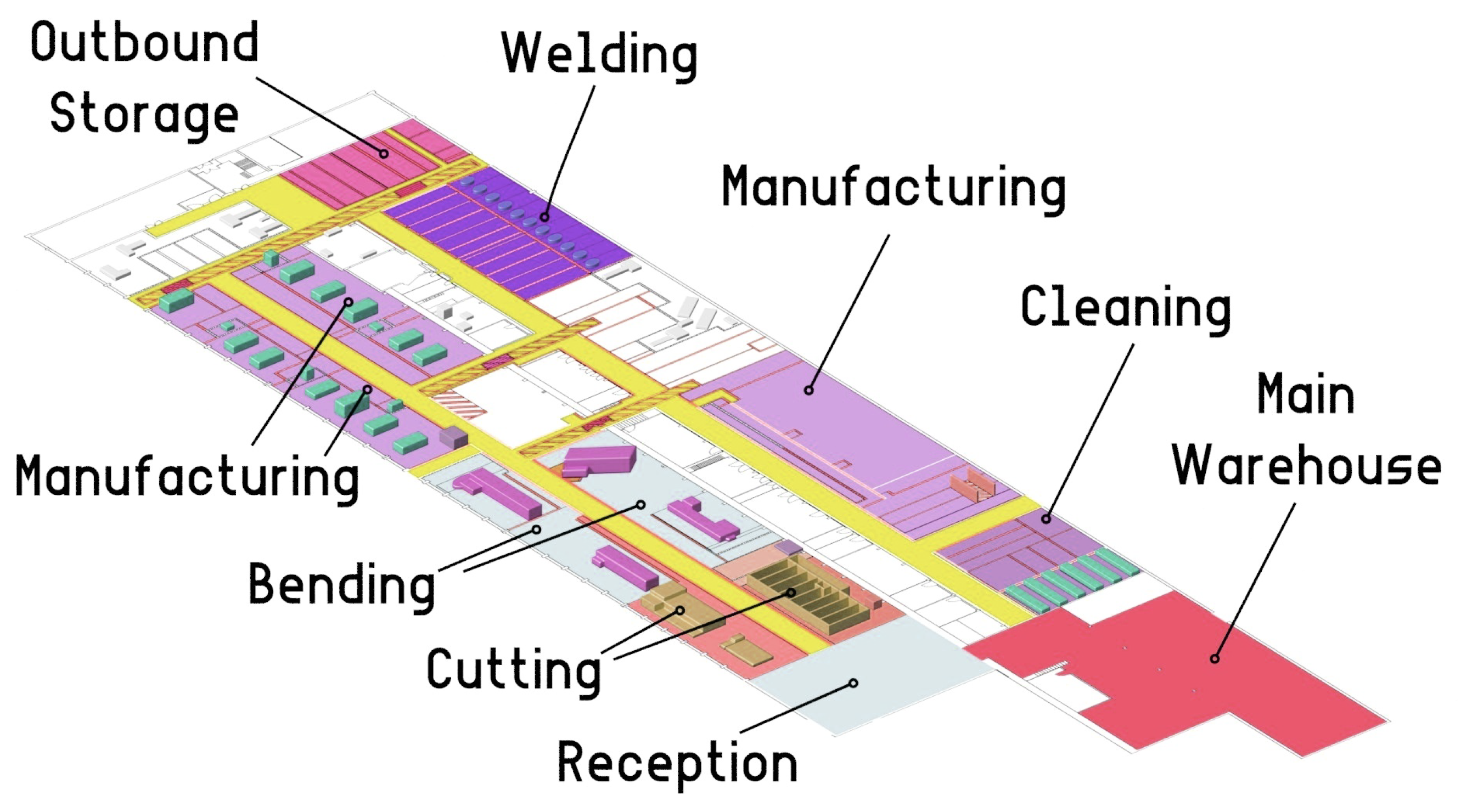
2.1. Pipe Manufacturing in a Shipyard
2.2. Potential Difficulties When Developing a CPS for a Shipyard Workshop
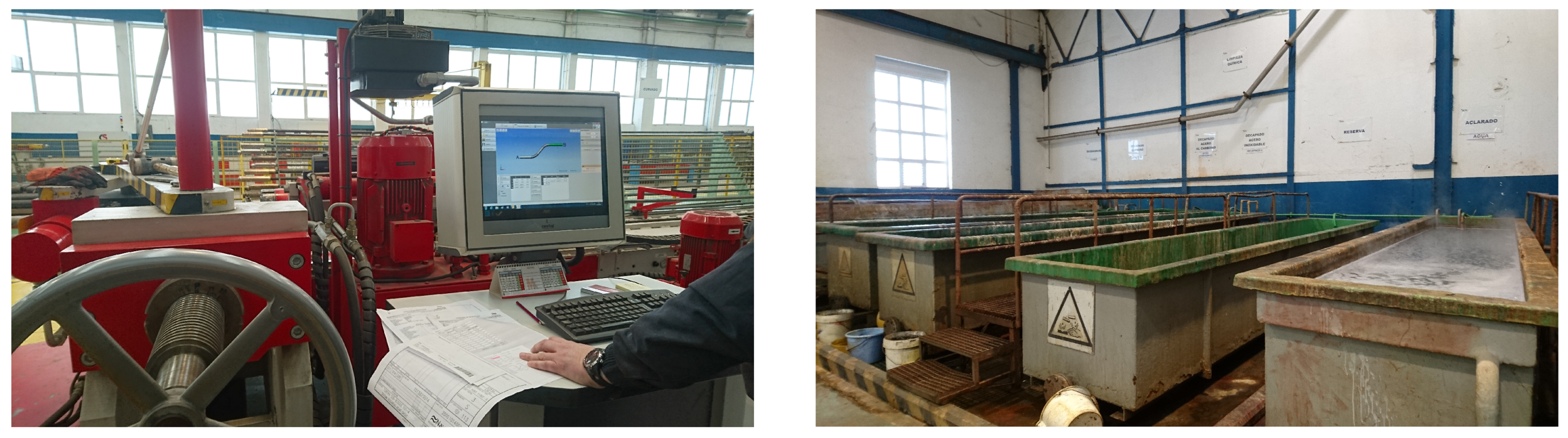
- High presence of metallic objects. As it can be observed in Figure 3 and Figure 4, the workshop contains many elements like pipes, pallets, machines, work benches or cranes, which are made out of metal. The problem arises when monitoring pipes or other elements of the workshop using electromagnetic propagation, which is influenced by the reflections created by the metal objects found in its path. This kind of signal interference is especially problematic for High-Frequency (HF) and higher radio frequency bands [8,14,15,16].
- High relative humidity levels. Shipyards are built next to the sea or to rivers, so relative humidity levels are usually high. In the case of Navantia’s pipe workshop, such levels oscillate throughout the year between 40% and 95%. Note that high levels of relative humidity may derive into problems with certain electronic devices. Moreover, in Navantia’s shipyard it is also common to find salt residues, since it is close to the sea and exposed to the action of the wind.
- Exposure to high temperatures. In certain areas of the workshop (i.e., in the welding, manufacturing and cleaning areas), pipes and some tools can be exposed to high temperatures.
- Presence of corrosive substances. In some areas of the pipe workshop (e.g., the cleaning area) it is common to make use of different acids, caustic solutions or fuel, which may condition the selection of sensors, actuators and other electronic devices.
- Presence of communication interference sources. The CPS communication architecture should take into account that there are in the workshop, besides common sources of electromagnetic interference (e.g., Wi-Fi networks or Bluetooth devices), other elements that generate electrical and electromagnetic noise. For instance, it is difficult to make use of Power-Line Communications (PLC) in the workshop due to the presence of mechanical saws and other AC-motor based tools that interfere remarkably with the communication through power lines. In addition, wireless communications can be interfered, for example, by the radar tests performed in the shipyard, whose power can reach several KW.
- Long communication distances. Most shipyard workshops are between 100 m and 250 m long, therefore, communications require the use of the proper technology. In the case of making use of wireless communications, it is almost certain that a network of devices or repeaters would be needed to cover a whole workshop. Moreover, network devices should be placed at spots with access to the data network and to electricity.
- Exposure to pressure sources. Like in other industries, in a shipyard workshop the products are moved in groups from one area to another, which usually leads to collisions and to the accumulation of weight on the products placed at the bottom. In the case of the pipe workshop, up to 35 pipes are commonly moved together in a pallet that withstands a weight of up to 2 T. Therefore, if sensors, actuators or other electronics are placed on the pipes or on the pallets, they should be protected with a proper encapsulation.
2.3. Shipyard Traceability and Cyber-Physical Systems
3. System Design and Implementation
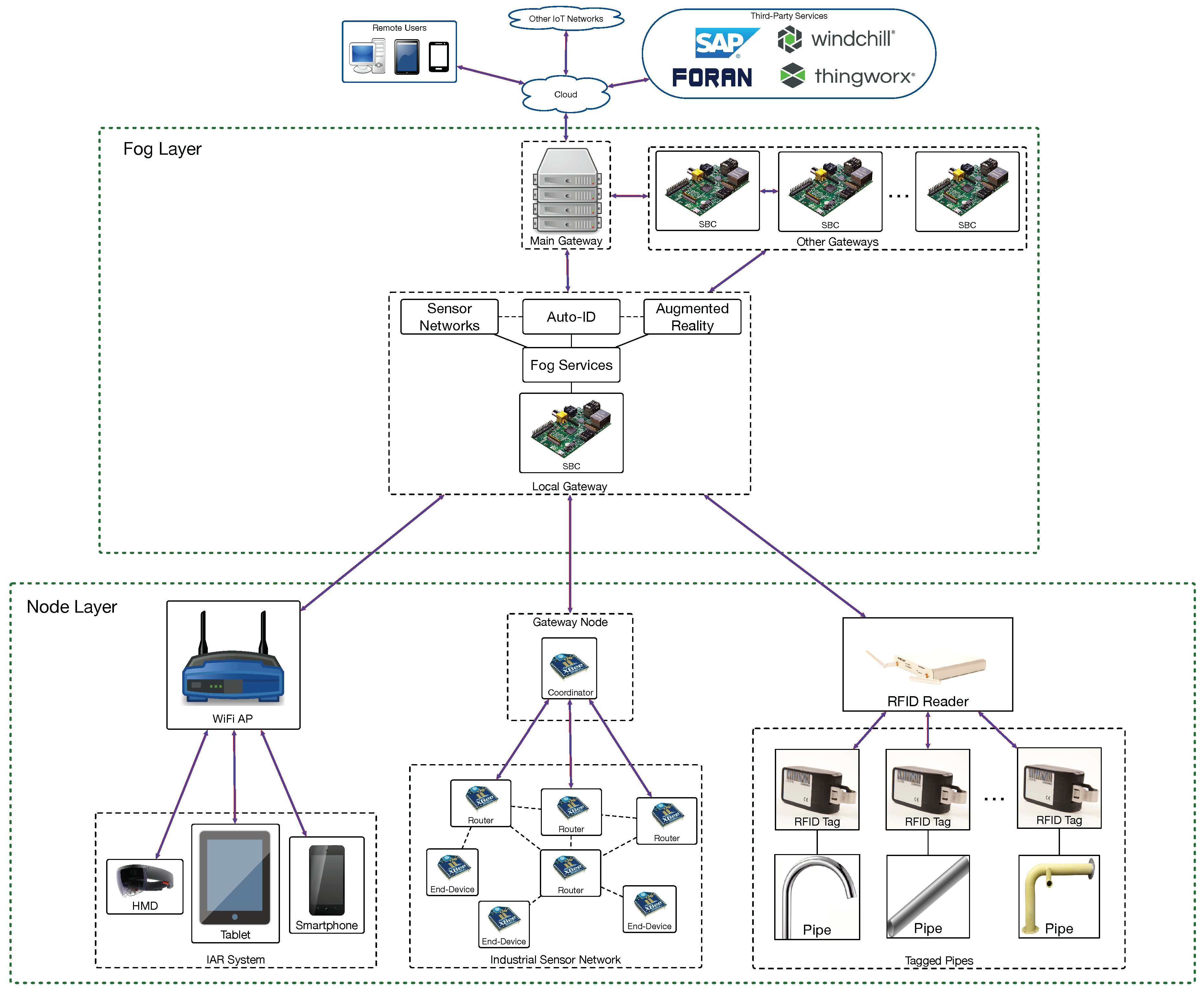
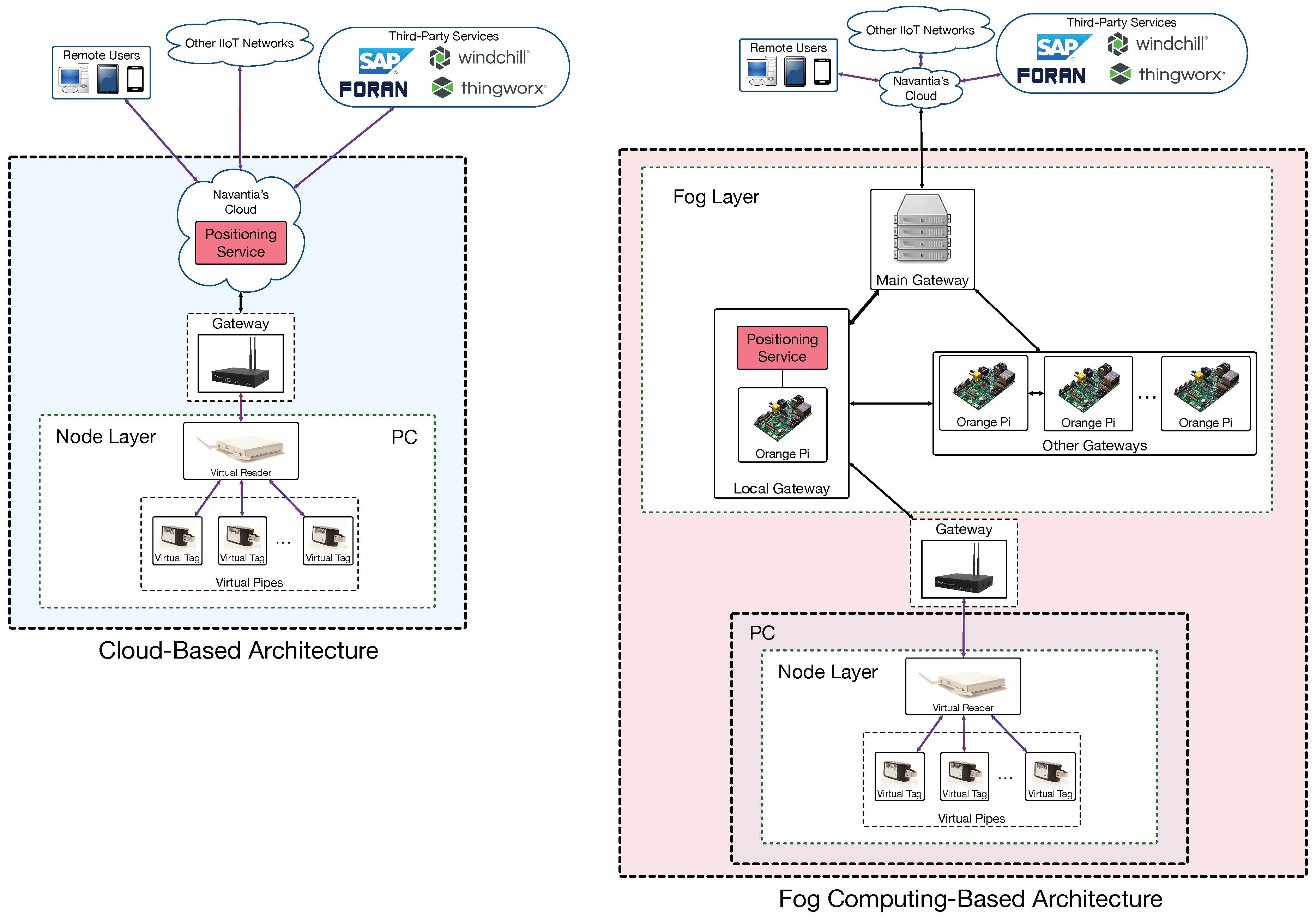
3.1. System Architecture
3.2. Node Layer
3.3. Fog Layer and the Cloud
3.4. Indoor Positioning Fog Service
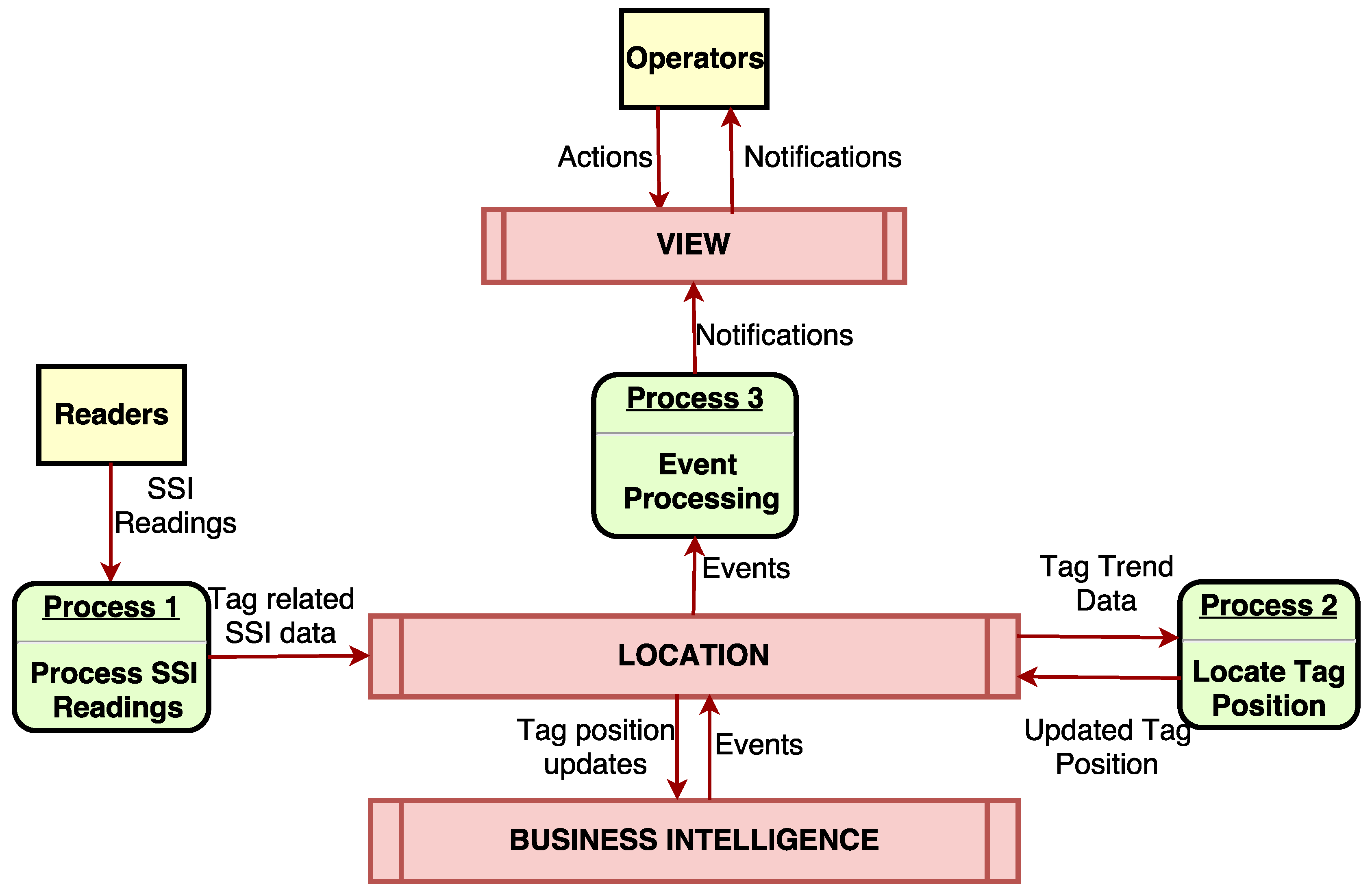
3.4.1. Location and BI Modules
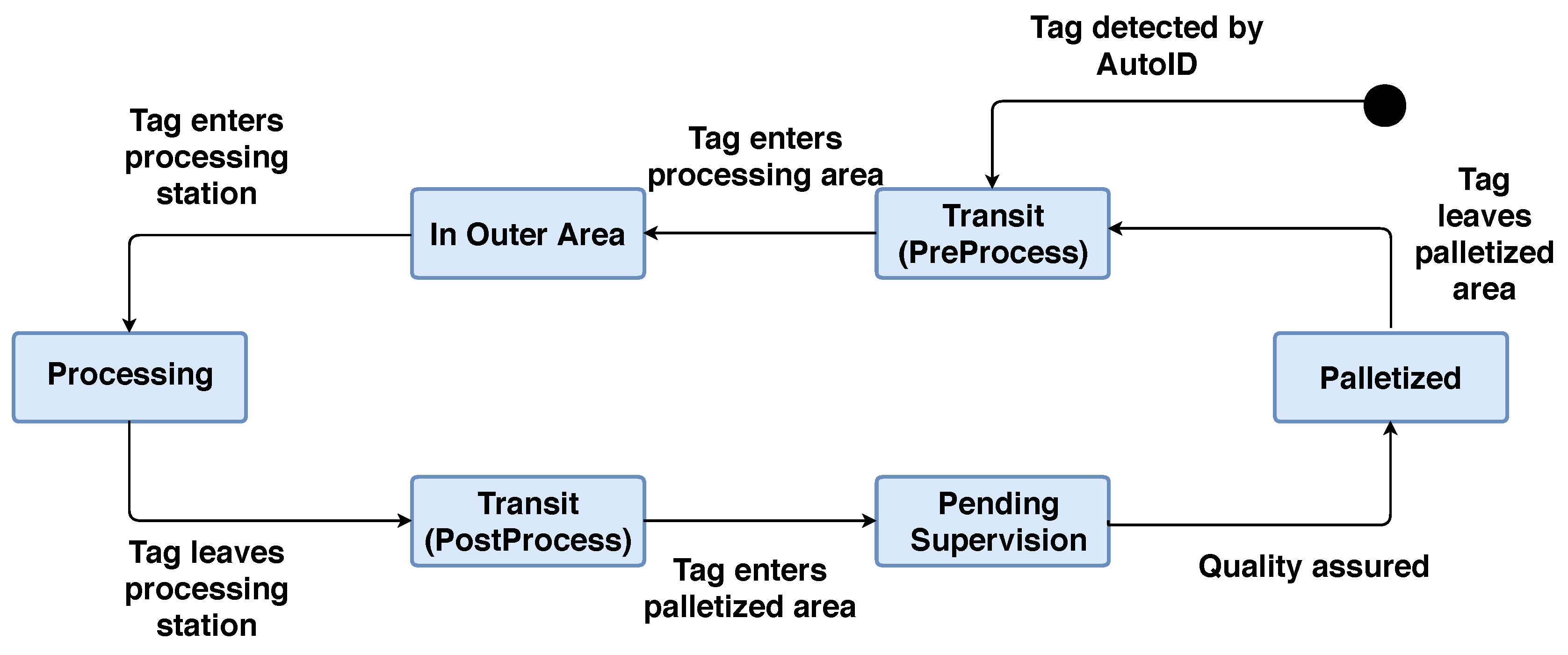
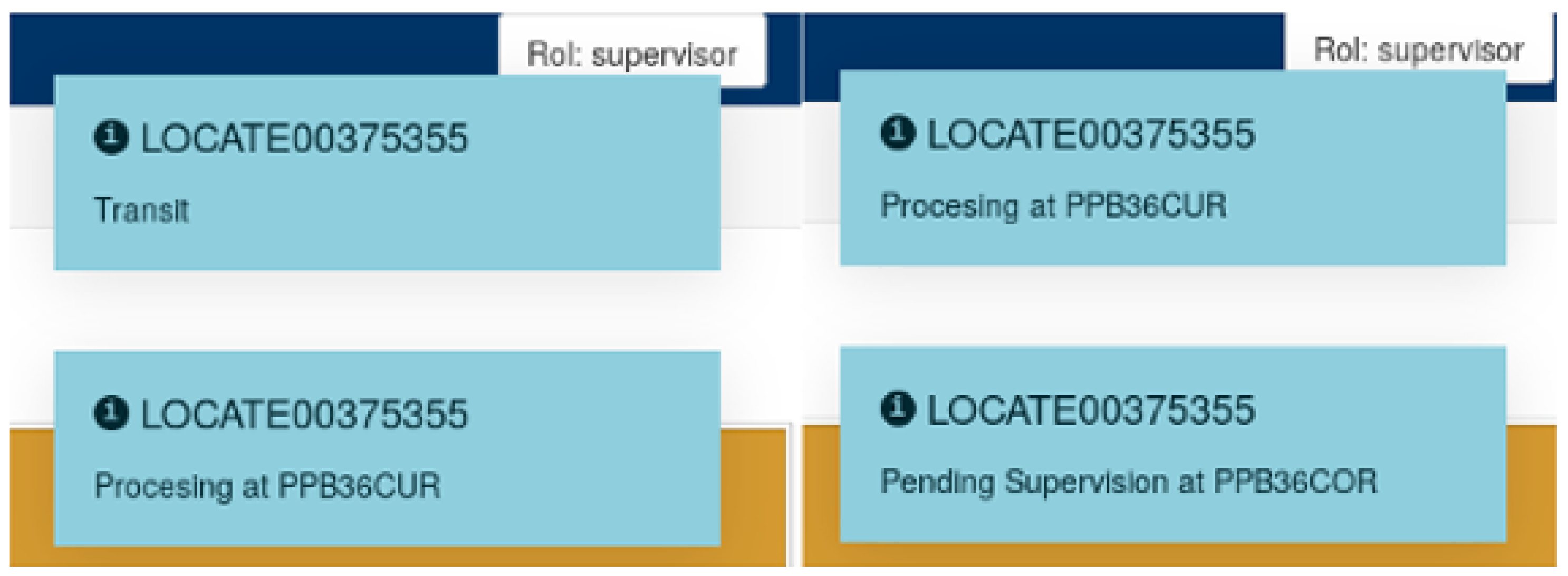
- Area change events. When a pipe moves from one area to another (e.g., from the reception area to the cutting area) and it remains on the latter for a certain amount of time (configurable by the system), the event is captured by the system and shown to the operators that might be interested in it. This is especially useful for warning the operators about incoming work.
- Pipes leave the workshop towards an auxiliary company. When the workshop is overloaded, part of the procedures performed on pipes are outsourced to auxiliary companies. Such pipes are stacked on the outbound area of the workshop and leave it through a specific door that the trucks of the auxiliary companies go through to collect the pipes. In this situation, three events have to be detected. First, that some pipes have remained in the outbound stack area for a certain amount of time. Second, that the pipes include in their life-cycle a task that requires outsourcing. Third, that the pipes are no longer detected by the system readers either inside the workshop or in the neighboring dock.
- Pipes leave the workshop to go to another workshop or to be mounted on a ship. Similar to the previously described event, pipes are monitored by the system readers until they leave the workshop and then are detected again in a dock or in another workshop of the shipyard.
- Accessories are required for pipe manufacturing. When a pipe reaches the manufacturing area, in the case that it requires certain accessories to be added, it is automatically notified to the main warehouse, where the operators collect the accessories and carry them to the manufacturing area.
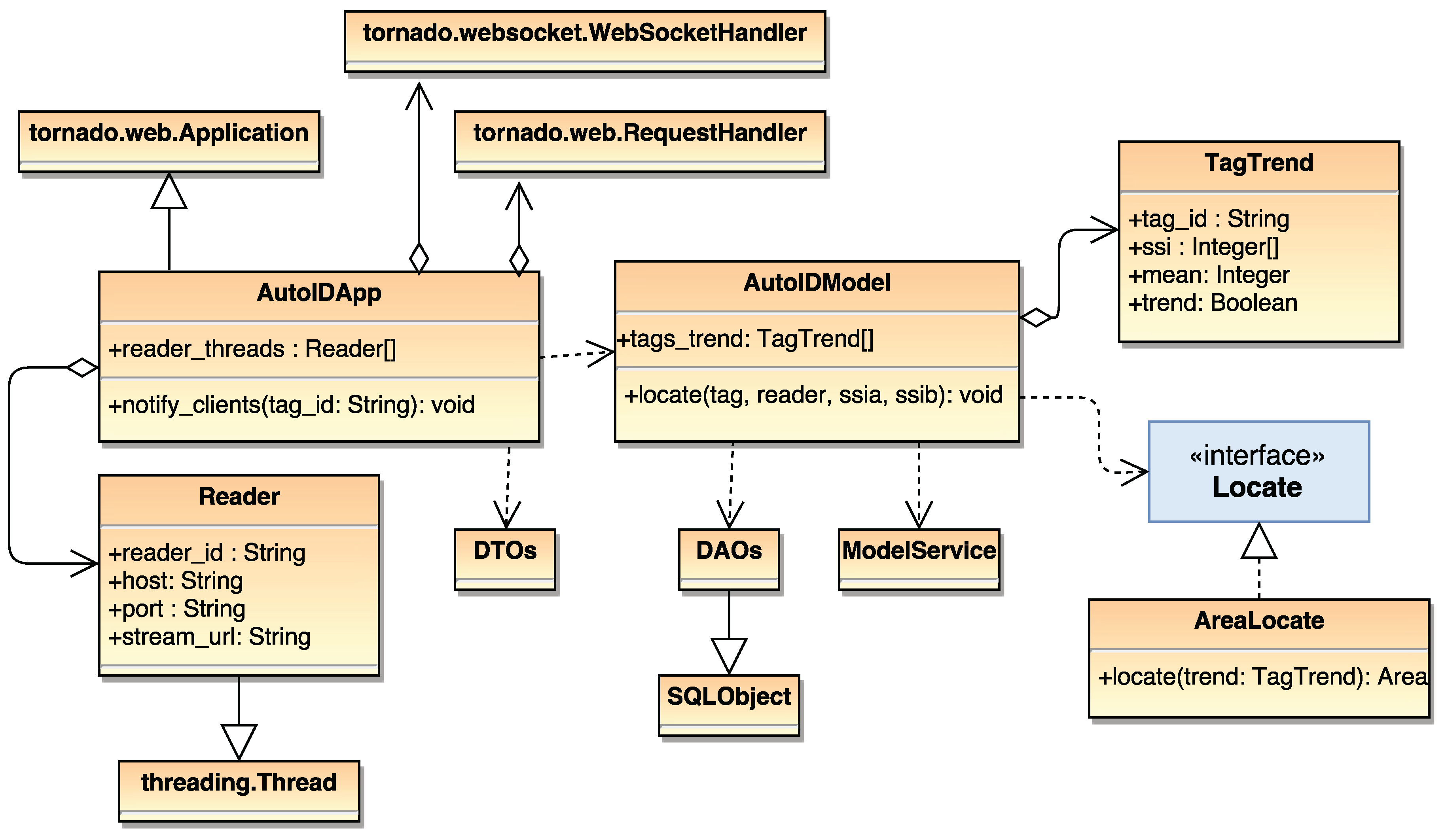
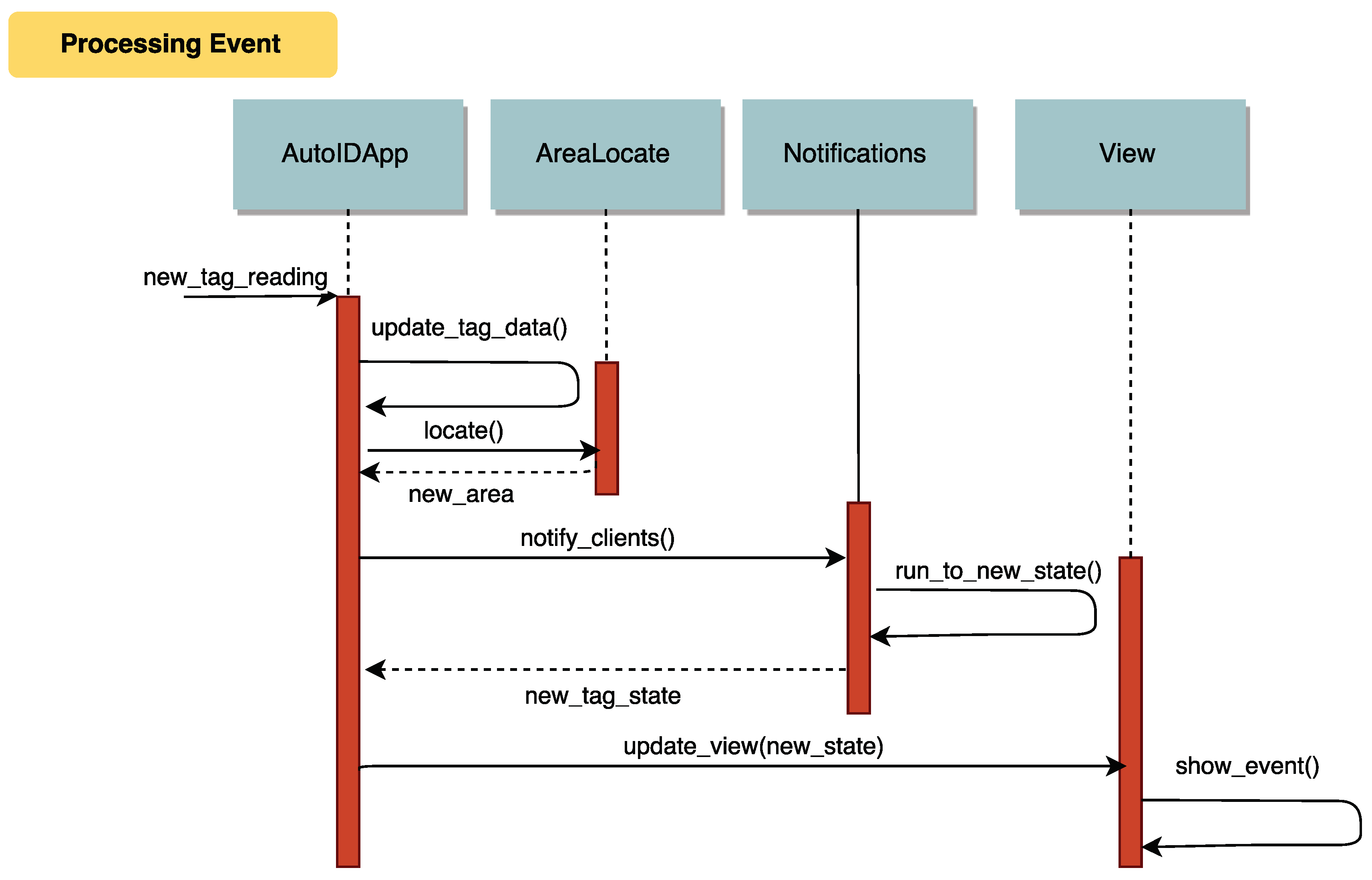
- The previous locations of a tag are considered when calculating its new position. Such a list of locations is called “tag trend” and consists in a set of data structures that store past SSI readings. Thus, the SSIs used for selecting the closest reader are conditioned by past readings. Therefore, if a tag has a at time instant t from reader i, the new can be computed as:where is the actual SSI received at time instant from the reader i and is a speed conversion parameter that determines how fast the current SSI converges to the most recent value. Note that the use of slows down the convergence, but it allows for avoiding sudden changes in the SSI that occur from time to time due to signal interference (i.e., metal reflections or the presence of operators working). From our empirical experience in the workshop, a value of between 0.7 and 0.9 gives the best trade-off between convergence speed and oscillation avoidance.
- The way logic areas are defined involves a pair of SSI thresholds that limit the size of an area, letting the system adjust each area size independently. Thus, one threshold (called outer threshold) limits the total size of the area, while the other one (inner threshold) is set to indicate that the tag is really close to the reader. It is important to point out that, since logic areas are limited in size, blind spots exist (i.e., not every inch of the workshop is covered by a logic area). While this fact may seem a limitation, in practice, it adds a nice feature to the system, because, when all the possible pipe routes are covered by logic areas, it is straightforward to discover pipes that are located out of them (i.e., in a place where they should not be) and then warn operators about such inconsistencies.
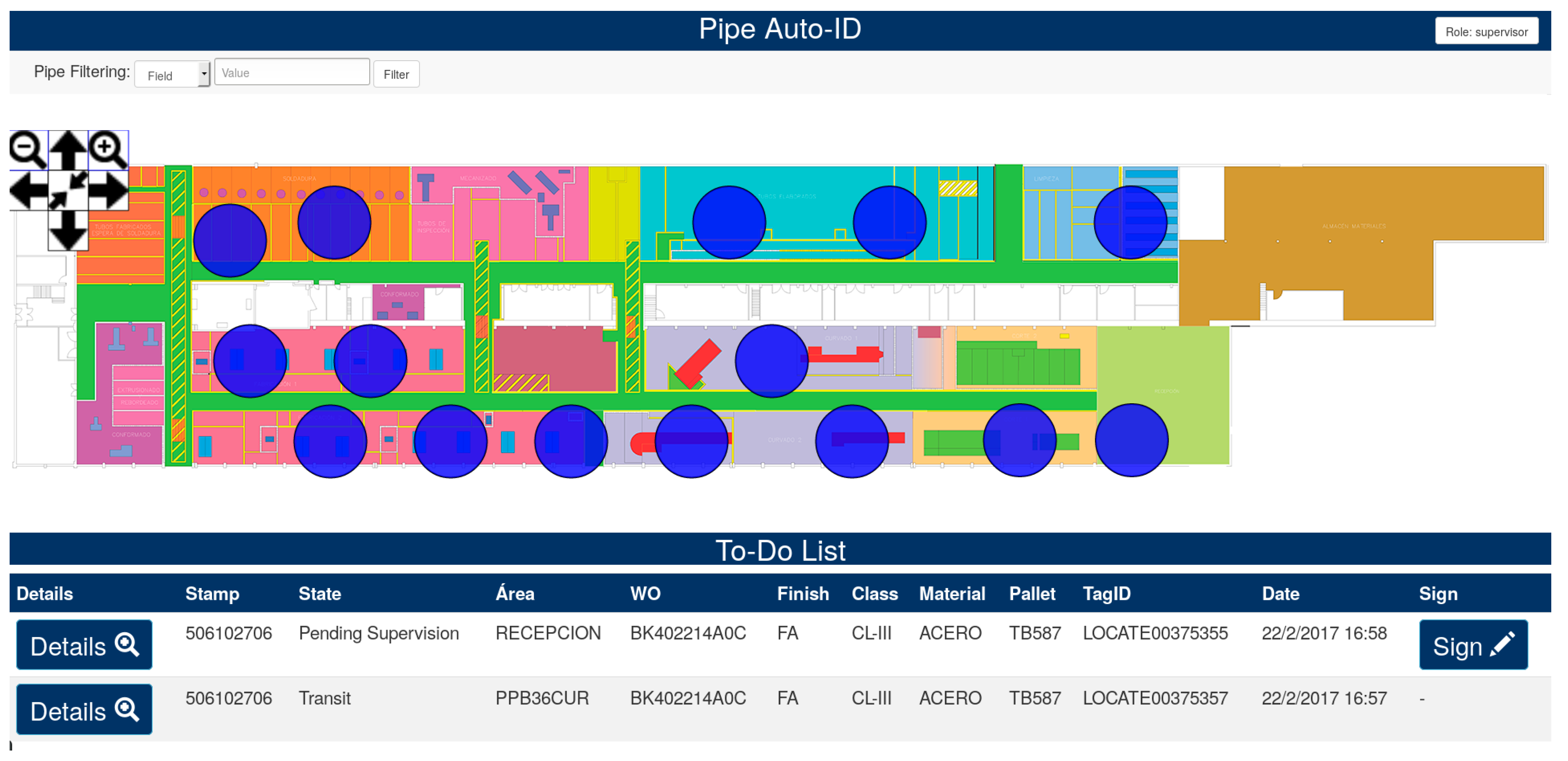
3.4.2. Display Module
3.5. Integration with Third-Party Systems
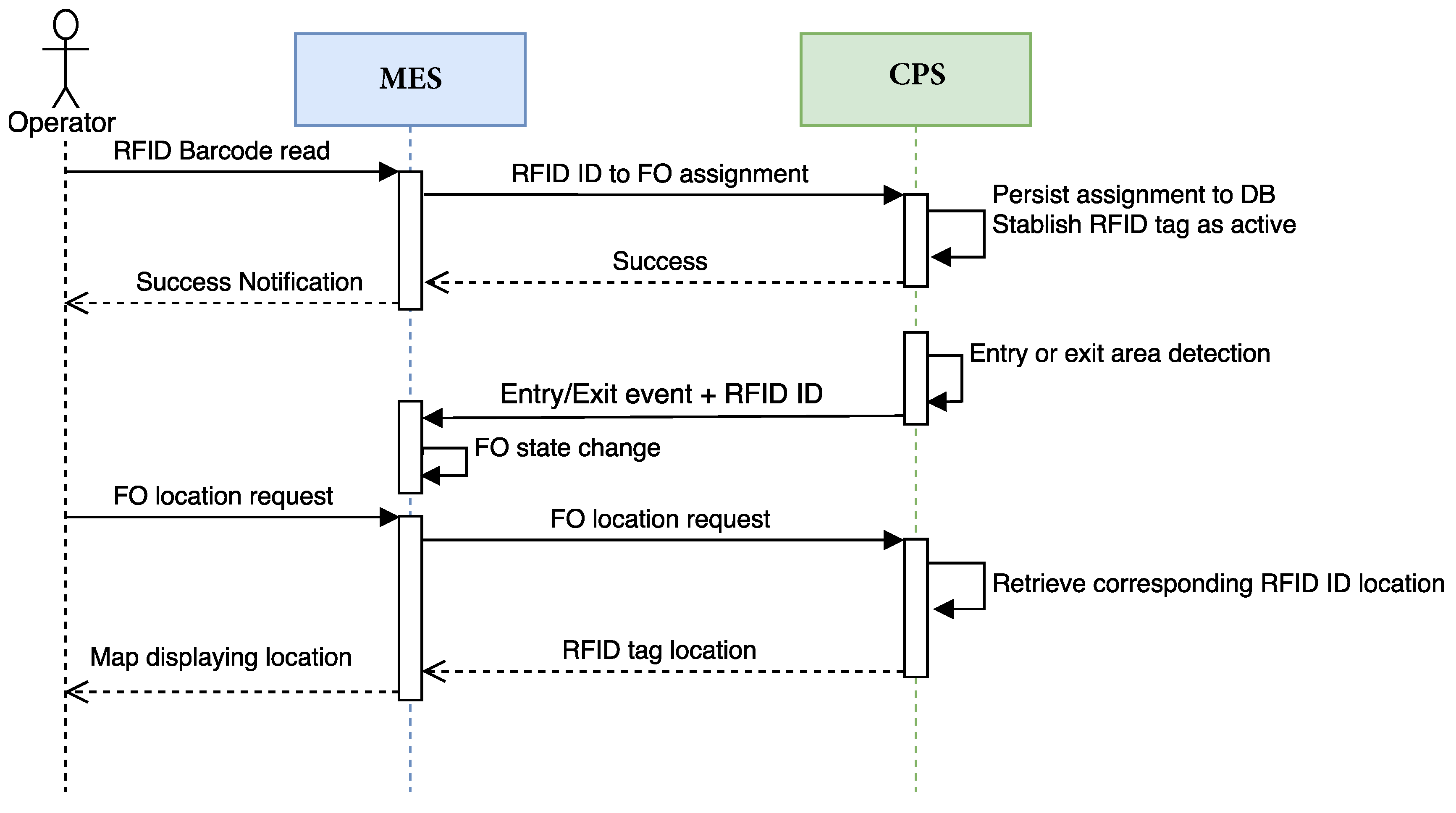
- Tag assignment to pipes. An RFID tag can be assigned to a pipe or to a pipe accessory by using the MES. For such a purpose, first, an operator starts a cutting operation related to a FO in the MES. After the pipe is cut and ready to be palletized, an RFID tag is attached to the pipe. Then, the operator reads the tag ID with a reader, which is sent to the MES. Next, the MES notifies the event to the CPS, which stores the relationship pipe-RFID tag in its internal database and starts tracking the pipe.
- Detection of a tag when it enters or leaves a logic area. For instance, after completing a pipe cutting operation, the next operation could consist in welding the pipe to an accessory. In such a situation, when the fog service detects the pipe entering the welding area, it notifies the event to the MES, which updates the welding task pool and sends a warning to the welder to let him/her know that a new pipe is coming to the welding area.
- An operator requests the location of a pipe using the MES. In this case the MES sends the ID of the pipe to be located to the indoor positioning fog service. Then, the service queries its local database of active RFID tags and looks for the one with the required ID. In the case of finding it, the RFID tag location is returned to the MES, which presents a map to the operator that highlights the area where the RFID tag is located.
4. Experiments
4.1. Experimental Setup
4.1.1. Hardware
4.1.2. Software
4.1.3. Experimental Scenarios
4.2. Latency and Processing Rate Under Regular Loads
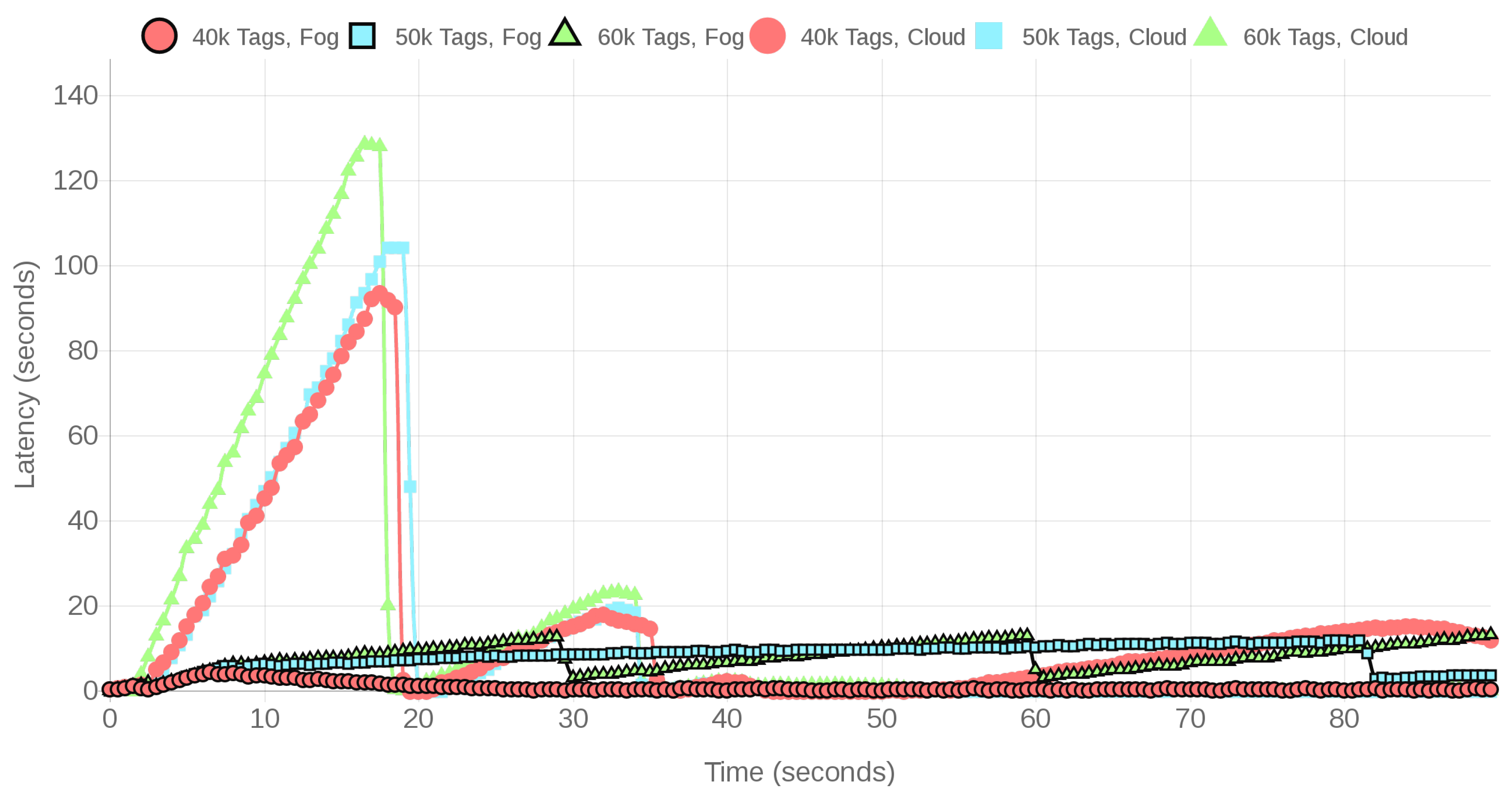
4.3. Latency Under High Loads
4.4. Analysis of the Results and Key Findings
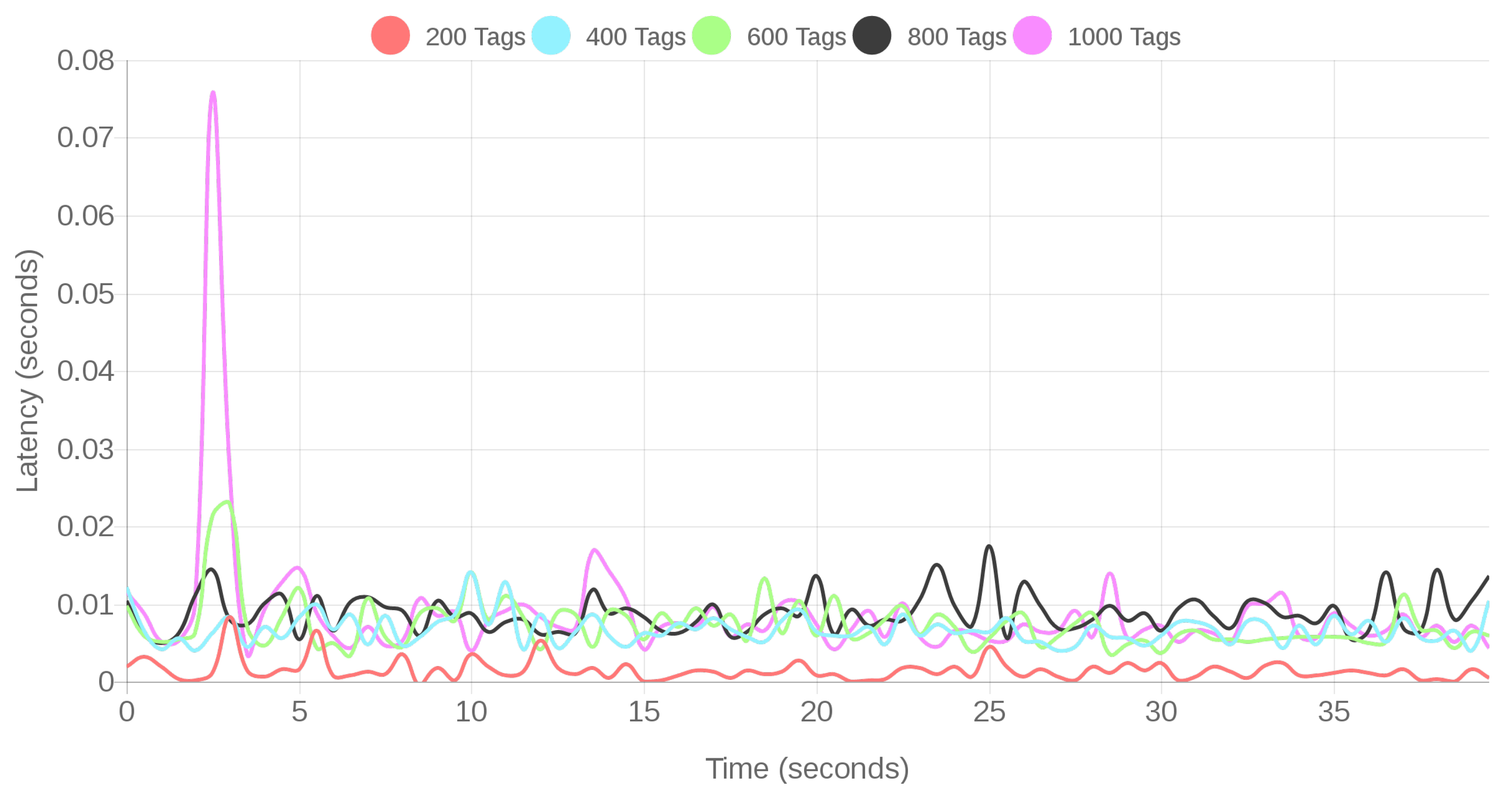
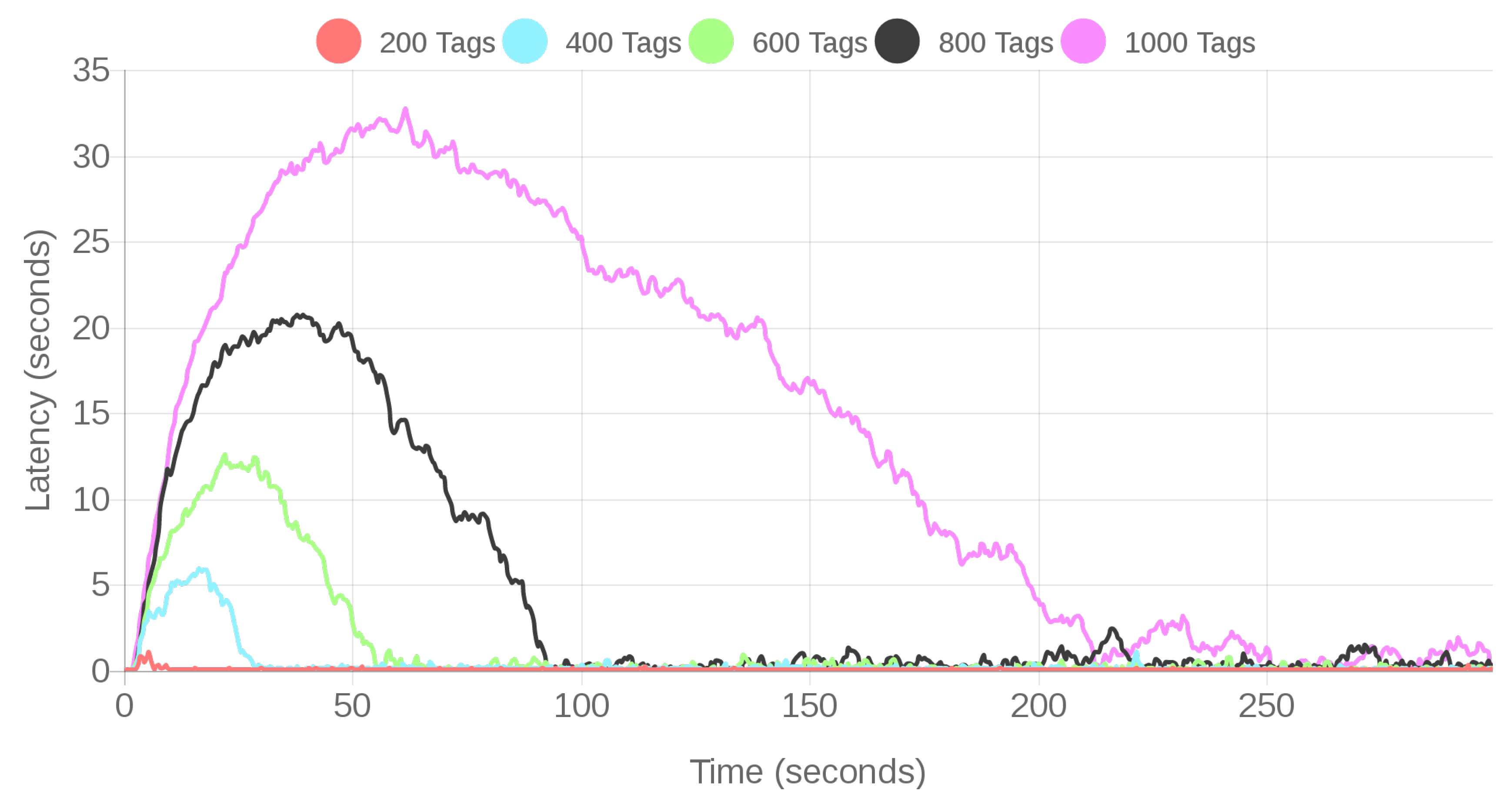
- When there is a regular number of monitored objects in a shipyard workshop (i.e., up to 1000), fog computing systems respond faster since they are closer to the data sources.
- For regular loads, the difference in response latency increases between the fog computing system and the cloud because of the amount of traffic exchanged, which collapses the cloud network progressively if no corrective measures are taken.
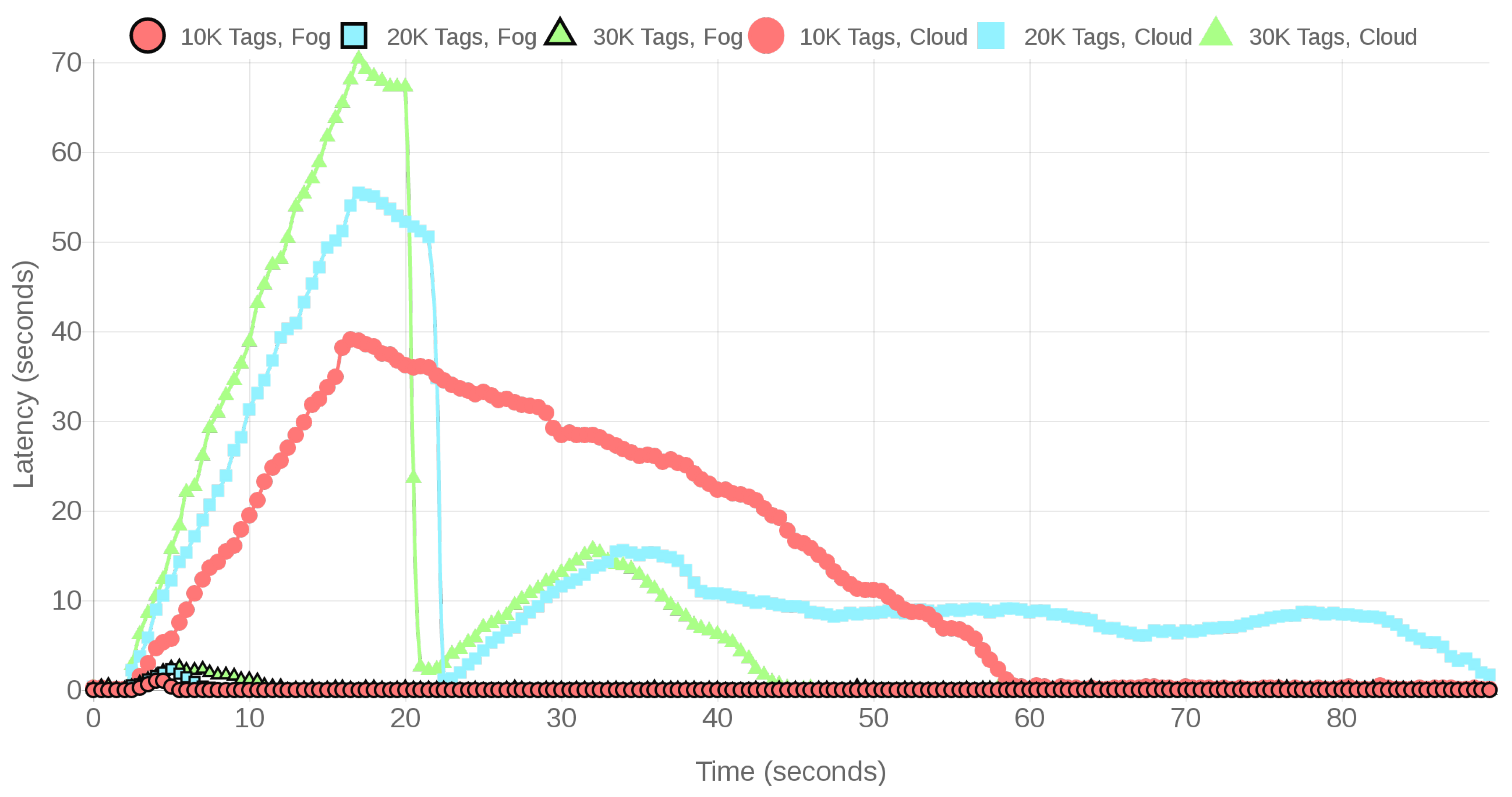
- In the shipyard, it is not usual to manage more than 1000 tags with only one computational device, but it is interesting to evaluate such a scenario to determine the performance of the implemented architectures. Thus, it can be observed that a single inexpensive fog gateway that runs the implemented positioning service can respond faster and with a higher sample processing success rate than a cloud-based system for up to 40,000 simultaneous tags. For 50,000 or more tags, the fog gateway gets saturated and the cloud system becomes a faster alternative, although its sample processing rate is lower than for the fog gateway.
- Response latency was the metric selected to measure the architecture performance in order to quantify user experience. Nevertheless, in certain scenarios, where it does not matter how fast the system updates its positions, other metrics could be used (e.g., deployment cost, power constraints, wireless range). Therefore, it is important to take the obtained results with caution since the system was designed explicitly according to Navantia’s requirements.
- Despite the observed under-performance of the cloud-based system, it is worth noting that it is possible to reduce the response latency by adjusting different high-availability parameters in VMWare ESXi [57]. Nevertheless, in terms of response latency, it seems that the proximity of the fog gateways is essential and, under regular loads, it would be difficult for the cloud to obtain lower round-trip times than the ones obtained by such devices.
- It is also fair to indicate that, during the experiments, every fog gateway only executed the positioning service, while, as it is illustrated in Figure 6, the fog-computing architecture was designed to provide multiple services on the same fog gateway. Therefore, it can be concluded that, although fog-computing services seem to be best option for providing low response latencies, their results may be influenced by the computational and network load associated with other services running simultaneously on the same fog gateway. However, note that, in a fog gateway, the number of concurrent service requests is actually low in comparison to the ones received by a cloud, since it only provides services to a reduced area (e.g., part of a workshop), while the cloud serves the whole company.
- It must be also noted that, during the tests, the behavior of the tags was emulated in order to evaluate the performance of the proposed architectures. In a real deployment, the results will differ due to the emulated tag behavior and because of the characteristics of the scenario (e.g., signal propagation, obstacles, presence of metal). Note also that, when several hundreds of tags respond at the same time, two main issues would arise:
- -
- Real tags implement a medium-access technique that was not emulated for the tests. Therefore, in a real deployment, individual tag delays will be higher than the ones obtained for the experiments, since tags have to synchronize their transmission intervals to avoid collisions.
- -
- In a real deployment there would be interference from other devices (the selected tags operate in an Industrial-Scientific-Medical (ISM) band) and from signals emitted asynchronously by other tags (e.g., signal reflections from distant tags), which, in practice, will increase collisions and will decrease the sample processing rate (because the actual SSI values would not be received at the positioning service).
- Finally, it is worth pointing out that the devised architecture, the technologies and the experiments discussed throughout this article were selected explicitly for a very hostile and specific industrial scenario, so the obtained results should not be generalized and each organization interested in deploying a similar system would have to adapt it to its own requirements.
5. Conclusions
Author Contributions
Funding
Conflicts of Interest
Abbreviations
| API | Application Programming Interface |
| BI | Business Intelligence |
| CPS | Cyber-Physical System |
| ERP | Enterprise Resource Planning |
| FO | Fabrication Order |
| HF | High-Frequency |
| IAR | Industrial Augmented Reality |
| IoT | Internet of Things |
| ISM | Industrial-Scientific-Medical |
| MES | Manufacturing Execution System |
| PLC | Power-Line Communications |
| PLM | Product Life-cycle Management |
| RFID | Radio Frequency IDentification |
| REST | REpresentational State Transfer |
| SBC | Single Board Computer |
| SoC | System-on-Chip |
| SSI | Signal Strength Indicator |
| RSSI | Received Signal Strength Indicator |
| MES | Manufacturing Execution System |
| UHF | Ultra High Frequency |
| WSN | Wireless Sensor Networks |
References
- Fraga-Lamas, P.; Fernández-Caramés, T.M.; Castedo, L. Towards the Internet of Smart Trains: A Review on Industrial IoT-Connected Railways. Sensors 2017, 17, 1457. [Google Scholar] [CrossRef] [PubMed]
- Barro-Torres, S.J.; Fernández-Caramés, T.M.; Pérez-Iglesias, H.J.; Escudero, C.J. Real-Time Personal Protective Equipment Monitoring System. Comput. Commun. 2002, 36, 42–50. [Google Scholar] [CrossRef]
- Hernández-Rojas, D.L.; Fernández-Caramés, T.M.; Fraga-Lamas, P.; Escudero, C.J. Design and Practical Evaluation of a Family of Lightweight Protocols for Heterogeneous Sensing through BLE Beacons in IoT Telemetry Applications. Sensors 2018, 18, 57. [Google Scholar] [CrossRef] [PubMed]
- Suárez-Albela, M.; Fraga-Lamas, P.; Fernández-Caramés, T.M.; Dapena, A.; González-López, M. Home Automation System Based on Intelligent Transducer Enablers. Sensors 2016, 16, 1595. [Google Scholar] [CrossRef] [PubMed]
- Blanco-Novoa, O.; Fernández-Caramés, T.M.; Fraga-Lamas, P.; Castedo, L. An Electricity-Price Aware Open-Source Smart Socket for the Internet of Energy. Sensors 2017, 17, 643. [Google Scholar] [CrossRef] [PubMed]
- UMI Navantia-UDC Official Webpage. Available online: http://umi.udc.es (accessed on 27 April 2018).
- Fraga-Lamas, P.; Noceda-Davila, D.; Fernández-Caramés, T.M.; Díaz-Bouza, M.; Vilar-Montesinos, M. Smart Pipe System for a Shipyard 4.0. Sensors 2016, 16, 2186. [Google Scholar] [CrossRef] [PubMed]
- Fraga-Lamas, P.; Fernández-Caramés, T.M.; Noceda-Davila, D.; Vilar-Montesinos, M. RSS Stabilization Techniques for a Real-Time Passive UHF RFID Pipe Monitoring System for Smart Shipyards. In Proceedings of the 2017 IEEE International Conference on RFID (IEEE RFID 2017), Phoenix, AZ, USA, 9–11 May 2017; pp. 161–166. [Google Scholar]
- Fraga-Lamas, P.; Fernández-Caramés, T.M.; Noceda-Davila, D.; Díaz-Bouza, M.; Vilar-Montesinos, M.; Pena-Agras, J.D.; Castedo, L. Enabling automatic event detection for the pipe workshop of the shipyard 4.0. In Proceedings of the 2017 56th FITCE Congress, Madrid, Spain, 14–15 September 2017; pp. 20–27. [Google Scholar]
- Fernández-Caramés, T.M.; Fraga-Lamas, P.; Suárez-Albela, M.; Castedo, L. Reverse Engineering and Security Evaluation of Commercial Tags for RFID-Based IoT Applications. Sensors 2017, 17, 28. [Google Scholar] [CrossRef] [PubMed]
- Fraga-Lamas, P.; Fernández-Caramés, T.M. Reverse Engineering the Communications Protocol of an RFID Public Transportation Card. In Proceedings of the 2017 IEEE International Conference on RFID (IEEE RFID 2017), Phoenix, AZ, USA, 9–11 May 2017; pp. 30–35. [Google Scholar]
- Fernández-Caramés, T.M.; Fraga-Lamas, P.; Suárez-Albela, M.; Castedo, L. A Methodology for Evaluating Security in Commercial RFID Systems, Radio Frequency Identification. In Radio Frequency Identification, 1st ed.; Crepaldi, P.C., Pimenta, T.C., Eds.; INTECH: Rijeka, Croatia, 2016. [Google Scholar]
- Fernández-Caramés, T.M.; Fraga-Lamas, P. A Review on Human-Centered IoT-Connected Smart Labels for the Industry 4.0. IEEE Access 2018. [Google Scholar] [CrossRef]
- Arumugan, D.D.; Engels, D.W. Characterization of RF propagation in helical and toroidal metal pipes for passive RFID Systems. In Proceedings of the IEEE International Conference on RFID, Las Vegas, NV, USA, 16–17 April 2008; pp. 269–276. [Google Scholar]
- Deavours, D.D. Improving the near-metal performance of UHF RFID tags. In Proceedings of the IEEE International Conference on RFID, Orlando, FL, USA, 14–16 April 2010; pp. 187–194. [Google Scholar]
- Wong, S.F.; Zheng, Y. The effect of metal noise factor to RFID location system. In Proceedings of the IEEE International Conference on Industrial Engineering and Engineering Management, Bangkok, Thailand, 10–13 December 2013; pp. 310–314. [Google Scholar]
- Kim, H.; Lee, S.S.; Park, J.H.; Lee, J.G. A model for a simulation-based shipbuilding system in a shipyard manufacturing process. Int. J. Comput. Integr. Manuf. 2007, 18, 427–441. [Google Scholar] [CrossRef]
- Kim, H.; Lee, S.S.; Lee, J.G.; Park, J.H. A simulation-based shipbuilding system for evaluation of validity in design and manufacturing. In Proceedings of the IEEE International Conference on Systems, Man and Cybernetics, Washington, DC, USA, 8 October 2003; Volume 1, pp. 522–529. [Google Scholar]
- Ang, J.H.; Goh, C.; Li, Y. Key Challenges and Opportunities in Hull Form Design Optimization for Marine and Offshore Applications. In Proceedings of the 21st International Conference on Automation & Computing, Glasgow, UK, 11–12 September 2015; pp. 1–6. [Google Scholar]
- Engelseth, P.; Le, B.T.N. Strategic organizing of piping supplies for ship construction. In Proceedings of the 2017 IEEE International Conference on Industrial Engineering and Engineering Management (IEEM), Singapore, 10–13 December 2017; pp. 1975–1979. [Google Scholar]
- Da Costa, T.M.F.; da Silva, V.T.; dos Santos, G.L.; Duarte Filho, N.L.; da Costa Botelho, S.S.; de Oliveira, V.M. Hotlog: An IoT-based embedded system for intelligent tracking in shipyards. In Proceedings of the IECON 2017—43rd Annual Conference of the IEEE Industrial Electronics Society, Beijing, China, 29 October–1 November 2017; pp. 3455–3459. [Google Scholar]
- Pérez-Garrido, C.; González-Castaño, F.J.; Chaves-Díeguez, D.; Rodríguez-Hernández, P.S. Wireless remote monitoring of toxic gases in Shipbuilding. Sensors 2014, 14, 2981–3000. [Google Scholar] [CrossRef] [PubMed]
- Do Amaral Bichet, M.A.; Hasegawa, E.K.; Solé, R.; Núñez, A. Utilization of Hyper Environments for Tracking and Monitoring of Processes and Supplies in Construction and Assembly Industries. In Proceedings of the 2013 Symposium on Computing and Automation for Offshore Shipbuilding, Rio Grande, Brazil, 14–15 March 2013; pp. 81–86. [Google Scholar]
- Kawakubo, S.; Chansavang, A.; Tanaka, S.; Iwasaki, T. Wireless network system for indoor human positioning. In Proceedings of the 2006 1st International Symposium on Wireless Pervasive Computing, Phuket, Thailand, 16–18 January 2006; p. 6. [Google Scholar]
- Fraga-Lamas, P.; Fernández-Caramés, T.M.; Suárez-Albela, M.; Castedo, L.; González-López, M. A Review on Internet of Things for Defense and Public Safety. Sensors 2016, 16, 1644. [Google Scholar] [CrossRef] [PubMed]
- Fraga-Lamas, P. Enabling Technologies and Cyber-Physical Systems for Mission-Critical Scenarios. May 2017. Available online: http://hdl.handle.net/2183/19143 (accessed on 27 April 2018).
- Fernández-Caramés, T.M.; Fraga-Lamas, P. A Review on the Use of Blockchain for the Internet of Things. IEEE Access 2018. [Google Scholar] [CrossRef]
- Santos, R.; Botelho, S.; Amaral, M.; Duarte, N.; Espíndola, D. Toogle: A CPS Platform for Equipment Tracking in Shipyards. In Proceedings of the 2014 Symposium on Automation and Computation for Naval, Offshore and Subsea (NAVCOMP), Rio Grande, Brazil, 11–13 March 2014; pp. 5–9. [Google Scholar]
- Choi, S.G.; Ryu, S.H.; Park, I.Y. Development of web-based control and monitoring system for facility in shipbuilding yard. In Proceedings of the 2011 11th International Conference on Control, Automation and Systems, Gyeonggi-do, Korea, 26–29 October 2011; pp. 815–817. [Google Scholar]
- Alcaraz, C. Cloud-Assisted Dynamic Resilience for Cyber-Physical Control Systems. IEEE Wirel. Commun. 2018, 25, 76–82. [Google Scholar] [CrossRef]
- Lee, J.; Bazheri, B.; Kao, H.A. A Cyber-Physical Systems architecture for Industry 4.0-based manufacturing systems. Manuf. Lett. 2015, 3, 18–23. [Google Scholar] [CrossRef]
- Colombo, A.W.; Bangemann, T.; Karnouskos, S.; Delsing, J.; Stluka, P.; Harrison, R.; Jammes, F.; Lastra, J. Industrial Cloud-Based Cyber-Physical Systems: The IMC-AESOP Approach; Springer International Publishing: Cham, Switzerland, 2014. [Google Scholar]
- Suárez-Albela, M.; Fernández-Caramés, T.M.; Fraga-Lamas, P.; Castedo, L. A Practical Evaluation of a High-Security Energy-Efficient Gateway for IoT Fog Computing Applications. Sensors 2017, 17, 1978. [Google Scholar] [CrossRef] [PubMed]
- Blanco-Novoa, Ó.; Fernández-Caramés, T.M.; Fraga-Lamas, P.; Vilar-Montesinos, M.A. A Practical Evaluation of Commercial Industrial Augmented Reality Systems in an Industry 4.0 Shipyard. IEEE Access 2018, 6, 8201–8218. [Google Scholar] [CrossRef]
- Fraga-Lamas, P.; Fernández-Caramés, T.M.; Blanco-Novoa, Ó.; Vilar-Montesinos, M.A. A Review on Industrial Augmented Reality Systems for the Industry 4.0 Shipyard. IEEE Access 2018, 6, 13358–13375. [Google Scholar] [CrossRef]
- NPR ActiveTrack-2 New Edition. Available online: http://www.nextpoints.com/es/productos-rfid/item/187-npr-active-track-2-new-edition.html (accessed on 27 April 2018).
- Active RuggedTag-175S. Available online: http://www.nextpoints.com/es/productos-rfid/item/319-tag-rfid-activo-active-rugged-tag-175s.html (accessed on 27 April 2018).
- Redis Official Web Page. Available online: https://redis.io (accessed on 15 May 2018).
- Internet Engineering Task Force, “IETF standard RFC 6455 - The Websocket Protocol”. Available online: https://tools.ietf.org/html/rfc6455 (accessed on 27 April 2018).
- Tornado Web Server Official Website. Available online: http://www.tornadoweb.org (accessed on 27 April 2018).
- Siemens’ Simatic IT Official Website. Available online: https://w3.siemens.com/mcms/mes/en/mes_suites/Pages/Default.aspx (accessed on 27 April 2018).
- Orange Pi Official Web Page. Available online: http://www.orangepi.org/orangepipc (accessed on 27 April 2018).
- Banana Pi Pro Manufacturer Website. Available online: http://www.lemaker.org (accessed on 15 May 2018).
- BeagleBone Black Official Website. Available online: http://beagleboard.org (accessed on 15 May 2018).
- Cubieboard Official Website. Available online: http://cubieboard.org (accessed on 15 May 2018).
- Odroid Official Manufacturer Website. Available online: http://www.hardkernel.com (accessed on 15 May 2018).
- Raspberry Pi Official Website. Available online: http://www.raspberrypi.org (accessed on 15 May 2018).
- UDOO Official Website. Available online: http://udoo.org (accessed on 15 May 2018).
- Python GIL limitations. Available online: https://wiki.python.org/moin/GlobalInterpreterLock (accessed on 15 May 2018).
- Tasks and Coroutines in Python. Available online: https://docs.python.org/3/library/asyncio-task.html (accessed on 15 May 2018).
- Siege Official Web Page. Available online: https://www.joedog.org/siege-home/ (accessed on 15 May 2018).
- Apache Benchmark Official Web Page. Available online: https://httpd.apache.org/docs/2.4/programs/ab.html (accessed on 15 May 2018).
- HTTPerf Official Web Page. Available online: https://github.com/httperf/httperf (accessed on 15 May 2018).
- WRK Official Web Page. Available online: https://github.com/wg/wrk (accessed on 15 May 2018).
- Locust Official Web Page. Available online: https://locust.io (accessed on 27 April 2018).
- IPerf Official Web Page. Available online: https://iperf.fr (accessed on 12 June 2018).
- Performance Best Practices for VMware vSphere 6.5. Available online: https://www.vmware.com/content/dam/digitalmarketing/vmware/en/pdf/techpaper/performance/Perf_Best_Practices_vSphere65.pdf (accessed on 15 May 2018).
























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Name | Clock Rate | Cores | RAM | Cost (USD) |
|---|---|---|---|---|
| Banana Pi Pro [43] | 1 GHz | 2 | 1 GB | $ 55 |
| BeagleBone Black [44] | 1 GHz | 1 | 512 MB | $ 56 |
| Cubieboard 5 [45] | 2 GHz | 8 | 2 GB | $ 99 |
| ODROID-XU4 [46] | 2 GHz/1.4 GHz | 8 (4 + 4) | 2 GB | $ 59 |
| Orange Pi PC [42] | 1.6 GHz | 4 | 1 GB | $ 15 |
| Raspberry Pi 3 Model B+ [47] | 1.4 GHz | 4 | 1 GB | $ 35 |
| UDOO X86 ULTRA [48] | 2.56 GHz | 4 | 8 GB | $ 267 |
| Approach/#Tags | 200 | 400 | 600 | 800 | 1000 |
| Fog | 0.0076 | 0.0023 | 0.0082 | 0.0073 | 0.0069 |
| Cloud | 0.0388 | 0.1369 | 0.3485 | 1.0978 | 3.3244 |
| Improvement | ×5.10 | ×59.52 | ×42.50 | ×150.38 | ×481.80 |
| Approach/#Tags | 10,000 | 20,000 | 30,000 | 40,000 | 50,000 | 60,000 |
| Fog | 0.0234 | 0.055 | 0.116 | 0.295 | 8.467 | 7.756 |
| Cloud | 0.6899 | 2.027 | 1.339 | 2.980 | 7.406 | 5.834 |
| Improvement | ×29.48 | ×36.48 | ×11.54 | ×10.10 | ×0.87 | ×0.75 |
| Approach/#Tags | 10,000 | 20,000 | 30,000 | 40,000 | 50,000 | 60,000 |
| Fog | 99.99 % | 99.99 % | 99.99 % | 99.98 % | 87.92 % | 76.01% |
| Cloud | 99.99 % | 71.79 % | 91.72 % | 82.14 % | 53.28 % | 61.40 % |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Fernández-Caramés, T.M.; Fraga-Lamas, P.; Suárez-Albela, M.; Díaz-Bouza, M.A. A Fog Computing Based Cyber-Physical System for the Automation of Pipe-Related Tasks in the Industry 4.0 Shipyard. Sensors 2018, 18, 1961. https://doi.org/10.3390/s18061961
Fernández-Caramés TM, Fraga-Lamas P, Suárez-Albela M, Díaz-Bouza MA. A Fog Computing Based Cyber-Physical System for the Automation of Pipe-Related Tasks in the Industry 4.0 Shipyard. Sensors. 2018; 18(6):1961. https://doi.org/10.3390/s18061961
Chicago/Turabian StyleFernández-Caramés, Tiago M., Paula Fraga-Lamas, Manuel Suárez-Albela, and Manuel A. Díaz-Bouza. 2018. "A Fog Computing Based Cyber-Physical System for the Automation of Pipe-Related Tasks in the Industry 4.0 Shipyard" Sensors 18, no. 6: 1961. https://doi.org/10.3390/s18061961
APA StyleFernández-Caramés, T. M., Fraga-Lamas, P., Suárez-Albela, M., & Díaz-Bouza, M. A. (2018). A Fog Computing Based Cyber-Physical System for the Automation of Pipe-Related Tasks in the Industry 4.0 Shipyard. Sensors, 18(6), 1961. https://doi.org/10.3390/s18061961