1. Introduction
As key pieces of equipment for production and transportation in coal mines, hoists, known as the “mine throat”, play a vital role in ensuring production safety [
1]. They are commonly used to lift minerals, equipment or transport workers. During their long running process, hoist problems may cause a hazardous incident such as overloading and tension imbalance of the wire ropes [
2]. Therefore, the real-time tension monitoring for wire ropes has great theoretical and practical significance to ensure safe production in coal mines.
Nowadays, a variety of methods have been applied to monitor the tension of hoist wire ropes. According to the evaluation criterion of whether the lifting weight is varying during the monitoring process, these methods can be mainly divided into two categories: static monitoring and dynamic monitoring. Static monitoring methods include the flex-cable method [
3], bending strains method [
4], inhomogeneous chord vibration method [
5], etc. With the development of wireless communication technology, dynamic tension monitoring for wire ropes has become a major trend. Dynamic monitoring methods involve the motor current method [
6], series connecting sensor method [
7,
8], oil pressure method [
9,
10], etc. However, the wire ropes of hoist are flexible and easily subjected to coupled vibration that often leads to serious interferences with the tension signals [
11]. In addition, vibration elimination and noise filtering of conventional monitoring methods are mostly performed after data acquisition [
5,
6,
7,
8,
9,
10], so they are hardly suitable for real-time tension monitoring. Thus, it is urgent to design an applicable sensor for the violent vibration environment of coal mines. Many scholars have done a lot of research on similar sensors in the field of industry. In summary, sensors are designed from a variety of aspects to reduce the influence of vibration on measurement results. For instance, in the aspect of sensor materials, the magnetostrictive vibration sensor has several advantages over conventional piezoelectric sensors which are attributed to the high Curie temperature of magnetostrictive materials [
12]. In [
13], Yang et al. applied a vibration acceleration sensor with the built-in integrated circuit amplifier to adjust vibration signals. Moreover, some studies [
14,
15] are introduced from the aspect of structure design. With the development of research, the back propagation neural network (BPNN) [
16] has been gradually employed to process measurement signals and achieves high accuracy. However, due to poor working conditions and the strict explosion-proof requirements in coal mines, the sensors for tension monitoring are still designed with a focus on sensor structure.
In addition to the approaches mentioned above, at present fluids have satisfactory application prospects in eliminating vibration and absorbing noise in many applications. In [
17,
18,
19], a fluid was applied to reduce the vibration of vehicles. Another typical application of fluid vibration isolation is magneto-rheological fluids (MRF). Nguyen et al. [
19] focused on the MRF technology to reduce the noise and vibration transmissibility from the power sources to the vehicle body. In addition, vibration isolators are often applied in the vibration propagation path to protect high precision payloads from vibration disturbances. In [
20], on-orbit and launch environment isolation performance of a vibration isolator with a viscous fluid was evaluated. The test results indicated that the developed isolator with viscous fluid provided effective isolation for the small amplitude vibration disturbances and also survived large amplitude vibrations without any damage.
It is worth noting that fluids belong to a kind of dense media, and the interaction between fluid and solid cannot be neglected, namely, the effect of fluid-solid coupling on filtering characteristics needs to be taken into account. Henderson and Miles [
21] proposed that the fluid flowing in a container was approximately an ideal flow. They obtained a satisfactory result through adding the damping produced by Stokes dissipation at boundary layers to the damping produced by Rayleigh dissipation in the fluid. Zhou et al. [
22] studied the effect of elastic cavity walls on the acoustic characteristics of a water-filled Helmholtz resonator. Theoretical and experimental results showed that the elasticity of cavity walls significantly affected the acoustic characteristics of the Helmholtz resonator and the resonance frequency shifted to a lower frequency domain. To investigate the vibration-reducing mechanism of viscous liquids, Xiang et al. [
23] carried out vibration and noise reduction experiments for a double-layered thin-wall box. The results indicated that the increase of box liquid volume and the introduction of diaphragm plates could enhance the damping ratio of the system and reduce the power of acoustic radiation of the system. Griffiths et al. [
24] proposed a formula for calculating the filtering frequency of a Helmholtz resonator in consideration of the elastic deformation due to fluid-solid coupling. The research verified that liquid-solid coupling would produce a low noise-absorbing frequency. At the same time, the viscous damping of the fluid played an important role in the vibration energy dissipation.
In view of the situation that the violent disturbance occurs frequently during the tension monitoring phase and some advanced methods are impracticable for existing mining pressure sensors, a novel acoustic filtering sensor based on fluid-solid coupling with a special structure is designed in this paper.
The remainder of this paper is organized as follows:
Section 2 introduces the hardware of our tension monitoring system for a multi-rope hoist.
Section 3 describes the structure, measuring and filtering principle of the acoustic filtering sensor. Simulation analysis based on fluid-solid coupling is elaborated in
Section 4.
Section 5 refers to static characteristics tests and an experiment contrasting our acoustic filtering sensor with a universal pressure sensor. Finally,
Section 6 concludes the study and discusses some future directions.
2. Hardware Description of Tension Monitoring System for a Multi-rope Hoist
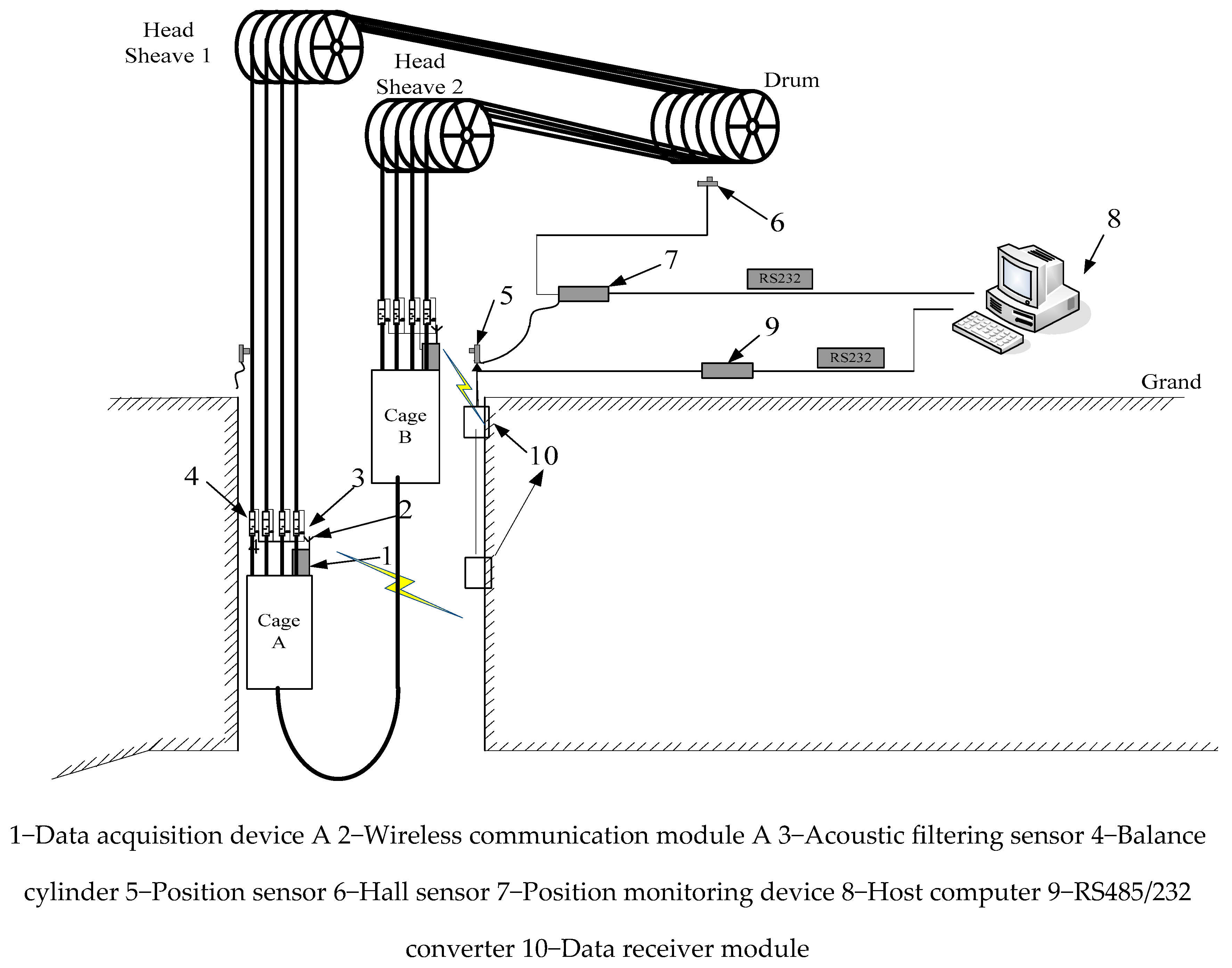
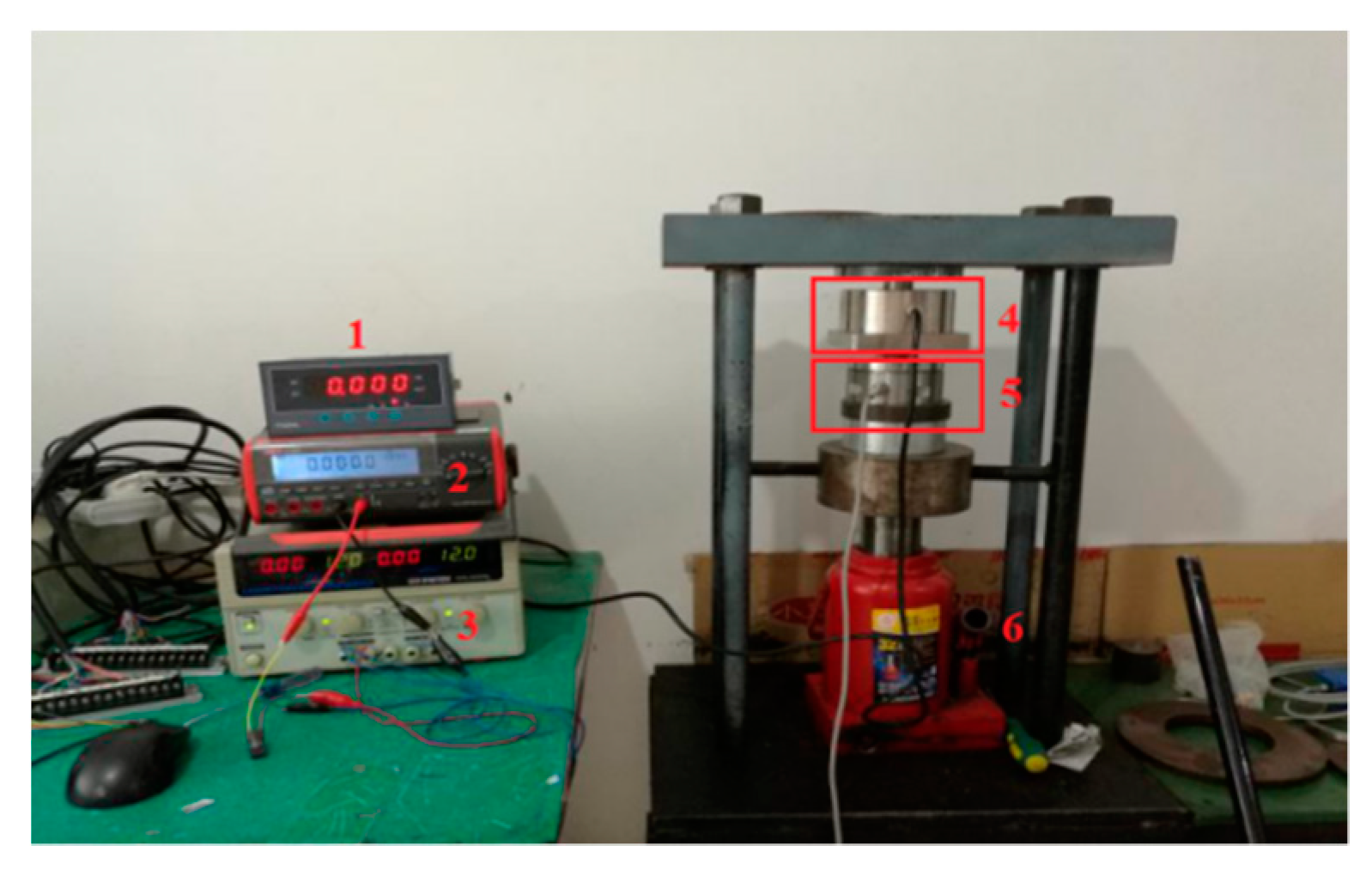
The tension monitoring system for wire ropes of multi-rope hoist is shown in
Figure 1. Taking the cage A as an example, the acoustic filtering sensors 3 are installed in the middle of balance cylinders 4. Firstly, the tension signals acquired through data acquisition device 1 are transmitted to the wireless communication module 2. Secondly, the communication module 2 sends the acquired signals to the data receiving module 10 which installed in the well. Then, the signals are transferred to the hoist house by RS485/232 converter (self-made). Finally, the data are processed by host computer 8 to achieve tension monitoring of the wire ropes. In order to illustrate the change regulation of tension with the depth of cage A, cage position signals and cage in position signals are also transmitted to the host computer 8, which are acquired by Hall sensor 6 and position monitoring device 7, respectively.
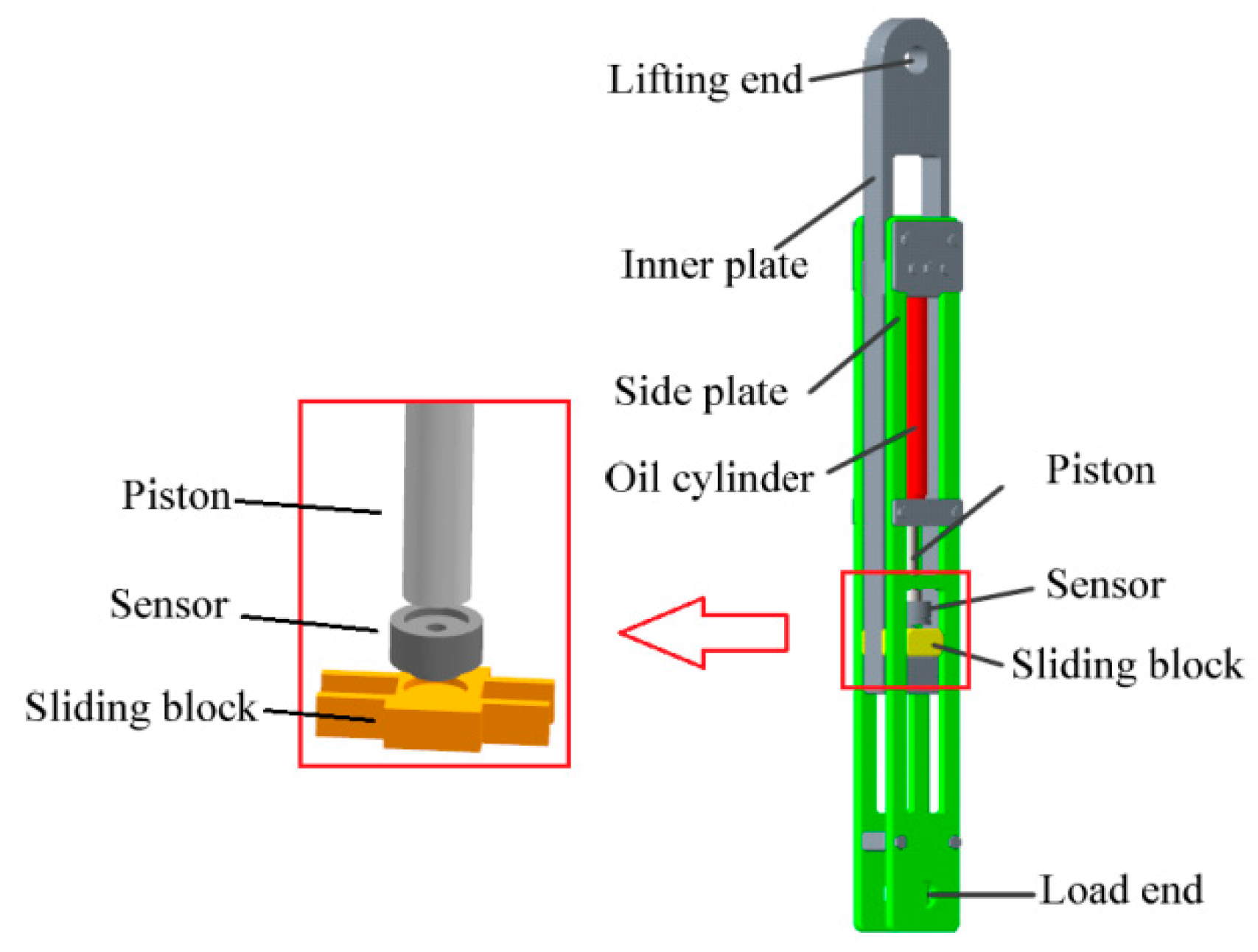
To illustrate the feasibility of our monitoring system, the balance cylinder model of a hoist is established in
Figure 2. The model is mainly composed of the inner plate, the side plate, the hydraulic cylinder, the piston rod and the sliding block. The top of inner plate is the lifting end which is connected with one wire rope through a pinhole and the other end is connected with the bottom of sliding block through a groove. The upper end of side plate is connected with the oil cylinder and the bottom is the load end which is connected with the cage through a pinhole. The acoustic filtering sensor is installed between the piston rod and sliding block. In the running process of hoist, the traction acting on the lower end of acoustic filtering sensor is equal to the tension of wire rope, which is denoted as
. The load end acts on the upper end of acoustic filtering sensor through the side plate and the piston rod, which is denoted as
. Under the condition of dynamic load being ignored,
. Consequently, the tension of wire ropes can be obtained based on above monitoring system.
3. Sensor Design
3.1. Structure of the Sensor
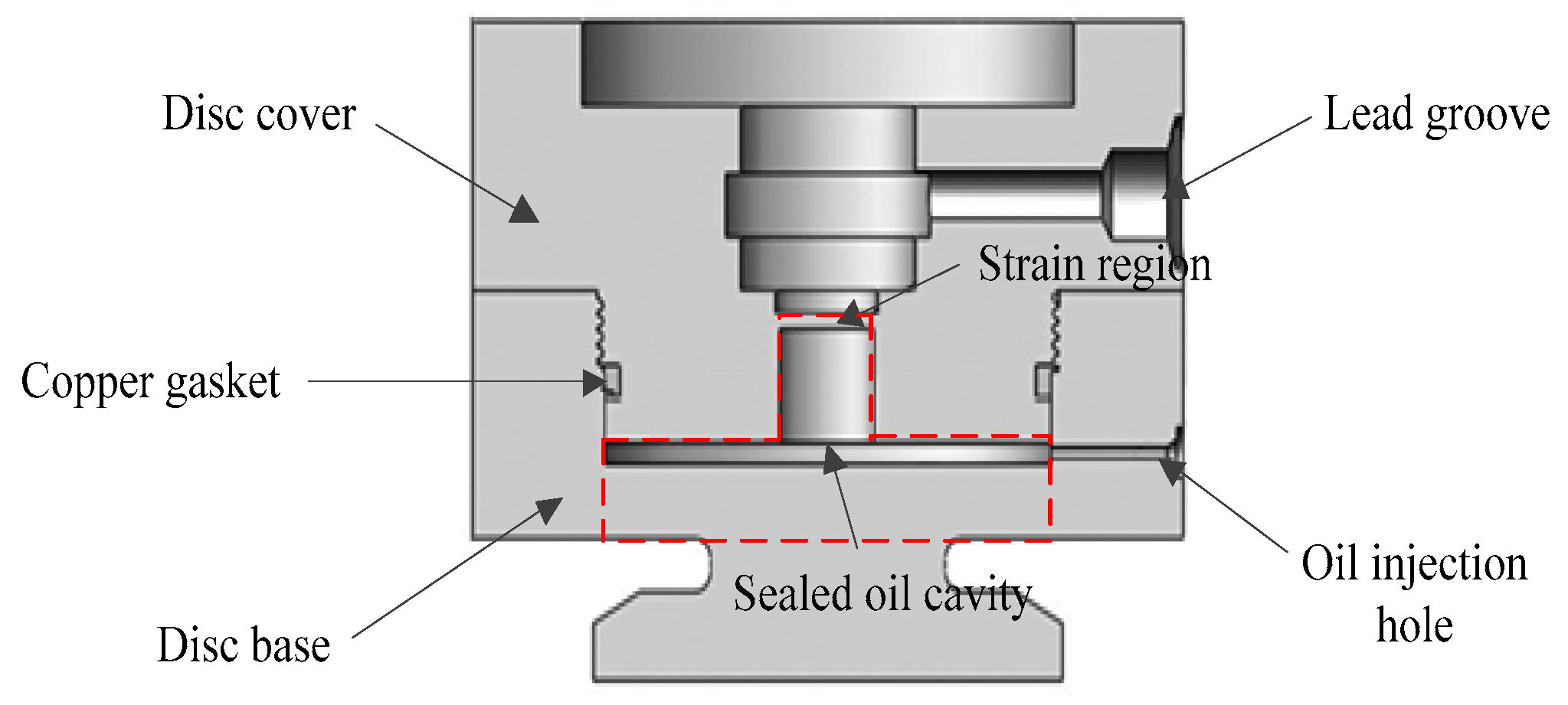
Figure 3 demonstrates the structure diagram of the acoustic filtering sensor. The steel-made sensor is mainly composed of a disc cover and a disc base. These two parts are welded after thread connection, which form a cylindrical cavity and a flat gap. We select dimethylsilicone oil as the fluid filling in the sensor. To prevent oil leakage, a gasket is installed at the joint part of disc cover and disc base. Considering that the gasket will not be replaced again once the sensor is welded, copper is selected as the gasket material. Strain region, a circular thin plate, is set in the center of the disc cover, and strain gauges are attached on the upper side of strain region to measure oil pressure. We also provide a lead groove in the middle of disc cover for wiring and protecting ropes. Furthermore, an oil injection hole is designed in the lower part of disc base to inject oil into the cavity and gap.
To prevent air from entering the oil cavity, oil injection needs to be accomplished with a special vacuum pumping device.
As shown in
Figure 4, the device in the left is used to contain dimethylsilicone oil and it connects with the right vacuum pump through a plastic pipe. The oilless sensor is immersed in the oil and then the vacuum pump begins to pump the air remaining in the container. With the decrease of internal pressure, the air-free oil is injected into the sensor gradually through the oil injection hole. Finally, the hole is sealed with a screw in the oil after oil injection.
3.2. Measuring Principle of the Sensor
According to the description in
Section 2, an external load acts on the disc cover of the sensor through balance cylinder, and the traction of wire ropes acts on the disc base of the sensor. Under the action of these two forces, the sensor will be squeezed and bent. The deformation mainly occurs in the red area of
Figure 3. To search the relationship between traction and external load, we simplify the tagged sensor structure as
Figure 5a. The lower circular thin plate in red area is equivalent to a cantilever plate from the aspect of mechanics. The cantilever plate will be bent as
Figure 5b when confronting with external forces, changing the oil cavity volume and internal oil pressure. Consequently, the increased oil pressure results in the deformation of strain region and measured output value is capable of calculating the tension of wire ropes.
For better understanding the relationship between oil cavity volume and oil pressure, the oil compressibility coefficient
β is introduced. Assuming the change of oil cavity volume is slight and the velocity of sound in oil fluid is a constant, the oil pressure
p0 can be deduced by Equation (1):
where
represents the changed volume of oil cavity,
V represents the initial volume of oil cavity,
is the oil density, and
is the velocity of sound in oil fluid. In the case of small disturbance,
.
The volume change of oil cavity is originated from two factors: the deformation of the cantilever plate and the deformation of the strain region. The cantilever plate is subjected to an upward counterforce from the disc base when an external load
p acts on the disc cover. We assume that the counterforce acts on the whole face of cantilever plate for simplifying the calculation. At this time, the question is equivalent to the bending of circular thin plate under uniform load. The bending displacement of circular thin plate under static loading can be expressed as follows [
22]:
where
p denotes the uniform load acting on circular thin plate,
a denotes the radius of circular thin plate,
D is the anti-bending rigidity of circular thin plate, and
r is the polar radius.
The volume change produced by the displacement of circular thin plate can be described as:
Based on Equations (2) and (3), when the sensor is in a steady state, the bending displacement and volume change of cantilever plate can be expressed as follows:
The bending displacement and volume change of strain region under the action of oil pressure are described in a similar way, that is:
where
and
are the radius of cantilever plate and strain region,
and
are the anti-bending rigidity of cantilever plate and strain region, respectively.
Thus, the volume change of oil cavity under the action of external load
p can be deduced as follows:
Based on Equations (1), (4), (5) and (6), the oil pressure and the volume change of cantilever plate and strain region under the action of external load can be written as:
Other specific parameters of the acoustic filtering sensor are shown in
Table 1. Based on these parameters, the oil cavity volume is
, the anti-bending rigidity of cantilever plate is
, and the anti-bending rigidity of strain region is
. Substituting these calculations into Equations (8) and (9), we obtained
. Due to the tiny value of
, the effect of strain region deformation on the volume change of oil cavity can be neglected, namely, the volume change of oil cavity is merely caused by the deformation of cantilever plate.
As a result,
can be rewritten as:
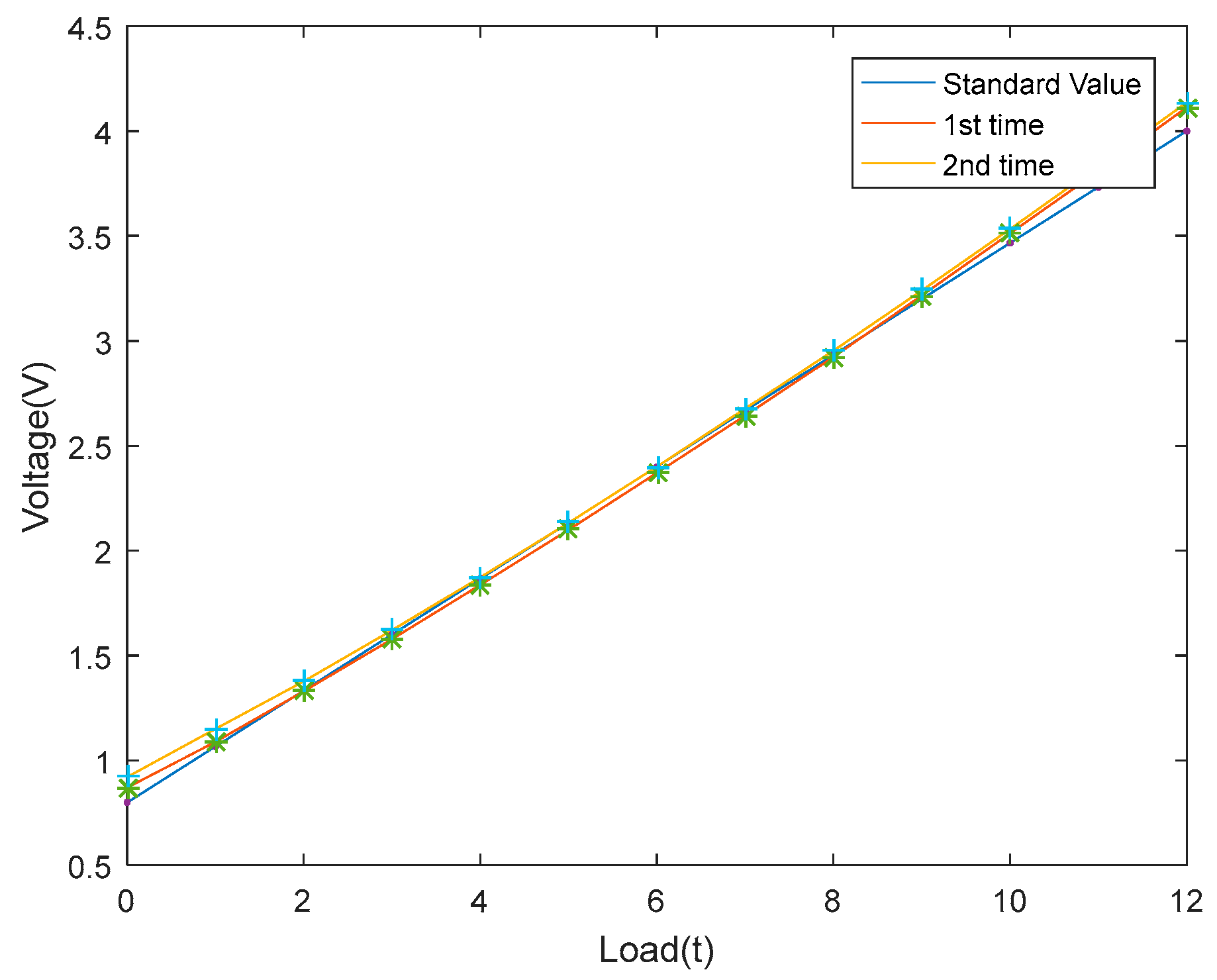
Once the size of the acoustic filtering sensor and the type of internal oil are determined, becomes a constant. According to Equation (10), there is a linear relationship between and . Similarly, according to Equation (8), there is a linear relationship between and external load p. Thus, the internal oil pressure varies linearly with the external load p. This is the measurement principle of the acoustic filtering sensor for tension monitoring of wire ropes.
3.3. Filtering Principle of the Sensor
The fluid in oil cavity will be squeezed and it will vibrate when the cantilever plate is bent. The oil cavity is composed of two parts: a gap and a cylindrical cavity. Assuming the fluid mass in the gap is and the fluid mass in the cylindrical cavity is , due to the narrow width of the gap, the energy of is dissipated through the gap damping. In addition, resonance will occur if the parameters are designed to make the vibration frequency closed to the natural frequency of fluid . By this way, the kinetic energy contained in fluid is dissipated to the maximum. As a result, the vibration of fluid will be weakened so that the oil pressure acting on strain region and output voltage signals generated by strain gauges become more stable.
In order to illustrate the filtering principle of acoustic filtering sensor, the dynamics model of oil cavity is established. The gap is flat, narrow and its volume is larger compared with the cylindrical cavity, which produces damping effect and elasticity effect when fluid
flows in the gap. Therefore, the gap can be simplified as a spring-mass-damp system. For the fluid
, the strain region will be squeezed when it flows in the cylindrical cavity, and the effect of strain region on fluid
is equivalent to a spring at this time. Therefore, the cylindrical cavity can be simplified as a spring-mass system.
Figure 6 presents the equivalent vibration model of oil cavity.
In order to simulate the excitation force acting on cantilever plate, the motion of this circular thin plate can be regarded as the vibration of piston, and its equivalent mass is denoted as . Assuming the displacements of fluid , and are , and , respectively; the equivalent acoustic area of fluid , and are , and , respectively.
For the cantilever plate, its kinetic equation is:
For fluid
flowed in the gap, its kinetic equation is:
where
is the acoustic resistance of the gap,
is the acoustic conductor of the gap.
For fluid
flowed in the cylindrical cavity, its kinetic equation is:
where
is the acoustic conductor of the cylindrical cavity.
Assuming the fluid is in an ideal state of adiabatic compression and substituting
,
,
,
,
and
into Equation (1), the oil pressure can be obtained as:
As shown in
Figure 6, the fluid
, fluid
, gap and cylindrical cavity together constitute a dynamic vibration absorbing system. Fluid
will resonate when the noise frequency is equal or close to its natural frequency. Then, the vibration energy of fluid
is real-timely absorbed under the action of gap damping. Thus, the vibration amplitude of the other vibration absorber will be reduced, namely, the oil pressure acting on the strain region becomes more stable. This is the real-time filtering principle of the acoustic filtering sensor.


























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}