1. Introduction
Sensors convert applied physical quantities into electrical signals. In various conversion mechanisms, piezoresistive [
1], capacitive [
2], piezoelectric [
3], and frictional [
4] sensors all quantify external changes in electrical signals. Traditional strain sensors are often used to estimate displacement or force in mechanical systems. In recent years, matching industrial development needs, wearable, high-sensitivity, and high-stability micro-sensors [
5] have become the hotspots of research on sensor networks, the Internet of Things (IOT), and miniaturized wearable electronics products. In motion sensing, portable micro-sensors are extremely important for real-time measurement of the acceleration, velocity, and force of objects, for monitoring the body’s motion parameters and health conditions in biomedical practice [
6,
7,
8]. At present, most sensors require a battery device, and they cannot be separated from the battery device to work autonomously or self-powered [
9].
Self-powered sensors convert mechanical kinetic energy into electrical signals using piezoresistive, piezoelectric, capacitive, and frictional methods. To achieve self-power, common sensors are made of polyvinylidene difluoride (PVDF) as the main material. As a piezoelectric molecular material [
10], PVDF features good flexibility, a simple manufacturing process, high strain level, strong resistance to mechanical deformation, and low manufacturing cost. PVDF’s piezoelectric sensors, with their simple process, wide material selection, and low-cost advantages, are considered the best material choice for self-powered sensors. PVDF’s piezoelectric sensors are manufactured in a number of ways, such as spin-coating [
11] and electrostatic spinning [
12]. Among them, electrostatic spinning technology can make a micro-nanometer-level sensor [
13], increasing the surface area ratio of the sensor and thus the effective contact area and the cumulative charge density.
High-sensitivity piezoelectric elements are manufactured, and the most commonly used process for this is electrostatic spinning. Cooley et al. [
14] proposed a patent related to electrostatic spinning for a technology that can produce actuators [
15] and sensors, with a process accuracy reaching nanometer grade in recent years. NFES, a manufacturing process, produces microfibers from solution by applying an electric field. When applying enough voltage to the solution, the droplet will be drawn out because the electric charges in the solution eliminate the surface tension. Thanks to the adhesion between molecules in the droplet, a flow then be formed. After the liquid in the flow evaporates over time, a fiber shows up on the collecting board. NFES is simple, controllable, and low cost. Furthermore, the fibers collected from NFES can even achieve a micron scale and may be self-powered. NFES technology can create high-precision ultra-fine nanowires and 3D, patterned, stacked printing [
16]. Moreover, self-powered strain sensors developed using NFES technology can break through the current shortcomings of strain sensors requiring a power supply. NFES technology can write PVDF directly on flexible substrates, making self-powered nanometer devices, which can be applied to implantable biomedical devices [
17], wireless sensors, and portable electronic devices [
18].
A traditional strain sensor mainly changes the resistance of the sensing element by applying an external force, then determines the bending of the object according to the resistance value. The piezoelectric element is made by the NFES technology [
19,
20], and a voltage is generated when the piezoelectric element is affected by an external force [
20]. Using these voltages, the sensor can become a self-powered strain sensor, and no additional battery device is required. The utilization of the space is greatly improved, and the object is miniaturized. In that context, this study develops a sensor using PVDF fiber without a battery device, i.e., a self-powered strain sensor, and designs a cumulative angle algorithm to improve traditional piezoelectric sensors that cannot be continuously judged. The idea came from [
21]. The sensor can take continuous position measurements like a traditional strain sensor, but without resetting, and does not require a battery device like a traditional strain sensor does for its power supply.
2. Design of Self-Powered Strain Sensor
In this paper, the sensor is mainly composed of PVDF and PDMS. In basic bending mechanics, Young’s modulus of PDMS film is 1.32~2.97 MPa, the PVDF fiber modulus of PVDF spun by the NFES process is about 1.1 GPa, and Young’s modulus of PDMS film is larger than that of PVDF fiber. The self-powered strain sensor is constructed as shown in
Figure 1. The intermediate layer is a PVDF fiber film and the upper and lower layers are PDMS film material. A pair of aluminum sheets are attached to the PVDF fiber film to form aluminum electrodes. The aluminum electrodes will output the voltage signal generated by PVDF fiber film. Therefore, when the self-powered strain sensor is subjected to external forces, and this leads to bending, PVDF fibers can come under axial stress and produce strain to convert into electrical energy. Afterward, the voltage is generated when the PVDF fiber is affected by an external force. Using these voltages, the sensor can become a self-powered strain sensor, so no additional battery device is required.
The sensor in this study is composed of multiple layers of materials as a composite structure, and the displacement equation of the sensor is calculated by considering the elastic coefficient ratio
n of each layer’s structure. The aluminum electrode layer and insulating adhesive are extremely thin compared to the other material layers, so the aluminum metal layer and insulating adhesive are not considered when analyzing the overall structural variation. When the positive force on the piezoelectric strain sensor has to be balanced,
ρ is a constant, and since it is composed of two materials, Young’s modulus is not a constant. Meanwhile, the neutral axis condition is
Using Equation (2), the position of the neutral axis of the sensor can be calculated. Since the modulus of the PDMS film of the bottom layer is larger than that of the PVDF fiber film, the neutral axis is biased toward the bottom layer, and the PVDF fiber film is remote from the neutral axis. When the sensor substrate PDMS film Young’s modulus is
E1, the thickness is
t1, the PVDF fiber film Young’s modulus is
E2, the thickness is
t2, the width of the sensor is b, the neutral axis is located at the
δ position below the two interfaces of the PDMS film and PVDF fiber film, the strain of the PVDF fiber film is
where
is the elasticity coefficient.
The piezoelectric structure in this study must be stressed and strained to generate a voltage. This study uses the calculation of the neutral axis position to avoid the neutral axis being located at the position of the PVDF fiber layer, resulting in the reduction of the strain and the lowering of the PVDF fiber power-generation efficiency. Therefore, the PDMS film thickness
t1 of this sensor is designed to be 1.7 mm. Young’s modulus
E1 of the PDMS film is 2.15 MPa. The PVDF fiber thickness
t2 is 3.81 μm. Young’s modulus
E2 of the PVDF fiber is 1.2 GPa. The sensor structure width is 1.5 cm. The elasticity coefficient is
. Finally, the material parameters and sensor geometry are brought into Equation (3), and the strain of the PVDF fiber can be obtained
ε.
Various parameters affecting the PVDF fiber film strain value difference in the structure of the sensing element can be determined by estimating the PVDF fiber film strain value through Equations (5) and (6). These include the ratio of the elastic coefficient of the PDMS film to the PVDF fiber film. The larger the elastic coefficient ratio, the higher the position of the PVDF fiber film from the neutral axis. With parameters such as a short structure length, it can help the structure to obtain a better strain value, and it can provide an ideal voltage signal for the conversion of Formula (7). It may also provide a reasonable design reference for the structural design and material selection of the self-powered strain sensor.
where
L is the length of the PVDF fiber,
δ is the stress, and
d33 is the piezoelectric parameter.
3. Process of Self-Powered Strain Sensor
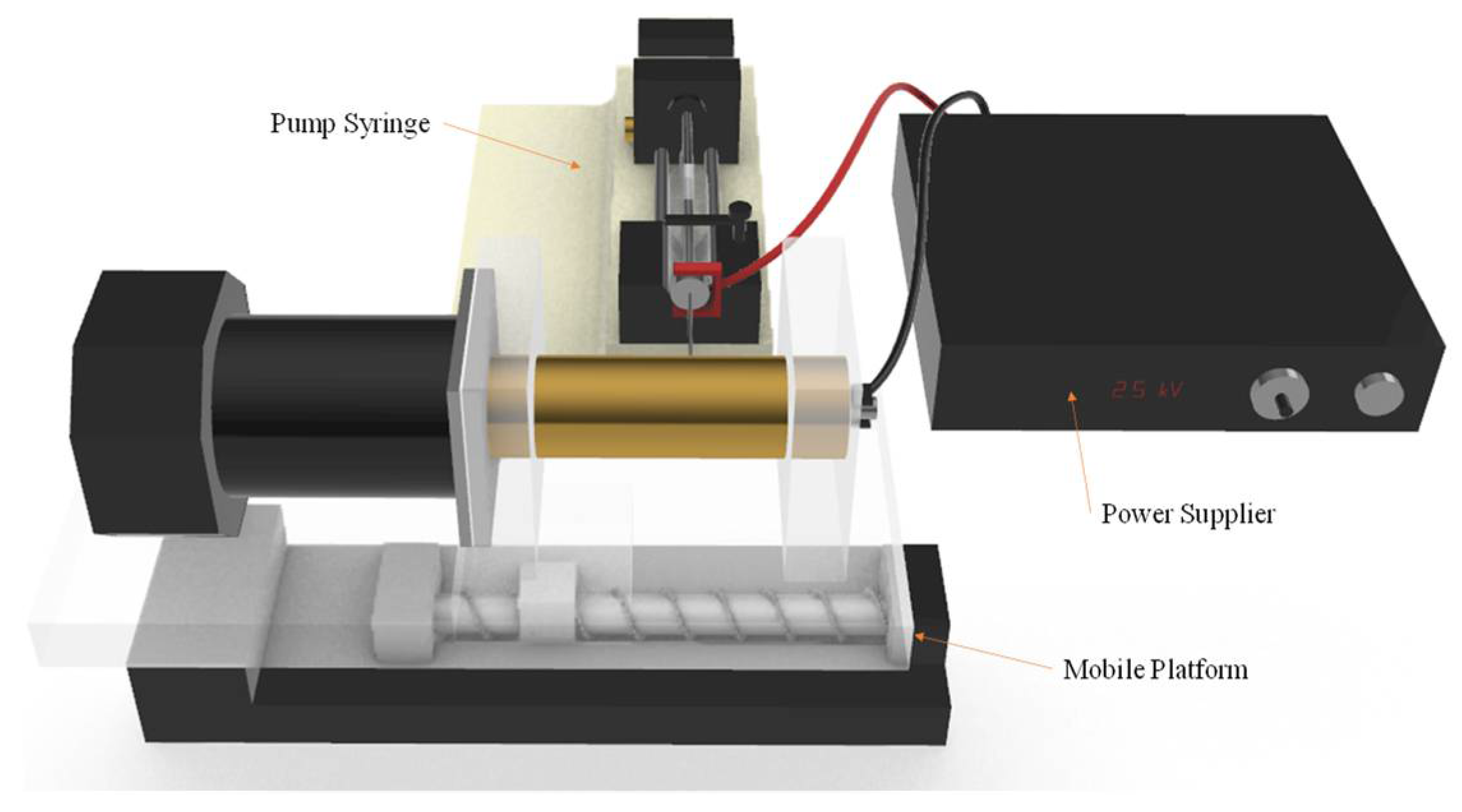
In this study, the self-assembled near-field electrospinning (NFES) equipment is as shown in
Figure 2. This collects PVDF fiber using rotational technology to improve the traditional planar collection method, so that the electrospinning length is no longer limited. Making up the rotational technology, we use a copper circular cylinder with a DC motor as a collector. By setting the rotation speed (RPM) of the cylinder with the DC motor and shifting the speed of the platform on the
x-axis, we can immediately obtain PVDF fiber in a good amount. When the platform moves back and forth, the collected PVDF fibers will overlap. This densely overlapped PVDF fiber looks like a thin film, so it is called PVDF fiber film in this paper. The equipment for the near-field electrospinning process includes a syringe, a precision flow control pump, a stainless steel needle holder, an
x-axis movement platform, a high-voltage power supply, a DC motor, and a hollow tube collection device. The sensing element of the piezoelectric sensor is PVDF fiber film.
The PVDF fiber film is manufactured by drum near-field electrospinning. Before the sensing element is spun, the PVDF solution needs to be prepared. The PVDF powder, CH
3COCH
3, and dimethyl sulfoxide (DMSO) are mixed in a ratio of 1:3:2, and stirred for 1 h with a magnet stirrer. The PVDF mixed solution is bubbly after stirring, so it is allowed to stand for 1 h at room temperature with the aim of eliminating the bubbles; otherwise, they will affect the piezoelectric characteristic. The experimental design for drum near-field electrospinning is shown in
Figure 2. The main equipment are the pump thruster, the power supply, and the collecting platform; the speed of the pump thruster is 160 μL/h using a 25 G needle tip (inner diameter 0.26 mm, needle length 46 mm), the voltage supply is 2.5 kV, the positive electrode of the voltage supply is fixed to the needle tip, and the negative electrode is fixed to the collecting plate. The NFES distance is less than 5 mm. NFES is easier to collect into neat PVDF fiber than FFES. The distance between the collecting platform and the needle tip depends on the humidity of the environment, the nature of the solution, the working voltage, etc. When there is a short distance, it is easy to generate an electrostatic reaction; when there is a long distance, is not easy to generate a Taylor cone and so we cannot generate PVDF fiber. The distance between the needle tip and the collecting platform in this experiment is 1 mm, the rotation speed of the copper cylinder is 1500 rpm, the spinning time is 1 h, and the environmental humidity is 25%.
When we carried out this experiment, a near-field electrospinning process was used to fabricate PVDF piezoelectric fibers. Electrospun fibers are collected by a self-developed rotating collection device. By rotating the hollow cylinder with the
x-axis moving platform, orderly and uninterrupted PVDF fibers could be collected. In this study, the relationship between the rotation speed of the drum and the PVDF fiber was investigated. The experimental parameters were fixed such as the supply voltage of 2.5 kV and the collection spacing of 1 mm. The speed of the
x-axis moving platform was 5 mm/s, and only the rotation speed of the cylinder was changed. When other parameters are fixed, piezoelectric fibers with an exit diameter of 17 μm can be obtained when the cylinder speed is 900 rpm; piezoelectric fibers with a diameter of 12 μm can be collected when the cylinder speed is 1100 rpm; piezoelectric fibers of 9.5 μm can be obtained when the cylinder speed is 1300 rpm; piezoelectric fibers of 9.2 μm can be obtained at 1500 rpm; piezoelectric fibers of 7.3 μm can be obtained at 1700 rpm; piezoelectric fibers of 5.1 μm can be obtained at 1900 rpm. The fibers are sprayed and deposited on the cylinder. When the drum rotation speed is too slow, the collection speed will be slower than the injection speed. The piezoelectric fibers will be deposited on the cylinder too fast, accumulate, and cause deflection. When the rotating speed of the cylinder is greater than the spinning speed, the piezoelectric fibers deposited on the cylinder will be pulled by the cylinder, affecting the wire diameter of the piezoelectric fibers. When the speed is too fast, the electrospinning is easily pulled and broken. As a result, the collected electrospinning is discontinuous.
Figure 3 shows the relationship between the rotation speed of the cylinder and the wire diameter for a fixed 2.5 kV voltage. Through the rotation of the cylinder and the movement of the platform, a large number of parallel piezoelectric fibers were quickly collected in this experiment. As shown in
Figure 4, the fibers collected by the controlled rotating collection device were numerous and densely overlapped like a thin film.
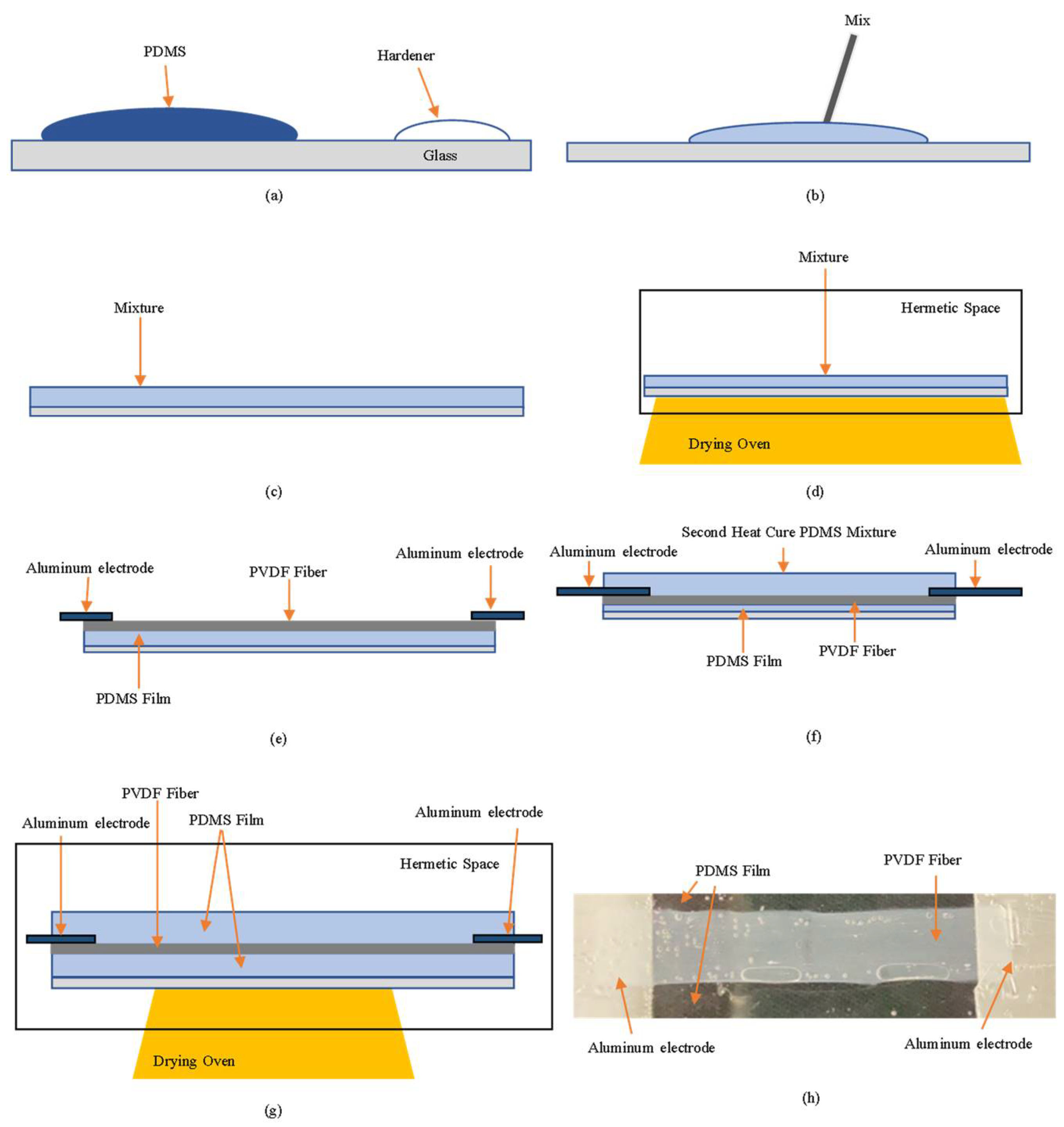
The self-powered strain sensor is composed of a PDMS film and PVDF fiber film. As shown in
Figure 5, the PDMS and the curing agent are mixed in a ratio of 10:1. The PDMS film is made in a heat-cured manner to produce a transparent film with elasticity. Thanks to its excellent stretchability, the heat-cured PDMS film is often used as a substrate for the microelement. The PVDF fiber film is made through the process of NFES, and the mixed solution is composed of PVDF, dimethyl sulfoxide (DMSO), and acetone (CH
3COCH
3). Through NFES, the PVDF mixed solution can be turned into a solid-state fiber to make a piezoelectric element. Then. The PVDF fiber film, PDMS film, and Al electrode can be laminated in sequence to form a self-powered strain sensor. If the PVDF fiber film is not closely adhered to the PDMS film and is directly exposed to air, the piezoelectric performance of the PVDF fiber film will drop very quickly and easily. Therefore, we flatten the PVDF fiber film thread onto the PDMS film, fix the two ends of the Al electrode to be thermally cured again, and package the bonded PDMS film and PVDF fiber film. This time, the thermal curing temperature drops about 40 °C and the time increases to about 3 h. Through the second thermal curing process, a complete self-powered strain sensor is made.
In this experiment, the internal crystallization of PVDF fibers measured by XRD must transform α-phase crystals without piezoelectric properties into β-phase crystals so that the PVDF fibers will have piezoelectric properties. The crystalline strength of the β phase at 20.8° and 2.5 kV has better strength than other voltages. The XRD spectrum of the self-powered strain sensor has a peak at 20.8° caused by β-crystal reflection, as shown in
Figure 6, but the peak at 20.8° will fade with time, so the piezoelectric element is time-bound. Therefore, to explore the impact of time on PVDF fiber, the downward trend at the value of 20.8° for the XRD spectrum of the piezoelectric element manufactured using NFES technology can be assessed. After more time, it can be found that the peak of 20.8° exhibits a fading trend; the peak of the first day is the highest, the peak of the third day begins to fade to 20% of the first day, and the falling amplitude begins to approach saturation.
5. Application for Sensing of Bending Angle Structure
In the measurement of the bending angle of the structure, the self-powered strain sensor is closely attached to the robotic arm to measure the bending at different angles.
Figure 12 shows the piezoelectric variation of the robotic arm at different bending angles (Δθ): 10, 15, 20, and 35°. For example, when the bending angle Δθ = 15°, the test combination has 0~15°, 5~20°, 10~25°, …, 20~35°. As shown in
Figure 12a, when the robotic arm is bent downward, the output voltages generated by each bending angle are different. When the variation angle Δθ = 10°, the output voltage of the self-powered strain sensor is 38.2 mV; when the variation angle Δθ = 15°, the output voltage is 39.12 mV; when the variation angle Δθ = 35°, the output voltage is 54.4 mV. Similarly,
Figure 12b shows an approximate result for the change in the bending angle when the robotic arm is bent upward. According to the above results and combined with the angle accumulation algorithm, the angle change of each segment and the whole angle change of the measured object in a unit of time can be accumulated. For example, when the robotic arm is bent upward by 10°, the voltage output is 38.2 mV; when it is bent upward by 20°, the voltage output is 44.6 mV, and the whole bending angle is 30°. In this study, the angle of each segment of the robotic arm can be estimated from the voltage output of each segment, then the full angle is estimated through the angle accumulation algorithm. This can avoid the limitation where a piezoelectric sensor can only measure the variation up to a single time and cannot perform multiple measurements. In this study, the self-powered strain sensor had real-time continuous measurement capability and could monitor structural deformation for a long time, representing a suitable replacement for the traditional strain sensor.
6. Conclusions
In this study, a self-powered strain sensor was developed to evaluate the potential of sensors for structural sensing applications. In the static analysis, the piezoelectric element showed a good piezoelectric performance and the decay amplitude was small. In the dynamic analysis, the self-powered strain sensor did not have significant hysteresis. From the bending piezoelectric response, we learned that when the angle variation is 35°, the robotic arm’s downward bending output voltage is 54.4 mV, while the robotic arm’s upward bending output voltage is 55.2 mV. Through the bending angle experiment, the relationship between the angle change and output voltage was then determined. Further to this, we showed that when applying a self-powered strain sensor to robotic arm bend sensing, the robotic arm bend can be sensed to determine the position of the robotic arm. Finally, in this study, the self-powered strain sensor combined with the angle accumulation algorithm was applied to monitor the bending angle of a structure, achieve continuous measurement of the bending angle structure, and improve on traditional piezoelectric sensors, which can only be sensed once. As the key takeaway, self-powered strain sensors can continuously measure in real-time, thus supporting the use of piezoelectric sensors for long-term monitoring of structural techniques.



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}











