
Mass-Manufacturable 3D Magnetic Force Sensor for Robotic Grasping and Slip Detection

Abstract
:1. Introduction
1.1. Sensor Technologies
1.2. Preview
2. Materials and Methods
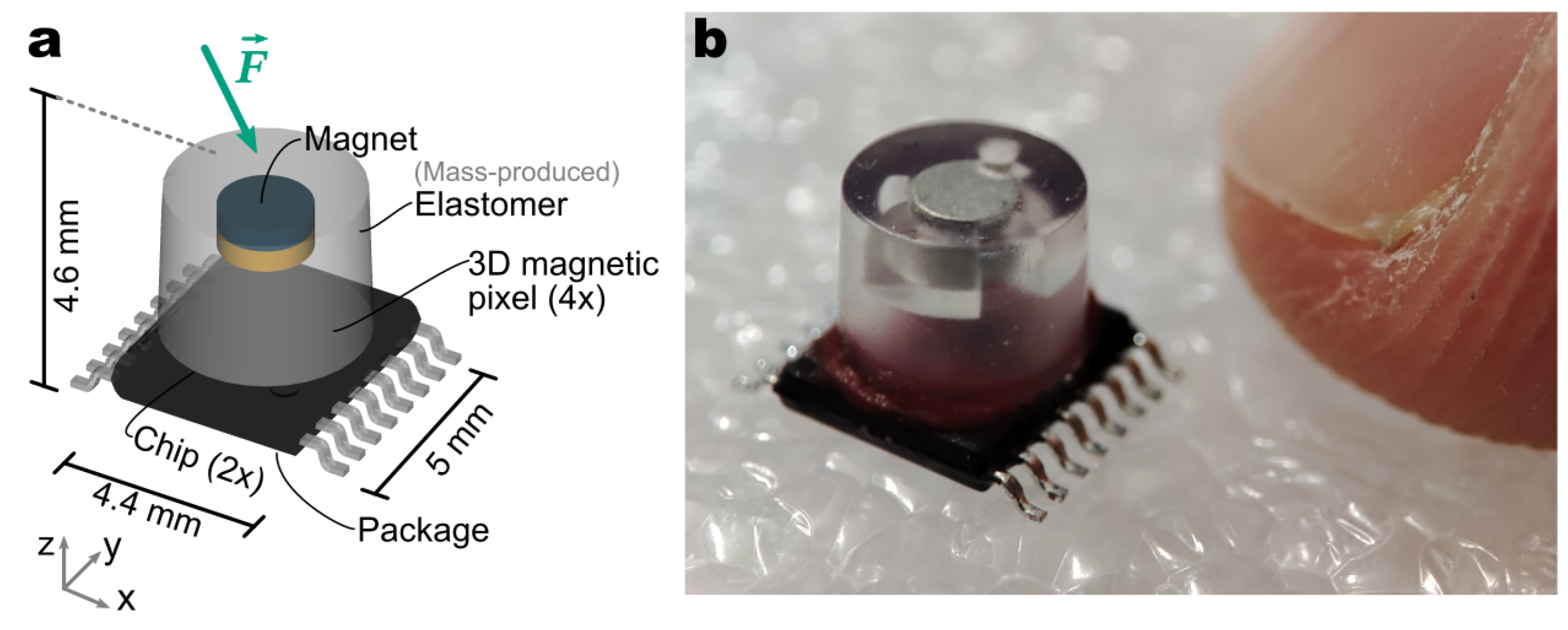
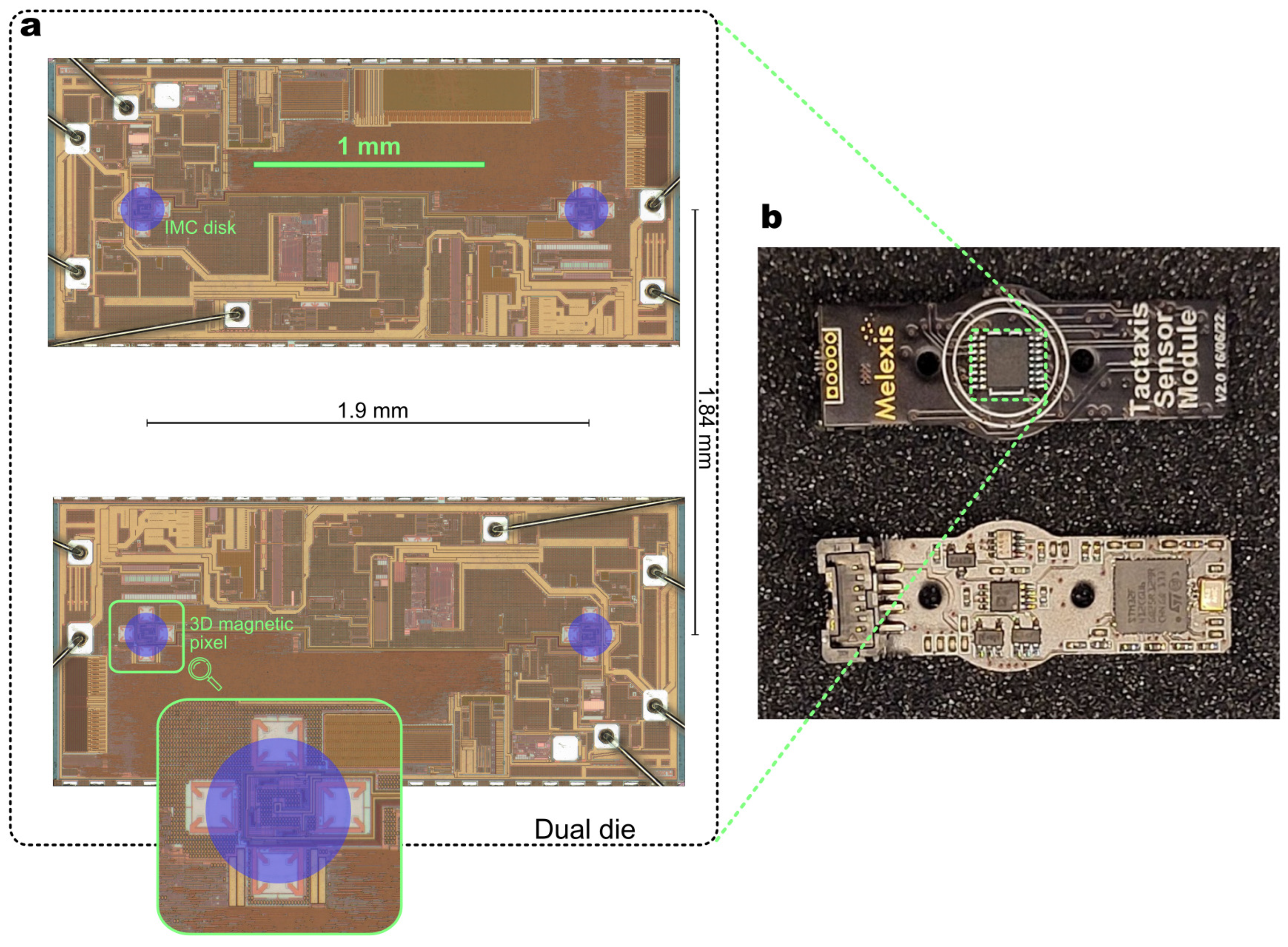
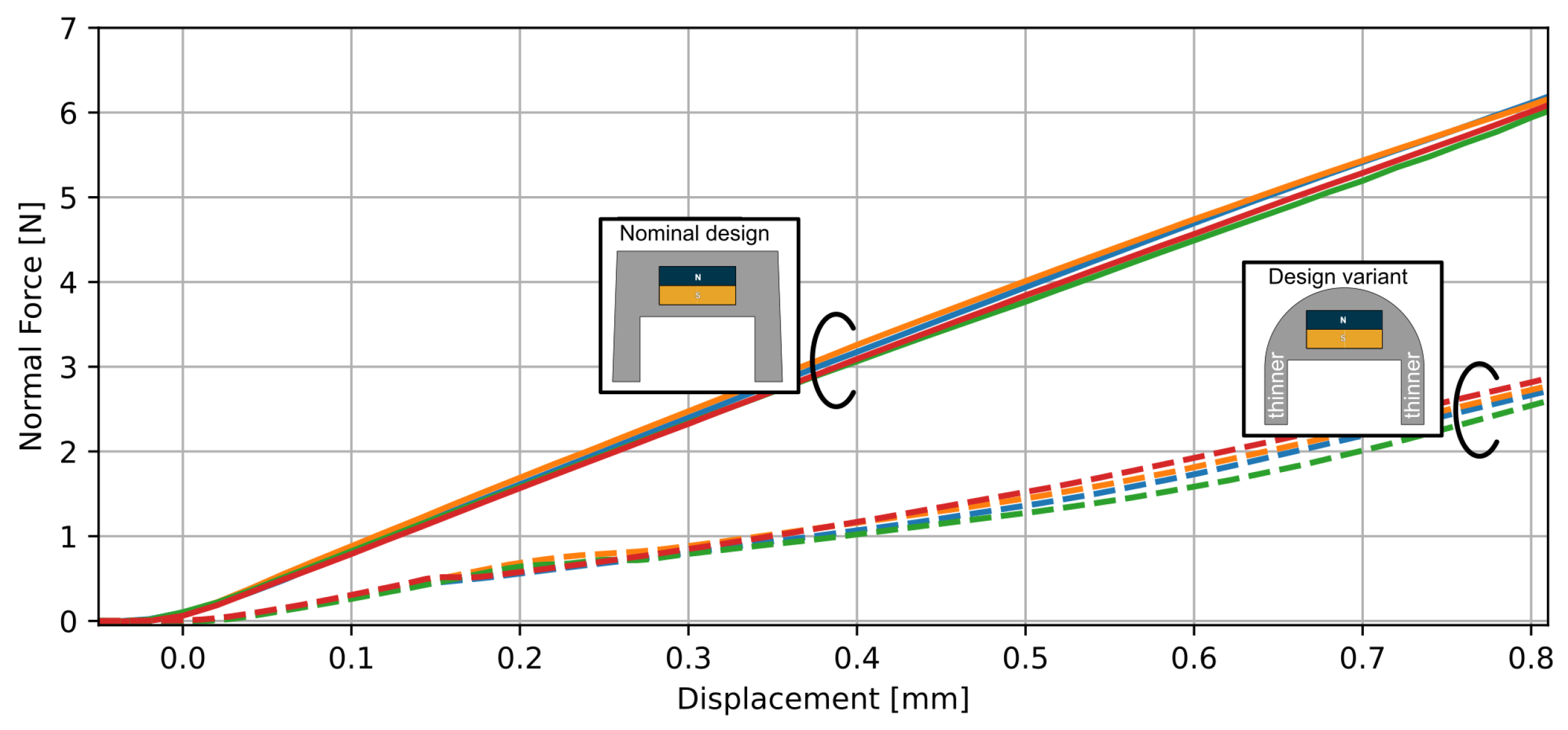
2.1. Sensor Architecture
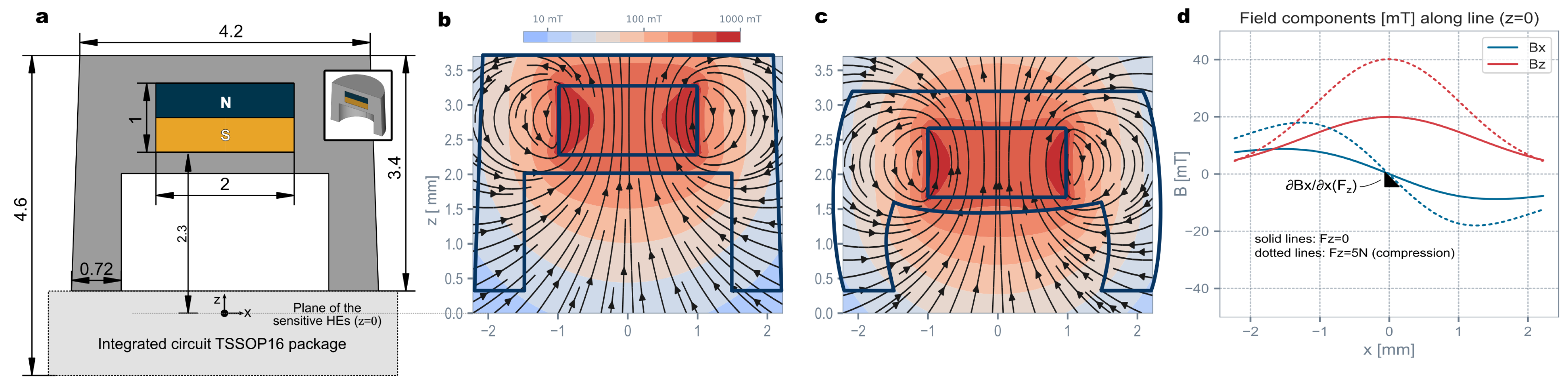
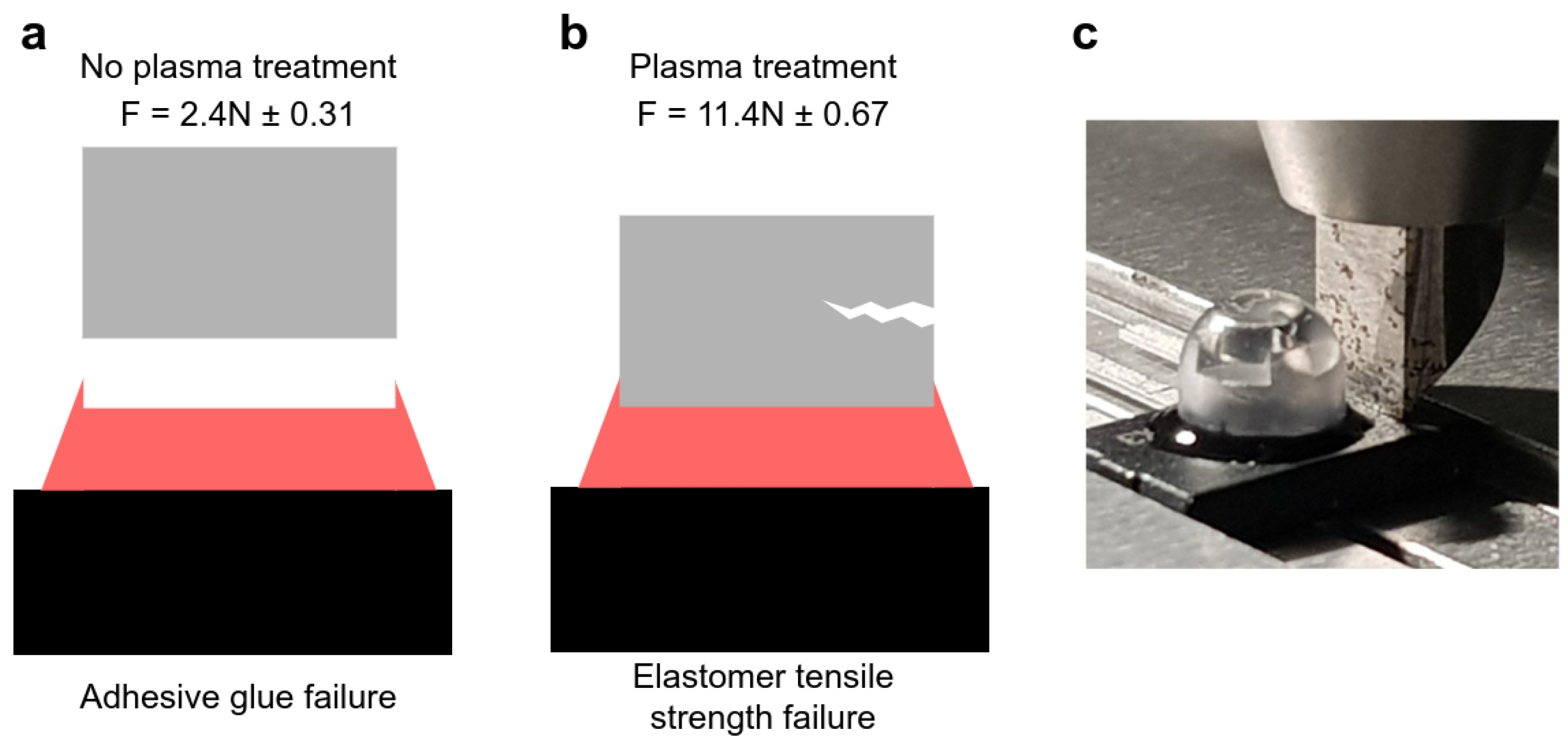
2.2. Elastomer with Embedded Magnet
2.3. Force Calculation
2.4. Electronic Implementation
3. Results
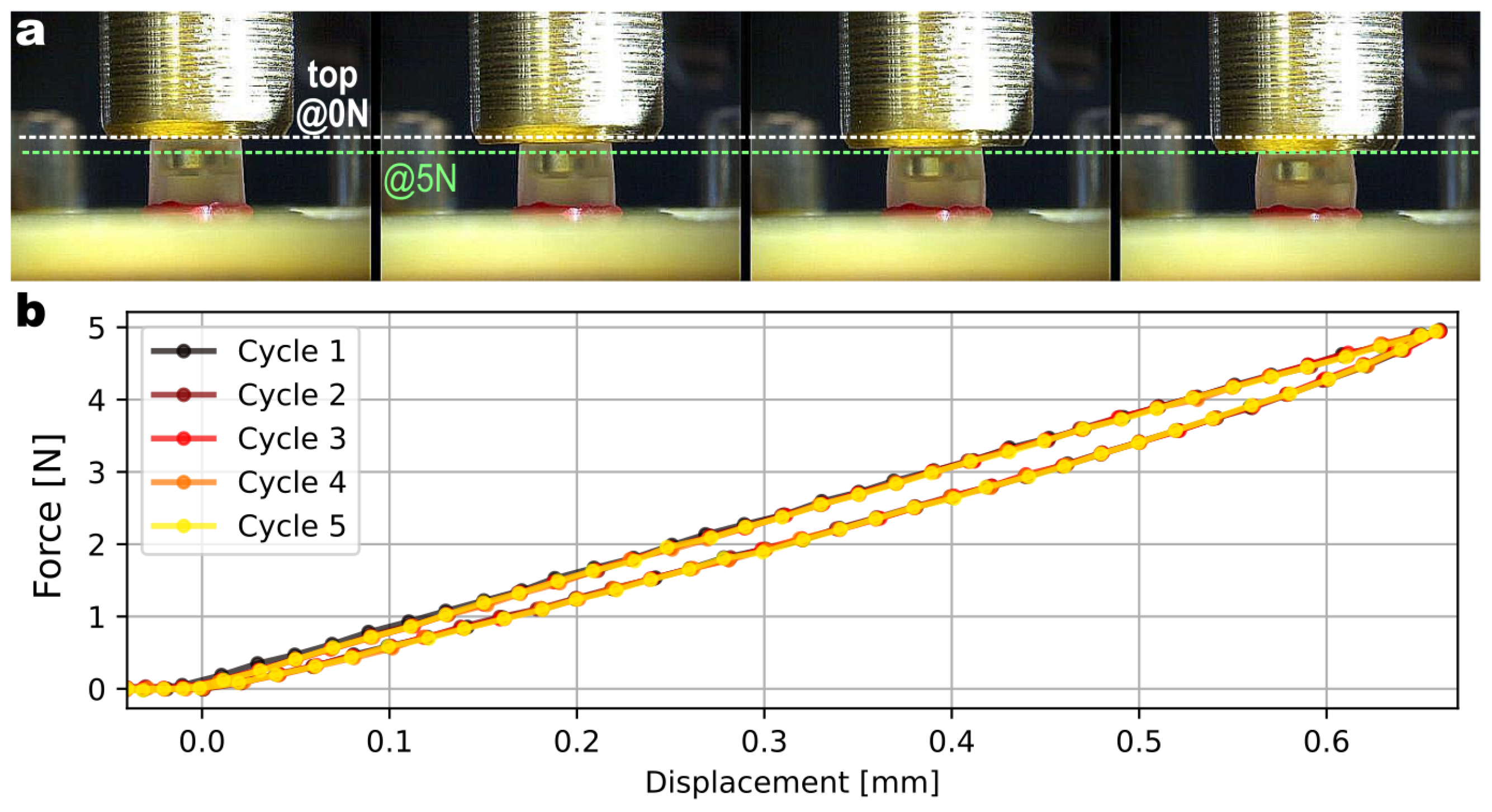
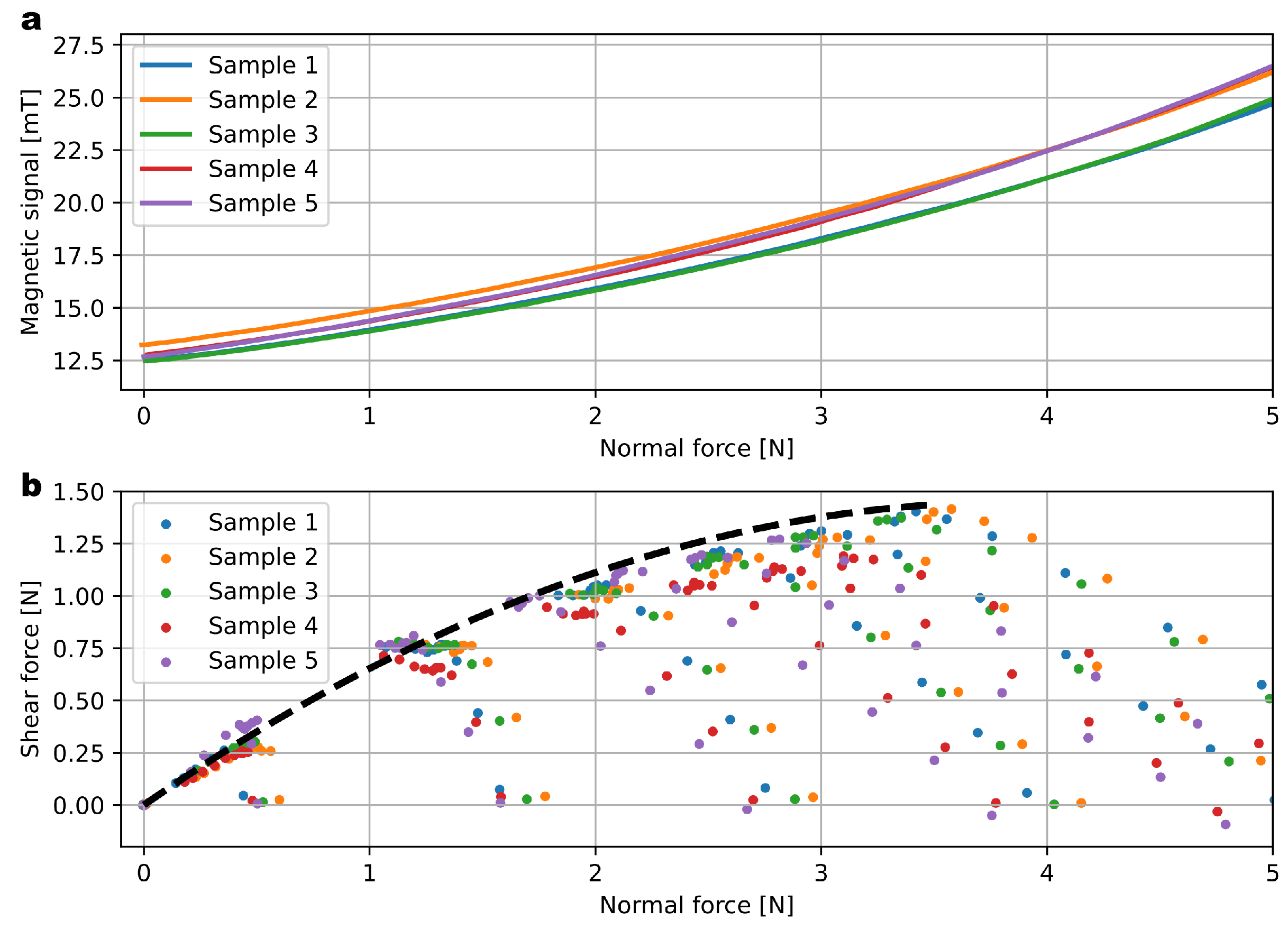
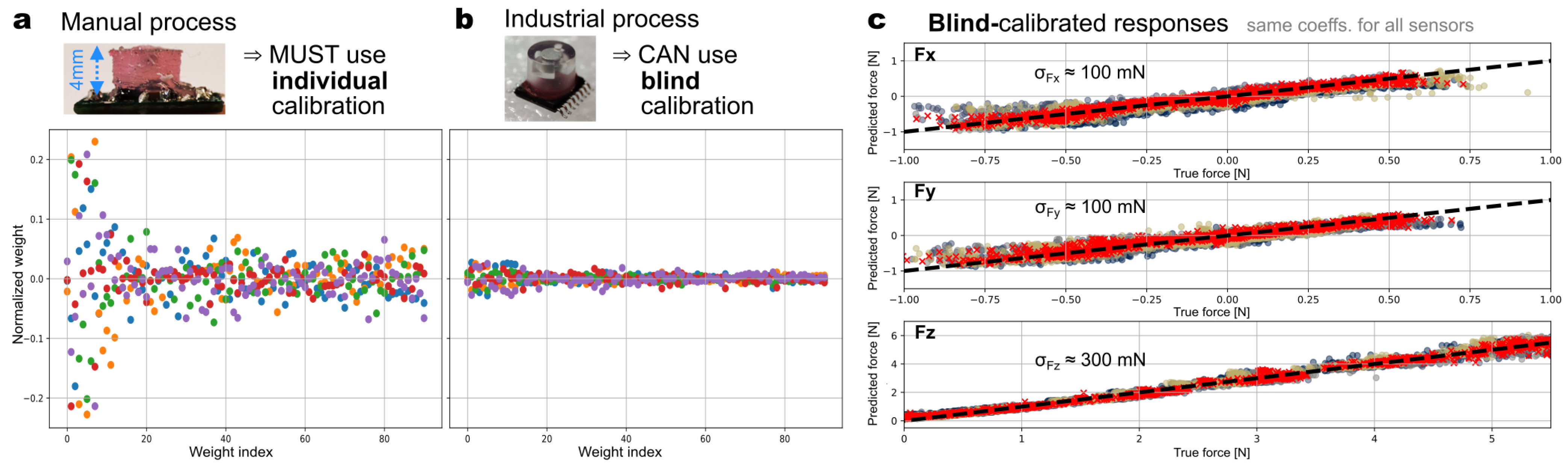
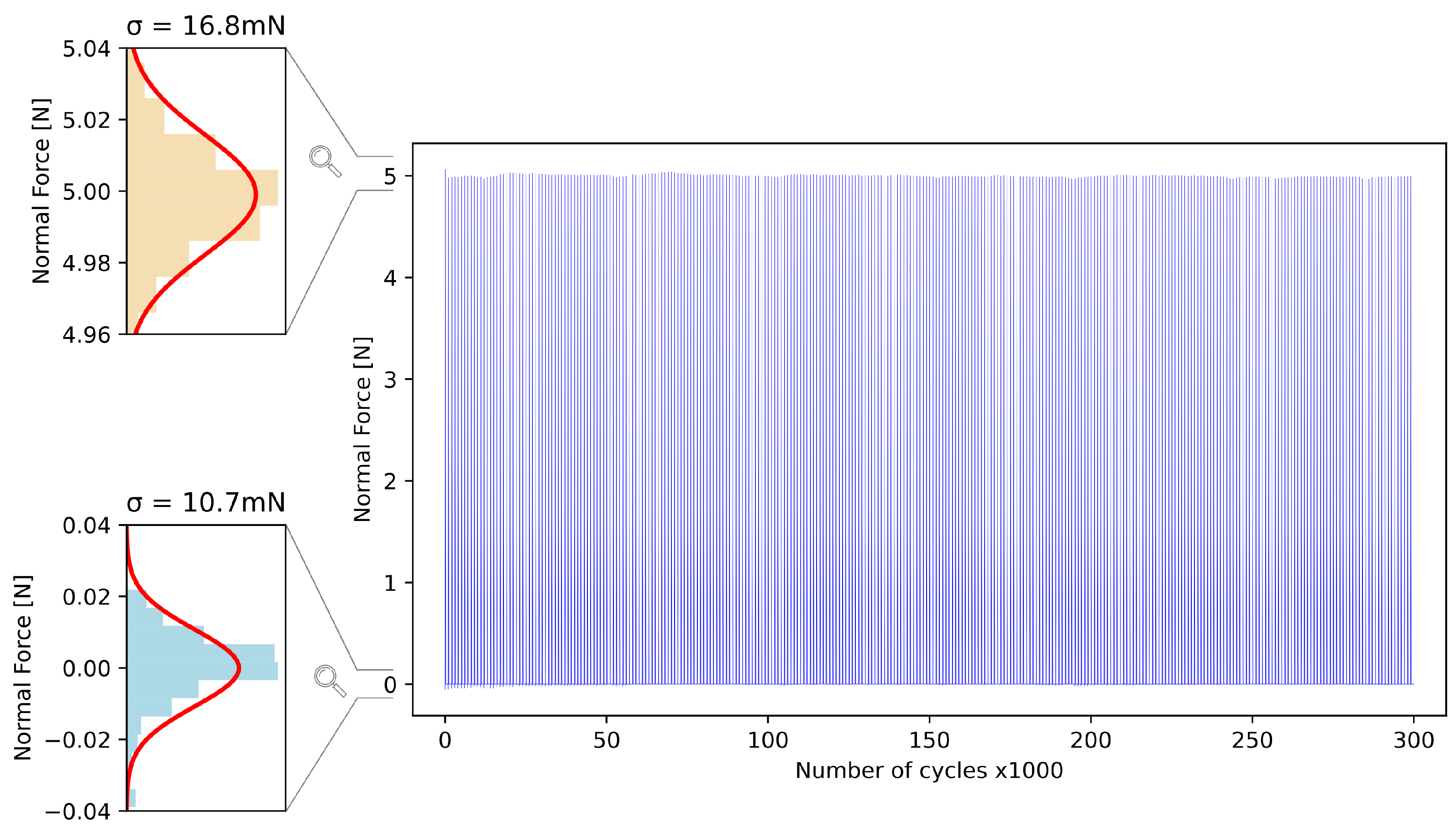
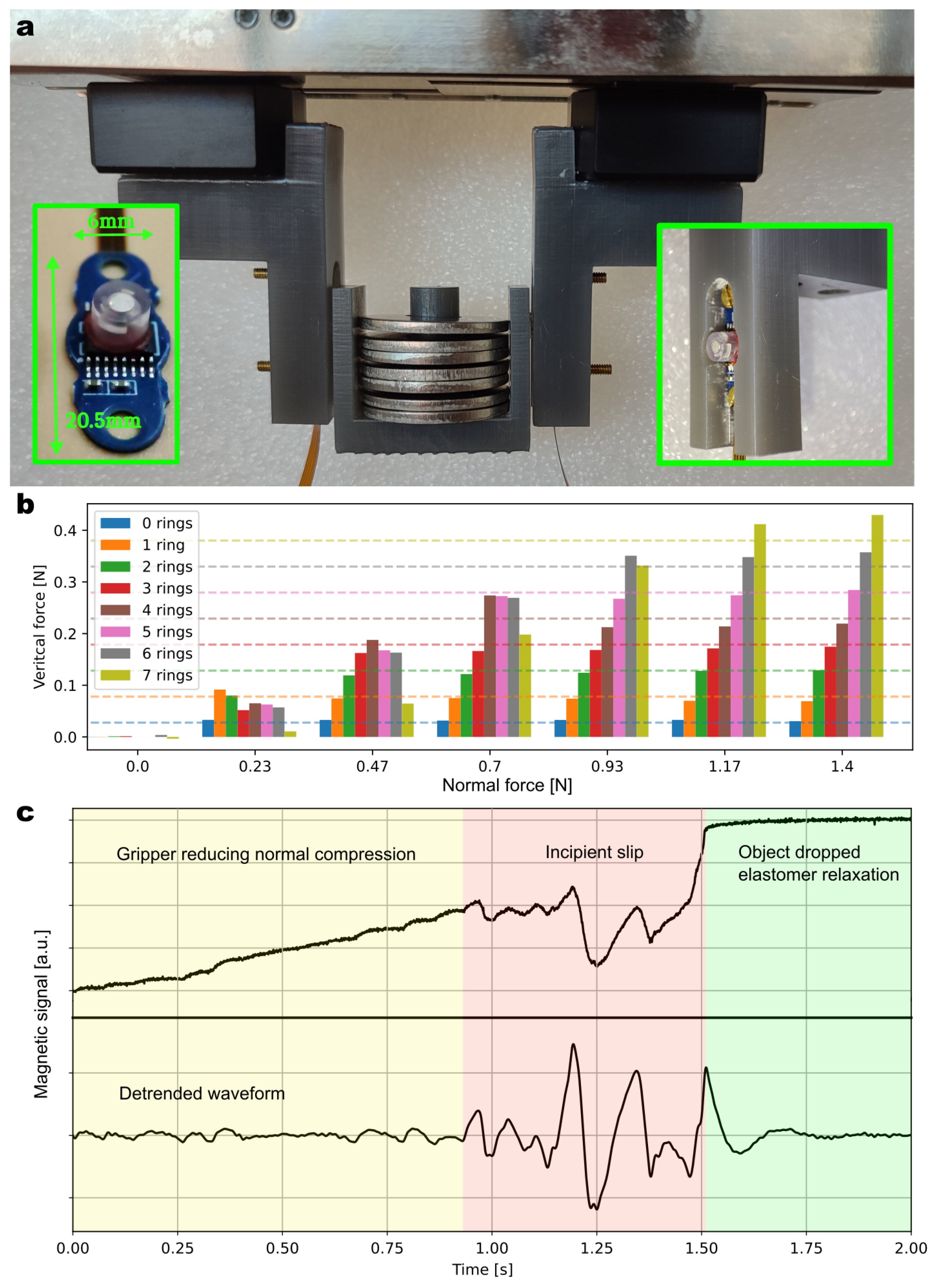
3.1. Sensor Characterization
3.2. Demonstration in Gripper
4. Discussion
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Conflicts of Interest
References
- Augurelle, A.S.; Smith, A.M.; Lejeune, T.; Thonnard, J.L. Importance of cutaneous feedback in maintaining a secure grip during manipulation of hand-held objects. J. Neurophysiol. 2003, 89, 665–671. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Navarro-Guerrero, N.; Toprak, S.; Josifovski, J.; Jamone, L. Visuo-Haptic Object Perception for Robots: An Overview. arXiv 2022, arXiv:2203.11544. [Google Scholar]
- Billard, A.; Kragic, D. Trends and challenges in robot manipulation. Science 2019, 364, eaat8414. [Google Scholar] [CrossRef] [PubMed]
- Dahiya, R.S.; Metta, G.; Valle, M.; Sandini, G. Tactile sensing—From humans to humanoids. IEEE Trans. Robot. 2010, 26, 1–20. [Google Scholar] [CrossRef]
- Roberts, P.; Zadan, M.; Majidi, C. Soft Tactile Sensing Skins for Robotics. Curr. Robot. Rep. 2021, 2, 343–354. [Google Scholar] [CrossRef]
- Angst+Pfister. Millinewton–Generic OEM Force Sensor. 2016. Available online: https://sensorsandpower.angst-pfister.com/fileadmin/products/datasheets/186/miliNewton_1610-21915-0002-E-1115.pdf (accessed on 22 March 2022).
- Honeywell. FMA Series: MicroForce Sensors, Compensated/Amplified. 2021. Available online: https://sps.honeywell.com/us/en/products/sensing-and-iot/sensors/force-sensors/microforce-fma-series (accessed on 9 August 2021).
- Chen, W.; Khamis, H.; Birznieks, I.; Lepora, N.F.; Redmond, S.J. Tactile Sensors for Friction Estimation and Incipient Slip Detection—Toward Dexterous Robotic Manipulation: A Review. IEEE Sens. J. 2018, 18, 9049–9064. [Google Scholar] [CrossRef] [Green Version]
- Romeo, R.A.; Lauretti, C.; Gentile, C.; Guglielmelli, E.; Zollo, L. Method for Automatic Slippage Detection With Tactile Sensors Embedded in Prosthetic Hands. IEEE Trans. Med Robot. Bionics 2021, 3, 485–497. [Google Scholar] [CrossRef]
- Yeh, S.K.; Hsieh, M.L.; Fang, W. CMOS-Based Tactile Force Sensor: A Review. IEEE Sens. J. 2021, 21, 12563–12577. [Google Scholar] [CrossRef]
- Touchence. Shokac Chip Shokac Chip T08 Datasheet. Available online: http://www.touchence.jp/en/products/chip05.html (accessed on 21 February 2023).
- Yuan, W.; Li, R.; Srinivasan, M.A.; Adelson, E.H. Measurement of shear and slip with a GelSight tactile sensor. In Proceedings of the 2015 IEEE International Conference on Robotics and Automation (ICRA), Seattle, WA, USA, 26–30 May 2015; pp. 304–311. [Google Scholar]
- Dong, S.; Yuan, W.; Adelson, E.H. Improved GelSight tactile sensor for measuring geometry and slip. In Proceedings of the 2017 IEEE/RSJ International Conference on Intelligent Robots and Systems (IROS), Vancouver, BC, Canada, 24–28 September 2017; pp. 137–144. [Google Scholar]
- Khamis, H.; Izquierdo Albero, R.; Salerno, M.; Shah Idil, A.; Loizou, A.; Redmond, S.J. PapillArray: An incipient slip sensor for dexterous robotic or prosthetic manipulation—Design and prototype validation. Sens. Actuators A Phys. 2018, 270, 195–204. [Google Scholar] [CrossRef]
- Votta, A.; Günay, S.Y.; Erdoğmuş, D.; Onal, C. Force-Sensitive Prosthetic Hand with 3-axis Magnetic Force Sensors. In Proceedings of the 2019 IEEE International Conference on Cyborg and Bionic Systems (CBS), Munich, Germany, 18–20 September 2019. [Google Scholar]
- Wang, H.; de Boer, G.; Kow, J.; Alazmani, A.; Ghajari, M.; Hewson, R.; Culmer, P. Design methodology for magnetic field-based soft tri-axis tactile sensors. Sensors 2016, 16, 1356. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Tomo, T.P.; Somlor, S.; Schmitz, A.; Jamone, L.; Huang, W.; Kristanto, H.; Sugano, S. Design and characterization of a three-axis Hall effect-based soft skin sensor. Sensors 2016, 16, 491. [Google Scholar] [CrossRef] [PubMed]
- Yan, Y.; Hu, Z.; Yang, Z.; Yuan, W.; Song, C.; Pan, J.; Shen, Y. Soft magnetic skin for super-resolution tactile sensing with force self-decoupling. Sci. Robot. 2021, 6, eabc8801. [Google Scholar] [CrossRef] [PubMed]
- Waters, I.; Jones, D.; Alazmani, A.; Culmer, P. Utilising Incipient Slip for Grasping Automation in Robot Assisted Surgery. IEEE Robot. Autom. Lett. 2022, 7, 1071–1078. [Google Scholar] [CrossRef]
- Yan, G.; Schmitz, A.; Tomo, T.P.; Somlor, S.; Funabashi, S.; Sugano, S. Detection of Slip from Vision and Touch. In Proceedings of the 2022 International Conference on Robotics and Automation (ICRA), Philadelphia, PA, USA, 23–27 May 2022; pp. 3537–3543. [Google Scholar]
- Lu, Z.; Gao, X.; Yu, H. GTac: A Biomimetic Tactile Sensor with Skin-like Heterogeneous Force Feedback for Robots. IEEE Sens. J. 2022, 22, 14491–14500. [Google Scholar] [CrossRef]
- Dai, K.; Wang, X.; Rojas, A.M.; Harber, E.; Tian, Y.; Paiva, N.; Gnehm, J.; Schindewolf, E.; Choset, H.; Webster-Wood, V.A.; et al. Design of a Biomimetic Tactile Sensor for Material Classification. In Proceedings of the 2022 International Conference on Robotics and Automation (ICRA), Philadelphia, PA, USA, 23–27 May 2022; pp. 10774–10780. [Google Scholar]
- Tomo, T.P.; Schmitz, A.; Wong, W.K.; Kristanto, H.; Somlor, S.; Hwang, J.; Jamone, L.; Sugano, S. Covering a robot fingertip with uSkin: A soft electronic skin with distributed 3-axis force sensitive elements for robot hands. IEEE Robot. Autom. Lett. 2018, 3, 124–131. [Google Scholar] [CrossRef]
- XELA Robotics. Integrations by XELA Robotics. Available online: https://xelarobotics.com/en/integrations. (accessed on 21 February 2023).
- Francis, S. Robotiq Introduces Improvements to ‘World’s Best-Selling’ Grippers for Collaborative Robots. 2018. Available online: https://roboticsandautomationnews.com/2018/11/09/robotiq-introduces-improvements-to-worlds-best-selling-grippers-for-collaborative-robots/19681/ (accessed on 21 February 2023).
- Melexis. MLX90393 Datasheet. 2014. Available online: https://www.melexis.com/en/documents/documentation/datasheets/datasheet-mlx90393 (accessed on 9 August 2021).
- Le Signor, T.; Dupre, N.; Close, G.F. A Gradiometric Magnetic Force Sensor Immune to Stray Magnetic Fields for Robotic Hands and Grippers. IEEE Robot. Autom. Lett. 2022, 7, 3070–3076. [Google Scholar] [CrossRef]
- Bhirangi, R.; Hellebrekers, T.; Majidi, C.; Gupta, A. ReSkin: Versatile, replaceable, lasting tactile skins. arXiv 2021, arXiv:2111.00071. [Google Scholar]
- Croat, J.J.; Ormerod, J. (Eds.) Modern Permanent Magnets, 1st ed.; Woodhead Publishing: Cambridge, UK, 2022. [Google Scholar]
- Dupré, N.; Bidaux, Y.; Dubrulle, O.; Close, G. A stray-field-immune magnetic displacement sensor with 1% accuracy. IEEE Sens. J. 2020, 20, 11405–11411. [Google Scholar] [CrossRef]
- Melexis. MLX90423 Product Flyer. 2022. Available online: https://www.melexis.com/en/documents/documentation/product-flyers/product-flyer-mlx90423 (accessed on 22 August 2021).
- Larson, K. Can You Estimate Modulus from Durometer Hardness for Silicones? Dow White Paper; Dow Corning Corporation: Midland, MI, USA, 2016. [Google Scholar]
- Berger, M.; Huber, S.; Schott, C.; Paul, O. Half-Blind Calibration for the Efficient Compensation of Parasitic Cross-Sensitivities in Nonlinear Multisensor Systems. IEEE Sens. J. 2019, 19, 7005–7014. [Google Scholar] [CrossRef]
- Contactile. 3D Force Button Sensor Development Kit (Beta). 2022. Available online: https://contactile.com/wp-content/uploads/2022/01/Contactile_3DForceButtonBeta_SpecSheet_JAN22.pdf (accessed on 27 August 2021).
- Friedl, W.A.; Roa, M.A. Experimental Evaluation of Tactile Sensors for Compliant Robotic Hands. Front. Robot. AI 2021, 8, 704416. [Google Scholar] [CrossRef] [PubMed]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| This Work | Magnetic Prototypes | Products | ||||
|---|---|---|---|---|---|---|
| Sc. Robotics’21 [18] | ReSkin/CoRL’22 [28] | Contactile [34] | Honeywell [7] | Touchence [11] | ||
| Technology | Magnetic | Magnetic | Magnetic | Optical | Piezo-resistive | Piezo-resistive |
| Stray field immunity | ✓Yes | No | No | ✓Yes | ✓Yes | ✓Yes |
| Sensed quantity | 3D force | 3D force | 3D force | 3D force | 1D force | 3D force |
| Mass-manufacturable | ✓Yes | - | No | ✓Yes | ✓Yes | ✓Yes |
| Repeatability error 1 (conditions) | σ = 1% (300 kcycles @5N) | μ = 4% (30 kcycles @1N) | Not quantified (50k interactions) | - | μ = 1.4% (1 Mcycles @5N) | Not quantified (1 Mcycles) |
| Update rate | 50 Hz 2 | 10 Hz | 2 kHz | - | >1 kHz | 100 Hz |
| Longest dimension | 5 mm | 5 mm | 8 mm | 19 mm | 5 mm | 7.4 mm |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Le Signor, T.; Dupré, N.; Didden, J.; Lomakin, E.; Close, G. Mass-Manufacturable 3D Magnetic Force Sensor for Robotic Grasping and Slip Detection. Sensors 2023, 23, 3031. https://doi.org/10.3390/s23063031
Le Signor T, Dupré N, Didden J, Lomakin E, Close G. Mass-Manufacturable 3D Magnetic Force Sensor for Robotic Grasping and Slip Detection. Sensors. 2023; 23(6):3031. https://doi.org/10.3390/s23063031
Chicago/Turabian StyleLe Signor, Théo, Nicolas Dupré, Jeroen Didden, Eugene Lomakin, and Gaël Close. 2023. "Mass-Manufacturable 3D Magnetic Force Sensor for Robotic Grasping and Slip Detection" Sensors 23, no. 6: 3031. https://doi.org/10.3390/s23063031
APA StyleLe Signor, T., Dupré, N., Didden, J., Lomakin, E., & Close, G. (2023). Mass-Manufacturable 3D Magnetic Force Sensor for Robotic Grasping and Slip Detection. Sensors, 23(6), 3031. https://doi.org/10.3390/s23063031