1. Introduction
Worldwide, the low-carbon transformation affects and challenges modern electricity systems by a constant increase in the share of fluctuating and hardly plannable renewable energy sources. Against this development, demand side management and its subset demand response—which describes the ability to adapt electricity demand to a volatile electricity supply—is seen as an important measure to stabilize the future electricity grid [
1,
2,
3,
4,
5,
6]. Demand response measures can provide a significant amount of flexibility and thereby reduce total system costs more than other flexibility options that aim at integrating volatile renewable energies [
5].
The industrial sector offers extensive research opportunities for demand response, as it is the most electricity-intensive sector in many countries. Even though the industry has established energy management systems including smart meters for automated data exchange and coordination of machines [
7,
8], models that analyze demand response measures in the industrial sector are outnumbered by a scientific focus on the residential sector [
9]. In direct consequence, a large share of the demand response potential in industrial processes is still unexploited [
10,
11].
One important barrier to a further exploitation of the demand response potential in the industrial sector concerns the fact that the monetary rewards for a demand response provision can often not compensate for the increased production costs associated with the respective flexibility supply, which will typically involve additional risks for the industrial enterprise. Therefore, existing research distinguishes between the theoretical, technical, economic, and practical demand response potential [
7,
12]. While the theoretical potential comprises all consumption devices generally suitable for demand response, the technical potential includes only the part of the demand response potential that can be controlled by the present information and communication infrastructure. In turn, the subset of the technical potential that encompasses demand response providers operating in a cost-efficient way is referred to as the economic potential. Further subsets of demand response potential include the accepted potential and the practical potential [
7].
Focusing on the economic potential, the authors of [
8,
12] indeed find the highest potential in large-scale and energy-intensive industrial processes. However, the economic potential of those processes always depends on the respective production utilization of the process or technology [
11]. Obviously, if a process has a utilization of 100 percent, the renumeration for demand–response provision must exceed the opportunity costs for lost production in order to allow for an economically reasonable supply of demand response from the enterprises’ point of view. Accordingly, the economic potential of demand response increases with sinking capacity utilization.
Only recently, the authors of [
11] provided a literature review of studies that focus on demand response potentials in all electricity-intensive sectors in different countries. The authors remark significant variations in the considered studies, which may be explained by a different scoping and assessment method of the analyzed demand response potential. The authors complement current research by assessing the temporal availability and the long-term perspective of demand response potential. Nevertheless, for high-energy-intensive industrial processes, their analysis is restricted to a long-term estimation of possible production volumes and the demand response potential that corresponds to the respective capacity utilization. In total, the authors consider five different processes that comprise aluminum production, a chloralkali process, electric arc furnace, a cement mill, and pulp production. However, in contrast to the approach followed by [
11], capacity utilization is typically highly dependent on (external) factors like current developments of input factor prices or available substituting production technologies. Therefore, we argue that a more comprehensive analysis of high energy-intensive production processes is necessary to better understand their economic demand response potential. In particular, with this article we want to initiate new research examining the interrelation between the industrial demand response potential and its underlying production environment that typically comprises several competing production technologies interacting over the course of the available production stages.
Against this backdrop, in this article we consider an industrial production process with different substituting technologies that may differ in their required input factors. As in real-world production sites, there is often the possibility of substituting certain input materials within a production process (for instance bike frame production with carbon fiber instead of aluminum or steel), while ensuring a quality level of the final product that is acceptable from the customer’s point of view. For such a production setting, we provide a generic, linear optimization model, where under certain input-price combinations a given production technology may possibly be substituted by another technology in the derived optimal production schedule. Based on this generic optimization model, we show how the demand response potential depends on prices for input materials in the real-world case of a paper mill. We have chosen the pulp and paper industry for our case study, as it is one of the major industrial energy consumers. Given its high relevance for energy management, the paper industry has already attracted quite significant attention in the literature; see also [
13,
14,
15,
16]. However, in-depth analyses of the demand response potential in the paper industry are still rare.
This article is structured as follows: We describe the generic optimization model for a minimization of production costs using different substitutable technologies and demand response in the next section, which is followed by an introduction of the real-world case study in the paper industry. Then,
Section 4 describes the results of the performed simulations that quantify and assess the impact of different price levels for input materials on the underlying demand response potential. Finally, the article concludes with a discussion of main results and a short summary.
2. Methods: A General Optimization Model for Industrial Production Planning with Substituting Production Technologies
In this section, we present our linear optimization model for an analysis of the effects of substituting production technologies on the demand response potential of an industrial production process. Our model determines a cost-minimizing production schedule, i.e., in each time period it derives for each available production facility its optimal production quantity while taking different technical and economic restrictions of the industrial production process into account. Even though there exist various models on production planning with the possibility of storage, like in the case of flour mills [
17], we are the first to present a generic model with production substitutes in the context of demand response. For a detailed review regarding a demand response optimization in industrial processes see [
18]. Likewise, similar approaches also exist for the residential sector, e.g., [
19].
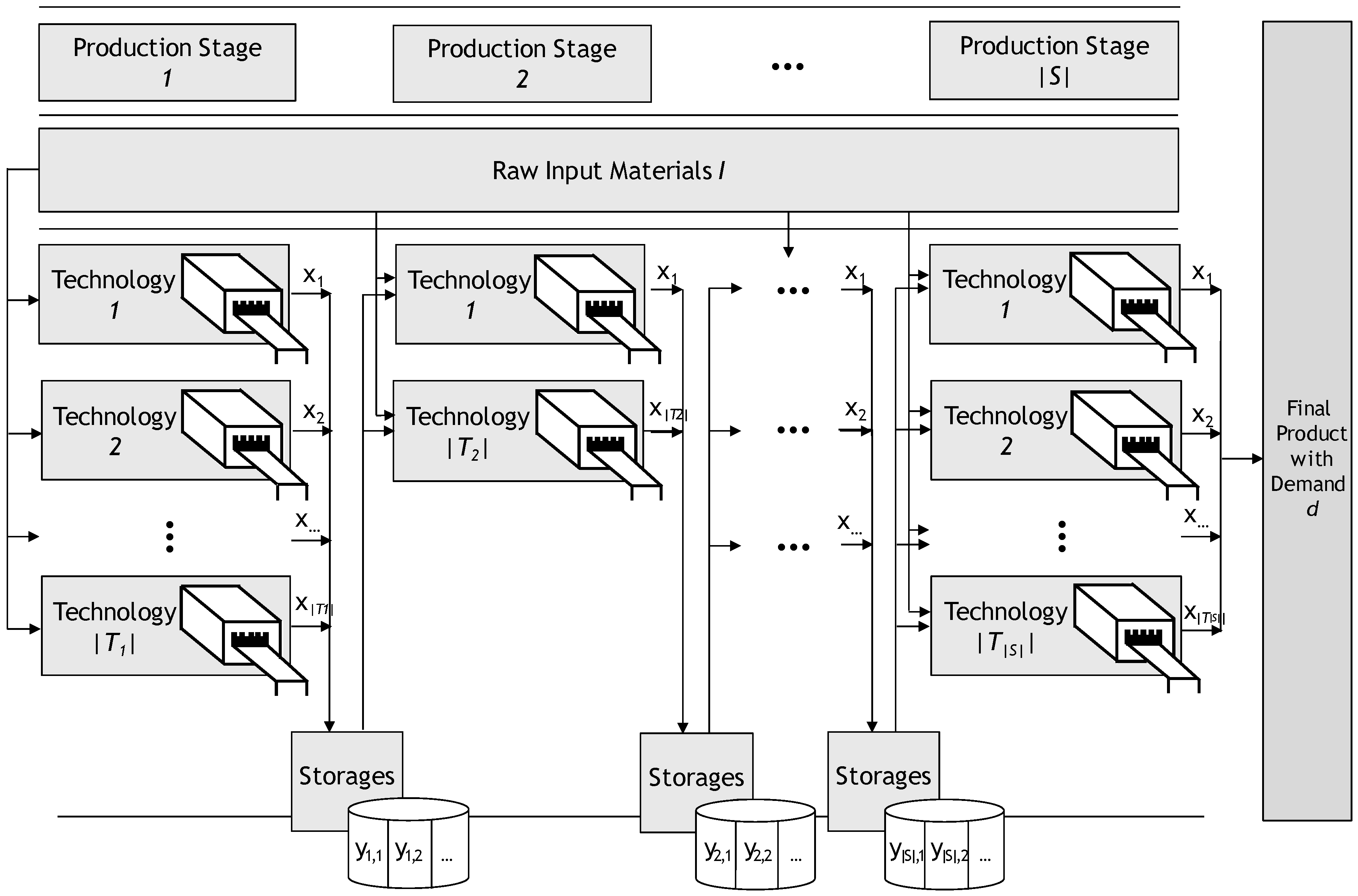
Let us assume a planning horizon H. We consider an industrial production process with subsequent and interdependent production stages S. For each stage we consider a set of available production technologies that serve as possible substitutes given the enterprise’s quality requirements for the final product. describes the set of all existing technologies available in the production process. These production technologies T may not only differ in their technical characteristics, but also vary by the required input materials. Without loss of generality, we may assume that there is only a single production stage for which a specific technology can be used, i.e., there is a mapping that associates the corresponding production stage with every technology .
The technologies in the different production stages use various raw input materials I that may for instance comprise electricity, aluminum, cement, or pulp. Each raw input has its input price in every period h. In stage 1 all technologies transform their raw input materials to corresponding intermediate outputs that will be denoted by . In each subsequent stage , every technology consumes both its required raw input materials as well as the intermediate output materials generated in the previous production stage s − 1. In particular, for all stages the subset gives all (intermediate) outputs of the previous production stage that are required as an input for technology in the current stage s. Consumption of both types of input materials used by technology t per unit of its own output is given by for all technologies . Production capacity of a technology t is denoted by , where the continuous variable 0 denotes the actual production amount of technology t in a period h.
In each given production stage , its output material produced in a period can be stored for later use. The continuous variable 0 gives the storage level in period h for outputs that were produced by technology at production stage s. The parameter describes the corresponding storage capacity that poses an upper limit on the current storage content.
Finally, we assume an exogenously given demand for the final, homogenous output
that is denoted by
for each period
h and will be sold to the final customer at a contracted price.
Figure 1 gives a schematic overview of the modelled production process, while
Table 1,
Table 2 and
Table 3 describe the main sets, main model parameters and variables.
The enterprise aims at minimizing its total production costs
C(
x) that depend on the vector of production quantities
as well as on the corresponding input prices of the consumed production factors like raw material or employee wages. Under the assumption of a linear cost relationship, we obtain the following cost function:
We consider the possibility of storing the intermediate products between different production stages and time periods. Both at the beginning of the first period and at the end of the last period, the storage content is assumed to be zero. Then, in each (intermediate) production stage
, the storage content is given by the following relation for all periods
where some simple bounds on the storage content
are imposed:
We assume that demand
for the final product must be fulfilled in each time period
The amount of used intermediate materials
is constrained by the current storage content for all production stages in all time periods:
Finally, production cannot violate its lower and upper bounds:
3. Case Study: Demand Response and Substitution Potentials in Paper Production
As already highlighted in the introduction, the pulp and paper industry is a major industrial energy consumer. A detailed analysis of energy flows and energy saving potentials in the pulp and paper industry is given by [
16]. Parts of the production process can be stopped and reactivated quickly, as pulp can be stored during the production process, which in turn facilitates load shifting. It is therefore one of few sectors which offers negative reserve capacity via demand response [
8]. Despite its high importance, the demand response potential of the pulp and paper industry has attracted little attention in the academic literature in the past. One of the only research articles with an explicit focus on demand response in the pulp and paper industry is [
15], which provides an optimization model to analyze the economic demand response potential of a paper mill site in the Nordic power market. Although the authors include different basic technologies for pulp production that comprise ground wood (GW), pressurized ground wood (PGW), and thermo-mechanical pulp (TMP), the modelled technologies exclusively rely on wood as the required input material. In contrast, in our case study we account for the fact that in a real-world paper-production process, substituting technologies will be used that differ in the type and amount of raw input materials needed for production: Given certain quality requirements for the final paper product, the paper-production process can be dominated by the processing and production of pulp that is directly made from wood chips (TMP technology). This production step is comparatively electricity-intensive, as it requires the grinding of fiber structures in the wood. The main alternative to pulp made from wood chips, is the use of recovered paper that involves deinking—the process of removing printing ink from recycled paper. The resulting intermediate product as well as its underlying technology is hereinafter denoted as deinked pulp (DIP). In contrast to the grinding of fiber structures in the wood, deinking is consuming significantly less energy, i.e., its energy intensity is in general significantly lower. As only in few cases the targeted paper quality requires an exclusive use of one of these input types (e.g., 100 percent recovered paper use for an “environmental friendly branding”), typically paper can be produced by combining the two alternative production technologies together with their respective raw input materials to a certain degree.
Using both technologies can lead to the availability of production overcapacities. These overcapacities can be used by demand response for load shifting, which involves a change in the consumption pattern without affecting overall electricity demand [
20]. An intelligent coordination of production leads to an alignment of production quantities with a cost-minimizing exploitation of volatile prices for input factors. The huge difference in the electricity intensity of the two considered technologies (up to more than factor five) implies a significant influence of electricity prices on the optimal production amounts of the two technologies, respectively. More specifically, prices for the input factors of one of the two technologies will have a severe impact on the capacity utilization of the considered as well as on the other production technology. Ultimately, the higher the capacity utilization of the TMP technology, the higher the electricity consumption and the lower the potential for demand response. In the remainder of this article, we will assume that the prices for other input factors like maintenance costs or employee wages are quite similar for both technologies and will therefore be neglected in the following considerations. We finally note that prices for wood chips and recovered paper each refer to the price per ton of bought input material.
For an analysis of the effects of a substitution of production technologies in the paper industry, we collected real-world data for a production site of a large, international paper producer. The production process of the considered industrial enterprise comprises the abovementioned substituting technologies. In particular, we consider two production stages with a special focus on the production of pulp in the first stage, which involves the technologies TMP and DIP. The aggregated production capacity of the two technologies TMP and DIP amounts to around 112 percent of the given final demand implying that there are indeed production overcapacities in the system. While electricity is used as an input factor for both technologies, we only take the input materials wood chips for TMP and recovered paper for DIP into account. We consider 26,304 time periods that correspond to the different hours of the past three years. Electricity prices vary between time periods according to real-world data, where we use fluctuating day-ahead spot prices (historical time series of prices for the German/Austrian EPEX Spot Market from 6 January 2015 to 5 January 2018 are used). The prices for the input materials wood chips and recovered paper are assumed to be constant over the time horizon and only vary between different simulation scenarios.
The pulp produced by the two technologies may be stored after their production in stage 1 in two bulk tanks, where we assume a constrained capacity for each of the two sorts of pulp. Then, the second production stage consists of the technology paper machines with a fixed demand for pulp in each time period in order to satisfy the demand of the final product.
The linear optimization model developed in
Section 2 allows to analyze how price variations of the three input factors of recovered paper, wood chips, as well as electricity affect the optimal production combination of the two technologies in stage 1 in an efficient production schedule. In turn, the realized production combinations determine the respective capacity utilization and the electricity bill, which can give an indication on how the technical and economic demand response potential depend on the level of input factor prices.
In addition to the restrictions of our generic model described in
Section 2, we introduce one extra constraint, which limits the share of TMP in the final paper product. As in the case of real-world production planning, companies will not optimize the whole planning horizon of three years at the same time. Therefore, the time horizon consisting of 26,304 periods is divided into 32 intervals with a length of 822 periods each. We calculate the optimal values for the variables using a numerical dual-simplex linear programming solver (numerical values for the used parameters are not disclosed due to confidentiality reasons).
4. Results
4.1. Impact of the Input-Price Level on the Technical Demand Response Potential
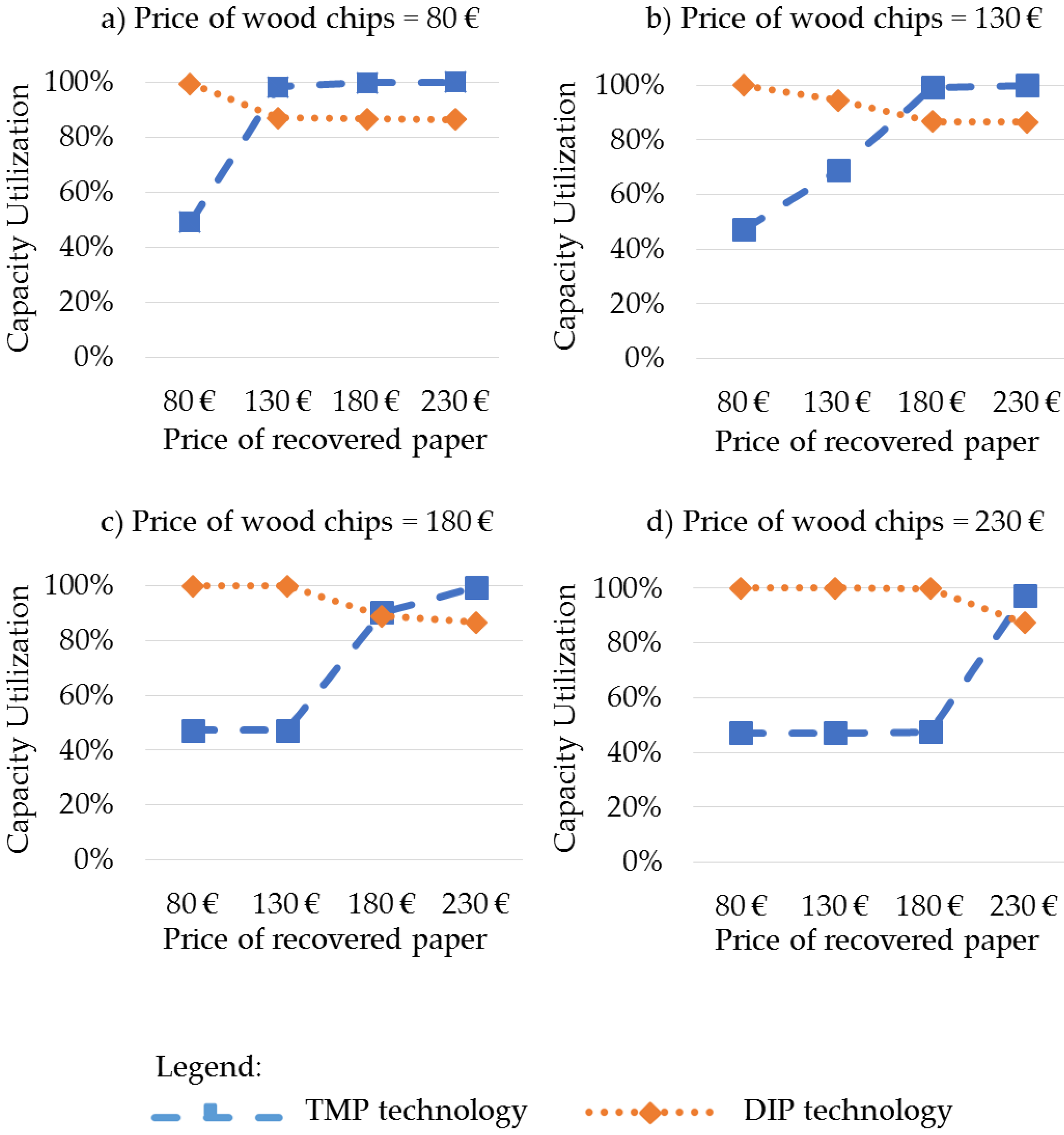
We first analyze different levels of input material prices for wood chips and recovered paper in order to elaborate on the question, how the optimal utilization of the two technologies TMP and DIP varies with the considered price levels. In particular, we analyze four different price levels for each of the two input materials and evaluate the resulting 16 price constellations.
Figure 2 illustrates how the derived average capacity utilization depends on these price constellations. The intuitive negative correlation between the capacity utilization of a technology and the price for its input factor is apparent.
The respective capacity utilization of each technology can serve as a first indicator of the available technical demand response potential: The lower the price for recovered paper, the higher the capacity utilization. An average capacity utilization of 100 percent implies that there is no economic potential for demand response at all. Under such a scenario, only in the case where the monetary rewards for demand response are higher than the opportunity costs for lost production of the final good, demand response measures will be implemented by an enterprise. Note that due to the comparatively low incentives for demand response in the current electricity system [
10], in the previous section we have already assumed that there is no economically viable possibility for a reduction in the planned production output and that the demand for the final output is therefore seen as fixed for each period.
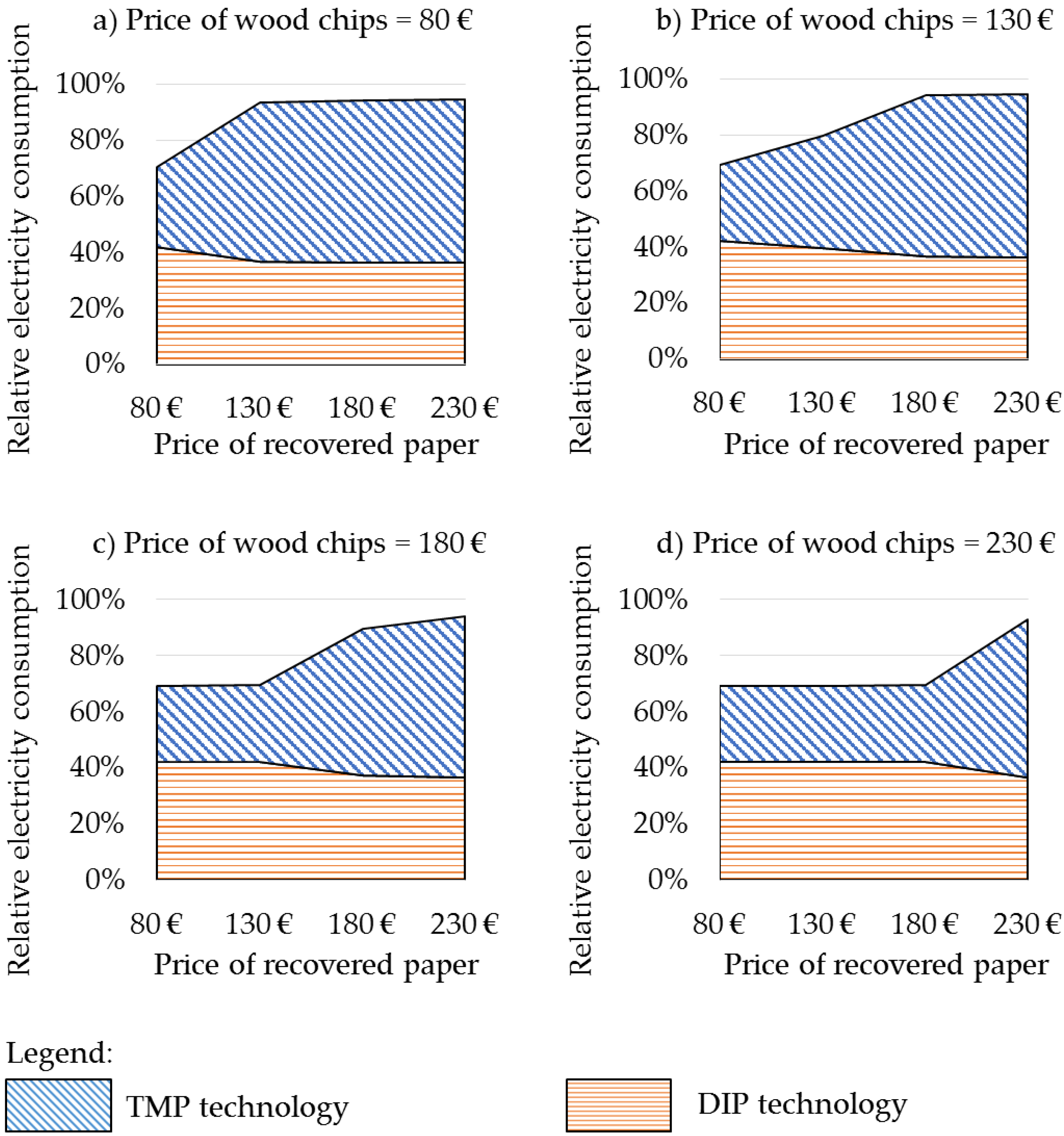
For a capacity utilization of less than 100 percent, it is possible to determine the technical and economic demand response potential given the possibility of load-shifting measures. Here, the relation between the actual electricity consumption and the maximum possible electricity consumption (the case, where both technologies produce at full capacity) may serve as an approximation of the technical demand response potential. In our setting, the total actual electricity consumption particularly depends on the electricity consumption of the TMP technology, which is due to its high electricity intensity (see
Figure 3).
Evidently, the technical demand response potential decreases with an increasing price for recovered paper and a decreasing price for wood chips. For scenarios, in which the price for recovered paper is low in comparison to the price for wood chips, up to 30.6 percent of the maximum electricity consumption can be shifted to other time periods. This potential decreases to a value of around 5.7 percent for scenarios with an opposite price relation. Turning to the price combinations, where the prices for both input factors are equal, we see that a simultaneous increase in the two prices induces a decrease in the technical demand response potential. The high difference in the electricity intensity of the two technologies offers an explanation for this effect: For low prices of the two input materials, electricity costs play a much more important role for the calculation of the cost-minimal solution. Therefore, the utilization of the TMP technology is lower, when prices for both input materials are equal on a low level as compared to a medium or high level of the two prices.
4.2. Impact of the Input-Price Level on the Economic Demand Response Potential
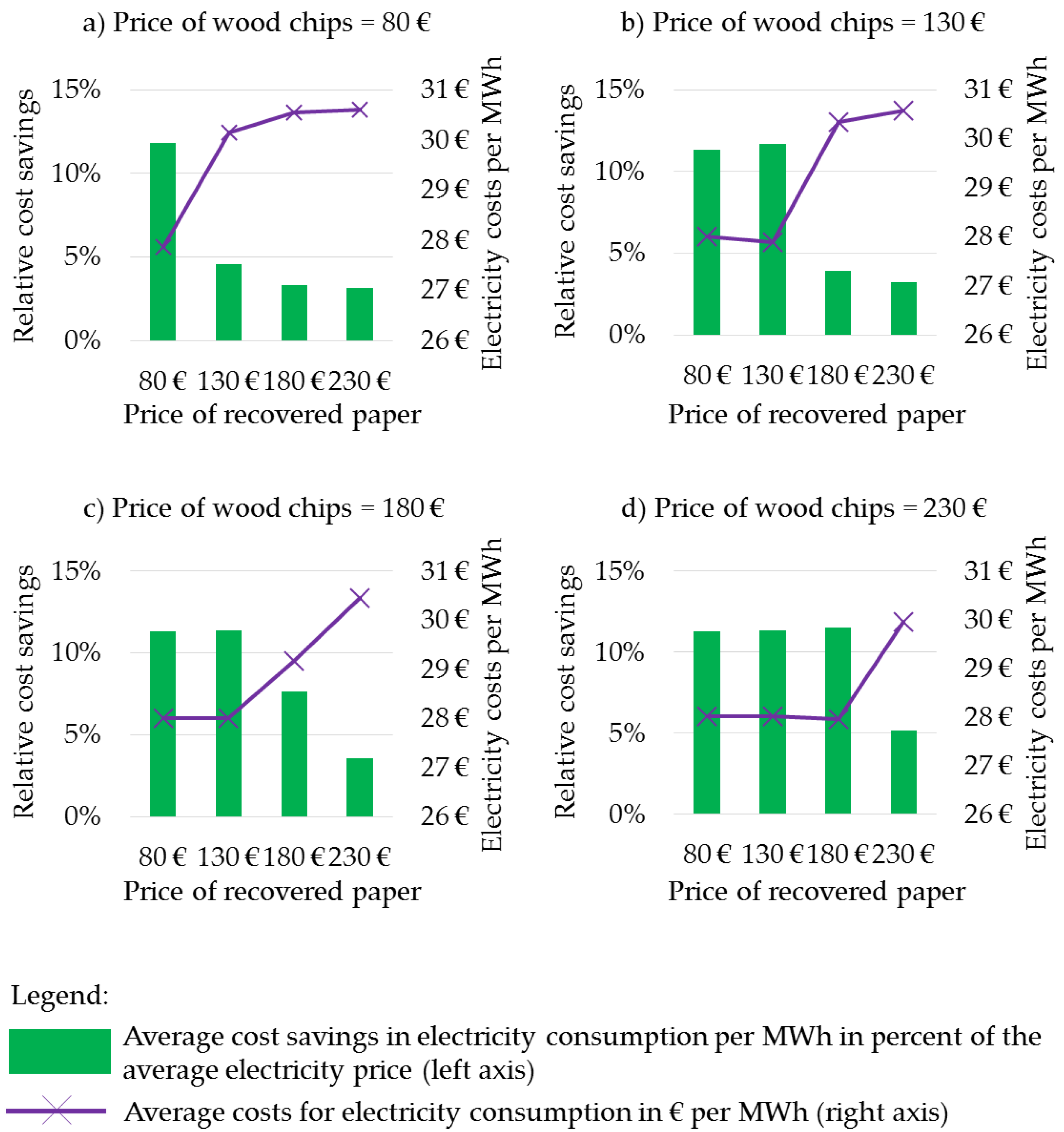
As already described above, we use fluctuating spot market prices in our evaluation. For an analysis of the economic demand response potential, we now pose the question, how the optimized production schedule of both technologies impacts the average, volume-weighted electricity price. A comparison of this average electricity price—which results after optimization (per MWh)—with the average electricity price over all periods (about 31.59 Euro/MWh) can serve as an approximation of the economic demand response potential.
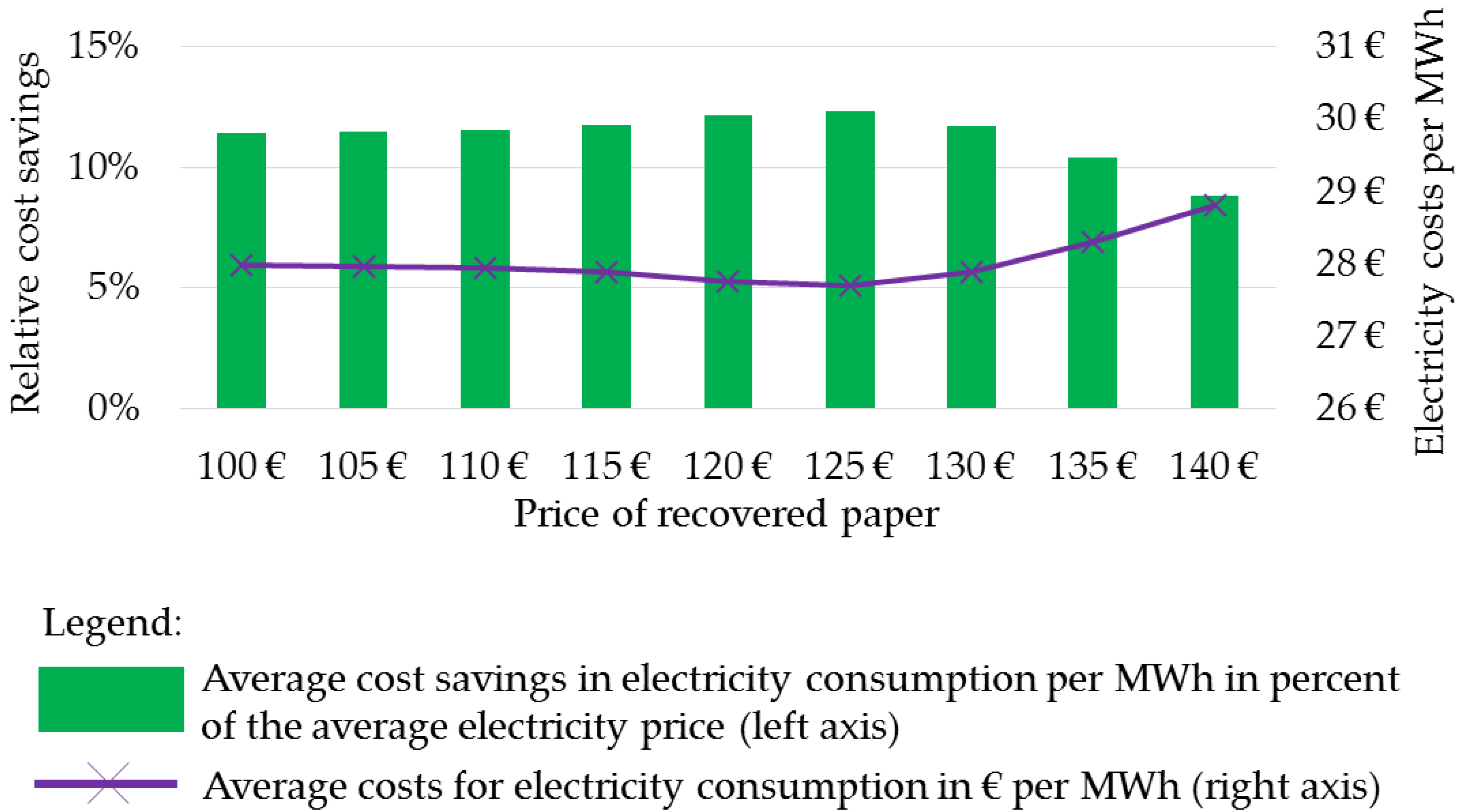
Figure 4 shows how the aforementioned volume-weighted average electricity price and the calculated relative savings potential depend on the price levels of input materials for the two technologies.
As expected, a comparatively high price for recovered paper leads to a high capacity utilization of the TMP technology and therefore significantly reduces the available economic demand response potential with decreasing cost savings and increasing average costs. However, a reduction in the price for recovered paper does not necessarily induce an increase in the economic demand response potential. Indeed, the average cost savings do not follow a linear relationship, which implies that the maximum potential and its corresponding input combination are ex-ante unclear. For a more detailed analysis of this effect, we performed additional simulations with a higher resolution of the price level of recovered paper (see
Figure 5, where we use a price level for wood chips of 130 Euro per ton).
Using this finer price resolution, the economic demand response potential reaches its maximum at a price combination of 130 Euro (wood chips) and 125 Euro (recovered paper). The corresponding average savings potential amounts to 12.3 percent per MWh. Note that we observe the maximum value of the economic demand response potential in a price scenario, where both technologies operate a few percent below their maximum capacity utilization, allowing to use the remaining spare capacity of both technologies for load shifting. This potential is higher as compared to scenarios, in which the electricity intensive TMP technology has a low capacity utilization (<50 percent), while the other technology DIP runs on a capacity utilization close to 100 percent.
5. Discussion
In the previous sections we analyzed, how different price levels of main input factors of two substitutable technologies affect the technical and economic demand response potential of an industrial production process. The described results showed that in our case study the demand response potential significantly depends on the absolute level of input-material prices as well as on their relative relation between each other: While the illustrated impact of input prices on the technical demand response potential is quite intuitive, the impact on the economic demand response potential and the determination of its maximum is more complex. As the latter determines the willingness of industrial enterprises to offer their demand response potential to the power system, analyses of industrial demand response in future power systems must tackle this complexity.
In this article, we were the first to focus on a description of the dependencies between variable input factors and the demand response potential, where a possible production-technology substitution within one enterprise was explicitly modelled. However, additional research will be needed to elaborate on further extensions and sensitivities including the effects of a processing and storage-capacity increase or fluctuating demand and quality restrictions on the demand response potential. As a matter of fact, industrial enterprises must account for such influencing factors including all relevant input parameter constellations in their decision-making processes both on the operational (e.g., production planning based on input prices) as well on the strategic level (e.g., planning of investments in processing-capacity) in order to react to current energy-market developments. Ultimately, it is therefore necessary to adjust and extend current decision-support systems of industrial enterprises to maximize the realized, economic demand response potential on a micro-economic level.
Beyond the boundaries of an adequate supply of demand response on an individual, enterprise level, there is also the need for an analysis of macro-economic dependencies as well as macro-economic influencing factors of industrial demand response potentials in order to determine the overall role of demand response in future power systems. Further research might therefore analyze, how substituting technologies for other goods—that are not necessarily processed within the same plant or enterprise—affect the industrial demand response potential of a considered production process. An example might be given by the potential substitution of aluminum by carbon fiber for lightweight products. Such substitutional effects as well as general market trends influence the capacity utilization of production facilities and in the long-term even influence the existence of a certain industrial sector in given regions. For instance, the paper industry shows that the trend of digitalization leads to an ongoing decrease of printing-paper production, while the production of cardboard continuingly increases due to the up-growth of e-commerce. Even though such structural changes in industrial sectors cannot be accurately predicted, in-depth analyses may show possible directions for structural developments of an industrial sector and its corresponding demand response potentials in the future. Based on such forecasts, needed flexibility investments may be detected on a policy level at an early stage in order to fill the so-called flexibility gap associated with an increasing share of renewable energy sources, which will be a precondition for a successful energy transition [
1].
6. Conclusions
In this article we analyzed the question, how the industrial demand response potential depends on prices for input materials that are used by substituting production technologies. For this reason, we first developed a generic linear optimization model, which minimizes production costs for the case where multiple production technologies are used at several production stages. The model also allows for the possibility of shifting electricity load between different time periods. We applied our model to a real-world case study in the paper industry, where the two technologies of TMP and DIP were available. We analyzed the dependency of the demand response potential on the price level of input factors. As we showed, especially in the case of technology substitutes the demand response potential is not static, but greatly varies with the price levels of the required inputs. The fact that the economic demand response potential peaks in certain, ex-ante unknown price combinations of input materials makes the problem of an efficient exploitation of the demand response potential a complex task for both individual enterprises and policymakers.
For industrial enterprises these findings have severe implications in the short- as well as in the long-run. While operational short-run decisions of industrial enterprises regarding an efficient supply of demand flexibility may highly be driven by price fluctuations of input materials, long-run investments in flexibility options may be affected by expected price developments and fluctuations of main input factors in the future. Against this challenging backdrop, modern information and communication technologies may be seen as valuable tools for providing decision support for companies in order to ensure an efficient incorporation of demand-side flexibility in modern energy systems.
The latter long-run consideration of the demand response potential is not only relevant for individual enterprises, but also for decisions on a macroeconomic and policy level. As the future power system with a steadily growing penetration of renewables requires additional flexibility, information on the availability of the demand response potential as well as on its main influencing factors is crucial. This information is particularly important for the case of industrial demand response potentials, as the industry sector is a significant electricity consumer in most nations and the use of its potentials is comparatively simple. Research on demand response should therefore always account for the relevant scenarios with respect to input factor price developments in order to make valid projections about the available demand response potential in the future.
Author Contributions
M.S. provided the case-study in the paper industry, designed and implemented the specific optimization tool, interpreted the results, and wrote a significant part of the article. M.W. provided the general model for a description of the industrial production process with the possibility of technology substitution, wrote another significant part of the article, and gave valuable comments for the improvement of the article structure. L.N. contributed to the experiments, supported the data collection, and final revisions.
Funding
This research was funded by the German Federal Ministry of Education and Research (BMBF) grant number 03SFK3G1.
Acknowledgments
The authors gratefully acknowledge the financial support of the Kopernikus-project “SynErgie” by the Federal Ministry of Education and Research (BMBF) and the project supervision of the project management organization Projektträger Jülich (PtJ). This publication was funded by the German Research Foundation (DFG) and the University of Bayreuth in the funding program Open Access Publishing.
Conflicts of Interest
The founding sponsors had no role in the design of the study; in the collection, analyses, or interpretation of data; in the writing of the manuscript, and in the decision to publish the results.
References
- Palensky, P.; Dietrich, D. Demand Side Management: Demand Response, Intelligent Energy Systems, and Smart Loads. IEEE Trans. Ind. Inf. 2011, 7, 381–388. [Google Scholar] [CrossRef] [Green Version]
- Arias, L.A.; Rivas, E.; Santamaria, F.; Hernandez, V. A Review and Analysis of Trends Related to Demand Response. Energies 2018, 11, 1617. [Google Scholar] [CrossRef]
- Siano, P. Demand response and smart grids—A survey. Renew. Sustain. Energy Rev. 2014, 30, 461–478. [Google Scholar] [CrossRef]
- Lund, P.D.; Lindgren, J.; Mikkola, J.; Salpakari, J. Review of energy system flexibility measures to enable high levels of variable renewable electricity. Renew. Sustain. Energy Rev. 2015, 45, 785–807. [Google Scholar] [CrossRef] [Green Version]
- Brouwer, A.S.; van den Broek, M.; Zappa, W.; Turkenburg, W.C.; Faaij, A. Least-cost options for integrating intermittent renewables in low-carbon power systems. Appl. Energy 2016, 161, 48–74. [Google Scholar] [CrossRef]
- Papaefthymiou, G.; Haesen, E.; Sach, T. Power System Flexibility Tracker: Indicators to track flexibility progress towards high-RES systems. Renew. Energy 2018, 127, 1026–1035. [Google Scholar] [CrossRef]
- Gils, H.C. Assessment of the theoretical demand response potential in Europe. Energy 2014, 67, 1–18. [Google Scholar] [CrossRef]
- Paulus, M.; Borggrefe, F. The potential of demand-side management in energy-intensive industries for electricity markets in Germany. Appl. Energy 2011, 88, 432–441. [Google Scholar] [CrossRef]
- Boßmann, T.; Eser, E.J. Model-based assessment of demand-response measures—A comprehensive literature review. Renew. Sustain. Energy Rev. 2016, 57, 1637–1656. [Google Scholar] [CrossRef]
- Alcázar-Ortega, M.; Calpe, C.; Theisen, T.; Carbonell-Carretero, J.F. Methodology for the identification, evaluation and prioritization of market handicaps which prevent the implementation of Demand Response: Application to European electricity markets. Energy Policy 2015, 86, 529–543. [Google Scholar] [CrossRef] [Green Version]
- Müller, T.; Möst, D. Demand Response Potential: Available when Needed? Energy Policy 2018, 115, 181–198. [Google Scholar] [CrossRef]
- Grein, A.; Pehnt, M. Load management for refrigeration systems: Potentials and barriers. Energy Policy 2011, 39, 5598–5608. [Google Scholar] [CrossRef]
- Thollander, P.; Ottosson, M. Energy management practices in Swedish energy-intensive industries. J. Clean. Prod. 2010, 18, 1125–1133. [Google Scholar] [CrossRef] [Green Version]
- Francis, D.W.; Towers, M.T.; Browne, T.C. Energy Cost Reduction in the Pulp and Paper Industry: An Energy Benchmarking Perspective; Natural Resources Canada: Ottawa, ON, Canada, 2002.
- Helin, K.; Käki, A.; Zakeri, B.; Lahdelma, R.; Syri, S. Economic potential of industrial demand side management in pulp and paper industry. Energy 2017, 141, 1681–1694. [Google Scholar] [CrossRef]
- Hong, G.-B.; Ma, C.-M.; Chuang, K.-J.; Chang, C.-T.; Su, T.-L. Energy flow analysis in pulp and paper industry. Energy 2011, 36, 3063–3068. [Google Scholar] [CrossRef]
- Ashok, S.; Banerjee, R. An optimization mode for industrial load management. IEEE Trans. Power Syst. 2001, 16, 879–884. [Google Scholar] [CrossRef]
- Zhang, Q.; Grossmann, I.E. Planning and scheduling for industrial demand side management: Advances and challenges. Altern. Energy Sources Technol. 2016, 383–414. [Google Scholar] [CrossRef]
- Amini, M.H.; Frye, J.; Ilić, M.D.; Karabasoglu, O. Smart residential energy scheduling utilizing two stage mixed integer linear programming. N. Am. Power Symp. 2016. [Google Scholar] [CrossRef]
- Gellings, C.W. The concept of demand-side management for electric utilities. Proc. IEEE 1985, 73, 1468–1470. [Google Scholar] [CrossRef]
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}