Toolface Control Method for a Dynamic Point-the-Bit Rotary Steerable Drilling System


Abstract
:1. Introduction
2. The DPRSS Working Principle and Modeling of the Stabilized Platform
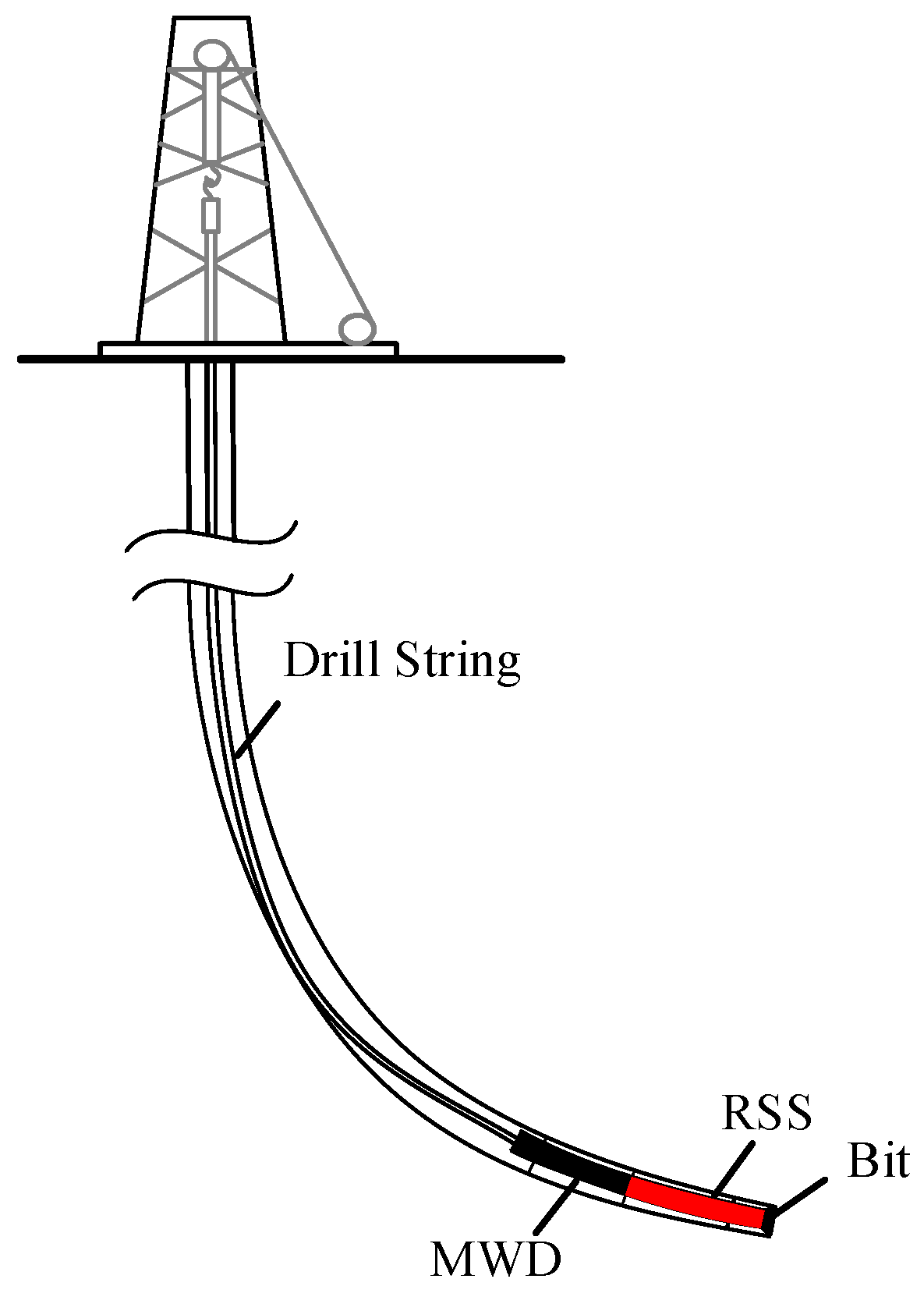
2.1. DPRSS Working Principle
2.2. The Stabilized Platform Modeling
3. DPRSS Toolface Control Method
3.1. MADRC Framework and Algorithm
3.2. Load Torque and Outer Housing Speed Estimators
3.3. Design of the DPRSS Toolface Control Method
4. Simulation and DPRSS Prototype Experiment
4.1. Toolface Control Method Simulation
4.1.1. The Motor Speed Loop Simulation
4.1.2. The Toolface Control Method Simulation
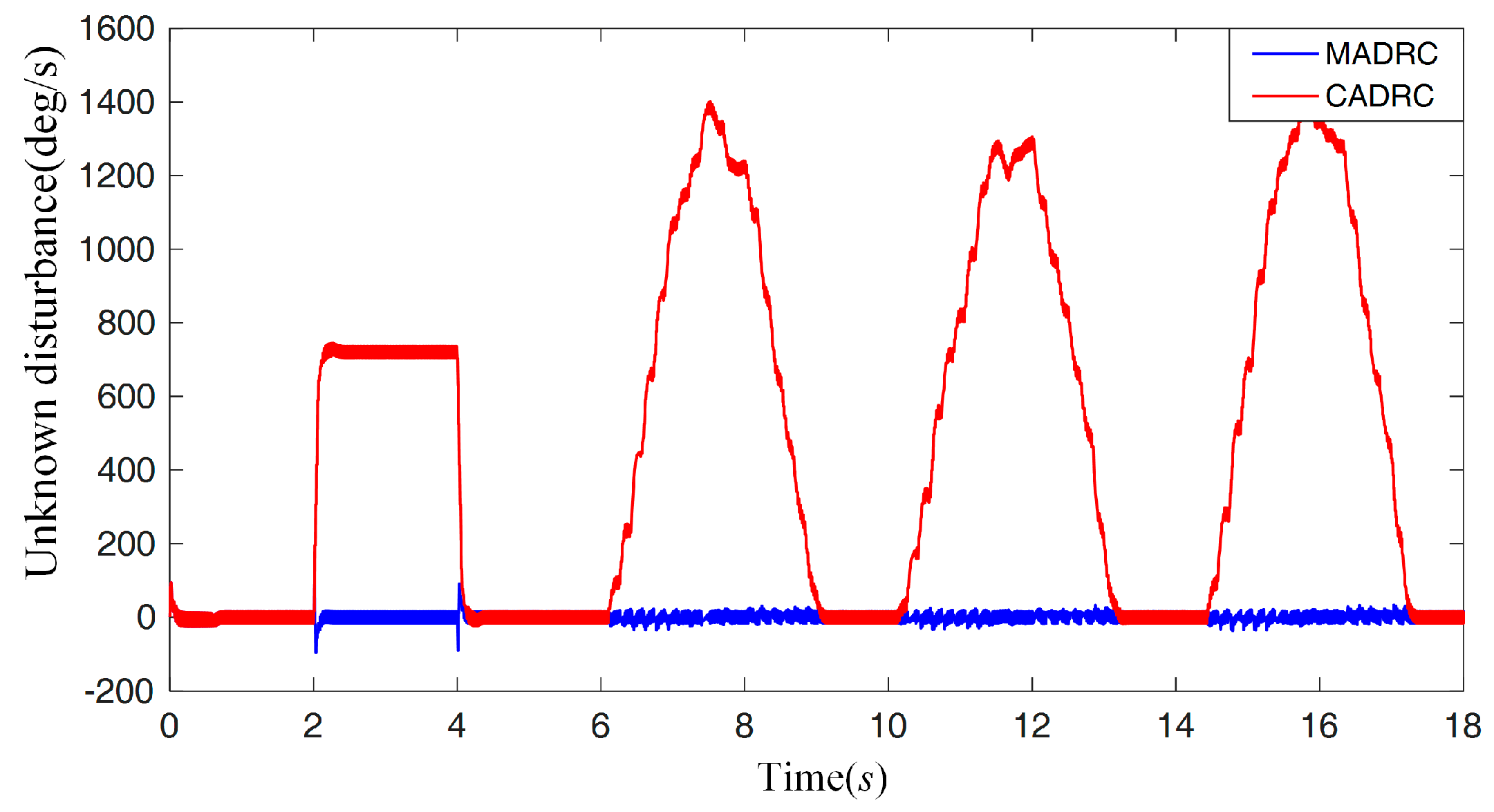
4.1.3. Robustness and Disturbance Rejection Performance Analysis
4.2. DPRSS Prototype Experiment
4.2.1. The Motor Speed Loop Test
4.2.2. The Toolface Loop Test
5. Conclusions
Author Contributions
Funding
Conflicts of Interest
Appendix A
References
- Schaaf, S.; Mallary, C.; Pafitis, D. Point-the-bit rotary steerable system: Theory and field results. In Proceedings of the SPE Annual Technical Conference and Exhibition, Dallas, TX, USA, 1–4 October 2000; Society of Petroleum Engineers: Houston, TX, USA, 2000. [Google Scholar]
- Zhang, C.; Zou, W.; Cheng, N. Overview of rotary steerable system and its control methods. In Proceedings of the 2016 IEEE International Conference on Mechatronics and Automation (ICMA), Harbin, China, 7–10 August 2016; IEEE: Piscataway, NJ, USA, 2016; pp. 1559–1565. [Google Scholar]
- Vadali, M.; Xue, Y.; Song, X.; Dykstra, J. Control of Rotary Steerable Toolface in Directional Drilling. In Proceedings of the ASME 2015 Dynamic Systems and Control Conference, Columbus, OH, USA, 28–30 October 2015; American Society of Mechanical Engineers: New York, NY, USA, 2015. [Google Scholar]
- Wang, W.; Geng, Y.; Yan, Z. Dynamic Point-the-Bit Rotary Steerable Drilling Tool and Measuring Method Thereof. U.S. Patent US9587440B2, 7 March 2017. [Google Scholar]
- Zhang, Y.; Yi, J. Adaptive Second Sliding Mode Control for Stabilized Platform of Rotary Steering Drilling Tool. In Proceedings of the 2013 International Conference on Mechanical and Automation Engineering (MAEE), Jiujang, China, 21–23 July 2013; IEEE: Piscataway, NJ, USA, 2013; pp. 140–143. [Google Scholar]
- Li, Y.; Cheng, W.; Tang, N.; Huo, A.; Wang, Y.; Guo, Y.; Kang, S. The intelligent PID control of the rotary navigational drilling tool. China Pet. Mach. 2010, 38, 13–16. [Google Scholar]
- Feng, S.; Guanyun, L.; Qingming, M. A strap-down automatic vertical drilling system. Acta Pet. Sin. 2011, 32, 360–363. [Google Scholar]
- Kim, J.; Myung, H. Development of a Novel Hybrid-Type Rotary Steerable System for Directional Drilling. IEEE Access 2017, 5, 24678–24687. [Google Scholar] [CrossRef]
- Kremers, N.A.H.; Detournay, E.; van de Wouw, N. Model-based robust control of directional drilling systems. IEEE Trans. Control Syst. Technol. 2016, 24, 226–239. [Google Scholar] [CrossRef]
- Tang, N.; Huo, A.; Wang, Y.; Cheng, W. Experimental study on control function of stabilized platform for rotary steering drilling tool. Acta Pet. Sin. 2008, 29, 284. [Google Scholar]
- Wang, Y.; Wang, H.; Kang, S. Output feedback linearization of servo platform for rotary steering drilling system. Acta Pet. Sin. 2014, 35, 952–957. [Google Scholar]
- Wang, K.; Wang, W.; Si, J.; Li, C.; Geng, Y.F. Research on the Measurement and Control System of Dynamic Point-the-bit Rotary Steerable Drilling Tools. China Pet. Mach. 2018, 46, 35–38, 67. [Google Scholar]
- Yong, D.Z.; Yong, P. A Comparative Analysis to Traditional PID and Fuzzy Adaptive PI-Variable Damping Controlling System of MRST Stabilized Platform. In Proceedings of the 2009 International Conference on Measuring Technology and Mechatronics Automation, Zhangjiajie, China, 11–12 April 2009; IEEE: Piscataway, NJ, USA, 2009; pp. 745–748. [Google Scholar]
- Huo, A.; He, Y.; Wang, Y.; Tang, N.; Cheng, W. Research of disc valve friction torque modeling and integral sliding mode adaptive control for rotary steering drilling tool. In Proceedings of the 2010 2nd International Conference on Computer Engineering and Technology (ICCET), Chengdu, China, 16–18 April 2010; IEEE: Piscataway, NJ, USA, 2010; pp. V1-715–V1-719. [Google Scholar]
- Han, J. From PID to active disturbance rejection control. IEEE Trans. Ind. Electron. 2009, 56, 900–906. [Google Scholar] [CrossRef]
- Du, L.; Zhang, K.; Jin, G. Linear auto disturbance rejection controller for vector-controlled PMSM drive system. In Proceedings of the 2011 International Conference on Transportation, Mechanical, and Electrical Engineering (TMEE), Changchun, China, 16–18 December 2011; IEEE: Piscataway, NJ, USA, 2011; pp. 879–882. [Google Scholar]
- Tong, Z.; Hong, G.; Jinquan, X.; Xiaolin, K.; Hao, Q. Research on PMSM active disturbance rejection controller based on model compensation. In Proceedings of the 2015 18th International Conference on Electrical Machines and Systems (ICEMS), Pattaya, Thailand, 25–28 October 2015; IEEE: Piscataway, NJ, USA, 2015; pp. 1593–1596. [Google Scholar]
- Wang, L.; Zhang, H.; Liu, X. Robust sensorless of ADRC controlled PMSM based on MRAS with stator resistance identification. In Proceedings of the 2011 30th Chinese Control Conference (CCC), Yantai, China, 22–24 July 2011; IEEE: Piscataway, NJ, USA, 2011; pp. 3575–3579. [Google Scholar]
- Pillay, P.; Krishnan, R. Control characteristics and speed controller design for a high performance permanent magnet synchronous motor drive. IEEE Trans. Power Electron. 1990, 5, 151–159. [Google Scholar] [CrossRef]
- Chen, S.; Bai, W.; Huang, Y. ADRC for systems with unobservable and unmatched uncertainty. In Proceedings of the 2016 35th Chinese Control Conference (CCC), Chengdu, China, 27–29 July 2016; IEEE: Piscataway, NJ, USA, 2016; pp. 337–342. [Google Scholar]
- Guo, B.; Bacha, S.; Alamir, M. A review on ADRC based PMSM control designs. In Proceedings of the IECON 2017—43rd Annual Conference of the Industrial Electronics Society, Beijing, China, 29 October–1 November 2017; IEEE: Piscataway, NJ, USA, 2017; pp. 1747–1753. [Google Scholar]
- Gao, Z. Scaling and bandwidth-parameterization based controller tuning. In Proceedings of the American Control Conference, Denver, CO, USA, 4–6 June 2006; pp. 4989–4996. [Google Scholar]
- Zhao, Z.-L.; Guo, B.-Z. A nonlinear extended state observer based on fractional power functions. Automatica 2017, 81, 286–296. [Google Scholar] [CrossRef]
- Li, J.; Xia, Y.; Qi, X.; Gao, Z. On the necessity, scheme, and basis of the linear–nonlinear switching in active disturbance rejection control. IEEE Trans. Ind. Electron. 2017, 64, 1425–1435. [Google Scholar] [CrossRef]
- Zhao, Z.-L.; Guo, B.-Z. A novel extended state observer for output tracking of MIMO systems with mismatched uncertainty. IEEE Trans. Autom. Control 2018, 63, 211–218. [Google Scholar] [CrossRef]
- Pavone, D.; Desplans, J. Application of high sampling rate downhole measurements for analysis and cure of stick-slip in drilling. In Proceedings of the SPE Annual Technical Conference and Exhibition, New Orleans, LA, USA, 25–28 September 1994; Society of Petroleum Engineers: Houston, TX, USA, 1994. [Google Scholar]
- Barton, S. Development of stable PDC bits for specific use on rotary steerable systems. In Proceedings of the IADC/SPE Asia Pacific Drilling Technology, Kuala Lumpur, Malaysia, 11–13 September 2000; Society of Petroleum Engineers: Houston, TX, USA, 2000. [Google Scholar]
- Chen, S.; Blackwood, K.; Lamine, E. Field investigation of the effects of stick-slip, lateral, and whirl vibrations on roller cone bit performance. In Proceedings of the SPE Annual Technical Conference and Exhibition, Houston, TX, USA, 3–6 October 1999; Society of Petroleum Engineers: Houston, TX, USA, 1999. [Google Scholar]
- Ersoy, A.; Waller, M. Wear characteristics of PDC pin and hybrid core bits in rock drilling. Wear 1995, 188, 150–165. [Google Scholar] [CrossRef]
- Sun, Z. Research on Performance and Temperature Rise of Permanant Magnet Synchronous Motor in High Temperature Environment; Harbin Institute of Technology: Harbin, China, 2017. [Google Scholar]
- Tian, G.; Gao, Z. Frequency response analysis of active disturbance rejection based control system. In Proceedings of the 2007 IEEE International Conference on Control Applications, Singapore, 1–3 October 2007; IEEE: Piscataway, NJ, USA, 2007; pp. 1595–1599. [Google Scholar]
- Wang, W.; Geng, Y.; Wang, K.; Si, J.; Fiaux, J. Dynamic Toolface Estimation for Rotary Steerable Drilling System. Sensors 2018, 18, 2944. [Google Scholar] [CrossRef]

























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Rated Power | 452 W | Rated Voltage | 48 V |
| Rated Current | 4.7 A | Pole Pairs | 4 |
| Stator Inductance | 0.0021383 H | Stator Resistance | 1.52 Ohm |
| Rated Speed | 2280 RPM | Total Inertia | 1.4490 × 10−5 kgm2 |
| Rated Torque | 0.69 Nm | Torque Constant | 0.12887 Nm/Apeak |
| Static Friction | 0.0115 Nm | Viscous Coefficient | 0.00008 Nms |
| 555 | 40 | ||
| 555 | 65 | ||
| 509,831 | 1 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, W.; Geng, Y.; Wang, N.; Pu, X.; Fiaux, J.d.O. Toolface Control Method for a Dynamic Point-the-Bit Rotary Steerable Drilling System. Energies 2019, 12, 1831. https://doi.org/10.3390/en12101831
Wang W, Geng Y, Wang N, Pu X, Fiaux JdO. Toolface Control Method for a Dynamic Point-the-Bit Rotary Steerable Drilling System. Energies. 2019; 12(10):1831. https://doi.org/10.3390/en12101831
Chicago/Turabian StyleWang, Weiliang, Yanfeng Geng, Ning Wang, Xiaojiao Pu, and Joice de Oliveira Fiaux. 2019. "Toolface Control Method for a Dynamic Point-the-Bit Rotary Steerable Drilling System" Energies 12, no. 10: 1831. https://doi.org/10.3390/en12101831
APA StyleWang, W., Geng, Y., Wang, N., Pu, X., & Fiaux, J. d. O. (2019). Toolface Control Method for a Dynamic Point-the-Bit Rotary Steerable Drilling System. Energies, 12(10), 1831. https://doi.org/10.3390/en12101831