1. Introduction
Rice is one of the most consumed crops worldwide, with an annual production of 700 million tons according to the Food and Agriculture Organization of the United Nations database [
1]. The largest producers in Europe are Italy and Spain with an 80% of the total rice production. Italy (with a total cultivated surface of 220,000 ha) is the largest producer mainly in the Po basin (the Piedmont, Lombardy, Venetia, and the Romagna). The second-largest European rice producer is Spain, with 117,000 ha. Andalucia and Valencia are the main rice-producing regions, the latter harboring a more stable water supply which benefits the production.
The main by-products of rice harvest are rice straw and rice husk which represent an environmental and economic problem for the farmers. Rice straw, for example, is usually eliminated by uncontrolled burning with harmful consequences related to air, flora, and fauna pollution in wetlands. As an alternative, rice waste is abandoned or sunk, being decomposed in fields, causing major die-off of fish and other aquatic fauna in deeper areas [
2]. Currently, different European moratoria permitting uncontrolled burning are being applied, since no reliable solutions are being implemented.
In this framework, the EU-funded project LIFE LIBERNITRATE [
3] proposes a synergic application of efficient rice waste management to treat nitrate problems in over-cropping areas. This is achieved through the controlled combustion of rice straw and the successive production of silica-based adsorbents from the obtained ashes, which are applied as filters to decrease the high concentration of nitrates in waters.
Combustion efficiencies are optimized using rice straw in the form of pellets. Raw materials are light and irregular which results in difficulties for their collection, transport, storage, and operation. Bulk density of rice straw and rice husk are around 60 kg/m
3 [
4] and 90 kg/m
3 [
5], respectively, with recommended pellet values in the range 600–800 kg/m
3 [
6].
The quality of pellets depends both on the properties of the feeding and on the operational conditions for its production. For that reason, understanding the physical, chemical, and mechanical properties of the initial feedstock becomes essential to evaluate their behavior during combustion. The control of the moisture content plays an important role: Within the optimal percentage (10–14%) it serves as binding agent, facilitates heat transfer, and promotes self-bonding of individual particles in the pellet [
7,
8]. However, an increase of this optimal value could decrease inter-particle forces that might cause swelling and disintegration of pellets [
9]. Also, the assessment of the applied load compression applied must be careful evaluated: Low void fractions inside the pellet can prevent oxygen diffusion into the inner part restricting the combustion only to the outer surface [
10].
On the other hand, the chemical composition of the feedstock provides indications on the potential emissions and operational problems that could occur on the device helping in their prevention. In this sense, special attention has to be paid to sintering and fouling owing to the high content of silica present in rice straw (RS) and rice husk (RH): Their ash analysis show concentrations around 70 mg/kg and 100 mg/kg of silica, respectively [
11]. This implies increased risks for sintering and dust emissions and a lowering on the heating value [
12]. Also, emissions associated with biomass combustion, such as NO
X, need to be evaluated [
13].
Finally, storage, transport, and processing of pellets can lead to a loss of their mechanical properties. A significant loss on mechanical strength might increase the level of dust and consequently, the risk of fire and explosions as well as being a health hazard for workers [
14]. Moreover, high strength values can result in extremely hard pellets causing difficulties during solids feeding due to bridging.
Within this framework, the main physical, chemical, and mechanical properties of single press and commercially produced pellets using rice straw and rice husk were investigated. Their properties were evaluated by comparing them with the standard limits for non-woody pellets and their suitability as combustion feeding materials in the framework of LIFE LIBERNITRATE was discussed.
4. Conclusions
Pellets from residues from rice harvest (i.e., straw and husk) were produced and their main properties were evaluated. Rice straw pellets were initially produced at lab scale at varying operational conditions (i.e., load compression and wt % of feeding moisture content) to evaluate their suitability for palletization without the use of binders. Afterwards, pellets from rice straw and husk pellets were commercially produced without the use of a binder.
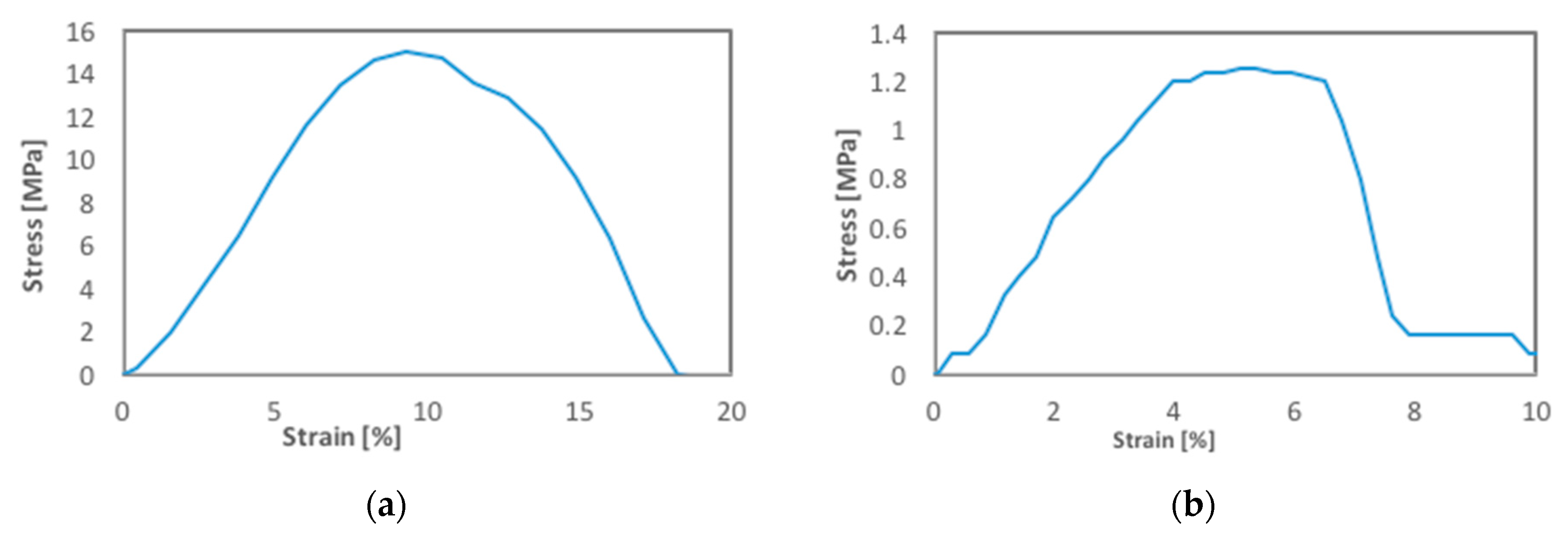
All the samples were characterized in terms of their main physical (density, dimension, porosity), physico-chemical (proximate and ultimate analysis, higher heating value), and structural properties. In addition, axial and diametral compression tests and durability tests were used to assess their mechanical performance. All the analyzed properties were compared with the established quality standards for non-woody pellets.
In summary, rice straw pellets presented suitable properties for their use as pelletized fuels in the context of the LIFE LIBERNITRATE project. Rice husk pellets fell out of the standards in several tests such as recommended size or durability and their pre-treatment might be necessary for their use as fuels.












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}