Acid-Catalyzed Wet Torrefaction for Enhancing the Heating Value of Barley Straw




Abstract
:
1. Introduction
2. Materials and Methods
2.1. Material Development
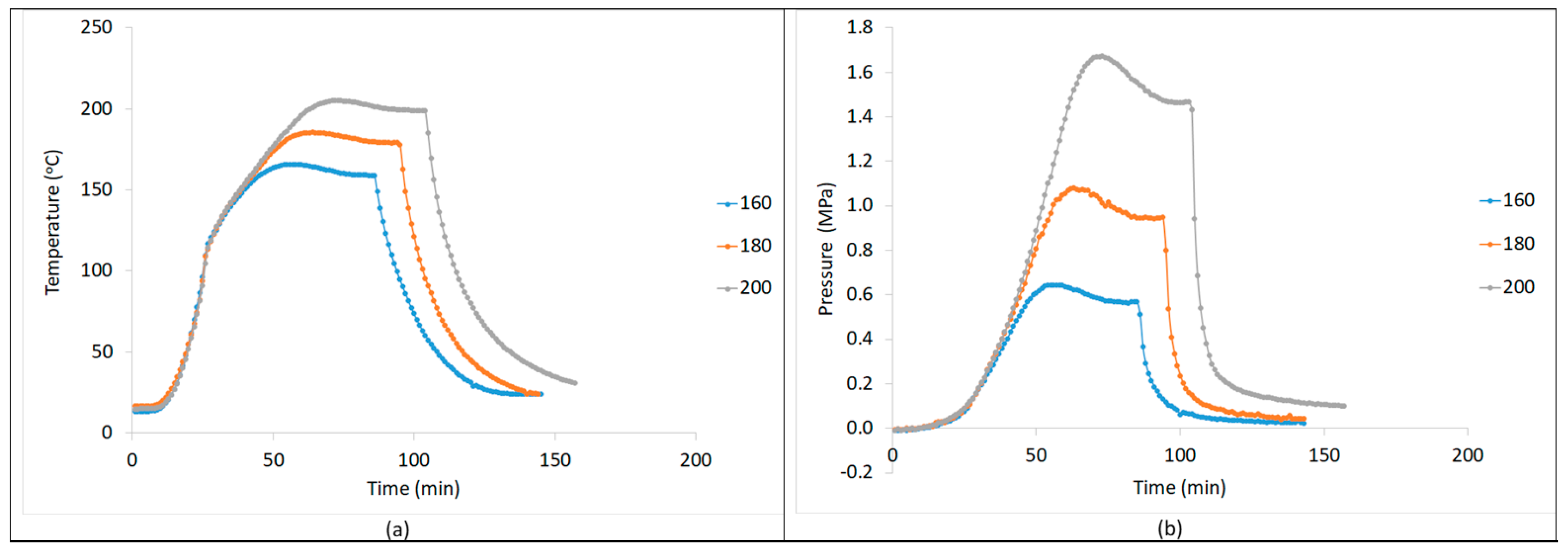
2.2. ACWT Process
2.3. Bomb Calorimeter
2.4. Proximate and Ultimate Analysis
2.5. Scanning Electron Microscopy
2.6. Combined Severity Factor
2.7. Statistical Method
3. Results and Discussion
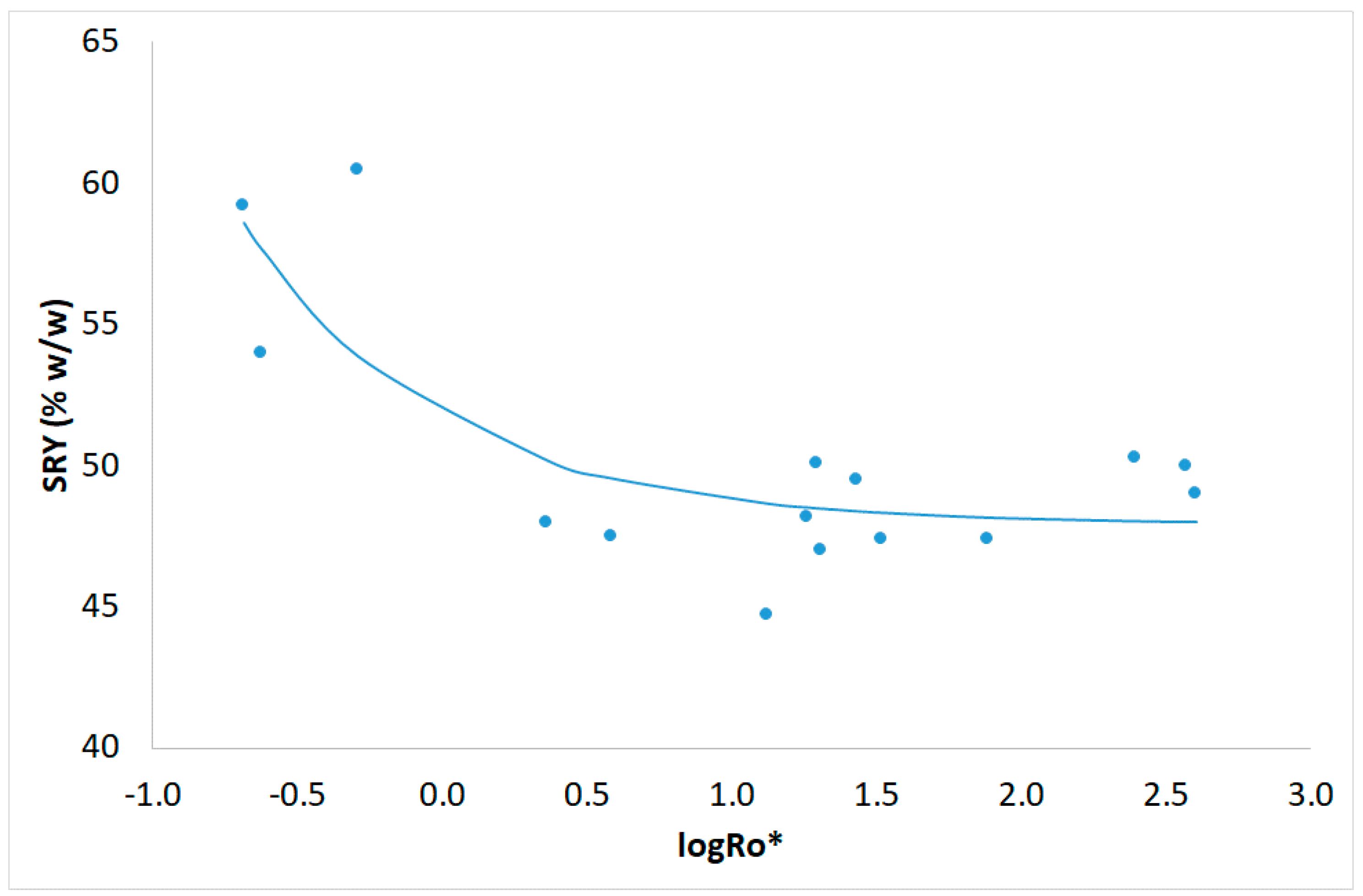
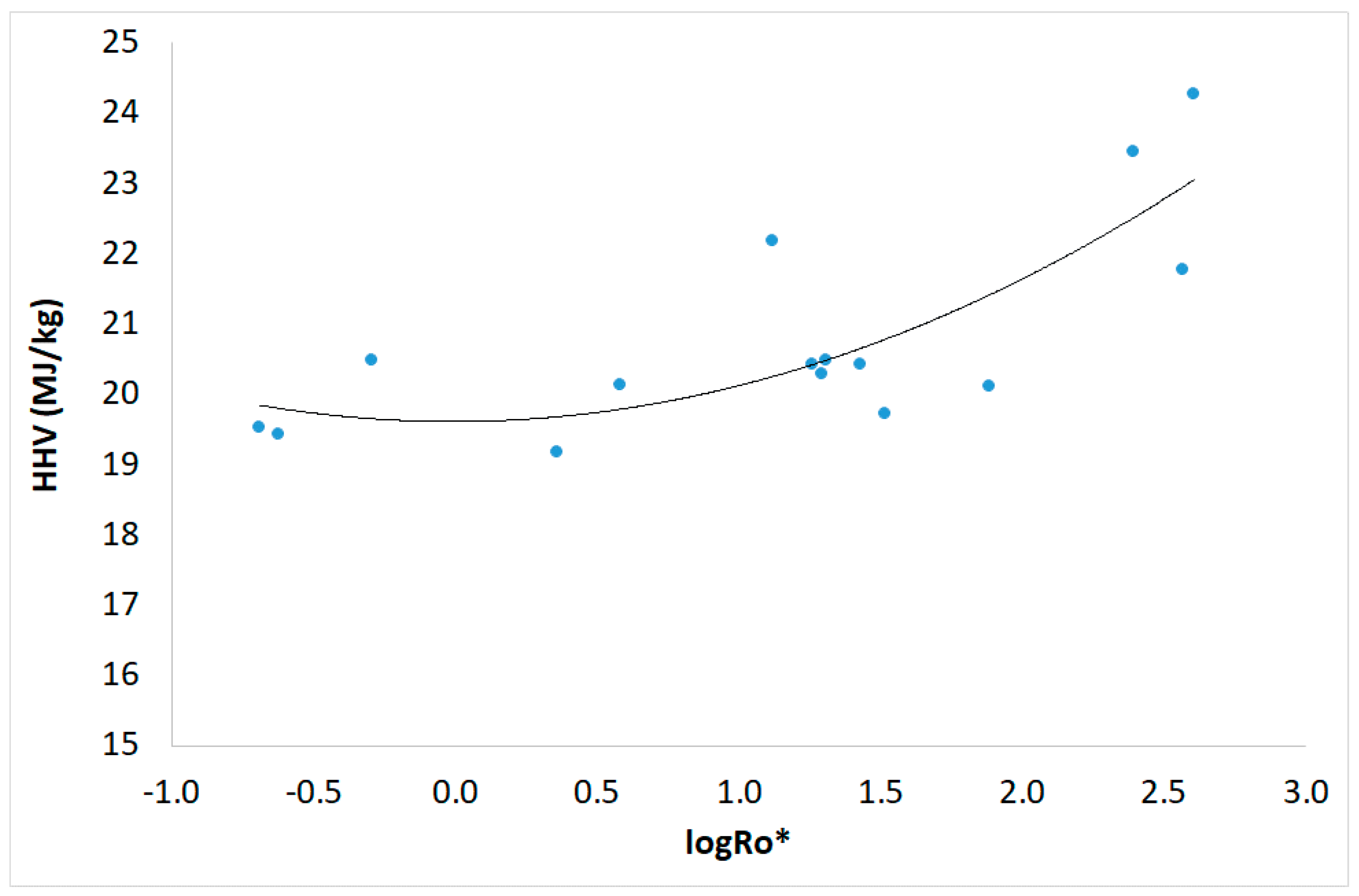
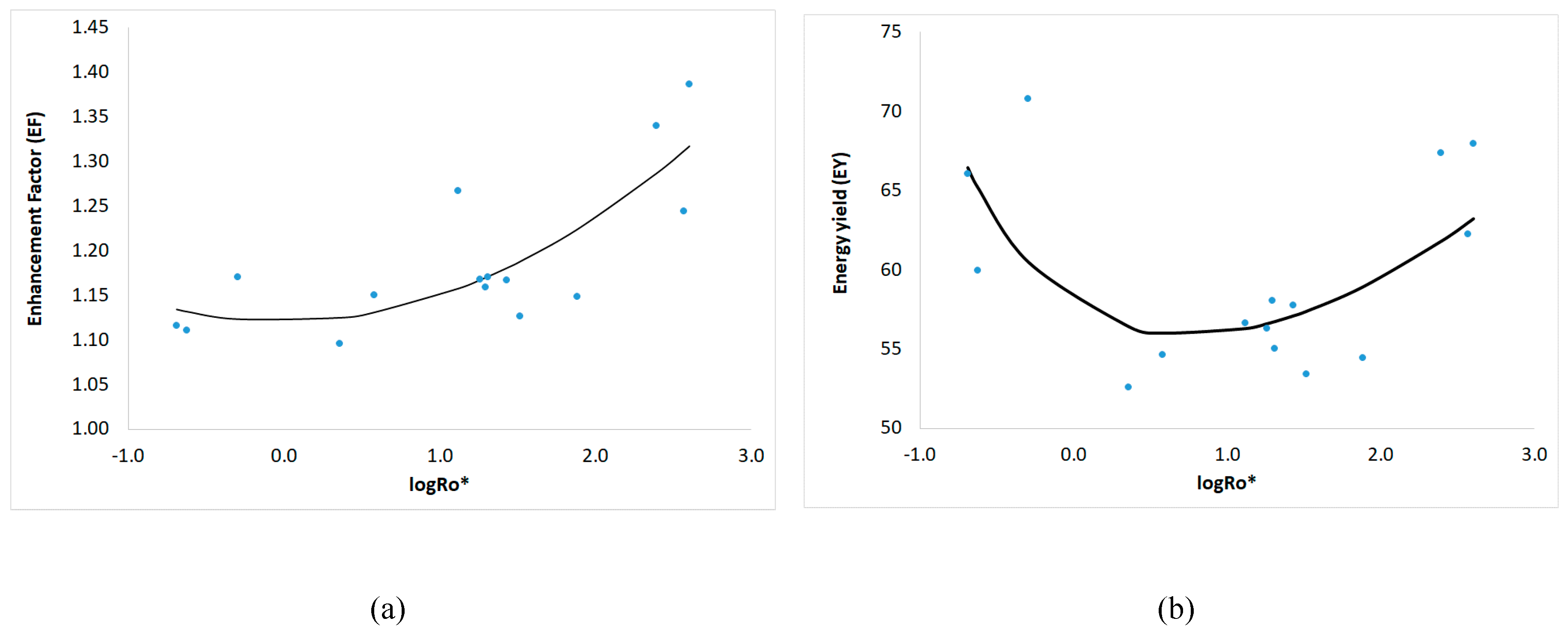
3.1. Simulation Based on CSF
3.2. Ultimate and Proximate Analysis Results
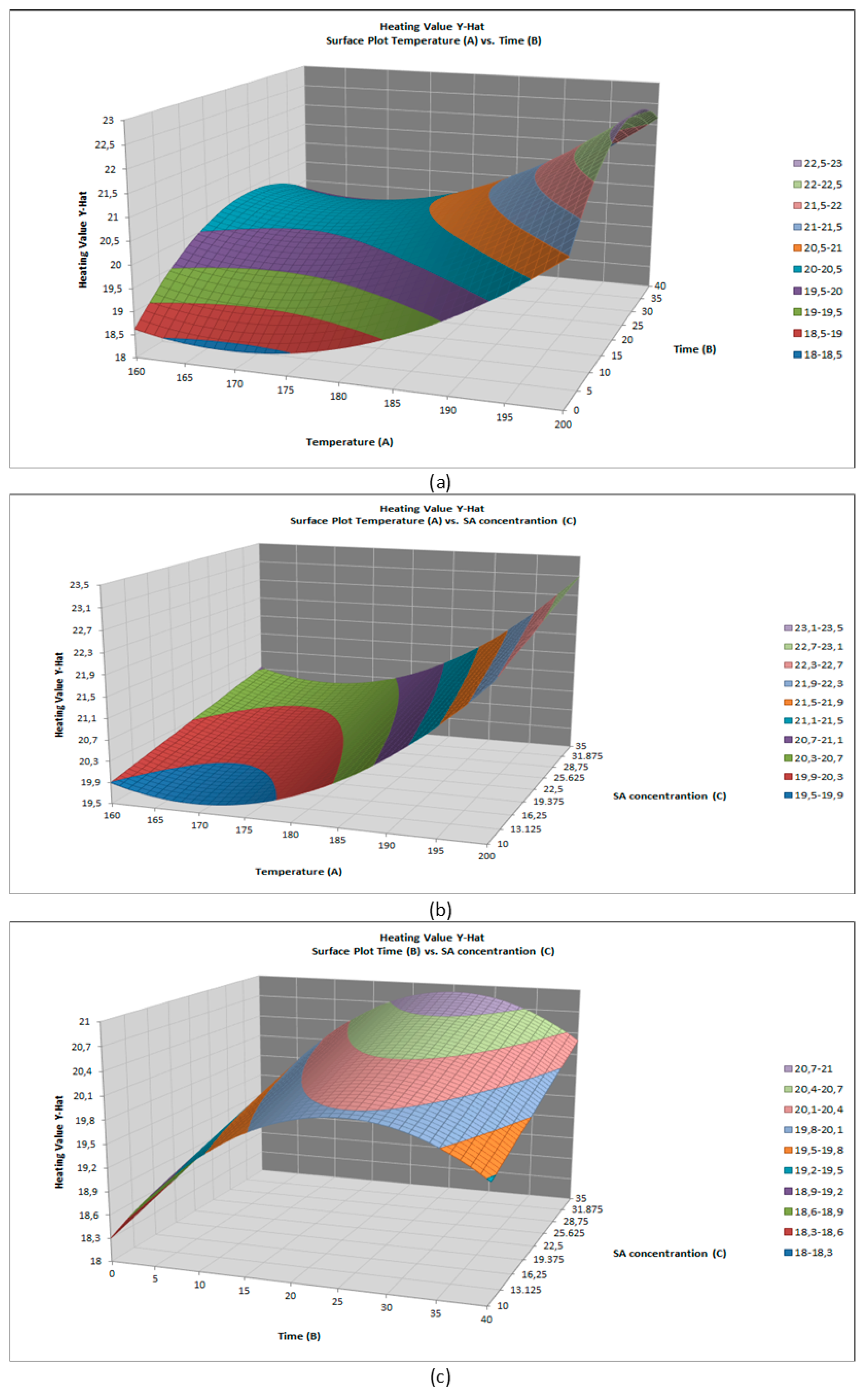
3.3. Simulation Based on RSM
3.4. Optimization
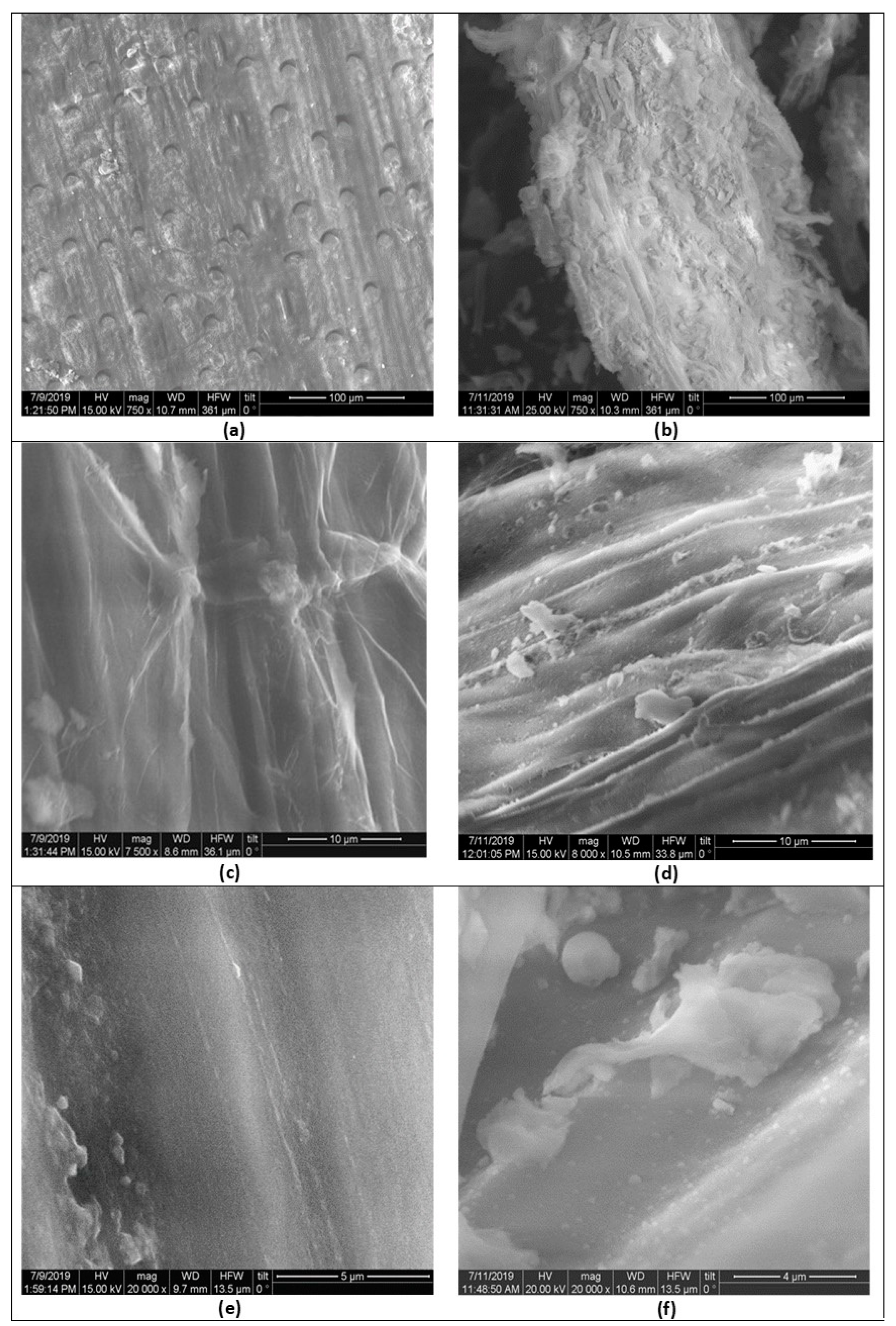
3.5. SEM Results
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Johnsson, F.; Kjärstad, K.; Rootzén, J. The threat to climate change mitigation posed by the abundance of fossil fuels. Clim. Policy 2019, 19, 258–274. [Google Scholar] [CrossRef] [Green Version]
- Kumar, R.; Strezov, V.; Weldekidan, H.; He, J.; Singh, S.; Kan, T.; Dastjerdi, B. Lignocellulose biomass pyrolysis for bio-oil production: A review of biomass pre-treatment methods for production of drop-in fuels. Renew. Sustain. Energy Rev. 2020, 123, 109763. [Google Scholar] [CrossRef]
- Möllersten, K.; Yan, J.; Moreira, J.R. Potential market niches for biomass energy with CO2 capture and storage—Opportunities for energy supply with negative CO2 emissions. Biomass Bioenergy 2003, 25, 273–285. [Google Scholar] [CrossRef]
- He, C.; Tang, C.; Li, C.; Yuan, J.; Tran, K.Q.; Bach, Q.V.; Qiua, R.; Yang, Y. Wet torrefaction of biomass for high quality solid fuel production: A review. Renew. Sustain. Energy Rev. 2018, 91, 259–271. [Google Scholar] [CrossRef]
- Hrnčič, M.K.; Kravanja, G.; Knez, Ž. Hydrothermal treatment of biomass for energy and chemicals. Energy 2016, 116, 1312–1322. [Google Scholar] [CrossRef]
- Tekin, K.; Karagöz, S.; Bektaş, S. A review of hydrothermal biomass processing. Renew. Sustain. Energy Rev. 2014, 40, 673–687. [Google Scholar] [CrossRef]
- Bach, Q.-V.; Skreiberg, Ø. Upgrading biomass fuels via wet torrefaction: A review and comparison with dry torrefaction. Renew. Sustain. Energy Rev. 2016, 54, 665–677. [Google Scholar] [CrossRef]
- Fan, S.; Xu, L.H.; Namkung, H.; Xu, G.; Kim, H.T. Influence of Wet Torrefaction Pretreatment on Gasification of Larch Wood and Corn Stalk. Energy Fuels 2017, 31, 13647–13654. [Google Scholar] [CrossRef]
- Kostas, E.T.; Beneroso, D.; Robinson, J.P. The application of microwave heating in bioenergy: A review on the microwave pre-treatment and upgrading technologies for biomass. Renew. Sustain. Energy Rev. 2017, 77, 12–27. [Google Scholar] [CrossRef] [Green Version]
- Demey, H.; Melkior, T.; Chatroux, A.; Attar, K.; Thiery, S.; Miller, H.; Grateau, M.; Sastre, A.M.; Marchand, M. Evaluation of torrefied poplar-biomass as a low-cost sorbent for lead and terbium removal from aqueous solutions and energy co-generation. Chem. Eng. J. 2019, 361, 839–852. [Google Scholar] [CrossRef]
- Acharya, B.; Sule, I.; Dutta, A. A review on advances of torrefaction technologies for biomass processing. Biomass Convers. Biorefin. 2012, 2, 349–369. [Google Scholar] [CrossRef]
- Chen, W.; Peng, J.; Bi, X.T. A state-of-the-art review of biomass torrefaction, densification and applications. Renew. Sustain. Energy Rev. 2015, 44, 847–866. [Google Scholar] [CrossRef]
- Artiukhina, E.; Grammelis, P. Torrefaction of Biomass Pellets: Modeling of the Process in a Fixed Bed Reactor. Int. J. Chem. Mol. Eng. 2015, 9, 12. [Google Scholar]
- Artiukhina, E.; Grammelis, P. Modeling of biofuel pellets torrefaction in a realistic geometry. Therm. Sci. 2016, 20, 156. [Google Scholar] [CrossRef] [Green Version]
- Isemin, R.; Mikhalev, A.; Klimov, D.; Grammelis, P.; Margaritis, N.; Kourkoumpas, D.S.; Zaichenko, V. Torrefaction and combustion of pellets made of a mixture of coal sludge and straw. Fuel 2017, 210, 859–865. [Google Scholar] [CrossRef]
- Binder, J.B.; Raines, R.T. Fermentable sugars by chemical hydrolysis of biomass. Proc. Natl. Acad. Sci. USA 2010, 107, 4516–4521. [Google Scholar] [CrossRef] [Green Version]
- Taherzadeh, M.J.; Karimi, K. Acid-based hydrolysis processes for ethanol from lignocellulosic materials: A review. Bioresources 2007, 2, 472–499. [Google Scholar]
- Román, S.; Libra, J.; Berge, N.; Sabio, E.; Ro, K.; Li, L.; Ledesma, B.; Alvarez, A.; Bae, S. Hydrothermal carbonization: Modeling, final properties design and applications: A review. Energies 2018, 11, 216. [Google Scholar] [CrossRef] [Green Version]
- Román, S.; Ledesma, B.; Álvarez, A.; Coronella, C.; Qaramaleki, S.V. Suitability of hydrothermal carbonization to convert water hyacinth to added-value products. Renew. Energy 2020, 146, 1649–1658. [Google Scholar] [CrossRef]
- Chen, W.H.; Kuo, P.C. Torrefaction and co-torrefaction characterization of hemicellulose, cellulose and lignin as well as torrefaction of some basic constituents in biomass. Energy 2011, 36, 803–811. [Google Scholar] [CrossRef]
- Runge, T.; Wipperfurth, P.; Zhang, C. Improving biomass combustion quality using a liquid hot water treatment. Biofuels 2013, 4, 73–83. [Google Scholar] [CrossRef]
- Kruse, A.; Funke, A.; Titirici, M.M. Hydrothermal conversion of biomass to fuels and energetic materials. Curr. Opin. Chem. Biol. 2013, 17, 515–521. [Google Scholar] [CrossRef] [PubMed]
- Rodríguez, A.; Moral, A.; Sánchez, R.; Requejo, A.; Jiménez, L. Influence of variables in the hydrothermal treatment of rice straw on the composition of the resulting fractions. Bioresour. Technol. 2009, 100, 4863–4866. [Google Scholar] [CrossRef]
- Zhang, C.; Ho, S.-H.; Chen, W.-H.; Xie, Y.; Liu, Z.; Chang, J.-S. Torrefaction performance and energy usage of biomass wastes and their correlations with torrefaction severity index. Appl. Energy 2018, 220, 598–604. [Google Scholar] [CrossRef]
- Nhuchhen, D.R.; Basu, P.; Acharya, B. A Comprehensive Review on Biomass Torrefaction. Int. J. Renew. Energy Biofuels 2014, 2014, 1–56. [Google Scholar] [CrossRef]
- Wang, X.; Wu, J.; Chen, Y.; Pattiya, A.; Yang, H.; Chen, H. Comparative study of wet and dry torrefaction of corn stalk and the effect on biomass pyrolysis polygeneration. Bioresour. Technol. 2018, 258, 88–97. [Google Scholar] [CrossRef]
- Gan, Y.Y.; Ong, H.C.; Chen, W.H.; Sheen, H.K.; Chang, J.S.; Chong, C.T.; Ling, T.C. Microwave-assisted wet torrefaction of microalgae under various acids for coproduction of biochar and sugar. J. Clean. Prod. 2020, 253, 119944. [Google Scholar] [CrossRef]
- Sidiras, D.K.; Nazos, A.G.; Giakoumakis, G.E.; Politi, D.V. Simulating the Effect of Torrefaction on the Heating Value of Barley Straw. Energies 2020, 13, 736. [Google Scholar] [CrossRef] [Green Version]
- Brasch, D.J.; Free, K.W. Prehydrolysis-kraft pulping of Pinus radiata grown in New Zealand. Tappi 1965, 48, 245–248. [Google Scholar]
- Overend, R.; Chornet, E. Fractionation of lignocellulosics by steam-aqueous pretreatments. Philos. Trans. R. Soc. Lond. B Biol. Sci. 1987, 321, 523–536. [Google Scholar]
- Chum, H.H.; Johnson, D.K.; Black, S.K.; Overend, R.P. Pretreatment-catalyst effects and the combined severity parameter. Appl. Biochem. Biotechnol. 1990, 13, 24–25. [Google Scholar] [CrossRef]
- Abatzoglou, N.; Chornet, E.; Belkacemi, K.; Overend, R.P. Phenomenological kinetics of complex systems: The development of a generalized severity parameter and its application to lignocellulosics fractionation. Chem. Eng. Sci. 1992, 47, 1109–1122. [Google Scholar] [CrossRef]
- Lloyd, T.A.; Wyman, C.E. Combined sugar yields for dilute sulfuric acid pretreatment of corn stover followed by enzymatic hydrolysis of the remaining solids. Bioresour. Technol. 2005, 96, 1967–1977. [Google Scholar] [CrossRef] [PubMed]
- Kabel, M.A.; Bos, G.; Zeevalking, J.; Voragen, A.G.J.; Schols, H.A. Effect of pretreatment severity on xylan solubility and enzymatic breakdown of the remaining cellulose from wheat straw. Bioresour. Technol. 2007, 98, 2034–2042. [Google Scholar] [CrossRef] [PubMed]
- Sidiras, D.; Batzias, F.; Ranjan, R.; Tsapatsis, M. Simulation and optimization of batch autohydrolysis of wheat straw to monosaccharides and oligosaccharides. Bioresour. Technol. 2011, 102, 10486–10492. [Google Scholar] [CrossRef] [PubMed]
- Weinwurm, F.; Turk, T.; Denner, J.; Whitmore, K.; Friedl, A. Combined liquid hot water and ethanol organosolv treatment of wheat straw for extraction and reaction modeling. J. Clean. Prod. 2017, 165, 1473–1484. [Google Scholar] [CrossRef]
- Ferreira, S.L.C.; Bruns, R.E.; Ferreira, H.S.; Matos, G.D.; David, J.M.; Brandão, G.C.; da Silva, E.G.P.; Portugal, L.A.; dos Reis, P.S.; Souza, A.S.; et al. Box-Behnken design: An alternative for the optimization of analytical methods. Anal. Chim. Acta 2007, 597, 179–186. [Google Scholar] [CrossRef]
- Bezerra, M.A.; Santelli, R.E.; Oliveira, E.P.; Villar, L.S.; Escaleira, L.A. Response surface methodology (RSM) as a tool for optimization in analytical chemistry. Talanta 2008, 76, 965–977. [Google Scholar] [CrossRef]
- Box, G.E.P.; Wilson, K.B. On the experimental attainment of optimum conditions. J. R. Stat. Soc. Ser. B 1951, 13, 1–45. [Google Scholar] [CrossRef]
- Salapa, I.; Katsimpouras, C.; Topakas, E.; Sidiras, D. Organosolv pretreatment of wheat straw for efficient ethanol production using various solvents. Biomass Bioenergy 2017, 100, 10–16. [Google Scholar] [CrossRef]
- Angles, M.N.; Reguant, J.; Garcia-Valls, R.; Salvado, J. Characteristics of lignin obtained from steam-exploded softwood with soda/anthraquinone pulping. Wood Sci. Technol. 2003, 37, 309–320. [Google Scholar] [CrossRef]
- Toussaint, B.; Excoffier, G.; Vignon, M.R. Effect of steam explosion treatment on the physico-chemical characteristics and enzymic hydrolysis of poplar cell wall components. Anim. Feed Sci. Technol. 1991, 32, 235–342. [Google Scholar] [CrossRef]
- Heitz, M.; Capek-Menard, E.; Koeberle, P.G.; Gagne, J.; Chornet, E.; Overend, R.P.; Taylor, J.D.; Yu, E. Fractionation of Populus tremuloides at the pilot plant scale: Optimization of steam pretreatment conditions using the STAKE II technology. Bioresour. Technol. 1991, 35, 23–32. [Google Scholar] [CrossRef]
- Demirbas, A. Biomass Resource Facilities and Biomass Conversion Processing for Fuels and Chemicals. Energy Convers. Manag. 2001, 42, 1357–1378. [Google Scholar] [CrossRef]
- Semhaoui, I.; Maugard, T.; Zarguili, I.; Rezzoug, S.A.; Zhao, J.M.Q.; Toyir, J.; Nawdali, M.; Maache-Rezzoug, Z. Eco-friendly process combining acid-catalyst and thermomechanical pretreatment for improving enzymatic hydrolysis of hemp hurds. Bioresour. Technol. 2018, 257, 192–200. [Google Scholar] [CrossRef] [PubMed]
- Öhman, M.; Boman, C.; Hedman, H.; Eklund, R. Residential combustion performance of pelletized hydrolysis residue from lignocellulosic ethanol production. Energy Fuels 2006, 20, 1298–1304. [Google Scholar] [CrossRef]
- Jenkins, B.M.; Bakker, R.R.; Wei, J. On the properties of washed straw. Biomass Bioenergy 1996, 10, 177–200. [Google Scholar] [CrossRef]
- Zanzi, R.; Ferro, D.T.; Torres, A.; Soler, P.B.; Bjornbom, E. Biomass Torrefaction. Proceedings of the 2nd World Biomass Conference on Biomass for Energy Industry and Climate Protection, Rome, Italy, 10–14 May 2004, In World Biomass Conference-CD-ROM Edition. In World Biomass Conference-CD-ROM Edition; WIP: Munich, Germany; Florence, Italy, 2004; 859–862. [Google Scholar]
- Iroba, K.L.; Tabil, L.G.; Sokhansanj, S.; Dumonceaux, T. Pretreatment and fractionation of barley straw using steam explosion at low severity factor. Biomass Bioenergy 2014, 66, 286–300. [Google Scholar] [CrossRef]
- Friedl, A.E.; Padouvas, H.R.; Varmuza, K. Prediction of heating values of biomass fuel from elemental composition. Anal. Chim. Acta 2005, 544, 191–198. [Google Scholar] [CrossRef]
- Joglekar, A.; May, A. Product excellence through design of experiments. Cereal Foods World 1987, 32, 211–230. [Google Scholar]
- Cao, G.; Ren, N.; Wang, A.; Lee, D.J.; Guo, W.; Liu, B.; Feng, Y.; Zhao, Q. Acid hydrolysis of corn stover for biohydrogen production using Thermo-anaerobacterium thermo-saccharolyticum W16. Int. J. Hydrogen Energy 2009, 34, 7182–7188. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Run | T (°C) | t (min) | SA (mol/m3) | pH before | pH after |
|---|---|---|---|---|---|
| 1 | 160 | 0 | 22.50 | 1.74 | 2.37 |
| 2 | 200 | 0 | 22.50 | 1.74 | 2.05 |
| 3 | 160 | 40 | 22.50 | 1.74 | 2.30 |
| 4 | 200 | 40 | 22.50 | 1.74 | 2.40 |
| 5 | 180 | 0 | 10.00 | 3.31 | 4.02 |
| 6 | 180 | 0 | 35.00 | 1.75 | 1.80 |
| 7 | 180 | 40 | 10.00 | 2.49 | 3.64 |
| 8 | 180 | 40 | 35.00 | 1.79 | 1.90 |
| 9 | 160 | 20 | 10.00 | 2.8 | 3.97 |
| 10 | 160 | 20 | 35.00 | 1.79 | 1.93 |
| 11 | 200 | 20 | 10.00 | 3.31 | 3.53 |
| 12 | 200 | 20 | 35.00 | 1.73 | 1.89 |
| 13 | 180 | 20 | 22.50 | 1.88 | 2.60 |
| 14 | 180 | 20 | 22.50 | 2.14 | 2.63 |
| 15 | 180 | 20 | 22.50 | 2.14 | 2.65 |
| Run | T (°C) | t (min) | SA (mol/m3) | logR0* | SRY % wt. | HHV (MJ/kg) |
|---|---|---|---|---|---|---|
| 1 | 160 | 0 | 22.5 | 0.36 | 60.50 | 19.17 |
| 2 | 200 | 0 | 22.5 | 1.89 | 47.40 | 20.10 |
| 3 | 160 | 40 | 22.5 | 1.22 | 50.30 | 20.13 |
| 4 | 200 | 40 | 22.5 | 2.30 | 44.70 | 22.17 |
| 5 | 180 | 0 | 10.0 | −0.70 | 59.20 | 19.53 |
| 6 | 180 | 0 | 35.0 | 1.55 | 47.40 | 19.71 |
| 7 | 180 | 40 | 10.0 | 0.47 | 48.00 | 20.47 |
| 8 | 180 | 40 | 35.0 | 2.21 | 49.50 | 20.42 |
| 9 | 160 | 20 | 10.0 | −0.64 | 54.00 | 19.43 |
| 10 | 160 | 20 | 35.0 | 1.42 | 56.60 | 21.78 |
| 11 | 200 | 20 | 10.0 | 0.97 | 47.50 | 23.44 |
| 12 | 200 | 20 | 35.0 | 2.61 | 31.60 | 24.27 |
| 13 | 180 | 20 | 22.5 | 1.31 | 47.00 | 20.48 |
| 14 | 180 | 20 | 22.5 | 1.28 | 50.10 | 20.28 |
| 15 | 180 | 20 | 22.5 | 1.28 | 48.20 | 20.43 |
| Original Barley Straw (% wt. Dry Basis) | ACWT Barley Straw at Optimized Conditions Based on HHV (% wt. Dry Basis) | Methods | ||
|---|---|---|---|---|
| Proximate analysis | Moisture | 6.00 | 5.10 | ISO 18134-1 |
| Volatile Matter | 74.30 | 72.30 | ISO 18123 | |
| Ash | 8.40 | 5.50 | ISO 18122 | |
| Fixed Carbon | 17.3 | 22.2 | by difference | |
| Ultimate analysis | C | 45.53 | 52.51 | ISO 16948 |
| H | 5.50 | 5.79 | ISO 16948 | |
| N | 0.99 | 0.85 | ISO 16948 | |
| S | 0.12 | 0.14 | ISO 16994 | |
| O | 47.86 | 40.71 | by difference |
| Factor | Name | Coefficients | P | T | F |
|---|---|---|---|---|---|
| Const | Constant | 20.40 | 0.0000 | 45.76 | - |
| A | Temperature | 1.184 | 0.0075 | 4.336 | 18.81 |
| B | Time | 0.5850 | 0.0850 * | 2.143 | 4.593 |
| C | SA concentration | 0.4137 | 0.1900 * | 1.515 | 2.230 |
| AB | - | 0.2775 | 0.5044 * | 0.7189 | 0.5168 |
| AC | - | −0.3800 | 0.3701 * | −0.9844 | 0.9691 |
| BC | - | −0.0575 | 0.8874 * | −0.149 | 0.0222 |
| AA | - | 1.097 | 0.0413 | 2.729 | 7.450 |
| BB | - | −1.101 | 0.0408 | −2.739 | 7.507 |
| CC | - | 0.7366 | 0.1262 * | 1.833 | 3.361 |
| Name | Factor | Range | Set Point | |
|---|---|---|---|---|
| Low | High | |||
| Temperature | A | 160 | 200 | 200 |
| Time | B | 0 | 40 | 25 |
| SA concentration | C | 10 | 35 | 35 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Nazos, A.; Grammelis, P.; Sakellis, E.; Sidiras, D. Acid-Catalyzed Wet Torrefaction for Enhancing the Heating Value of Barley Straw. Energies 2020, 13, 1693. https://doi.org/10.3390/en13071693
Nazos A, Grammelis P, Sakellis E, Sidiras D. Acid-Catalyzed Wet Torrefaction for Enhancing the Heating Value of Barley Straw. Energies. 2020; 13(7):1693. https://doi.org/10.3390/en13071693
Chicago/Turabian StyleNazos, Antonios, Panagiotis Grammelis, Elias Sakellis, and Dimitrios Sidiras. 2020. "Acid-Catalyzed Wet Torrefaction for Enhancing the Heating Value of Barley Straw" Energies 13, no. 7: 1693. https://doi.org/10.3390/en13071693
APA StyleNazos, A., Grammelis, P., Sakellis, E., & Sidiras, D. (2020). Acid-Catalyzed Wet Torrefaction for Enhancing the Heating Value of Barley Straw. Energies, 13(7), 1693. https://doi.org/10.3390/en13071693