
Ductility Improvement of an AZ61 Magnesium Alloy through Two-Pass Submerged Friction Stir Processing

Abstract
:1. Introduction
2. Results
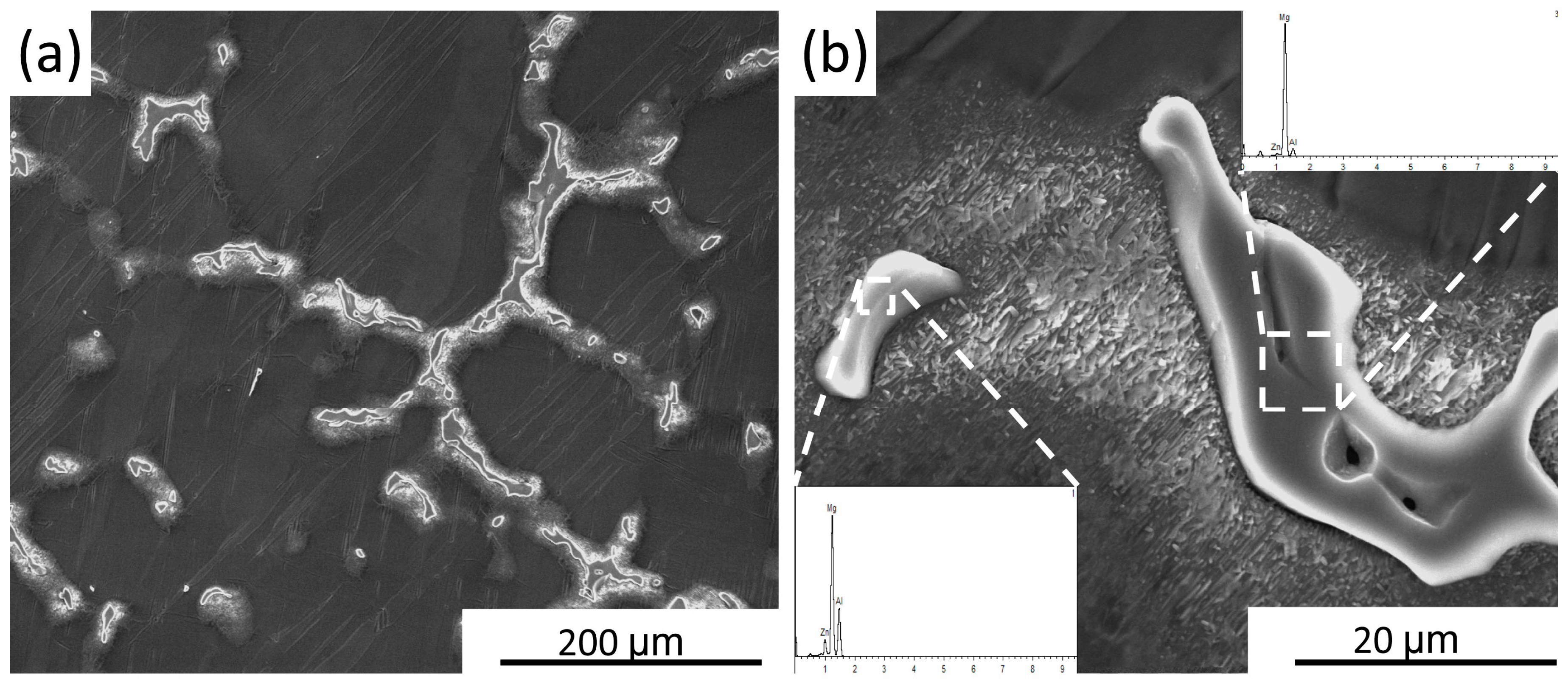
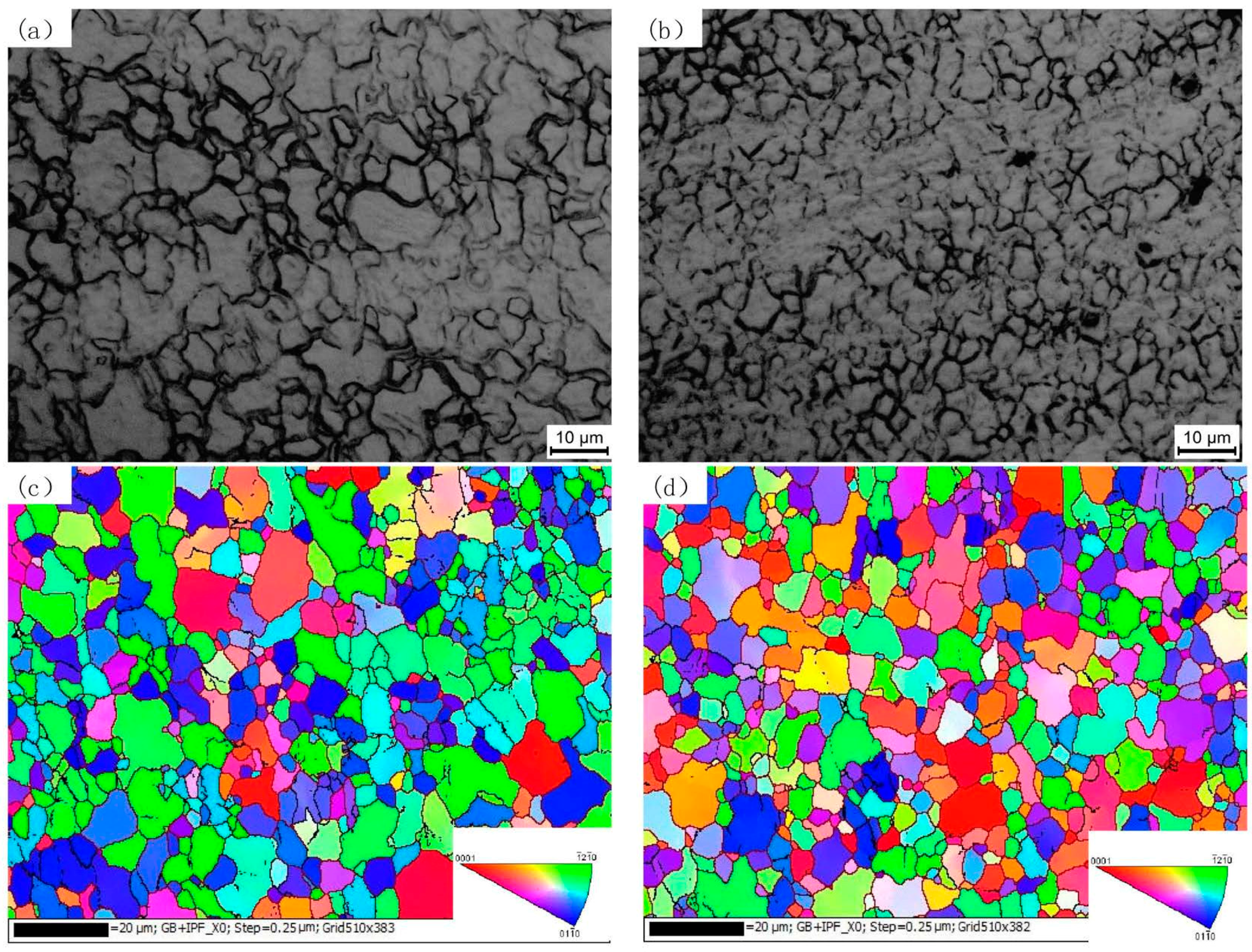
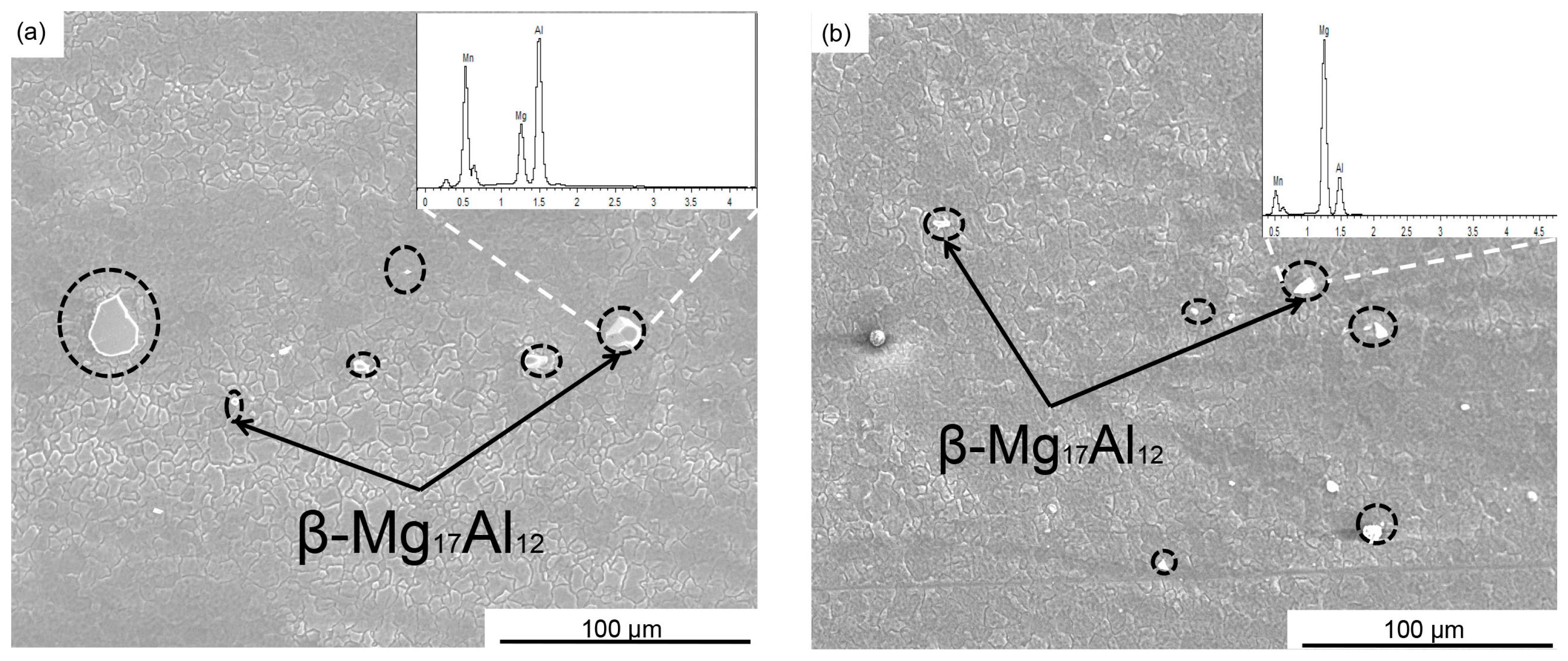
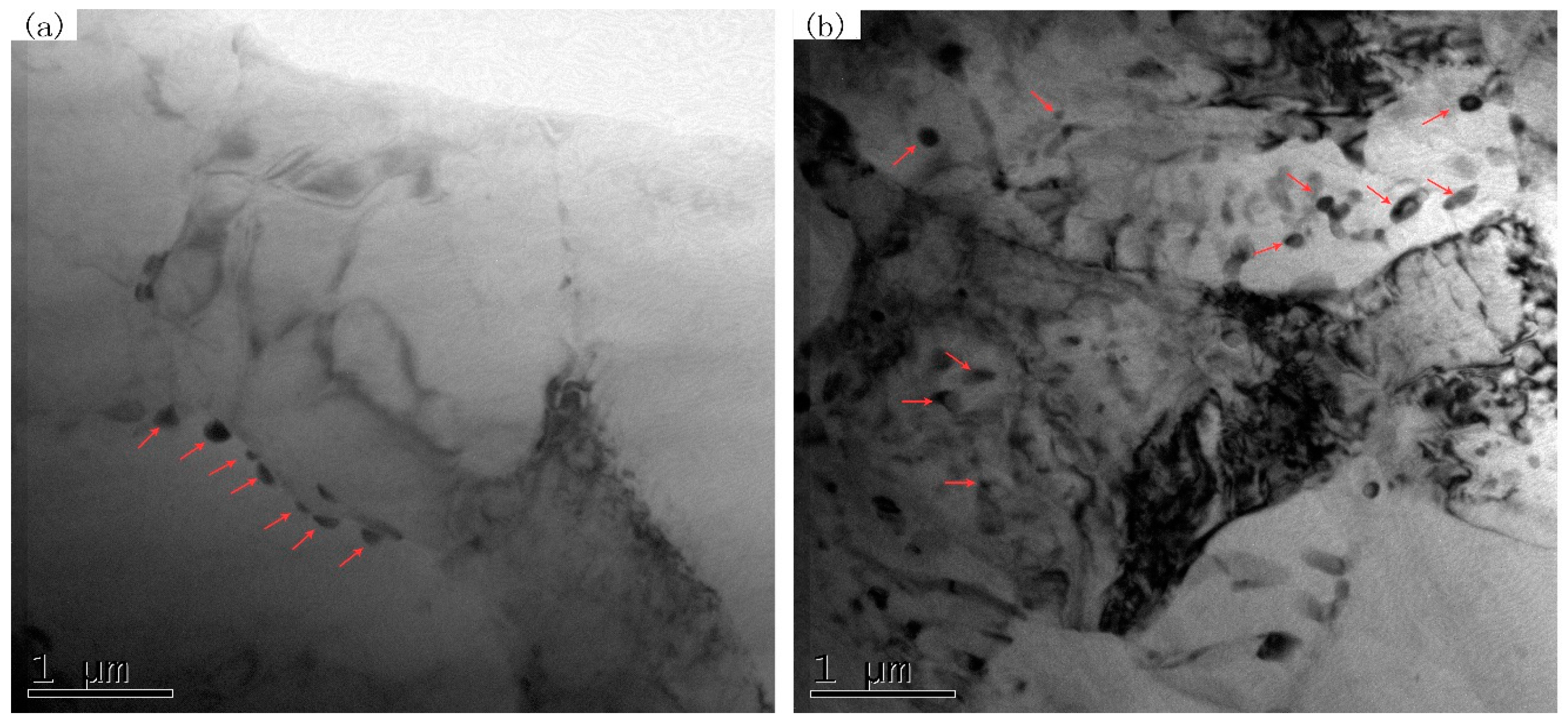
2.1. Microstructure Observation
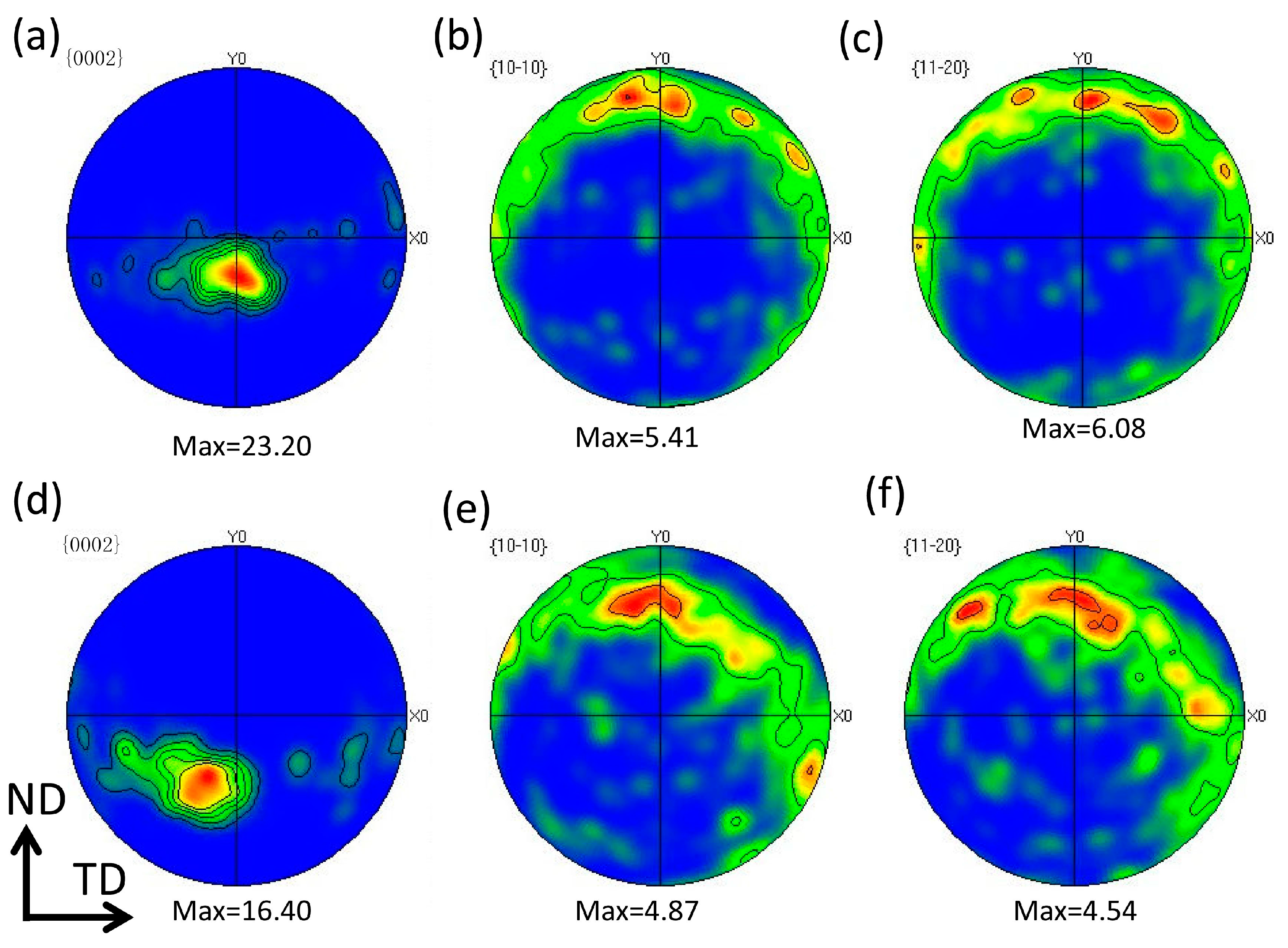
2.2. Texture Analysis
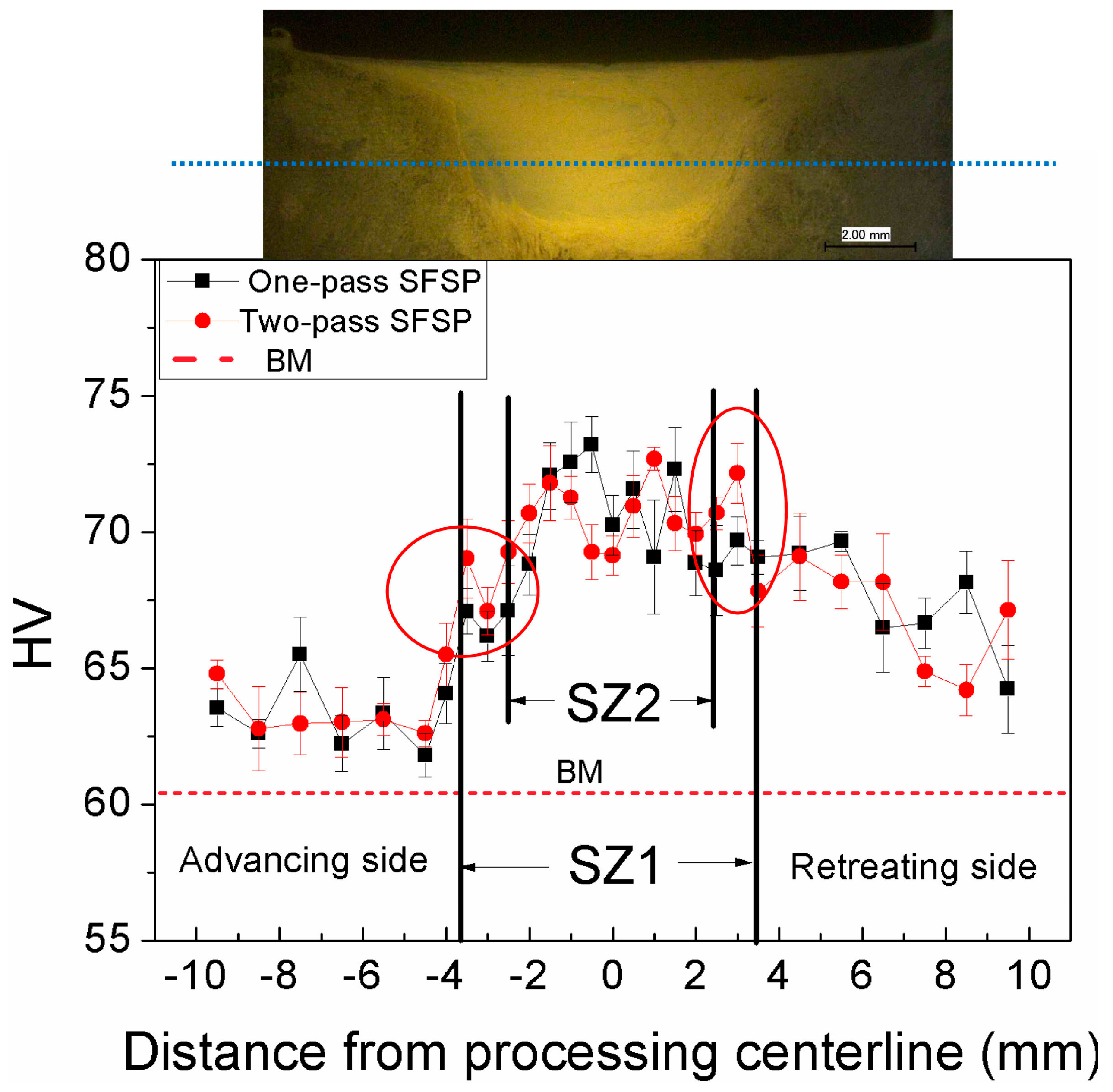
2.3. Mechanical Properties
3. Discussion
3.1. Effect of Multi-Pass Friction Stir Processing on Microstructural Evolution
3.2. The Relation of Microstructure, Texture and Mechanical Behavior
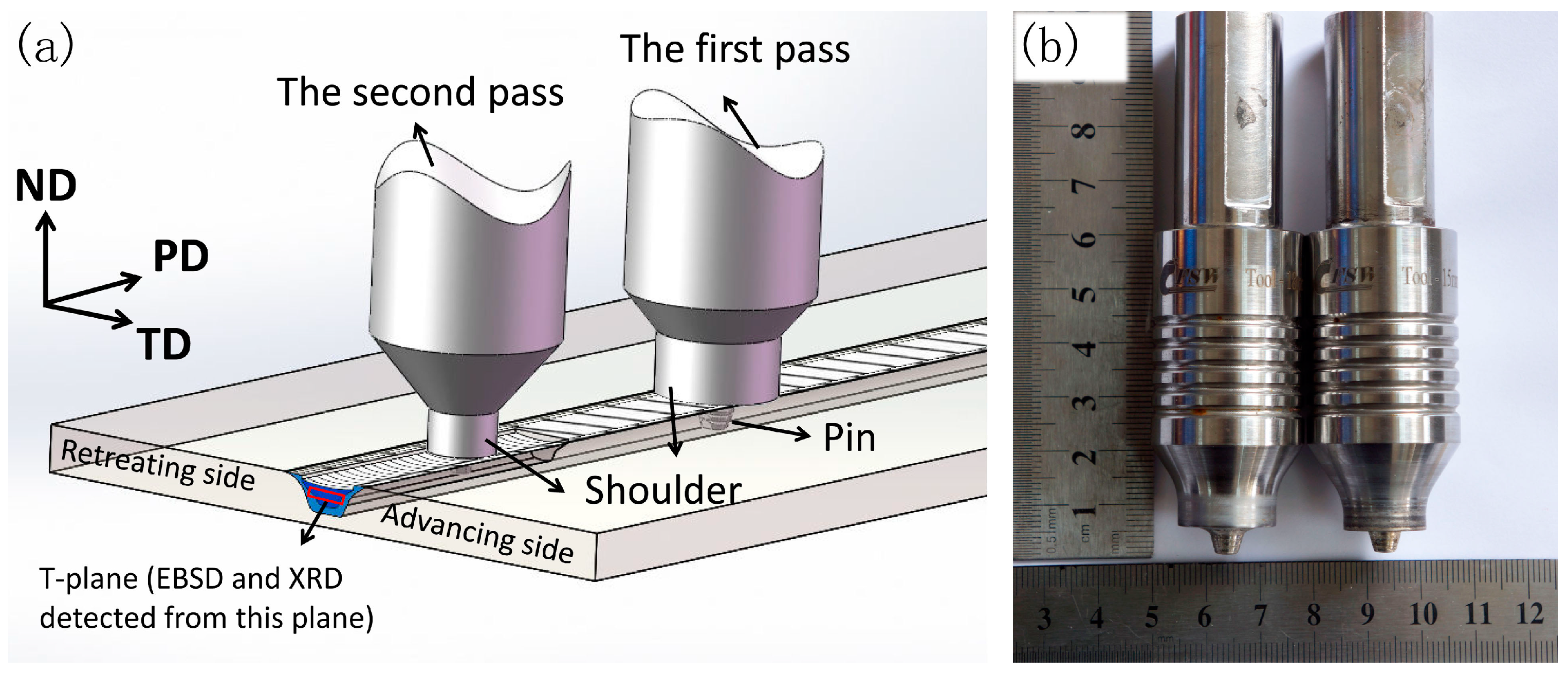
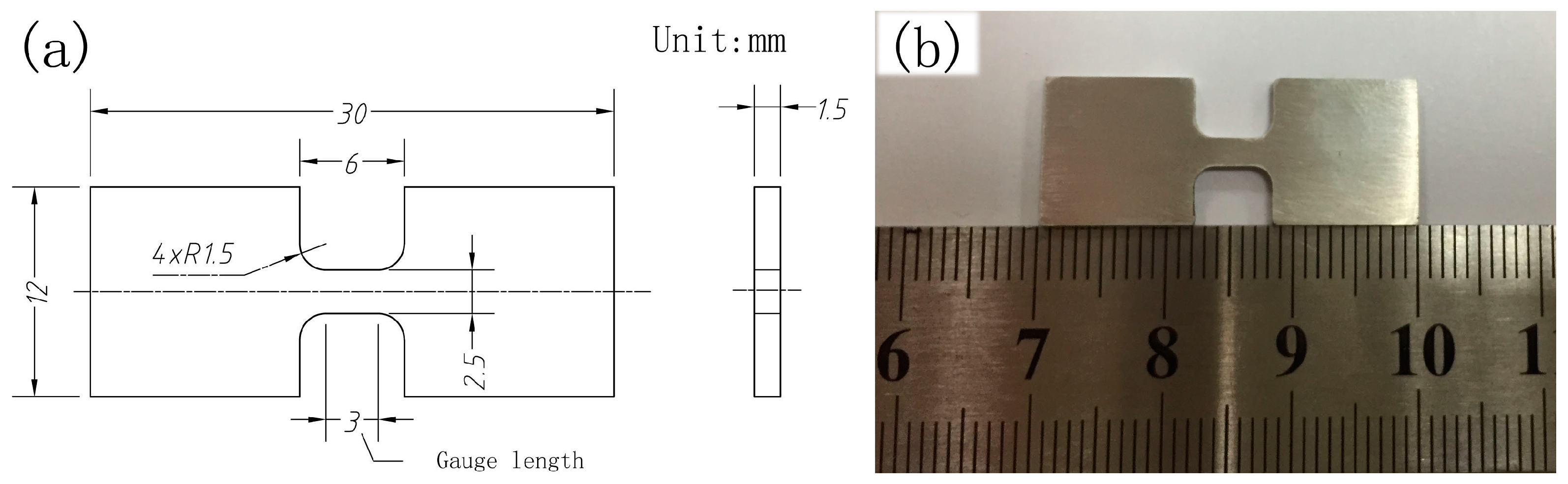
4. Materials and Methods
5. Conclusions
- One-pass SFSP resulted in grain refinement and breakup of β-Mg17Al12 phase. A finer and more uniform microstructure with an average grain size of 4.6 μm was obtained through two-pass SFSP.
- Compared to as-cast AZ61 alloy, the mechanical properties of SFSP specimens were improved due to the grain refinement and precipitation strengthening. Furthermore, the elongation of two-pass SFSP specimen was remarkably increased to 37.2% ± 4.3% with a bit loss in strength as compared to the one-pass SFSP alloy.
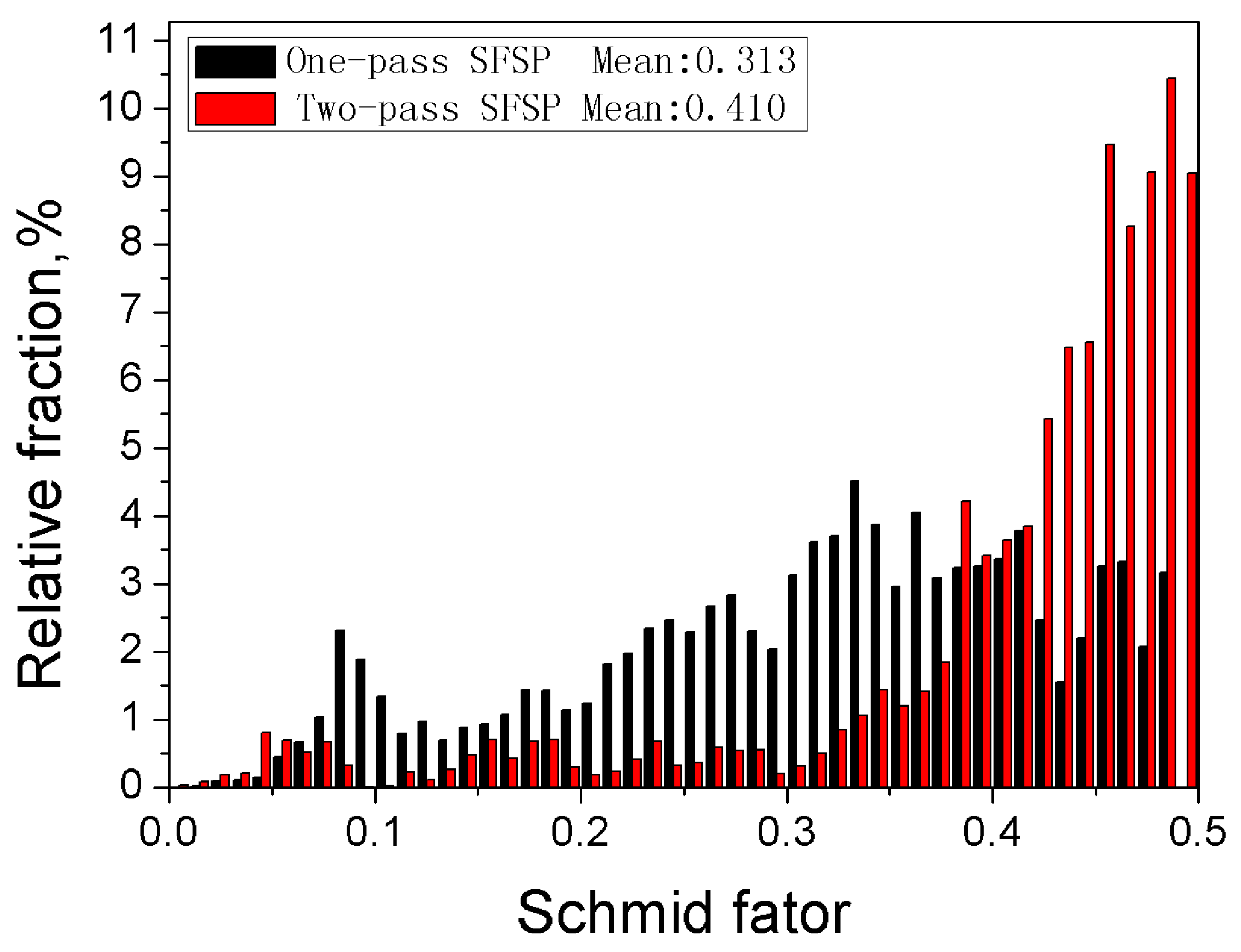
- Texture evolution during one-pass and two-pass SFSP caused the basal plane (0002) to be aligned with the angle ~19° and ~35° between c-axis of grains and PD, respectively. The orientation of basal plane in the SZ of the two-pass SFSP sample is aligned for easy slip, which leads to a higher ductility.
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Mishra, R.S.; Mahoney, M.W. Friction Stir Processing: A New Grain Refinement Technique to Achieve High Strain Rate Superplasticity in Commercial Alloys. Mater. Sci. Forum 2001, 357–359, 507–514. [Google Scholar] [CrossRef]
- Su, J.Q.; Nelson, T.W.; Sterling, C.J. Friction stir processing of large-area bulk UFG aluminum alloys. Scr. Mater. 2005, 52, 135–140. [Google Scholar] [CrossRef]
- Nia, A.A.; Omidvar, H.; Nourbakhsh, S.H. Effects of an overlapping multi-pass friction stir process and rapid cooling on the mechanical properties and microstructure of AZ31 magnesium alloy. Mater. Des. 2014, 58, 298–304. [Google Scholar]
- Zhou, L.; Liu, H.J.; Liu, P.; Liu, Q.W. The stir zone microstructure and its formation mechanism in Ti–6Al–4V friction stir welds. Scr. Mater. 2009, 61, 596–599. [Google Scholar] [CrossRef]
- Kwon, Y.J.; Saito, N.; Shigematsu, I. Friction stir process as a new manufacturing technique of ultrafine grained aluminum alloy. J. Mater. Sci. Lett. 2002, 21, 1473–1476. [Google Scholar] [CrossRef]
- Mansoor, B.; Ghosh, A.K. Microstructure and tensile behavior of a friction stir processed magnesium alloy. Acta Mater. 2012, 60, 5079–5088. [Google Scholar] [CrossRef]
- Del Valle, J.A.; Rey, P.; Gesto, D.; Verdera, D.; Jiménez, J.A.; Ruano, O.A. Mechanical properties of ultra-fine grained AZ91 magnesium alloy processed by friction stir processing. Mater. Sci. Eng. A 2015, 628, 198–206. [Google Scholar] [CrossRef]
- Hofmann, D.C.; Vecchio, K.S. Submerged friction stir processing (SFSP): An improved method for creating ultra-fine-grained bulk materials. Mater. Sci. Eng. A 2005, 402, 234–241. [Google Scholar] [CrossRef]
- Du, X.; Wu, B. Using two-pass friction stir processing to produce nanocrystalline microstructure in AZ61 magnesium alloy. Sci. China Ser. E Technol. Sci. 2009, 52, 1751–1755. [Google Scholar] [CrossRef]
- Dadashpour, M.; Yeşildal, R.; Mostafapour, A.; Rezazade, V. Effect of heat treatment and number of passes on the microstructure and mechanical properties of friction stir processed AZ91C magnesium alloy. J. Mech. Sci. Technol. 2016, 30, 667–672. [Google Scholar] [CrossRef]
- Feng, A.H.; Xiao, B.L.; Ma, Z.Y.; Chen, R.S. Effect of Friction Stir Processing Procedures on Microstructure and Mechanical Properties of Mg-Al-Zn Casting. Metall. Mater. Trans. A 2009, 40, 2447–2456. [Google Scholar] [CrossRef]
- Chang, C.; Du, X.; Huang, J. Producing nanograined microstructure in Mg–Al–Zn alloy by two-step friction stir processing. Scr. Mater. 2008, 59, 356–359. [Google Scholar] [CrossRef]
- Yuan, W.; Mishra, R.S.; Carlson, B.; Mishra, R.K.; Verma, R.; Kubic, R. Effect of texture on the mechanical behavior of ultrafine grained magnesium alloy. Scr. Mater. 2011, 64, 580–583. [Google Scholar] [CrossRef]
- Lee, C.J.; Huang, J.C.; Du, X.H. Improvement of yield stress of friction-stirred Mg–Al–Zn alloys by subsequent compression. Scr. Mater. 2007, 56, 875–878. [Google Scholar] [CrossRef]
- Feng, A.H.; Ma, Z.Y. Enhanced mechanical properties of Mg–Al–Zn cast alloy via friction stir processing. Scr. Mater. 2007, 56, 397–400. [Google Scholar] [CrossRef]
- Bhargava, G.; Yuan, W.; Webb, S.S.; Mishra, R.S. Influence of texture on mechanical behavior of friction-stir-processed magnesium alloy. Metall. Mater. Trans. A 2010, 41, 13–17. [Google Scholar] [CrossRef]
- Nia, A.A.; Omidvar, H.; Nourbakhsh, S.H. Investigation of the effects of thread pitch and water cooling action on the mechanical strength and microstructure of friction stir processed AZ31. Mater. Des. 2013, 52, 615–620. [Google Scholar]
- Elangovan, K.; Balasubramanian, V.; Valliappan, M. Effect of tool pin profile and tool rotational speed on mechanical properties of friction stir welded aa6061 aluminium alloy. Mater. Manuf. Process. 2008, 23, 251–260. [Google Scholar] [CrossRef]
- Sakurada, D.; Katoh, K.; Tokisue, H. Underwater friction welding of 6061 aluminum alloy. J. Jpn. Inst. Light Met. 2002, 52, 2–6. [Google Scholar] [CrossRef]
- Chai, F.; Zhang, D.; Li, Y.; Zhang, W. Microstructure evolution and mechanical properties of a submerged friction-stir-processed AZ91 magnesium alloy. J. Mater. Sci. 2015, 50, 3212–3225. [Google Scholar] [CrossRef]
- Raman, R.K.S.; Murray, S.; Brandt, M. Laser assisted modification of surface microstructure for localised corrosion resistance of magnesium alloys. Surf. Eng. 2007, 23, 107–111. [Google Scholar] [CrossRef]
- Wang, W.; Wang, K.; Guo, Q.; Wu, N. Effect of friction stir processing on microstructure and mechanical properties of cast AZ31 magnesium alloy. Rare Metal. Mater. Eng. 2012, 41, 1522–1526. [Google Scholar]
- Park, S.H.C.; Sato, Y.S.; Kokawa, H. Microstructural evolution and its effect on Hall-Petch relationship in friction stir welding of thixomolded Mg alloy AZ91D. J. Mater. Sci. 2003, 38, 4379–4383. [Google Scholar] [CrossRef]
- El-Rayes, M.M.; El-Danaf, E.A. The influence of multi-pass friction stir processing on the microstructural and mechanical properties of Aluminum Alloy 6082. J. Mater. Process. Technol. 2012, 212, 1157–1168. [Google Scholar] [CrossRef]
- Chang, C.I.; Lee, C.J.; Huang, J.C. Relationship between grain size and Zener–Holloman parameter during friction stir processing in AZ31 Mg alloys. Scr. Mater. 2004, 51, 509–514. [Google Scholar] [CrossRef]
- Commin, L.; Dumont, M.; Masse, J.E.; Barrallier, L. Friction stir welding of AZ31 magnesium alloy rolled sheets: Influence of processing parameters. Acta Mater. 2009, 57, 326–334. [Google Scholar] [CrossRef] [Green Version]
- Wang, Y.N.; Chang, C.I.; Lee, C.J.; Lin, H.K.; Huang, J.C. Texture and weak grain size dependence in friction stir processed Mg–Al–Zn alloy. Scr. Mater. 2006, 55, 637–640. [Google Scholar] [CrossRef]
- Woo, W.; Choo, H.; Brown, D.W.; Liaw, P.K.; Feng, Z. Texture variation and its influence on the tensile behavior of a friction-stir processed magnesium alloy. Scr. Mater. 2006, 54, 1859–1864. [Google Scholar] [CrossRef]
- Gottstein, G. Physical Foundations of Materials Science; Springer: Berlin, Germany, 2004; Volume 7, pp. 197–302. [Google Scholar]
- Yuan, W.; Panigrahi, S.K.; Su, J.Q.; Mishra, R.S. Influence of grain size and texture on Hall–Petch relationship for a magnesium alloy. Scr. Mater. 2011, 65, 994–997. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Processing | Cooling | Grain Size (μm) | UTS 1 (MPa) | YS 2 (MPa) | Elongation (%) | Ref. |
|---|---|---|---|---|---|---|---|
| AZ91 | Pre-heating + two-pass FSP | Copper plate + air | 0.7 | 318 | 181 | 9.5 | [7] |
| AZ61 | Two-pass FSP | Liquid nitrogen | 0.1 | - | - | - | [9] |
| Cast AZ80 | Two-pass FSP | Air | 10.5 | 327.3 | 136.7 | 25 | [11] |
| Cast AZ61 | Four-pass FSP | Air | 7.8 | 327 | 140 | 18 | [14] |
| Cast AZ91 | Two-pass FSP + aging | Air | 15 | 337 | 177 | 10 | [15] |
| Rolled AZ31 | Two-pass FSP | Air | 1.14 | 302 | 282 | 23.2 | [16] |
| Surface | Samples | {0002} | {0002} | {10-10} | {11-20} | |
|---|---|---|---|---|---|---|
| Angle between c-axis 1 and TD/° | Angle between c-axis and PD/° | (Max Values of the Pole Figures in MRD) | ||||
| T-plane | One-pass SFSP | ~90 | ~19 | 23.20 | 5.41 | 6.08 |
| Two-pass SFSP | ~76 | ~35 | 16.40 | 4.87 | 4.54 | |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license ( http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Luo, X.; Cao, G.; Zhang, W.; Qiu, C.; Zhang, D. Ductility Improvement of an AZ61 Magnesium Alloy through Two-Pass Submerged Friction Stir Processing. Materials 2017, 10, 253. https://doi.org/10.3390/ma10030253
Luo X, Cao G, Zhang W, Qiu C, Zhang D. Ductility Improvement of an AZ61 Magnesium Alloy through Two-Pass Submerged Friction Stir Processing. Materials. 2017; 10(3):253. https://doi.org/10.3390/ma10030253
Chicago/Turabian StyleLuo, Xicai, Genghua Cao, Wen Zhang, Cheng Qiu, and Datong Zhang. 2017. "Ductility Improvement of an AZ61 Magnesium Alloy through Two-Pass Submerged Friction Stir Processing" Materials 10, no. 3: 253. https://doi.org/10.3390/ma10030253
APA StyleLuo, X., Cao, G., Zhang, W., Qiu, C., & Zhang, D. (2017). Ductility Improvement of an AZ61 Magnesium Alloy through Two-Pass Submerged Friction Stir Processing. Materials, 10(3), 253. https://doi.org/10.3390/ma10030253