
Investigation of a Coupled Arrhenius-Type/Rossard Equation of AH36 Material


Abstract
:1. Introduction
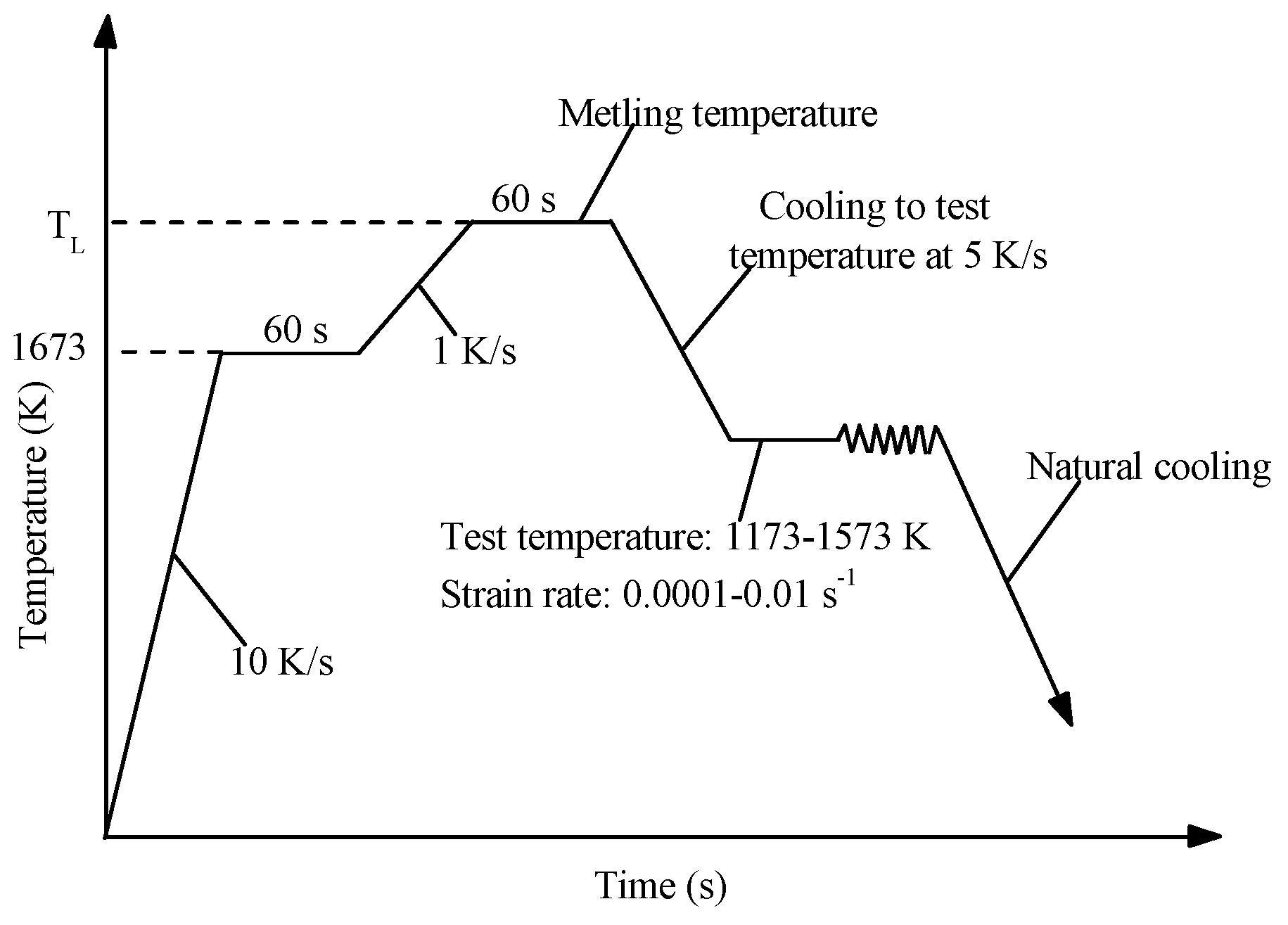
2. Experiment and Results
3. Discussion
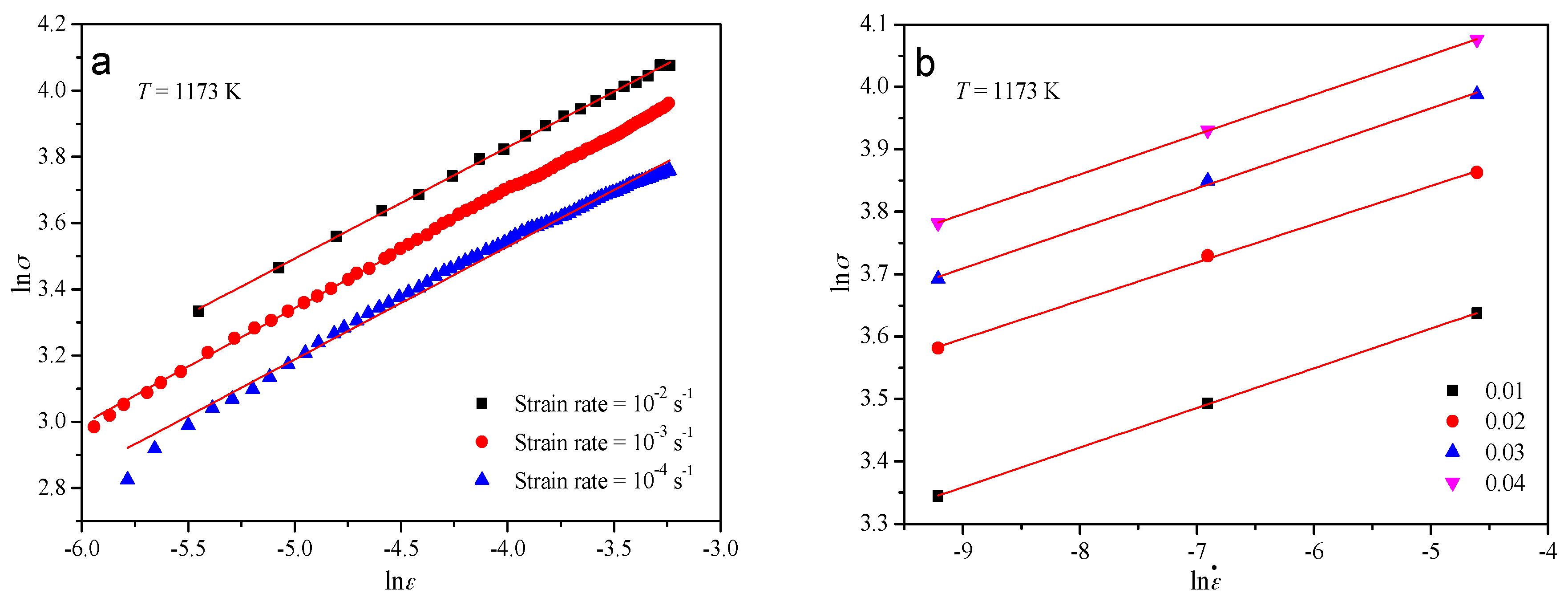
3.1. Modified Arrhenius-Type Equation
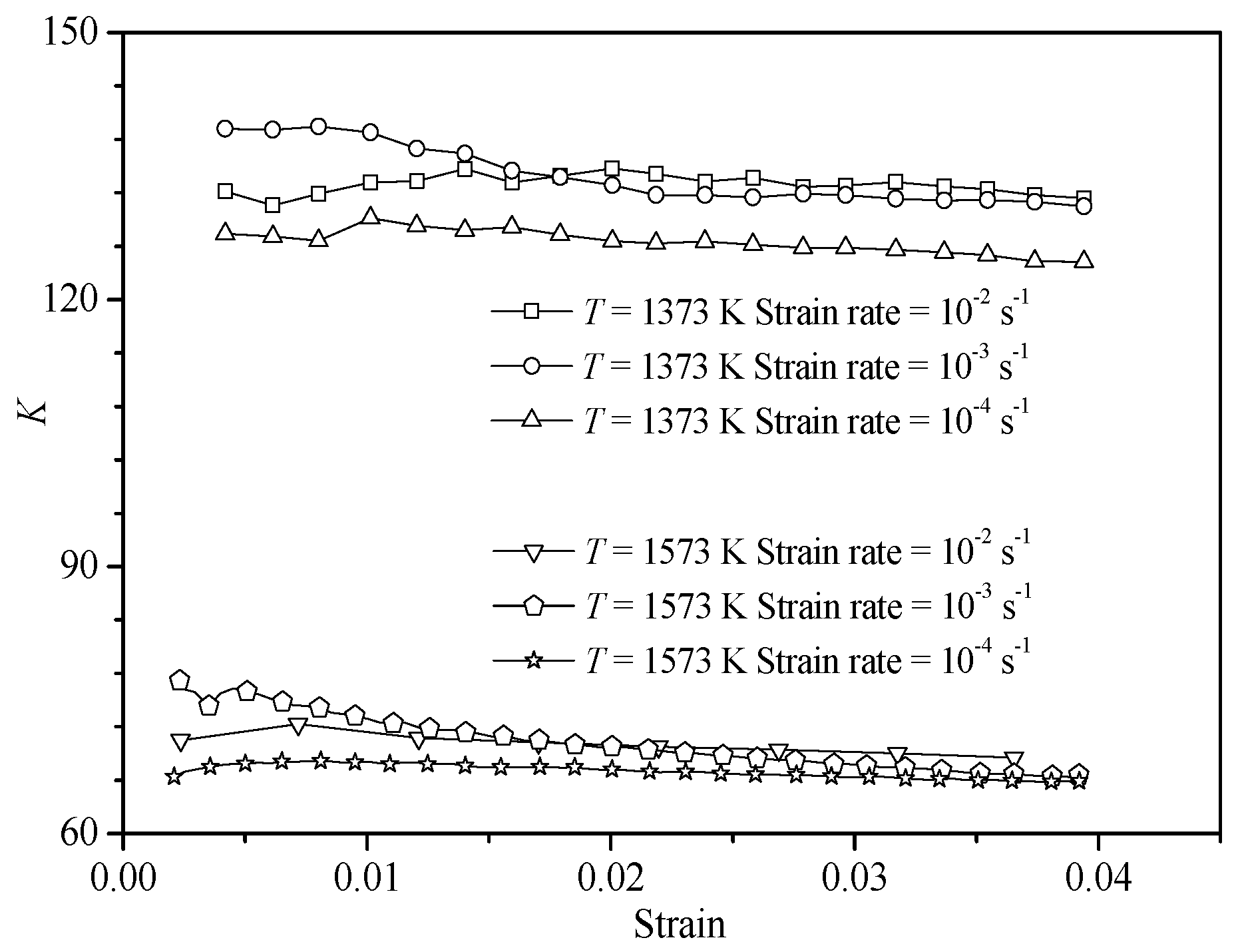
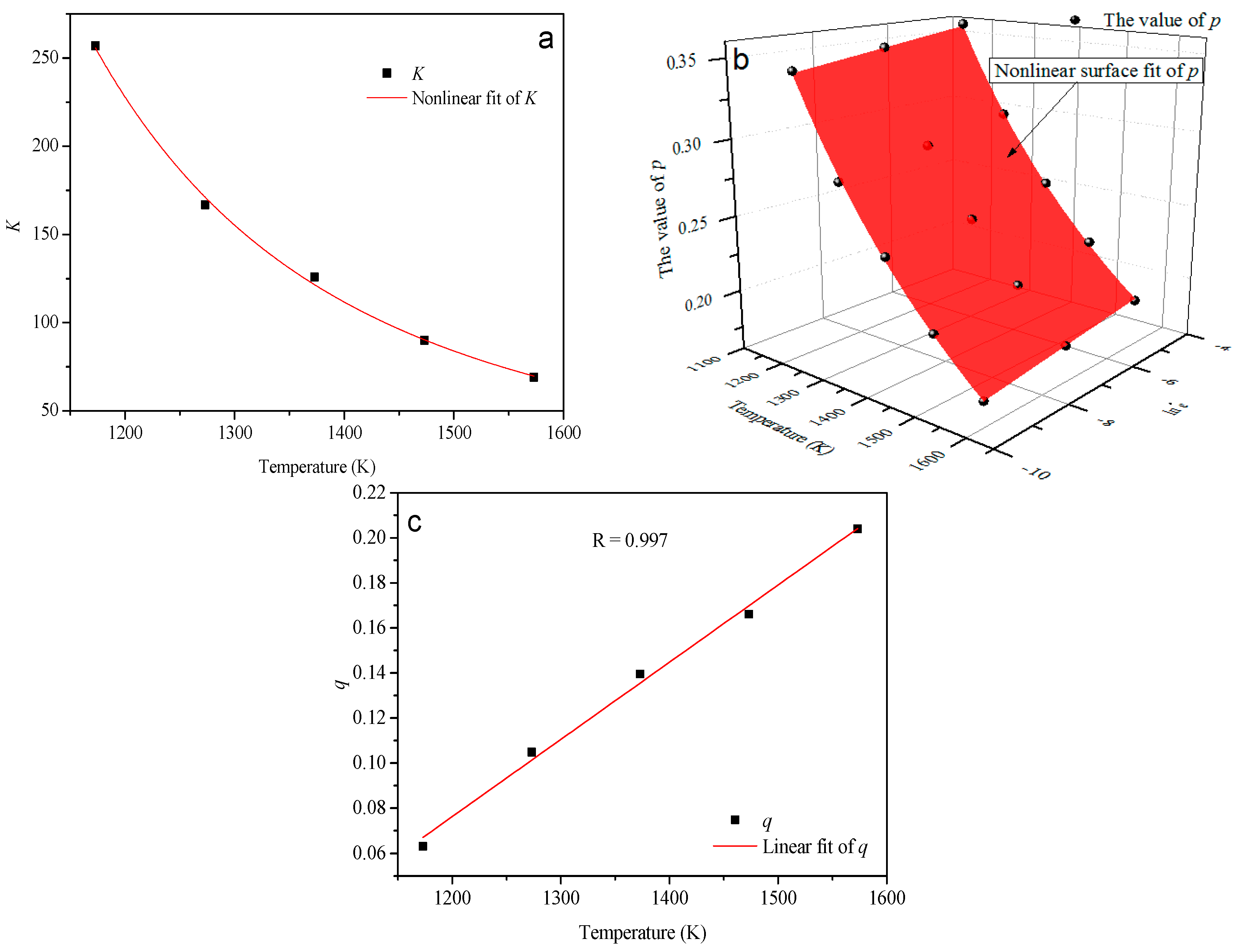
3.2. Modified Rossard Equation
3.3. Verification of the Modified Arrhenius-Type Equation and Rossard Equation
3.4. Establishment of the Coupled Constitutive Equation
3.5. Verification of the Coupled Constitutive Equation
4. Conclusions
- (1)
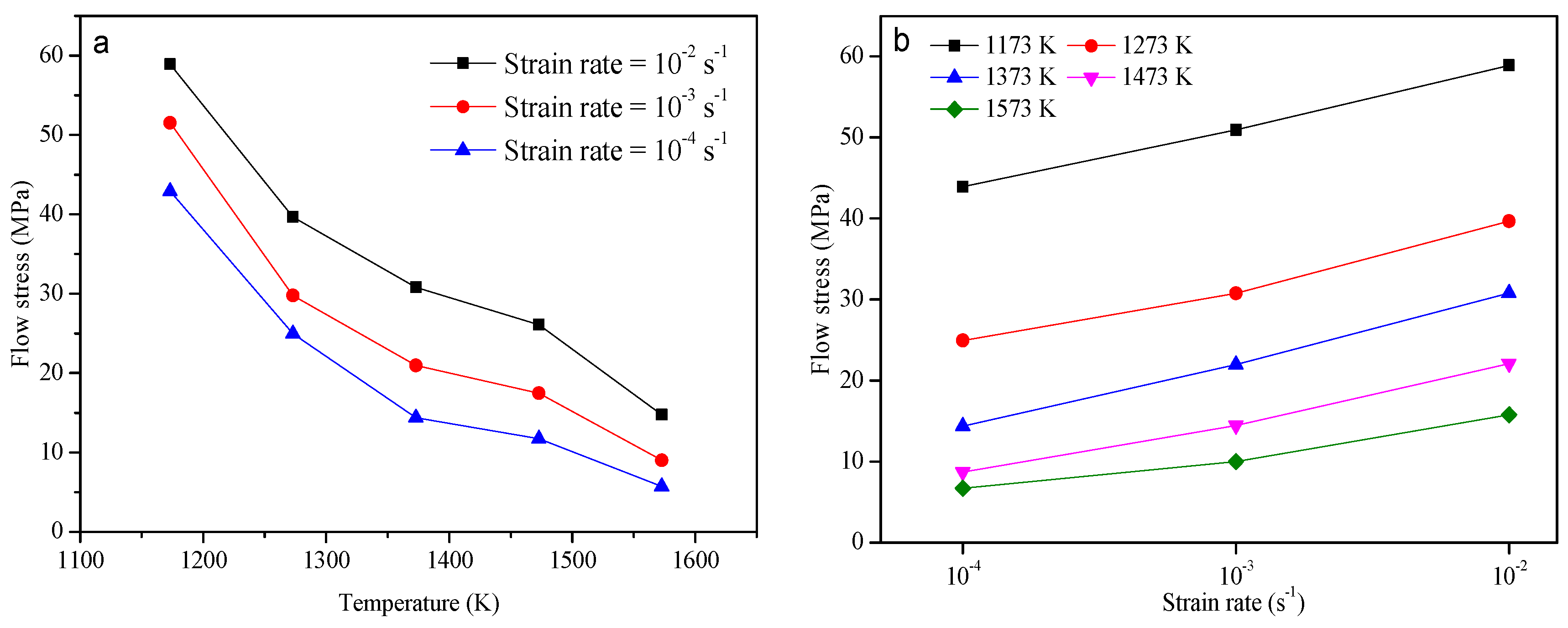
- The material properties of AH36 material are sensitive to the temperature and strain rate at hot deformation conditions, where flow stress decreases with the increase of temperature and the shrinkage of the strain rate. The value of flow stress respectively decreases by 44.15 MPa, 42.53 MPa, and 37.21 MPa when the strain rates are maintained at 10−2, 10−3, and 10−4 s−1 with the temperature increasing from 1173 to 1573 K at a strain of 0.04.
- (2)
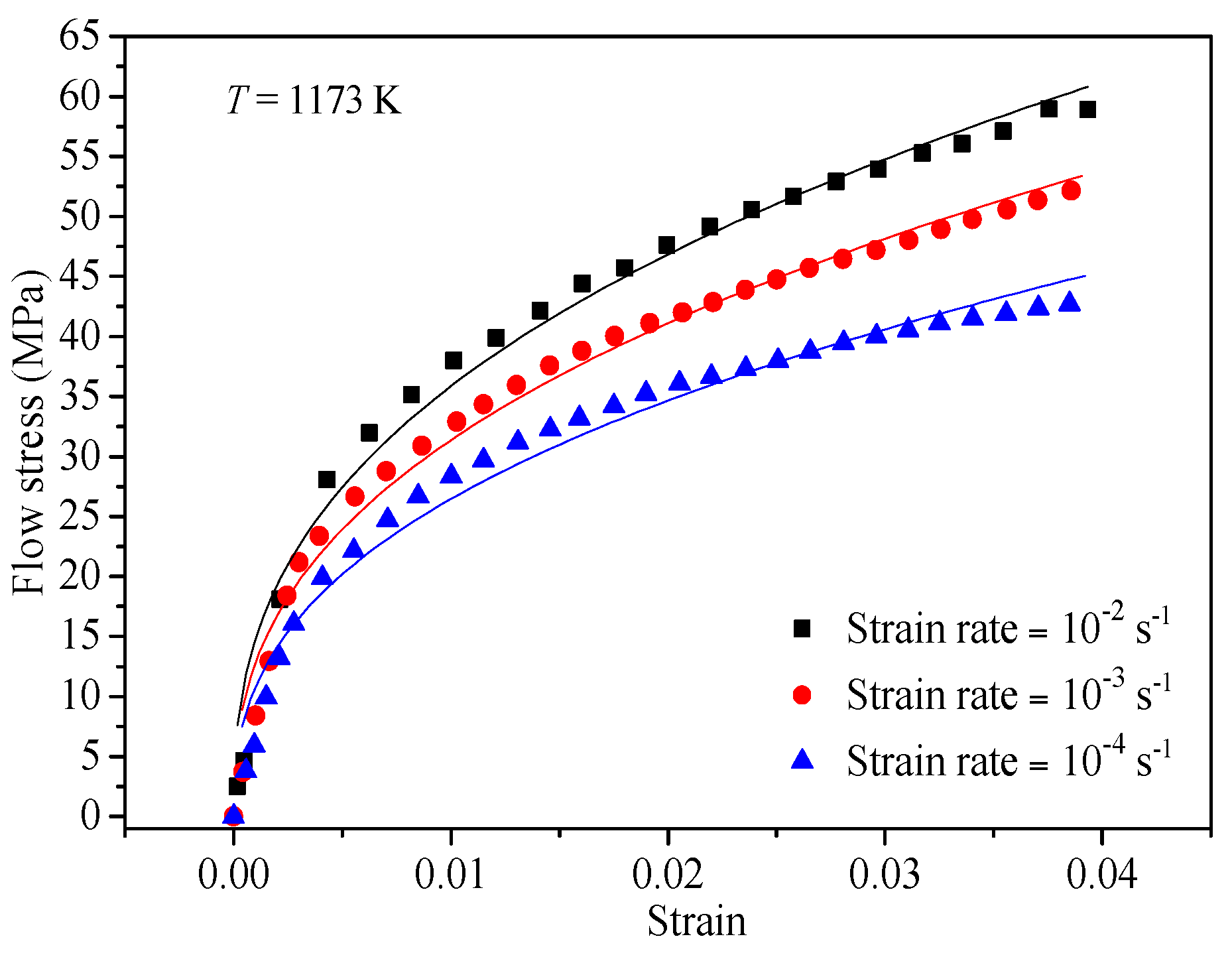
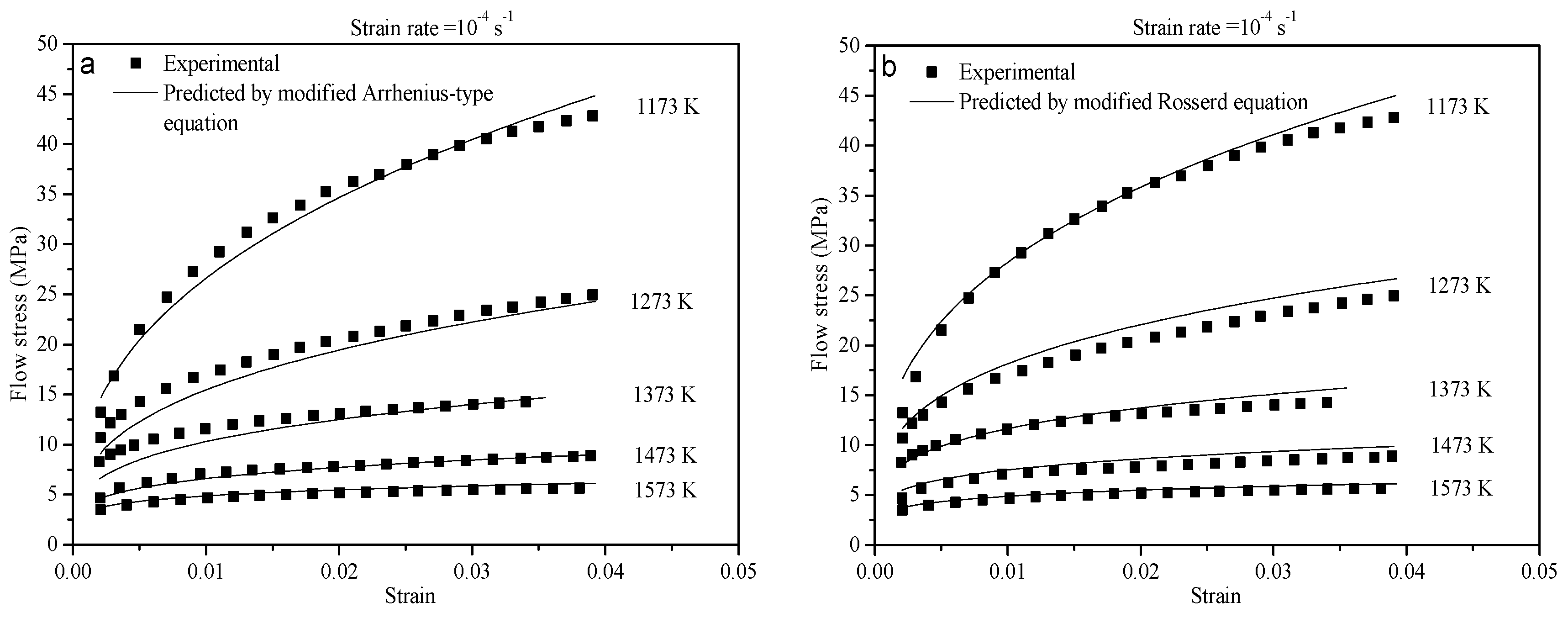
- The average absolute relative error between the predicted data of the modified Arrhenius-type equation and the experimental results is 7.56% when the strain is less than 0.02 at a strain rate of 10−4 s−1. This error reaches 4.34% when the strain is greater than 0.02. The laws of strain rates of 10−2 and 10−3 s−1 are also similar to that of 10−4 s−1. Thus, the predictability of the modified Arrhenius-type equation is preferred for relatively high-strain conditions.
- (3)
- The average absolute relative error between the predicted data of the Rossard equation and the experimental results is 6.99% when the strain is greater than 0.02. This error reaches 1.78% when the strain is less than 0.02. The laws at strain rates of 10−2 and 10−3 s−1 are also similar to that of 10−4 s−1. Thus, the modified Rossard equation is suitable for low-strain conditions.
- (4)
- The modified Arrhenius-type equation and Rossard equation have been adopted in combination to describe the constitutive equation of AH36 material for improving the accuracy according to the different strain value. The Rossard equation has been used when the strain is less than 0.02, and the modified Arrhenius-type equation when the strain is greater than 0.02. The correlation coefficient for the coupled model is 0.998. The determined value of the AARE is 3.02%, which shows good predictability of the coupled model. The best correlation and the minimum value of average absolute relative error of the coupled model show the high accuracy of the coupled model compared with the two modified equations.
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Stuwe, H.P.; Ortner, B. Recrystallization in hot working and creep. Met. Sci. 1974, 8, 161–170. [Google Scholar] [CrossRef]
- Zhou, M.; Clode, M.P. Constitutive equations for modelling flow softening due to dynamic recovery and heat generation during plastic deformation. Mech. Mater. 1998, 27, 63–76. [Google Scholar] [CrossRef]
- Del Valle, J.A.; Carreno, F.; Ruano, O.A. Influence of texture and grain size on work hardening and ductility in magnesium-based alloys processed by ECAP and rolling. Acta Mater. 2006, 54, 4247–4259. [Google Scholar] [CrossRef]
- Ning, Y.Q.; Wang, T.; Fu, M.W. Competition between work-hardening effect and dynamic-softening behavior for processing as-cast GH4720Li superalloys with original dendrite microstructure during moderate-speed hot compression. Mater. Sci. Eng. A 2015, 642, 187–193. [Google Scholar] [CrossRef]
- Zuzin, W.I.; Browman, M.Y.; Melikov, A.F. Flow Resistance of Steel at Hot Forming; Metallurgy: Moscow, Russia, 1964. (In Russian) [Google Scholar]
- George, K. Deformation, Processing and Structure; American Society for Metals: Metals Park, OH, USA, 1984. [Google Scholar]
- Klepaczko, J.R. A Practical Stress-strain-strain rare-temperature Constitutive Relation of the Power Form. J. Mech. Work. Technol. 1987, 15, 143–165. [Google Scholar] [CrossRef]
- Garofalo, F. An empirical relation defining the stress dependence of minimum creep rate in metals. Metall. Trans. AIME 1963, 227, 351–359. [Google Scholar]
- Sellars, C.M.; McTegart, W.J. On the mechanism of deformation. Acta Metall. 1966, 14, 1136–1138. [Google Scholar] [CrossRef]
- Kozlowski, P.F.; Thomas, B.G.; Azzi, J.A.; Wang, H. Simple constitutive equations for steel at high temperature. Metall. Trans. A 1992, 23, 903–918. [Google Scholar] [CrossRef]
- Slooff, F.A.; Zhou, J.; Duszczyk, J. Constitutive analysis of wrought magnesium alloy Mg–Al4–Zn1. Scr. Mater. 2007, 57, 759–762. [Google Scholar] [CrossRef]
- Lin, Y.C.; Chen, M.S.; Zhong, J. Constitutive modeling for elevated temperature flow behavior of 42CrMo steel. Comput. Mater. Sci. 2008, 42, 470–477. [Google Scholar] [CrossRef]
- Mandal, S.; Rakesh, V.; Sivaprasad, P.V.; Venugopal, S.; Kasiviswanathan, K.V. Constitutive equations to predict high temperature flow stress in a Ti-modified austenitic stainless steel. Mater. Sci. Eng. A 2009, 500, 114–121. [Google Scholar] [CrossRef]
- Cai, J.; Li, F.G.; Liu, T.Y.; Chen, B.; He, M. Constitutive equations for elevated temperature flow stress of Ti–6Al–4V alloy considering the effect of strain. Mater. Des. 2011, 32, 1144–1151. [Google Scholar] [CrossRef]
- Lin, Y.C.; Xia, Y.C.; Chen, X.M.; Chen, M.S. Constitutive descriptions for hot compressed 2124-T851 aluminum alloy over a wide range of temperature and strain rate. Comput. Mater. Sci. 2010, 50, 227–233. [Google Scholar] [CrossRef]
- Li, J.; Li, F.G.; Cai, J.; Wang, R.T.; Yuan, Z.W.; Xue, F.M. Flow behavior modeling of the 7050 aluminum alloy at elevated temperatures considering the compensation of strain. Mater. Des. 2012, 42, 369–377. [Google Scholar] [CrossRef]
- Cai, J.; Wang, K.S.; Miao, C.P.; Li, W.B.; Wang, W.; Yang, J. Constitutive analysis to predict high-temperature flow behavior of BFe10-1-2 cupronickel alloy in consideration of strain. Mater. Des. 2015, 65, 272–279. [Google Scholar] [CrossRef]
- Backofen, W.A.; Turner, J.R.; Avery, D.H. Superplasticity in an Al–Zn alloy. Trans. ASM 1964, 57, 980. [Google Scholar]
- Fields, D.S.; Backofen, W.A. Determination of strain hardening characteristics by torsion testing. Proc. Am. Soc. Test. Mater. 1957, 57, 1259–1272. [Google Scholar]
- Rossard, C. Formation de la striction dans la déformation a chaud par traction. Rev. Met. 1966, 63, 225. [Google Scholar] [CrossRef]
- Ash, B.A.; Hamilton, C.H. Strain and strain-rate hardening characteristics of a superplastic AlLiCuZr alloy. Scr. Metall. 1988, 22, 227–282. [Google Scholar] [CrossRef]
- Xing, H.L.; Wang, C.W.; Zhang, K.F. Recent development in the mechanics of superplasticity and its application. J. Mater. Process. Technol. 2004, 151, 196–202. [Google Scholar] [CrossRef]
- Quan, G.; Liu, K.; Zhang, Y.; Zhou, J. Rossard Constitutive Description of Hot Deforming Behavior of AZ80 Magnesium Alloy. Hot Work. Technol. 2010, 39, 64–66. (In Chinese) [Google Scholar]
- Takuda, H.; Morishita, T.; Kinoshita, T.; Shirakawa, N. Modelling of formula for flow stress of a magnesium alloy AZ31 sheet at elevated temperatures. J. Mater. Process. Technol. 2005, 164–165, 1258–1262. [Google Scholar] [CrossRef]
- Song, Y.Q.; Zhao, J. Superplastic constitutive equation of varying m values. Met. Sci. Technol. 1984, 3, 1. (In Chinese) [Google Scholar]
- Baktash, R.; Mirzadeh, H. A Simple constitutive model for prediction of single-peak flow curves under hot working condition. ASME J. Mater. Eng. Technol. 2016, 138, 021004. [Google Scholar] [CrossRef]
- Serajzadeh, S.; Taheri, A.K. Prediction of flow stress at hot working condition. Mech. Res. Commun. 2003, 30, 87–93. [Google Scholar] [CrossRef]
- Li, W.Q.; Ma, Q.X. Constitutive modeling for investigating the effects of friction on rheological behavior during hot deformation. Mater. Des. 2016, 97, 64–72. [Google Scholar] [CrossRef]
- Haghdadi, N.; Martin, D.; Hodgson, P. Physically-based constitutive modelling of hot deformation behavior in a LDX 2101 duplex stainless steel. Mater. Des. 2016, 106, 420–427. [Google Scholar] [CrossRef]
- Sun, C.Y.; Guo, N.; Fu, M.W.; Liu, C. Experimental investigation and modeling of ductile fracture behavior of TRIP780 steel in hot working conditions. Int. J. Mech. Sci. 2016, 110, 108–115. [Google Scholar] [CrossRef]
- Haghdadi, N.; Zarei-Hanzaki, A.; Abedi, H.R. The flow behavior modeling of cast A356 aluminum alloy at elevated temperatures considering the effect of strain. Mater. Sci. Eng. A 2012, 535, 252–257. [Google Scholar] [CrossRef]
- Haghdadi, N.; Zarei-Hanzaki, A.; Khalesian, A.R.; Abedi, H.R. Artificial neural network modeling to predict the hot deformation behavior of an A356 aluminum alloy. Mater. Des. 2013, 49, 386–391. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Fe | C | Si | Mn | P | S | Als | Cr | Mo | Ni | Cu |
|---|---|---|---|---|---|---|---|---|---|---|
| 98.251 | 0.157 | 0.2489 | 1.1132 | 0.0162 | 0.0044 | 0.0289 | 0.0375 | 0.0045 | 0.0177 | 0.0284 |
| Strain Rate (s−1) | Modified Arrhenius-Type Equation | Modified Rossard Equation | ||
|---|---|---|---|---|
| ε < 0.02 | ε > 0.02 | ε < 0.02 | ε > 0.02 | |
| 10−2 | 5.02% | 3.57% | 3.28% | 3.54% |
| 10−3 | 5.90% | 2.94% | 2.01% | 3.11% |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Qin, Q.; Tian, M.-L.; Zhang, P. Investigation of a Coupled Arrhenius-Type/Rossard Equation of AH36 Material. Materials 2017, 10, 407. https://doi.org/10.3390/ma10040407
Qin Q, Tian M-L, Zhang P. Investigation of a Coupled Arrhenius-Type/Rossard Equation of AH36 Material. Materials. 2017; 10(4):407. https://doi.org/10.3390/ma10040407
Chicago/Turabian StyleQin, Qin, Ming-Liang Tian, and Peng Zhang. 2017. "Investigation of a Coupled Arrhenius-Type/Rossard Equation of AH36 Material" Materials 10, no. 4: 407. https://doi.org/10.3390/ma10040407
APA StyleQin, Q., Tian, M. -L., & Zhang, P. (2017). Investigation of a Coupled Arrhenius-Type/Rossard Equation of AH36 Material. Materials, 10(4), 407. https://doi.org/10.3390/ma10040407