
Fracture Analysis of MWCNT/Epoxy Nanocomposite Film Deposited on Aluminum Substrate

Abstract
:1. Introduction
2. Materials and Experimental Processes
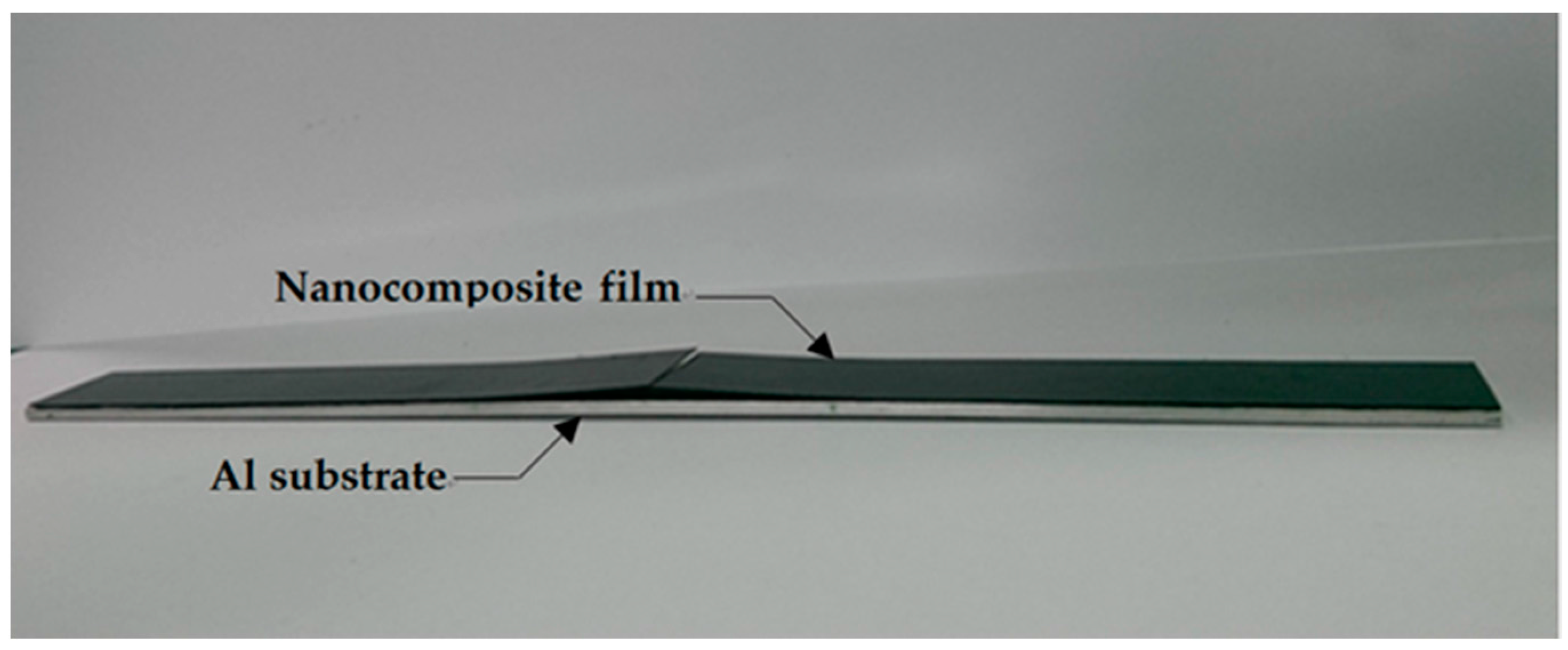
2.1. Fabrication of Nanocomposite Films
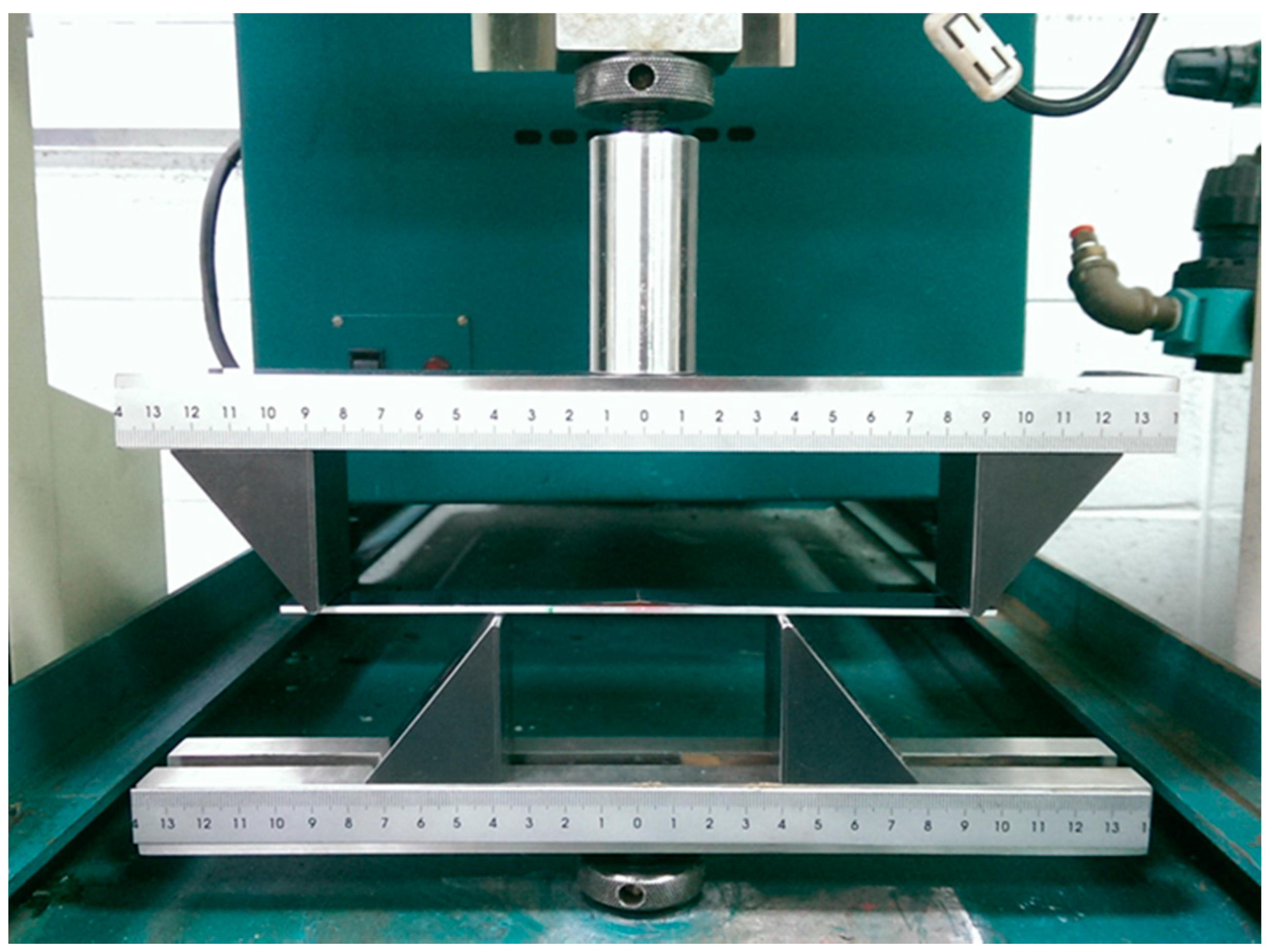
2.2. Three-Point Bending Test
2.3. Four-Point Bending Test
3. Results and Discussions
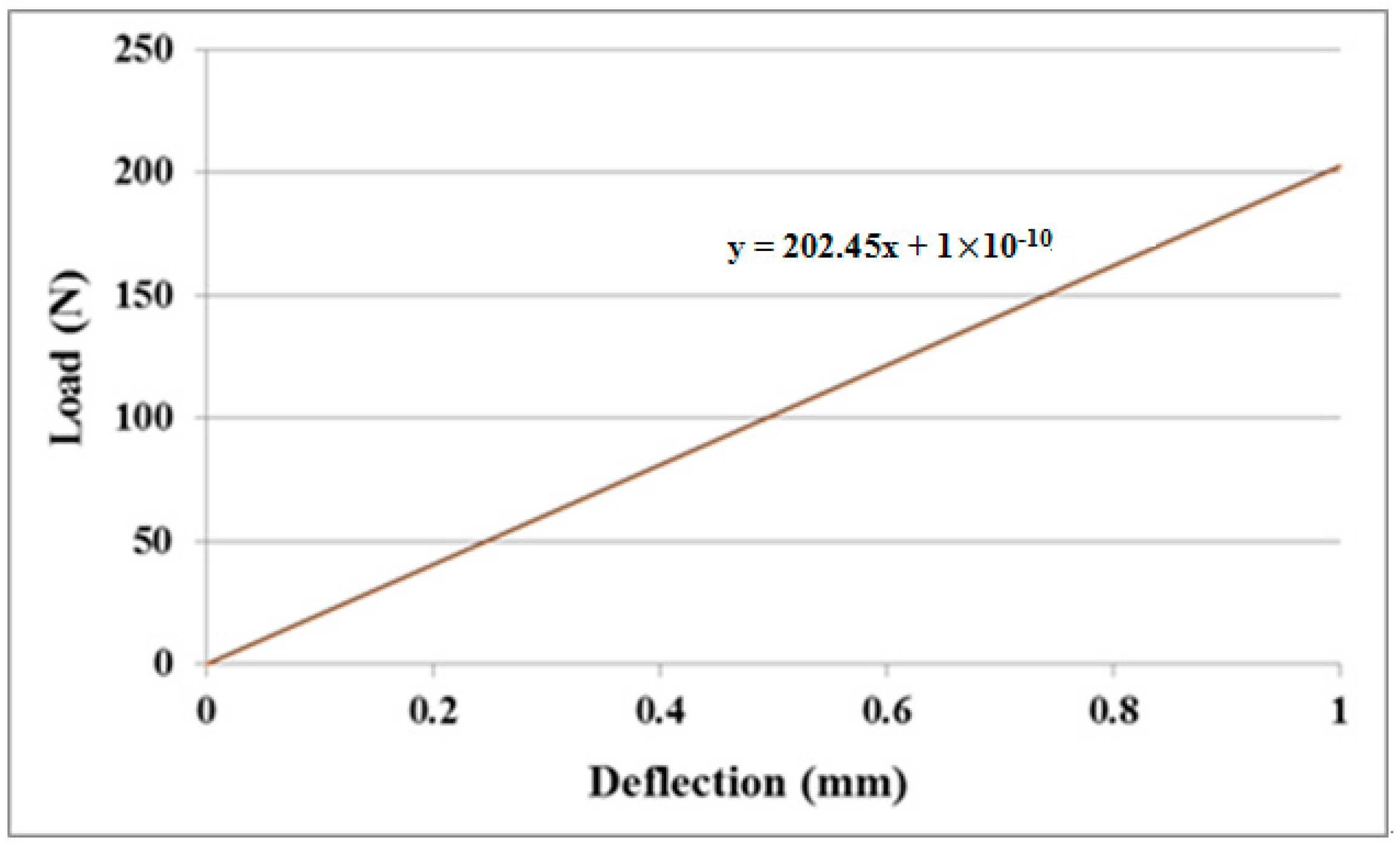
3.1. Young’s Modulus of the Nanocomposite Film
3.2. Strain Energy Release Rate
4. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Lourie, O.; Wagner, H.D. Evaluation of Young’s modulus of carbon nanotubes by micro-Raman spectroscopy. J. Mater. Res. 1998, 13, 2418–2422. [Google Scholar] [CrossRef]
- Chou, T.W.; Gao, L.; Thostenson, E.T.; Zhang, Z.; Byun, J.H. An assessment of the science and technology of carbon nanotube-based fibers and composites. Compos. Sci. Technol. 2010, 70, 1–19. [Google Scholar] [CrossRef]
- Lourie, O.; Wagner, H.D. Evidence of stress transfer and formation of fracture clusters in carbon nanotube-based composites. Compos. Sci. Technol. 1999, 59, 975–977. [Google Scholar] [CrossRef]
- Eitan, A.; Jiang, K.; Dukes, D.; Andrews, R.; Schadle, L.S. Surface modification of multiwalled carbon nanotubes: Toward the tailoring of the interface in polymer composites. Chem. Mater. 2003, 15, 3198–3201. [Google Scholar] [CrossRef]
- Lachman, N.; Wagner, H.D. Correlation between interfacial molecular structure and mechanics in CNT/epoxy nano-composites. Compos. Part A 2010, 41, 1093–1098. [Google Scholar] [CrossRef]
- Frogley, M.D.; Ravich, D.; Wagner, H.D. Mechanical properties of carbon nanoparticle-reinforced elastomers. Compos. Sci. Technol. 2003, 63, 1647–1654. [Google Scholar] [CrossRef]
- Fidelus, J.D.; Wiesel, E.; Gojny, F.H.; Schulte, K.; Wagner, H.D. Thermo-mechanical properties of randomly oriented carbon/epoxy nanocomposites. Compos. Part A 2005, 36, 1555–1561. [Google Scholar] [CrossRef]
- Hussain, F.; Hojjati, M. Polymer–matrix nanocomposites, processing, manufacturing, and application: An overview. J. Compos. Mater. 2006, 40, 1511–1575. [Google Scholar] [CrossRef]
- Wang, Q.H.; Setlur, A.A.; Lauerhaas, J.M.; Dai, J.Y.; Seelig, E.W.; Chang, R.P.H. A nanotube-based field-emission flat panel display. Appl. Phys. Lett. 1998, 72, 2912–2926. [Google Scholar] [CrossRef]
- Li, C.Y.; Chou, T.W. Elastic moduli of multi-walled carbon nanotubes and the effect of van der Waals forces. Compos. Sci. Technol. 2003, 63, 1517–1524. [Google Scholar] [CrossRef]
- Sun, L.; Warren, G.L.; O’Reilly, J.Y.; Everett, W.N.; Lee, S.M.; Davis, D.; Lagoudas, D.; Sue, H.-J. Mechanical properties of surface-functionalized SWCNT/epoxy composites. Carbon 2008, 46, 320–328. [Google Scholar] [CrossRef]
- Guadagno, L.; De Vivo, B.; Di Bartolomeo, A.; Lamberti, P.; Sorrentino, A.; Tucci, V.; Vertuccio, L.; Vittoria, V. Effect of functionalization on the thermo-mechanical and electrical behavior of multi-wall carbon nanotube/epoxy composites. Carbon 2011, 49, 1919–1930. [Google Scholar] [CrossRef]
- Yang, K.; Gu, M.; Guo, Y.; Pan, X.; Mu, G. Effects of carbon nanotube functionalization on the mechanical and thermal properties of epoxy composites. Carbon 2009, 47, 1723–1737. [Google Scholar] [CrossRef]
- Thostenson, E.T.; Chou, T.W. Processing-structure-multi-functional property relationship in carbon nanotube/epoxy composites. Carbon 2006, 44, 3022–3029. [Google Scholar] [CrossRef]
- Hsieh, T.H.; Kinloch, A.J.; Taylor, A.C.; Kinloch, I.A. The effect of carbon nanotubes on the fracture toughness and fatigue performance of a thermosetting epoxy polymer. J. Mater. Sci. 2011, 46, 7525–7535. [Google Scholar] [CrossRef]
- Yu, N.; Zhang, Z.H.; He, S.Y. Fracture toughness and fatigue life of MWCNT/epoxy composites. Mater. Sci. Eng. A 2008, 494, 380–384. [Google Scholar] [CrossRef]
- Tang, L.C.; Zhang, H.; Wu, X.P.; Zhang, Z. A novel failure analysis of multi-walled carbon nanotubes in epoxy matrix. Polymer 2011, 52, 2070–2074. [Google Scholar] [CrossRef]
- Tang, L.C.; Zhang, H.; Han, J.H.; Wu, X.P.; Zhang, Z. Fracture mechanisms of epoxy filled with ozone functionalized multi-wall carbon nanotubes. Compos. Sci. Technol. 2011, 72, 7–13. [Google Scholar] [CrossRef]
- Domun, N.; Hadavinia, H.; Zhang, T.; Sainsbury, T.; Liaghat, G.H.; Vahid, S. Improving the Fracture Toughness and the Strength of Epoxy Using Nanomaterials—A Review of the Current Status. Nanoscale 2015, 7, 10294–10329. [Google Scholar] [CrossRef] [PubMed]
- White, K.L.; Sue, H.-J. Electrical Conductivity and Fracture Behavior of Epoxy/Polyamide-12/Multiwalled Carbon Nanotube Composites. Polym. Eng. Sci. 2011, 51, 2245–2253. [Google Scholar] [CrossRef]
- Li, Y.; Chen, C.; Zhang, S.; Ni, Y.; Huang, J. Electrical conductivity and electromagnetic interference shielding characteristics of multiwalled carbon nanotube filled polyacrylate composite films. Appl. Surf. Sci. 2008, 254, 5766–5771. [Google Scholar] [CrossRef]
- Ganash, A.A. Electrochemical synthesis and corrosion behaviour of polypyrrole and polypyrrole/carbon nanotube nanocomposite films. J. Compos. Mater. 2014, 48, 2215–2225. [Google Scholar] [CrossRef]
- Sanli, A.; Müller, C.; Kanoun, O.; Elibol, C.; Wagner, M.F.-X. Piezoresistive characterization of multi-walled carbon nanotube-epoxy based flexible strain sensitive films by impedance spectroscopy. Compos. Sci. Technol. 2016, 122, 18–26. [Google Scholar] [CrossRef]
- Cao, X.; Wei, X.; Li, G.; Hu, C.; Dai, K.; Guo, J.; Zheng, G.; Liu, C.; Shen, C.; Guo, Z. Strain sensing behaviors of epoxy nanocomposites with carbon nanotubes under cyclic deformation. Polymer 2017, 112, 1–9. [Google Scholar] [CrossRef]
- Pham, G.T.; Park, Y.B.; Liang, Z.; Zhang, C.; Wang, B. Processing and modeling of conductive thermoplastic/carbon nanotube films for strain sensing. Compos. Part B 2008, 39, 209–216. [Google Scholar] [CrossRef]
- Wang, Y.; Wang, A.X.; Wang, Y.; Chyu, M.K.; Wang, Q.M. Fabrication and characterization of carbon nanotube–polyimide composite based high temperature flexible thin film piezoresistive strain sensor. Sens. Actuators A 2013, 199, 265–271. [Google Scholar] [CrossRef]
- Bao, Y.W.; Zhou, Y.C.; Bu, X.X.; Qiu, Y. Evaluating elastic modulus and strength of hard coatings by relative method. Mater. Sci. Eng. A 2007, 458, 268–274. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Specimen MWCNT wt % | 1 | 2 | 3 | 4 | Average | Increase |
|---|---|---|---|---|---|---|
| 0% | 1.90 | 1.90 | 1.90 | 1.90 | 1.90 0.0 | |
| 0.3% | 2.08 | 2.08 | 2.08 | 2.08 | 2.08 0.0 | 9.43% |
| 0.5% | 2.17 | 2.18 | 2.18 | 2.18 | 2.18 0.01 | 14.48% |
| 0.8% | 2.25 | 2.25 | 2.25 | 2.25 | 2.25 0.0 | 18.22% |
| 1% | 2.30 | 2.31 | 2.30 | 2.31 | 2.30 0.01 | 21.2% |
| MWCNT wt % | Specimen 1 | Specimen 2 | Specimen 3 | Average Strain Energy Release Rate (J/m2) | |||
|---|---|---|---|---|---|---|---|
| Critical Load (N) | Strain Energy Release Rate (J/m2) | Critical Load (N) | Strain Energy Release Rate (J/m2) | Critical Load (N) | Strain Energy Release Rate (J/m2) | ||
| 0% | 45.5 | 151.81 | 45.4 | 150.82 | 45.4 | 150.66 | 150.10 0.72 |
| 0.3% | 47.5 | 180.75 | 47.7 | 181.87 | 47.4 | 179.63 | 180.75 1.12 |
| 0.5% | 48.9 | 200.10 | 48.7 | 198.47 | 48.7 | 198.39 | 198.99 1.11 |
| 0.8% | 50 | 216.14 | 49.9 | 214.81 | 50.2 | 217.46 | 216.14 1.33 |
| 1% | 51.2 | 231.86 | 51.2 | 231.85 | 51.4 | 233.67 | 232.46 1.21 |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Her, S.-C.; Chien, P.-C. Fracture Analysis of MWCNT/Epoxy Nanocomposite Film Deposited on Aluminum Substrate. Materials 2017, 10, 408. https://doi.org/10.3390/ma10040408
Her S-C, Chien P-C. Fracture Analysis of MWCNT/Epoxy Nanocomposite Film Deposited on Aluminum Substrate. Materials. 2017; 10(4):408. https://doi.org/10.3390/ma10040408
Chicago/Turabian StyleHer, Shiuh-Chuan, and Pao-Chu Chien. 2017. "Fracture Analysis of MWCNT/Epoxy Nanocomposite Film Deposited on Aluminum Substrate" Materials 10, no. 4: 408. https://doi.org/10.3390/ma10040408
APA StyleHer, S. -C., & Chien, P. -C. (2017). Fracture Analysis of MWCNT/Epoxy Nanocomposite Film Deposited on Aluminum Substrate. Materials, 10(4), 408. https://doi.org/10.3390/ma10040408