
A Study on the Mechanical Properties and Impact-Induced Initiation Characteristics of Brittle PTFE/Al/W Reactive Materials

Abstract
:1. Introduction
2. Experimental
2.1. Material Fabrication
2.2. Quasi-Static and Dynamic Compression Tests
- (1)
- One-dimensional elastic stress wave theory is valid in pressure bars; and
- (2)
- Stress and strain rates within the specimen are uniaxial and uniform.
2.3. Drop-Weight Test
3. Results and Discussion
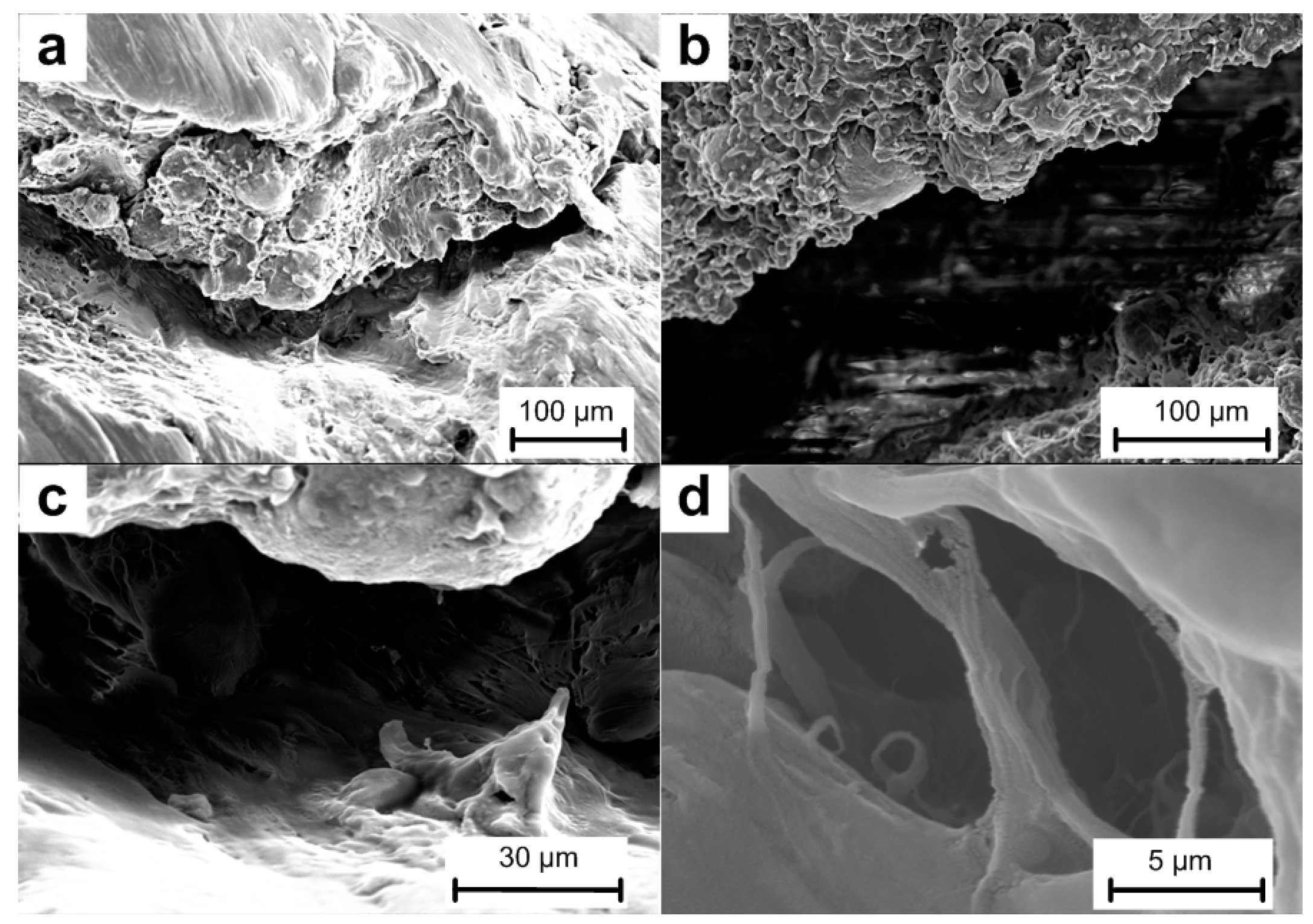
3.1. Mesoscale Characteristics
3.2. Quasi-Static Compression Tests
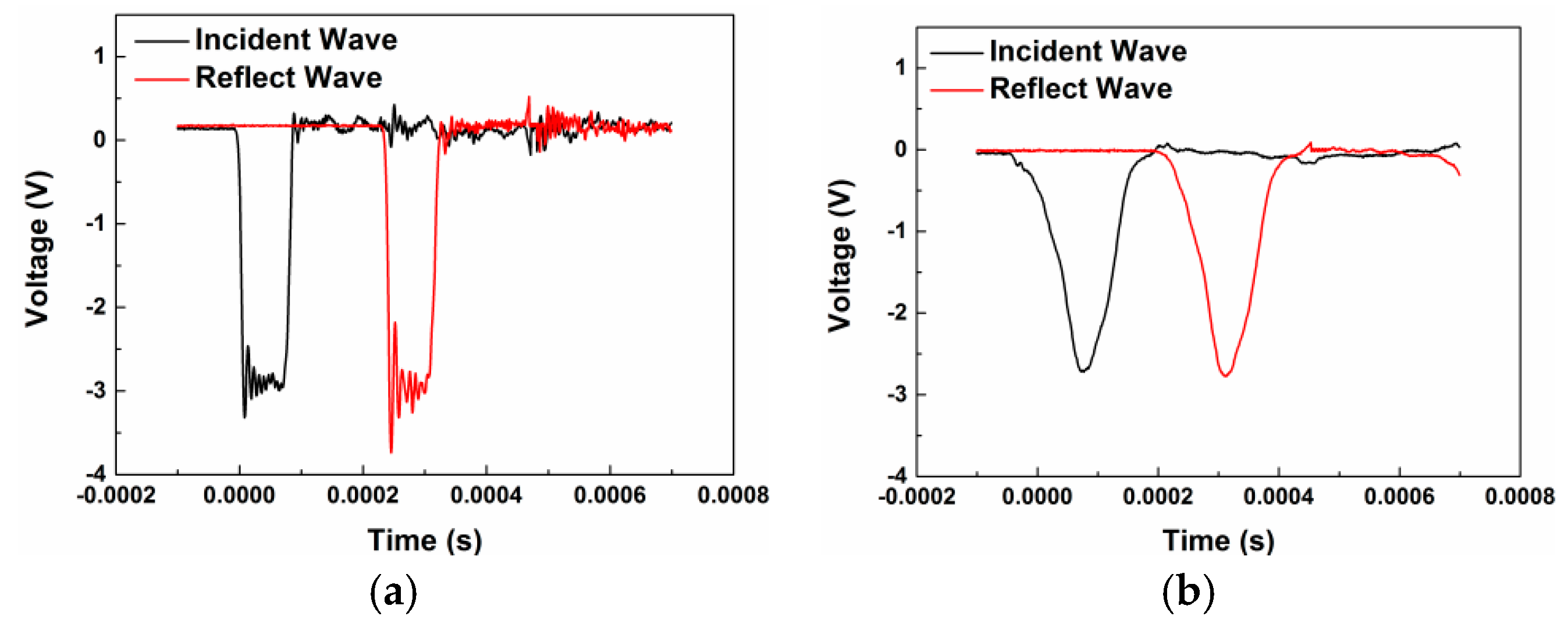
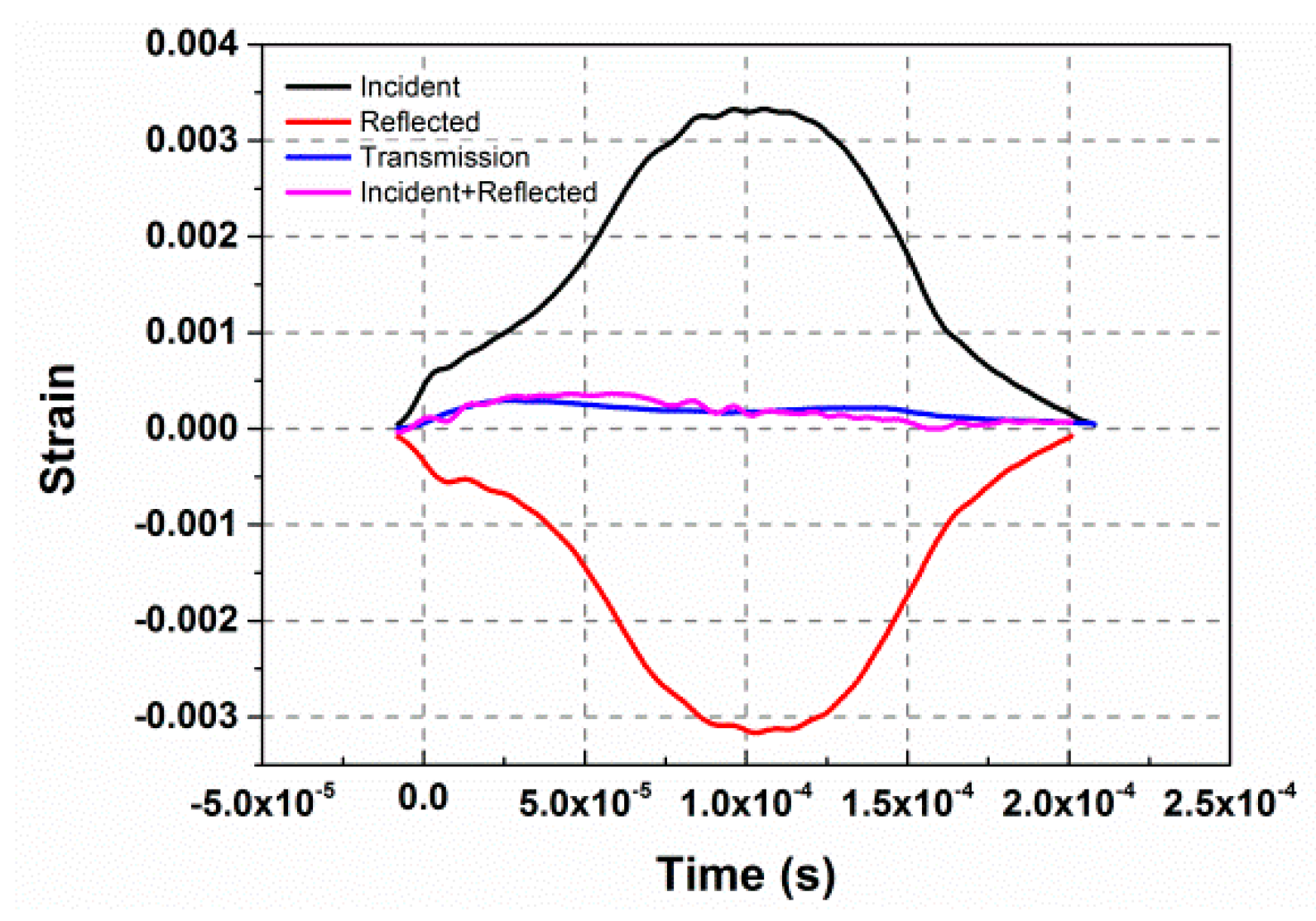
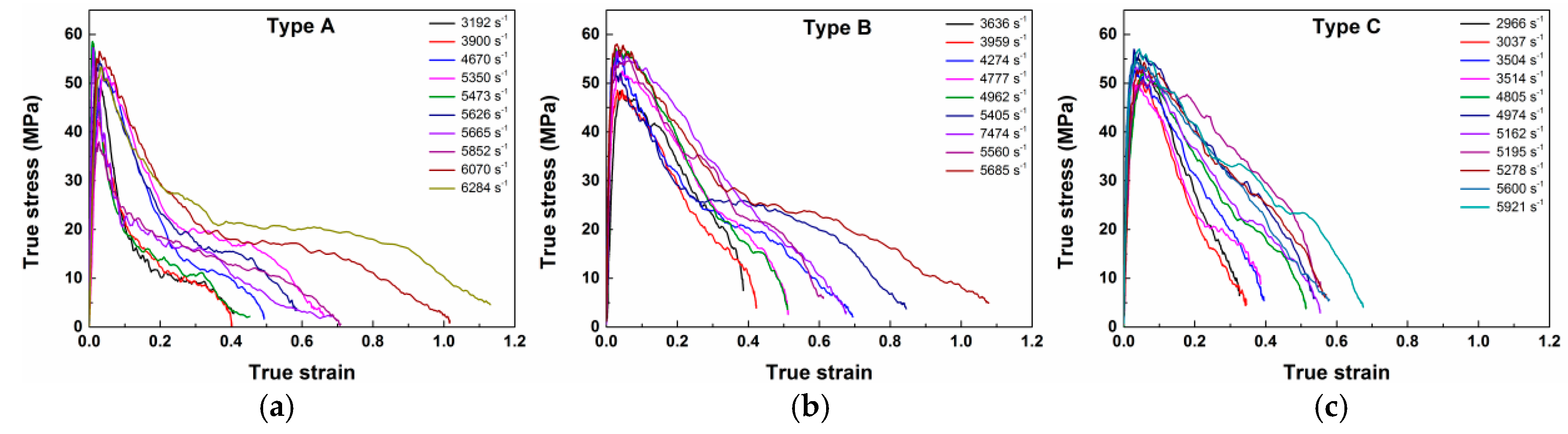
3.3. Dynamic Compression Tests
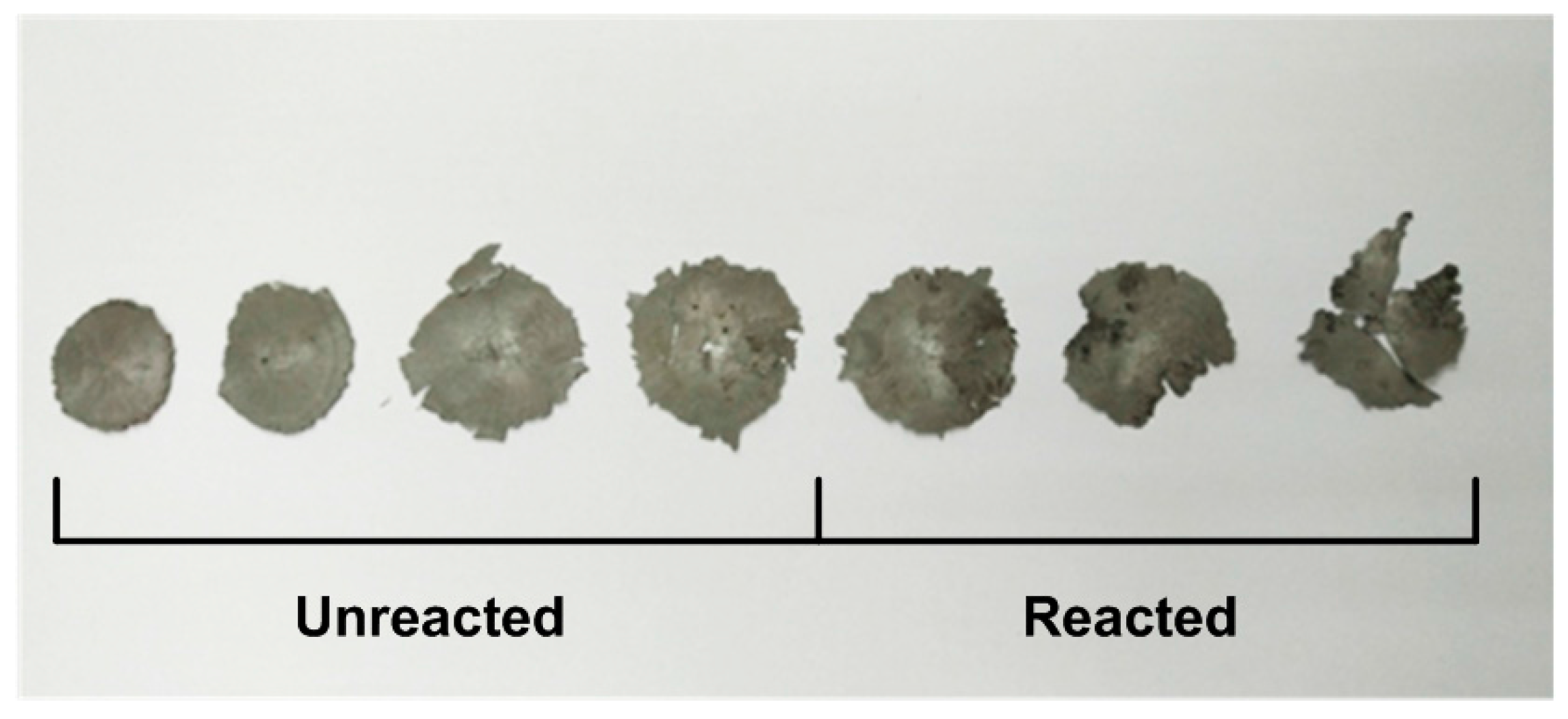
3.4. Drop-Weight Tests
4. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- National Academy of Science. Available online: http://www.nap.edu/catalog/10918.html (accessed on 20 June 2015).
- Joshi, V.S. Process for Making Polytetrafluoroethylene-Aluminium Composite and Product. U.S. Patent 6,547,993 B1, 15 April 2003. [Google Scholar]
- Cai, J.; Nesterenko, V.; Vecchio, K.; Jiang, F.; Herbold, E.; Benson, D.; Addiss, J.; Walley, S.; Proud, W. The influence of metallic particle size on the mechanical properties of polytetraflouroethylene-Al-W powder composites. Appl. Phys. Lett. 2008, 92, 031903. [Google Scholar] [CrossRef]
- Cai, J.; Walley, S.; Hunt, R.; Proud, W.; Nesterenko, V.; Meyers, M. High-strain, high-strain-rate flow and failure in PTFE/Al/W granular composites. Mater. Sci. Eng. A 2008, 472, 308–315. [Google Scholar] [CrossRef]
- Xu, S.; Yang, S.; Zhang, W. The mechanical behaviors of polytetrafluorethylene/Al/W energetic composites. J. Phys. Condens. Matter 2009, 21, 285401. [Google Scholar] [CrossRef] [PubMed]
- Zhang, X.; Zhang, J.; Qiao, L.; Shi, A.; Zhang, Y.; He, Y.; Guan, Z. Experimental study of the compression properties of Al/W/PTFE granular composites under elevated strain rates. Mater. Sci. Eng. A 2013, 581, 48–55. [Google Scholar] [CrossRef]
- Ge, C.; Dong, Y.; Maimaitituersun, W. Microscale simulation on mechanical properties of Al/PTFE composite based on real microstructures. Materials 2016, 9, 590. [Google Scholar] [CrossRef]
- Lee, R.; Mock, W., Jr.; Carney, J.; Holt, W.; Pangilinan, G.; Gamache, R.; Boteler, J.; Bohl, D.; Drotar, J.; Lawrence, G.W. Reactive materials studies. In SHOCK COMPRESSION OF CONDENSED MATTER-2005, Proceedings of the Conference of the American Physical Society Topical Group on Shock Compression of Condensed Matter, Baltimore, MD, USA, 31 July–5 August 2005; AIP Publishing: College Park, MD, USA, 2006; pp. 169–174. [Google Scholar]
- Mock, W.; Holt, W.H. Impact initiation of rods of pressed polytetrafluoroethylene (PTFE) and aluminum powders. In SHOCK COMPRESSION OF CONDENSED MATTER-2005, Proceedings of the Conference of the American Physical Society Topical Group on Shock Compression of Condensed Matter, Baltimore, MD, USA, 31 July–5 August 2005; AIP Publishing: College Park, MD, USA, 2006; pp. 1097–1100. [Google Scholar]
- Wang, H.; Zheng, Y.; Yu, Q.; Liu, Z.; Yu, W. Impact-induced initiation and energy release behavior of reactive materials. J. Appl. Phys. 2011, 110, 074904. [Google Scholar]
- Xu, F.; Geng, B.; Zhang, X.; Xiao, J.; Wang, H. Experimental study on behind-plate overpressure effect by reactive material projectile. Propellants Explos. Pyrotech. 2016, 42, 192–197. [Google Scholar] [CrossRef]
- Xiao, J.; Zhang, X.; Wang, Y.; Xu, F.; Wang, H. Demolition mechanism and behavior of shaped charge with reactive liner. Propellants Explos. Pyrotech. 2016, 41, 612–617. [Google Scholar] [CrossRef]
- Wang, Y.; Yu, Q.; Zheng, Y.; Wang, H. Formation and penetration of jets by shaped charges with reactive material liners. Propellants Explos. Pyrotech. 2016, 41, 618–622. [Google Scholar] [CrossRef]
- Men, J.; Jiang, J.; Shuai, J.; Wang, S.; Cui, J. Experimental research on formation and terminal effects of explosively formed compound reactive fragments. Trans. B Inst. Technol. 2010, 30, 1143–1146. [Google Scholar]
- Nielson, D.B.; Truitt, R.M.; Ashcroft, B.N. Reactive Material Enhanced Projectiles and Related Methods. U.S. Patent US 2008/0035007 A1, 14 February 2008. [Google Scholar]
- Wang, S.; Jiang, J.; Zhang, M.; Men, J. Experimental study on penetration of PELE with active core against multi-layered plates. In Proceedings of the Modern Mathematics and Mechanics, Chengdu, China, 2010; pp. 182–185. [Google Scholar]
- Wang, L.; Liu, J.; Li, S.; Zhang, X. Investigation on reaction energy, mechanical behavior and impact insensitivity of W/PTFE/Al composites with different w percentage. Mater. Des. 2016, 92, 397–404. [Google Scholar] [CrossRef]
- Ames, R. Energy release characteristics of impact-initiated energetic materials. In MRS Proceedings; Cambridge University Press: Cambridge, UK, 2005; Volume 296. [Google Scholar]
- Walley, S.M.; Field, J.E.; Biers, R.A.; Proud, W.G.; Williamson, D.M.; Jardine, A.P. The use of glass anvils in drop-weight studies of energetic materials. Propellants Explos. Pyrotech. 2015, 40, 351–365. [Google Scholar] [CrossRef]
- Feng, B.; Fang, X.; Li, Y.; Wu, S.; Mao, Y.; Wang, H. Reactions of Al-PTFE under impact and quasi-static compression. Adv. Mater. Sci. Eng. 2015, 2015, 1–6. [Google Scholar] [CrossRef]
- Cai, J. Properties of Heterogeneous Energetic Materials under High Strain, High Strain Rate Deformation. Ph.D. Thesis, University of California, San Diego, CA, USA, 2007. [Google Scholar]
- Feng, B.; Fang, X.; Wang, H.-X.; Dong, W.; Li, Y.-C. The effect of crystallinity on compressive properties of Al-PTFE. Polymers 2016, 8, 356. [Google Scholar] [CrossRef]
- Kolsky, H. An investigation of the mechanical properties of materials at very high rates of loading. Proc. Phys. Soc. 2002, 62, 676. [Google Scholar] [CrossRef]
- Davies, E.D.H.; Hunter, S.C. The dynamic compression testing of solids by the method of the split hopkinson pressure bar. J. Mech. Phys. Solids 1963, 11, 155–179. [Google Scholar] [CrossRef]
- Frew, D.J.; Forrestal, M.J.; Chen, W. Pulse shaping techniques for testing brittle materials with a split hopkinson pressure bar. Exp. Mech. 2002, 42, 93–106. [Google Scholar] [CrossRef]
- Blackstone, W.R.; Baber, B.B.; Ku, P.M. New test techniques for evaluating the compatibility of materials with liquid oxygen under impact. Tribol. Trans. 1968, 11, 216–227. [Google Scholar] [CrossRef]
- Zhou, D.F.; Tang, S.C. Polymer Materials Processing; China Light Industry Press: Beijing, China, 2005. (In Chinese) [Google Scholar]
- Yang, S.; Xu, S.; Zhang, T. Preparation and performance of PTFE/Al reactive materials. J. Natl. Univ. Def. Technol. 2008, 30, 39–42. [Google Scholar]
- Xu, F.Y.; Liu, S.B.; Zheng, Y.F.; Yu, Q.B.; Wang, H.F. Quasi-static compression properties and failure of PTFE/Al/W reactive materials. Adv. Eng. Mater. 2016. [Google Scholar] [CrossRef]
- Brown, E.N.; Rae, P.J.; Orler, E.B.; Gray, G.T, III; Dattelbaum, D.M. The effect of crystallinity on the fracture of polytetrafluoroethylene (PTFE). Mater. Sci. Eng. C 2006, 26, 1338–1343. [Google Scholar] [CrossRef]
- Gray, G.T. High-strain-rate testing of materials: The Split-Hopkinson pressure bar. In Characterization of Materials; Wiley: Hoboken, NJ, USA, 2012. [Google Scholar]
- Herbold, E.; Nesterenko, V.; Benson, D.; Cai, J.; Vecchio, K.; Jiang, F.; Addiss, J.; Walley, S.; Proud, W. Particle size effect on strength, failure, and shock behavior in Polytetrafluoroethylene-Al-W granular composite materials. J. Appl. Phys. 2008, 104, 103903. [Google Scholar] [CrossRef]
- Li, Q.; Meng, H. About the dynamic strength enhancement of concrete-like materials in a split Hopkinson pressure bar test. Int. J. Solids. Struct. 2003, 40, 343–360. [Google Scholar] [CrossRef]
- Li, Y.; Wang, Z.; Jiang, C.; Niu, H. Experimental study on impact-induced reaction characteristics of PTFE/Ti composites enhanced by W particles. Materials 2017, 10, 175. [Google Scholar] [CrossRef]
- Ren, H.; Li, W.; Liu, X.; Chen, Z. Reaction behaviors of Al/PTFE materials enhanced by W particles. Acta Armamentarii 2016, 37, 872–878. [Google Scholar]
- Hunt, E.M.; Malcolm, S.; Pantoya, M.L.; Davis, F. Impact ignition of nano and micron composite energetic materials. Int. J. Impact Eng. 2009, 36, 842–846. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material Type | PTFE wt % | Al wt % | W wt % | Density (g/cm3) | TMD (g/cm3) |
|---|---|---|---|---|---|
| Type A | 73.5 | 26.5 | 0 | 2.14 | 2.31 |
| Type B | 68.8 | 24.2 | 7 | 2.33 | 2.46 |
| Type C | 63.6 | 22.4 | 14 | 2.45 | 2.635 |
| Materials | Compressive Strength (MPa) | Failure Strain | Average Compressive Strength (MPa) | Average Failure Strain | CoV (%) |
|---|---|---|---|---|---|
| Type A | 11.48 | 0.00574 | 12.10 | 0.00574 | 2.59 |
| 12.39 | 0.00627 | ||||
| 12.44 | 0.00521 | ||||
| Type B | 18.60 | 0.01123 | 16.49 | 0.00979 | 1.78 |
| 12.95 | 0.00703 | ||||
| 17.94 | 0.01110 | ||||
| Type C | 20.20 | 0.01025 | 16.46 | 0.00836 | 3.64 |
| 15.12 | 0.00782 | ||||
| 14.06 | 0.00702 |
| Temperature | Type A | Type B | Type C | |||
|---|---|---|---|---|---|---|
| Compressive Strength (MPa) | Decrease | Compressive Strength (MPa) | Decrease | Compressive Strength (MPa) | Decrease | |
| 20 °C | 51.26 | - | 48.53 | - | 52.02 | - |
| 100 °C | 45.87 | 10.52% | 35.80 | 26.23% | 37.58 | 14.44% |
| 150 °C | 31.67 | 38.22% | 30.05 | 38.08% | 33.12 | 36.33% |
| 200 °C | 28.39 | 44.62% | 26.52 | 45.35% | 30.78 | 40.83% |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ge, C.; Maimaitituersun, W.; Dong, Y.; Tian, C. A Study on the Mechanical Properties and Impact-Induced Initiation Characteristics of Brittle PTFE/Al/W Reactive Materials. Materials 2017, 10, 452. https://doi.org/10.3390/ma10050452
Ge C, Maimaitituersun W, Dong Y, Tian C. A Study on the Mechanical Properties and Impact-Induced Initiation Characteristics of Brittle PTFE/Al/W Reactive Materials. Materials. 2017; 10(5):452. https://doi.org/10.3390/ma10050452
Chicago/Turabian StyleGe, Chao, Wubuliaisan Maimaitituersun, Yongxiang Dong, and Chao Tian. 2017. "A Study on the Mechanical Properties and Impact-Induced Initiation Characteristics of Brittle PTFE/Al/W Reactive Materials" Materials 10, no. 5: 452. https://doi.org/10.3390/ma10050452
APA StyleGe, C., Maimaitituersun, W., Dong, Y., & Tian, C. (2017). A Study on the Mechanical Properties and Impact-Induced Initiation Characteristics of Brittle PTFE/Al/W Reactive Materials. Materials, 10(5), 452. https://doi.org/10.3390/ma10050452