
Packaging Reliability Effect of ENIG and ENEPIG Surface Finishes in Board Level Thermal Test under Long-Term Aging and Cycling

 , ,
, ,
Abstract
:1. Introduction
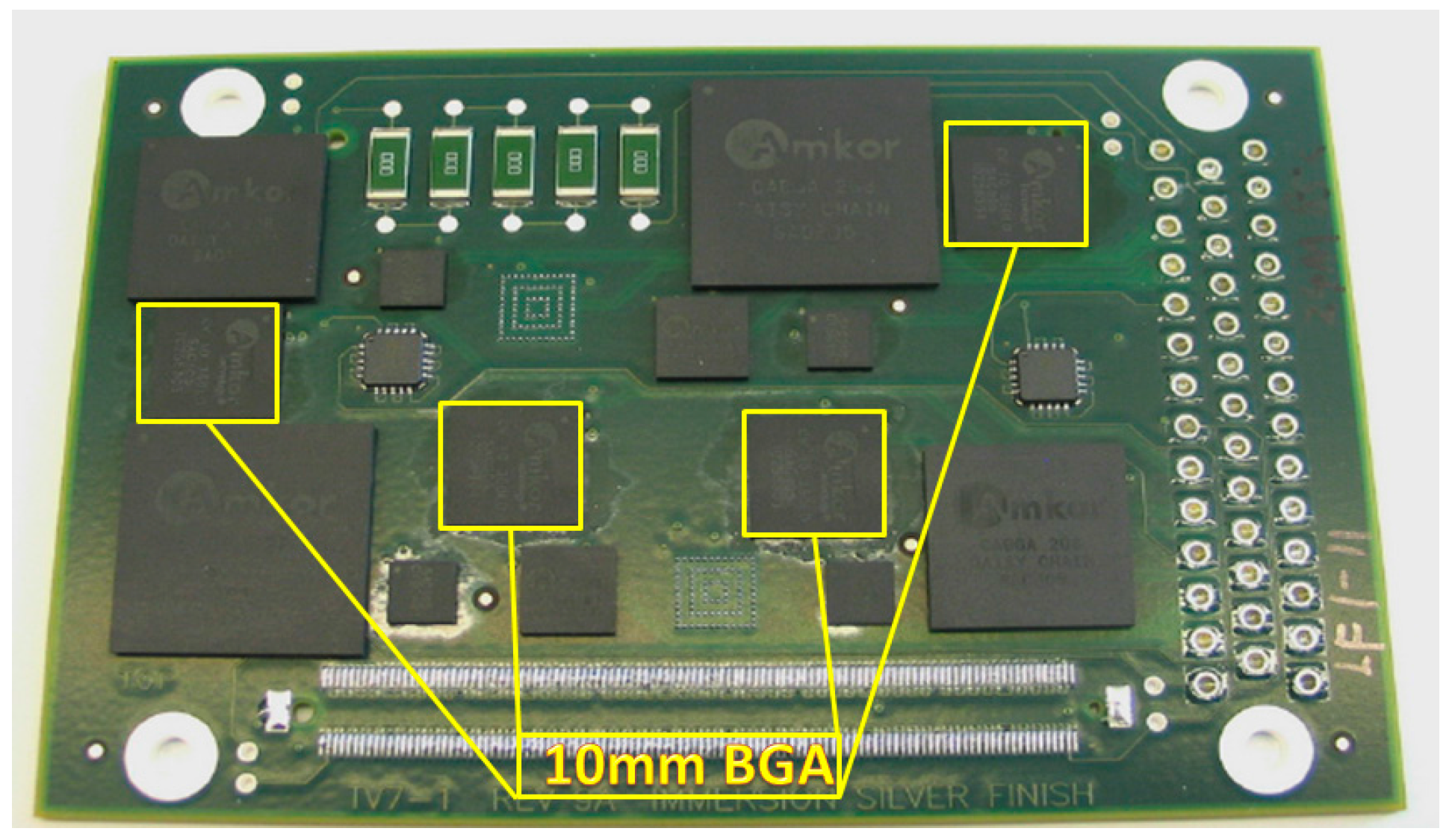
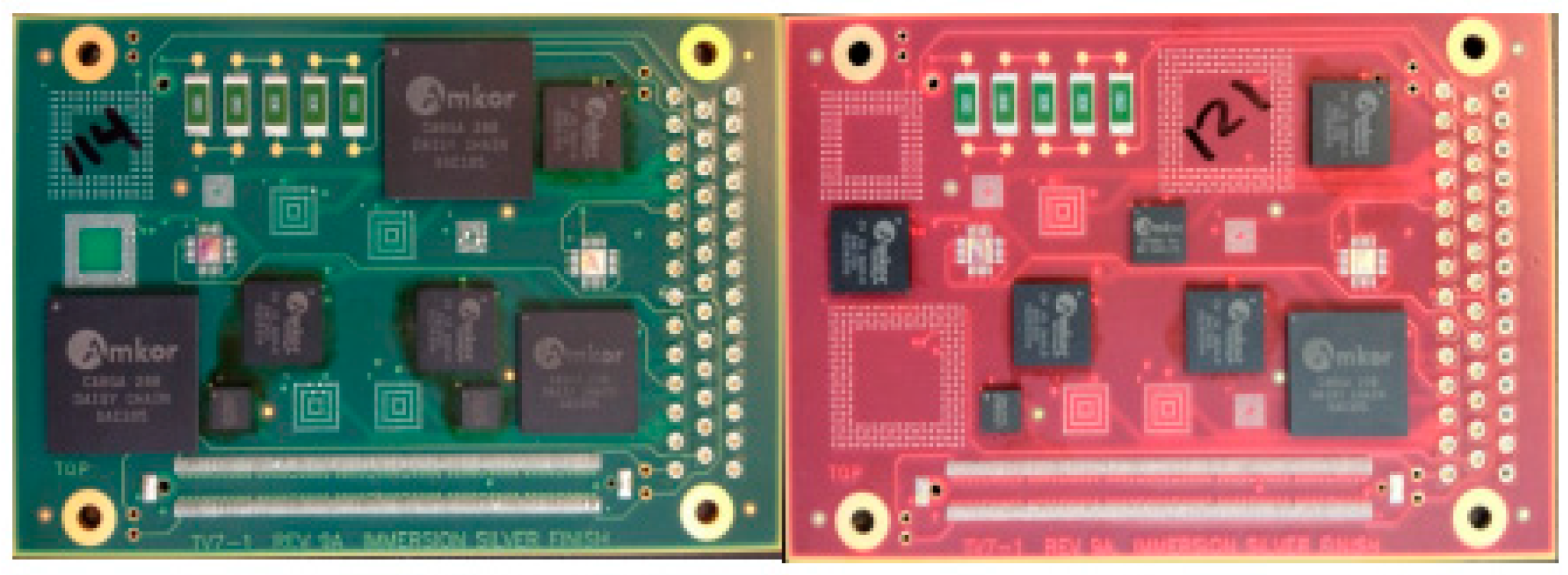
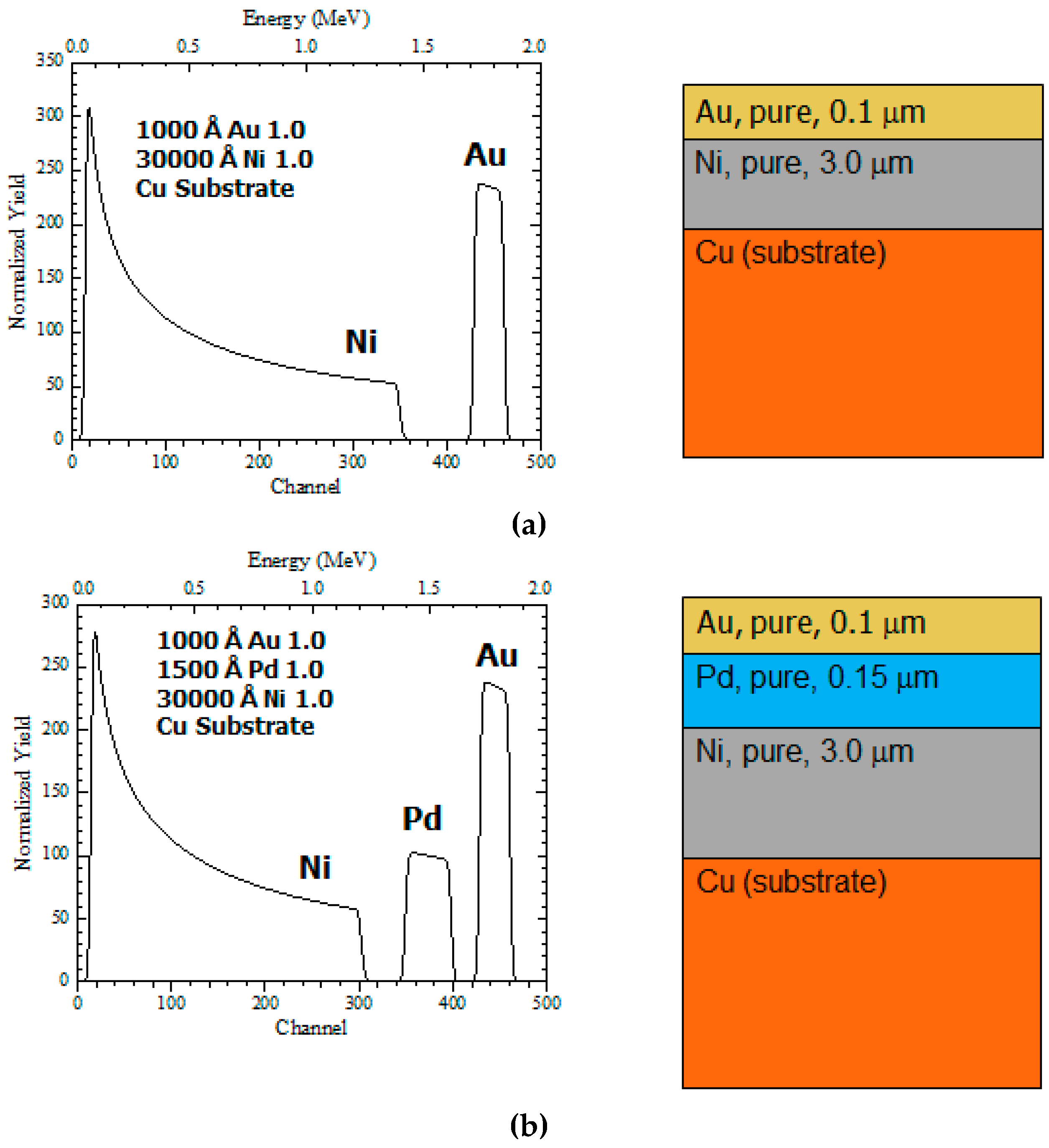
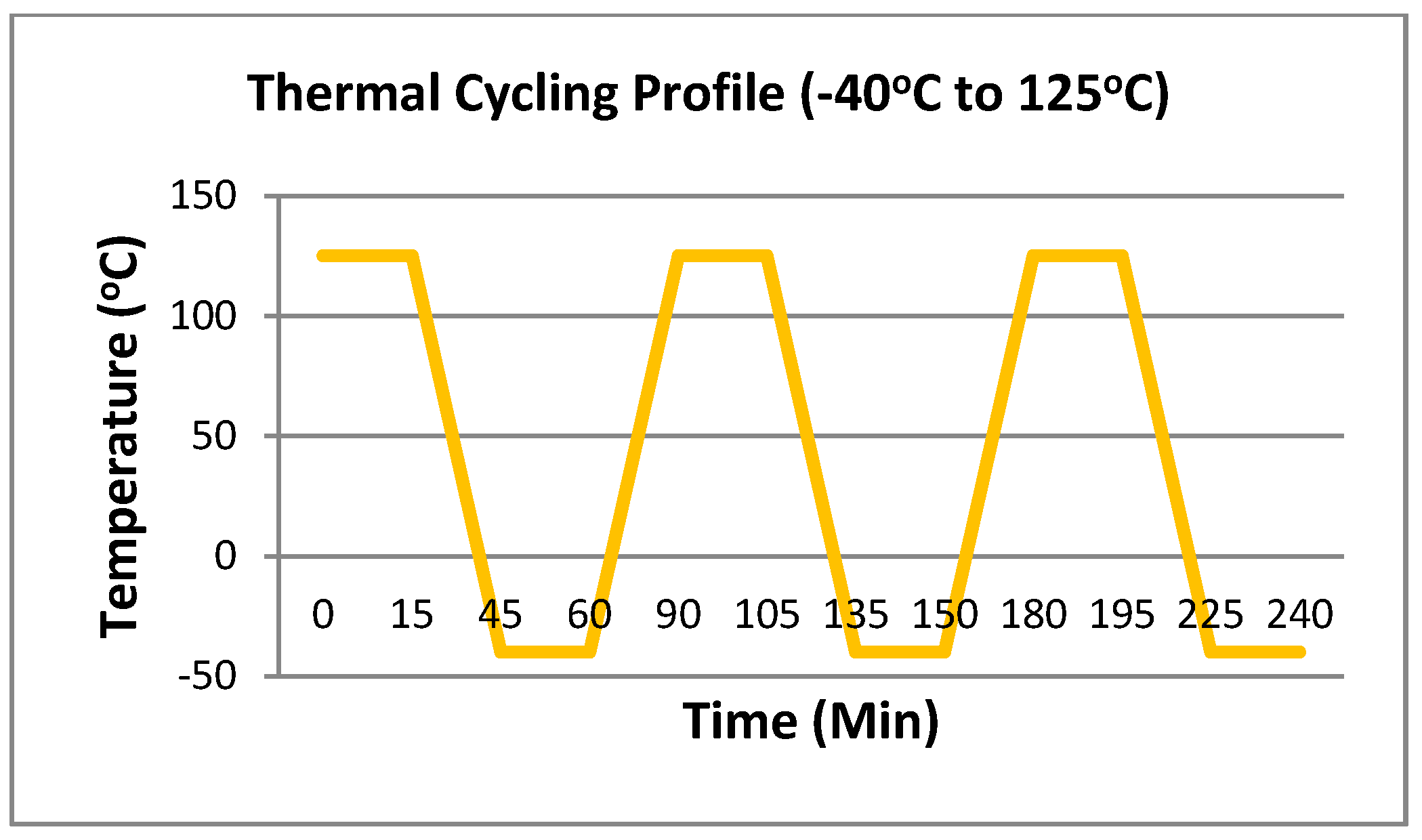
2. Experiment
3. Result and Discussion
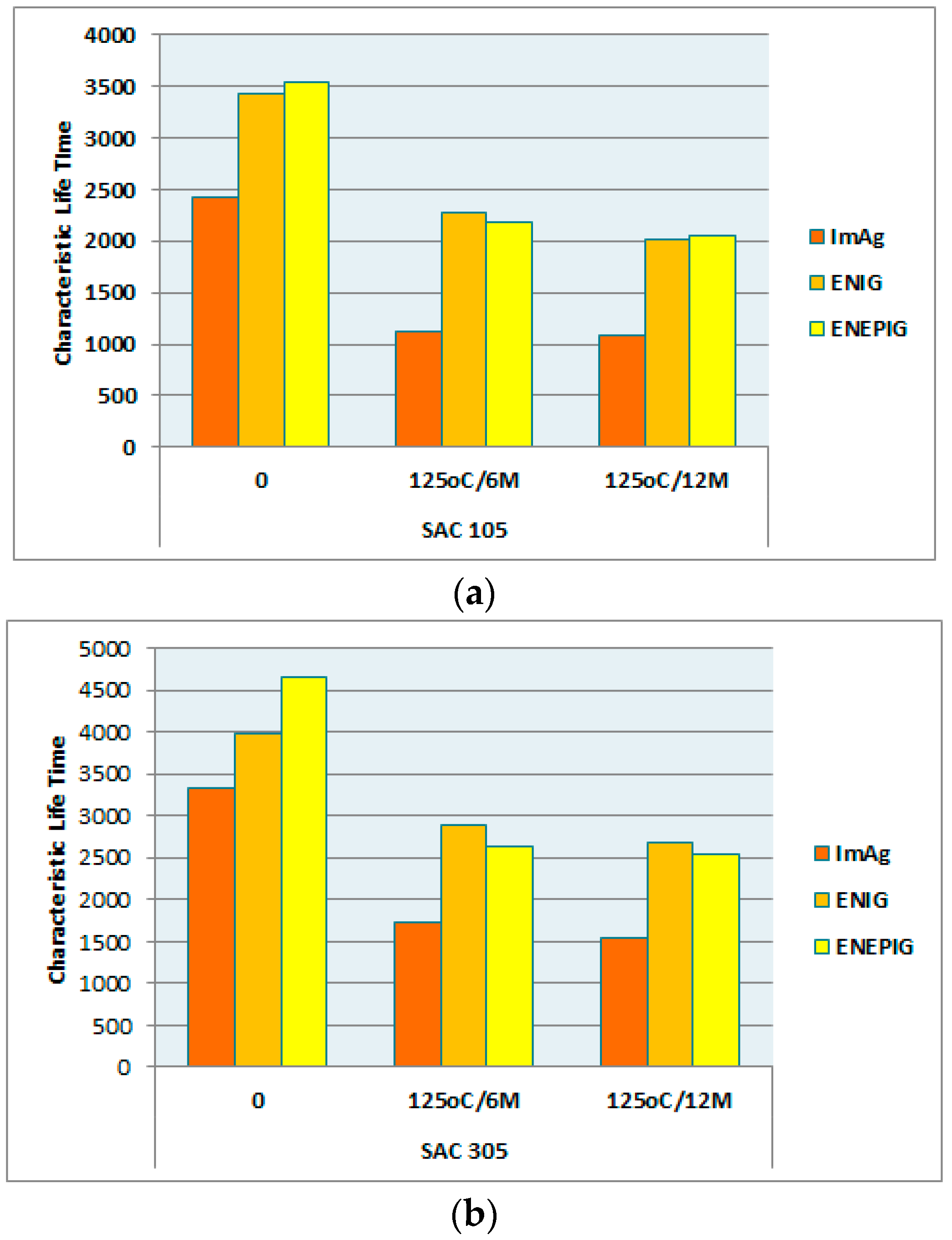
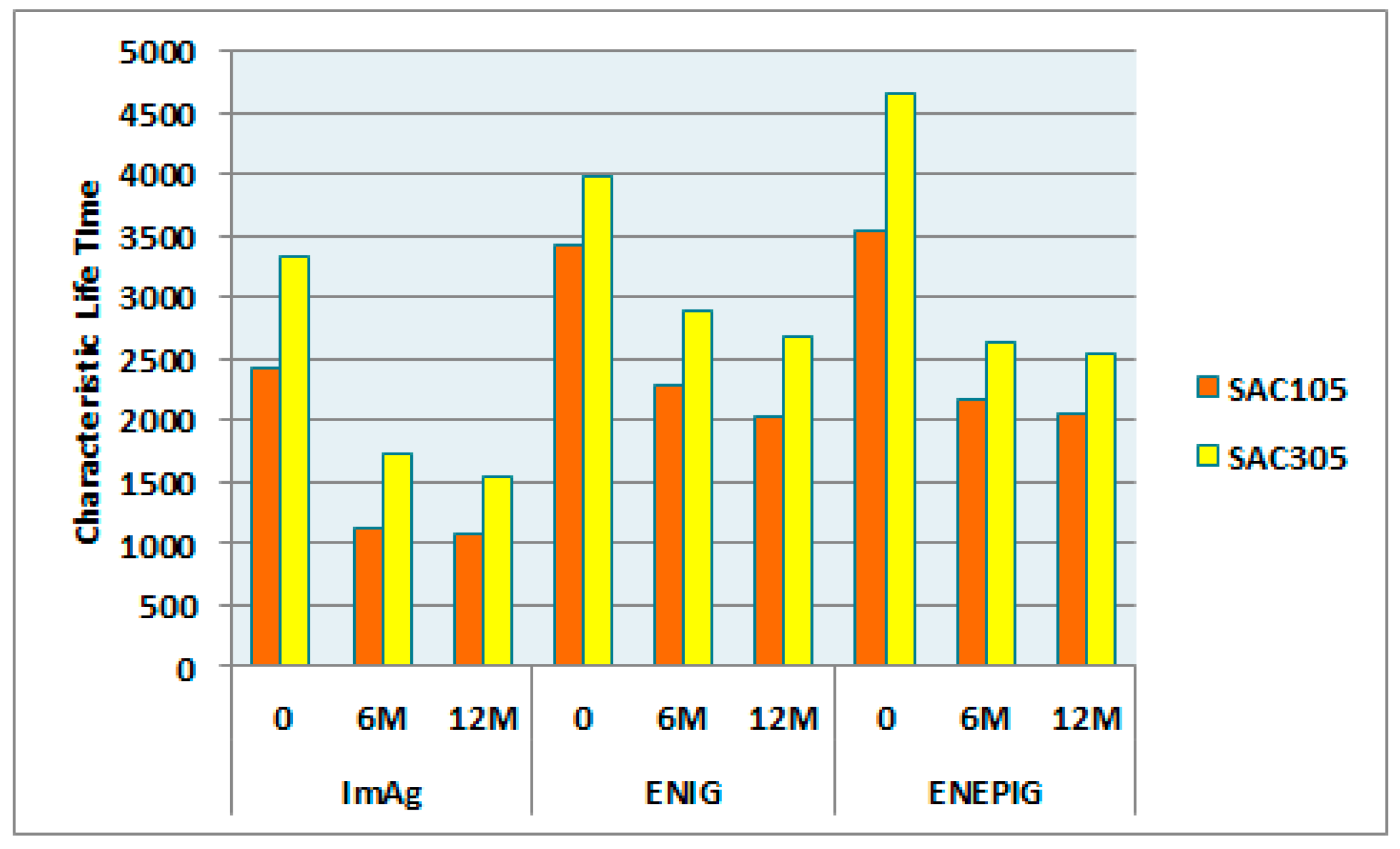
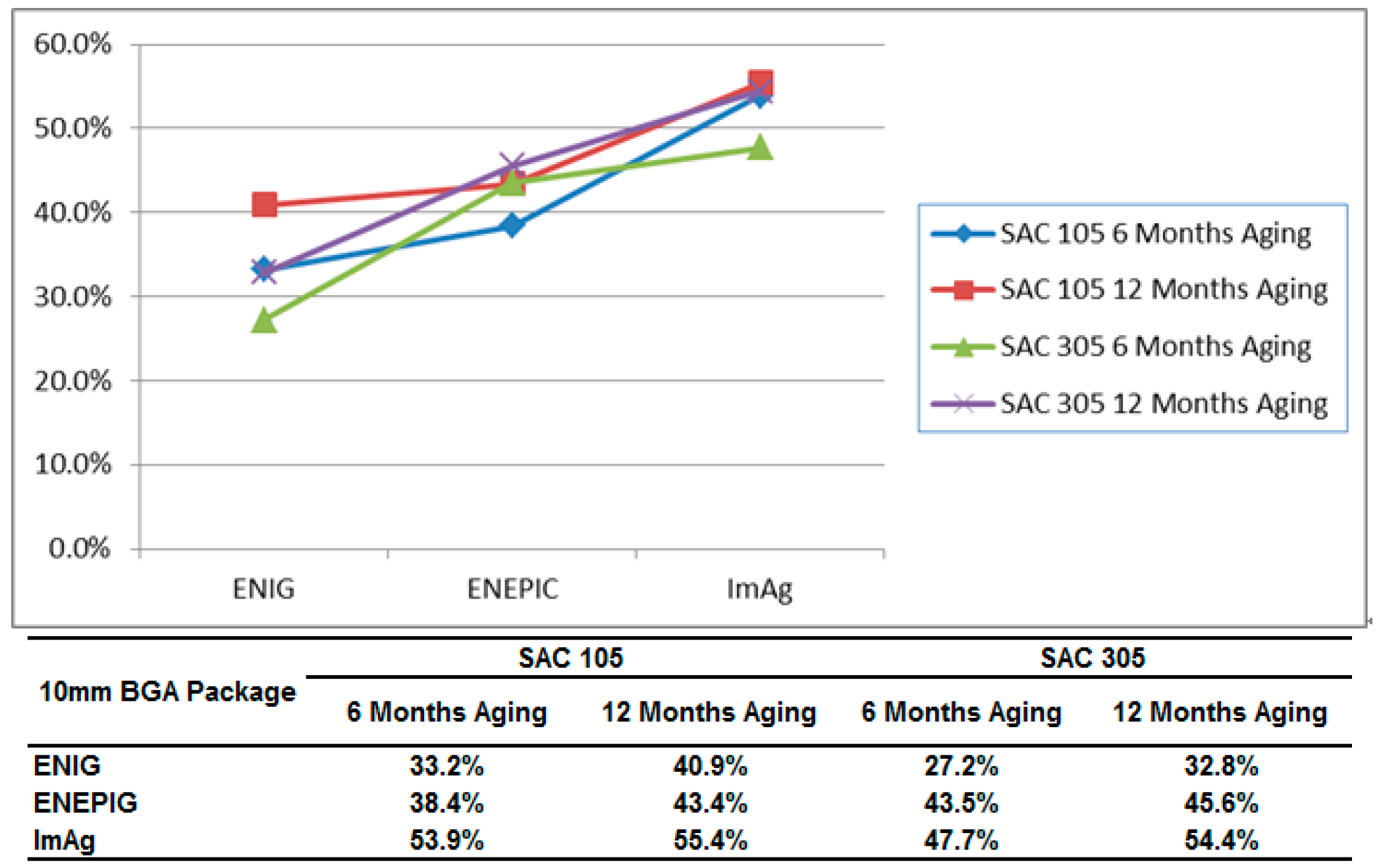
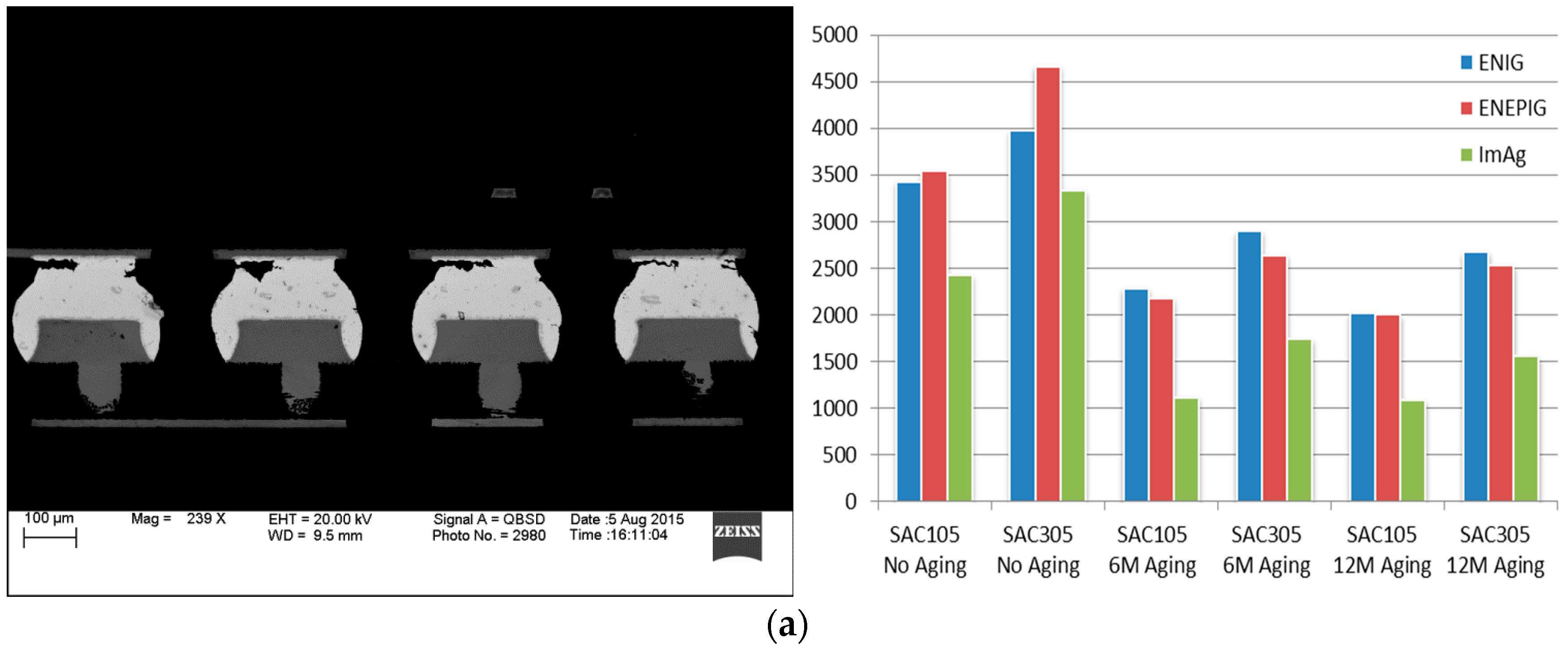
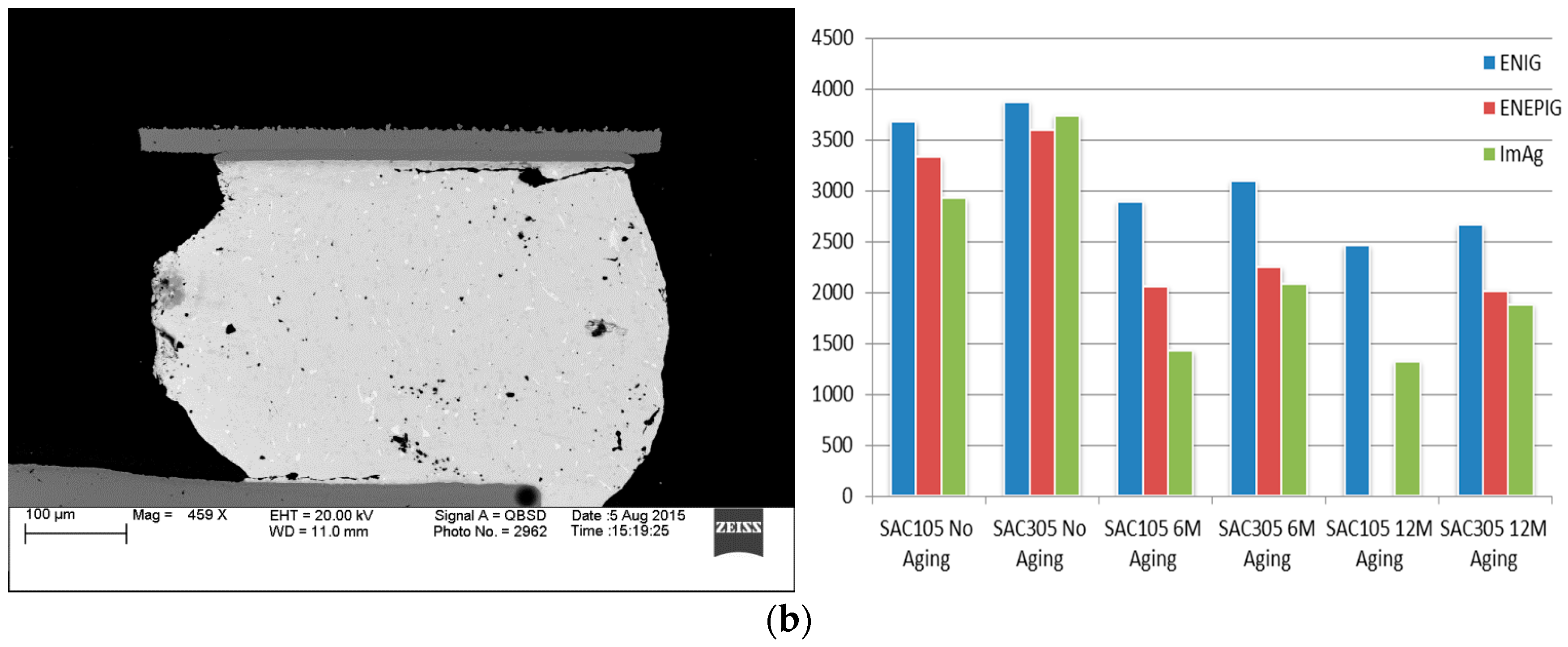
3.1. Data Analysis
3.2. Failure Analysis
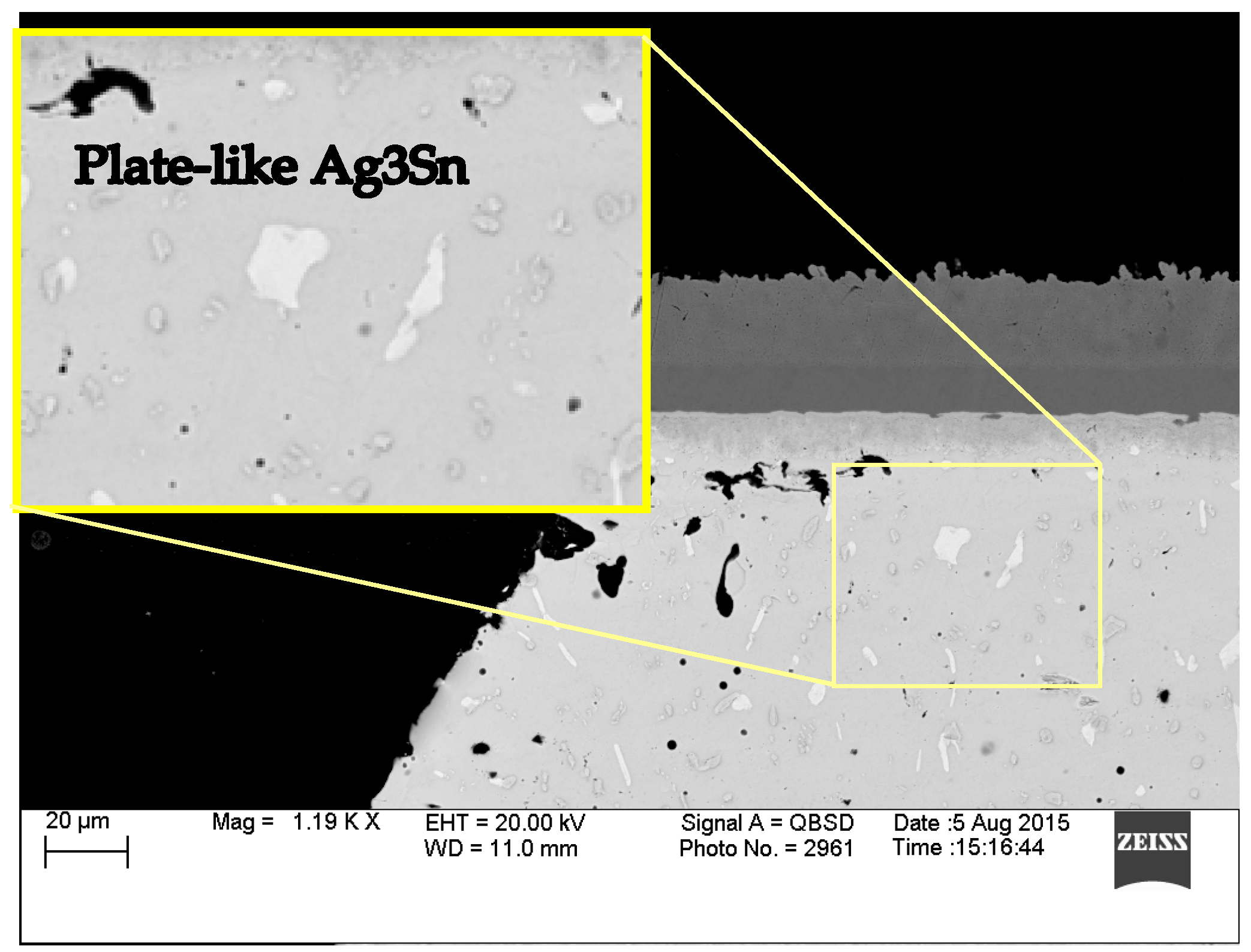
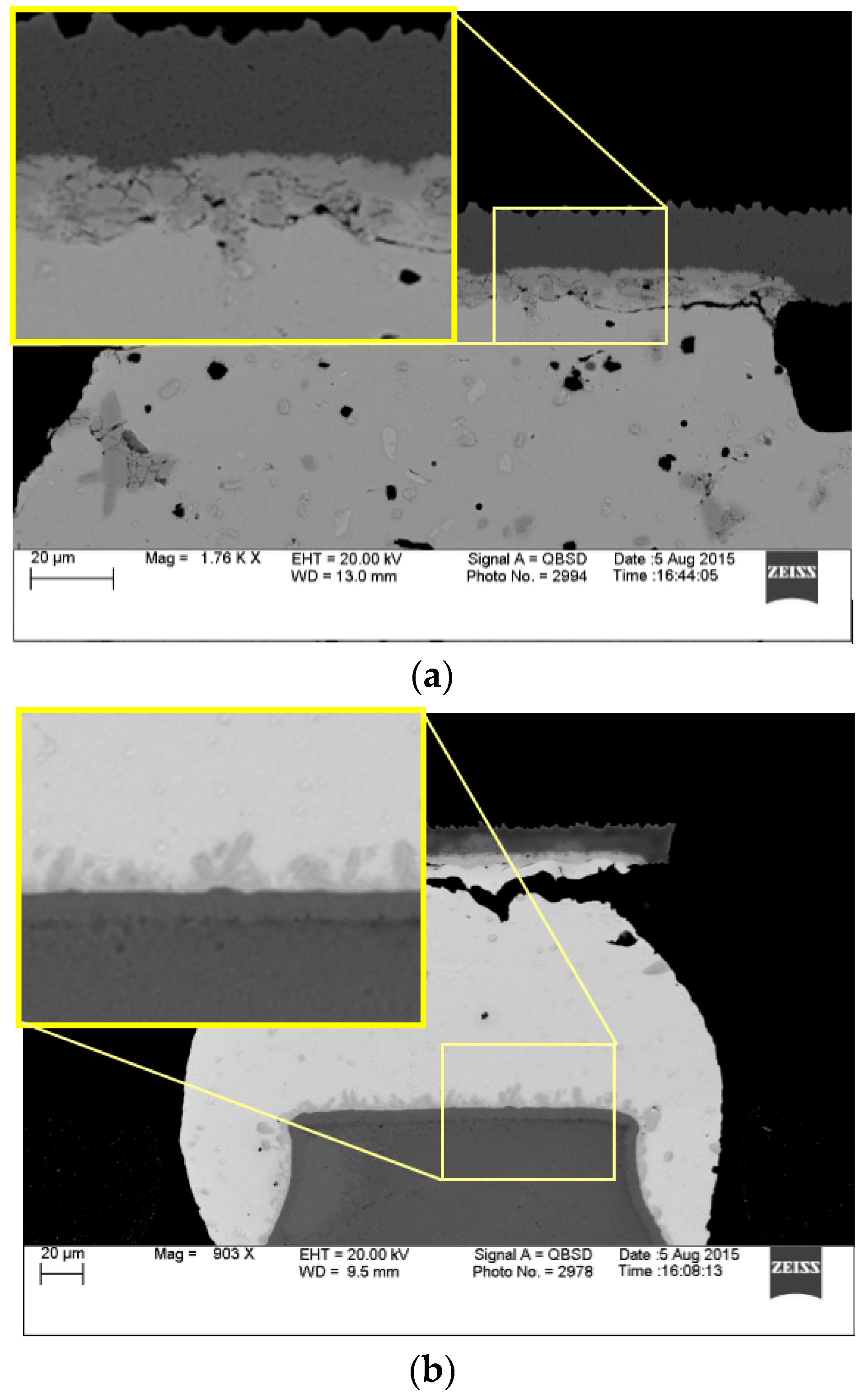
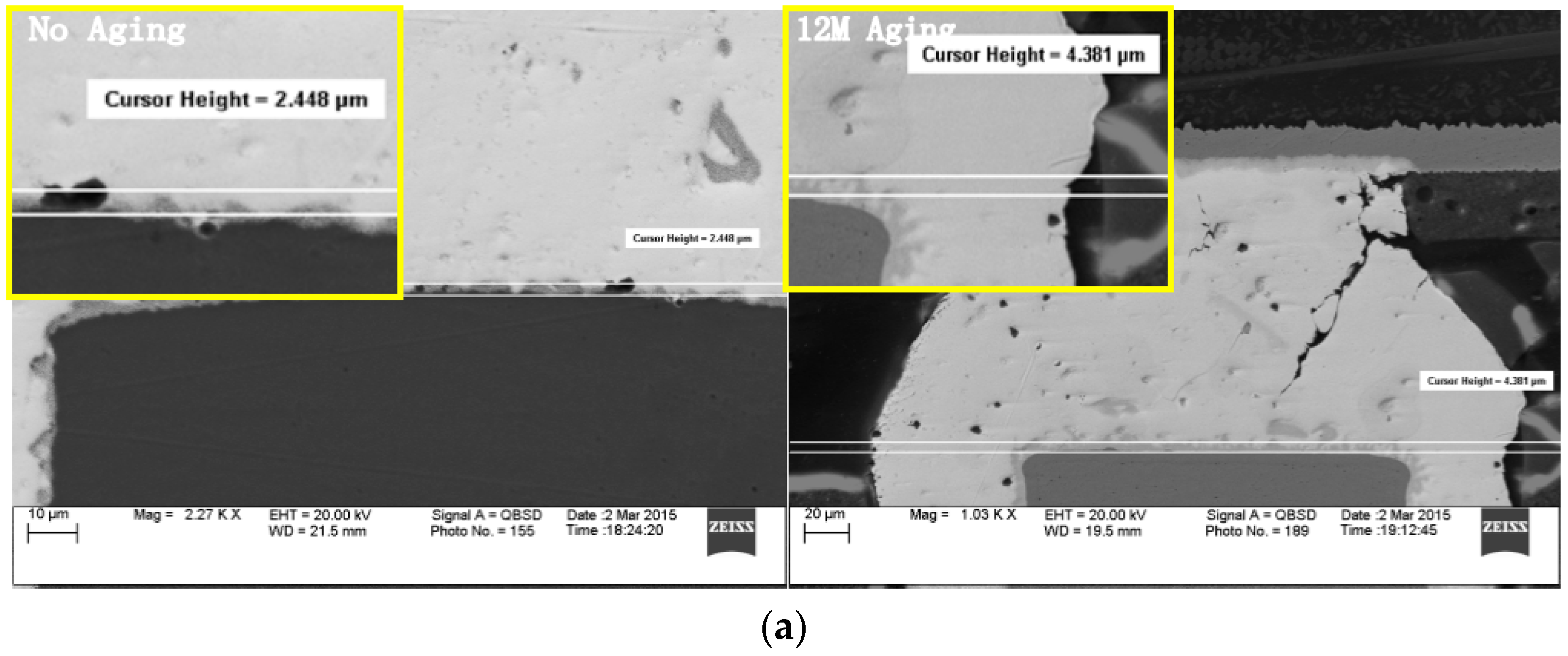
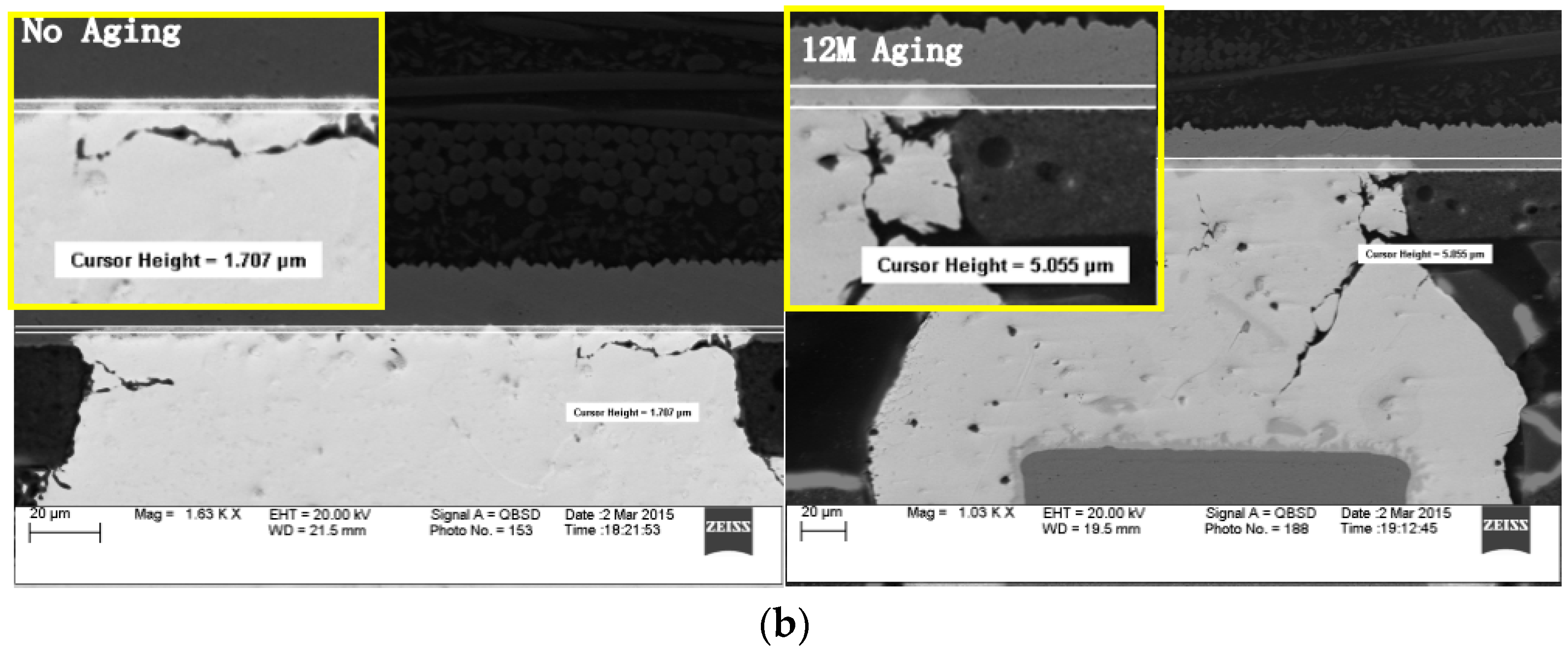
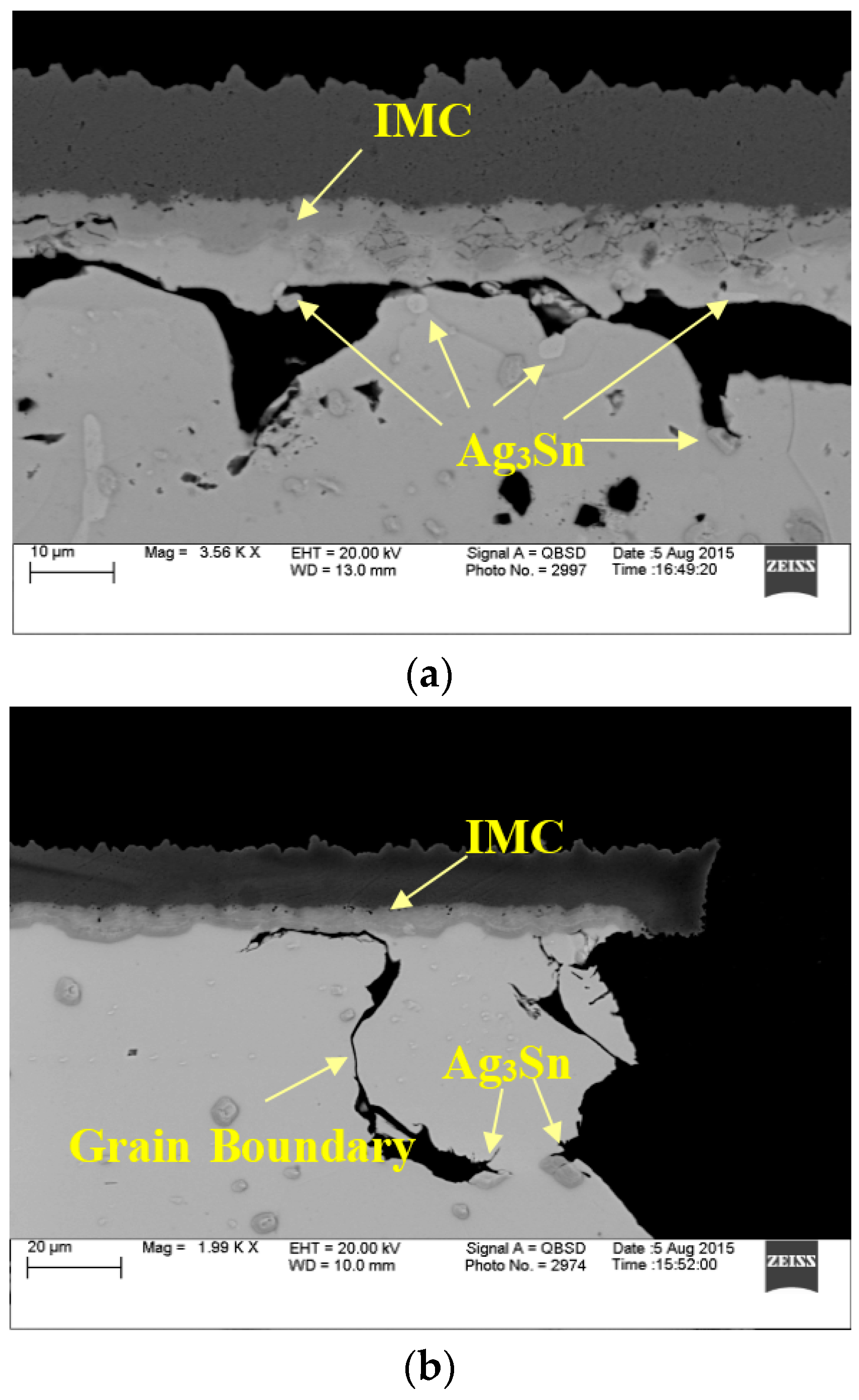
3.2.1. Intermetallic (IMC)
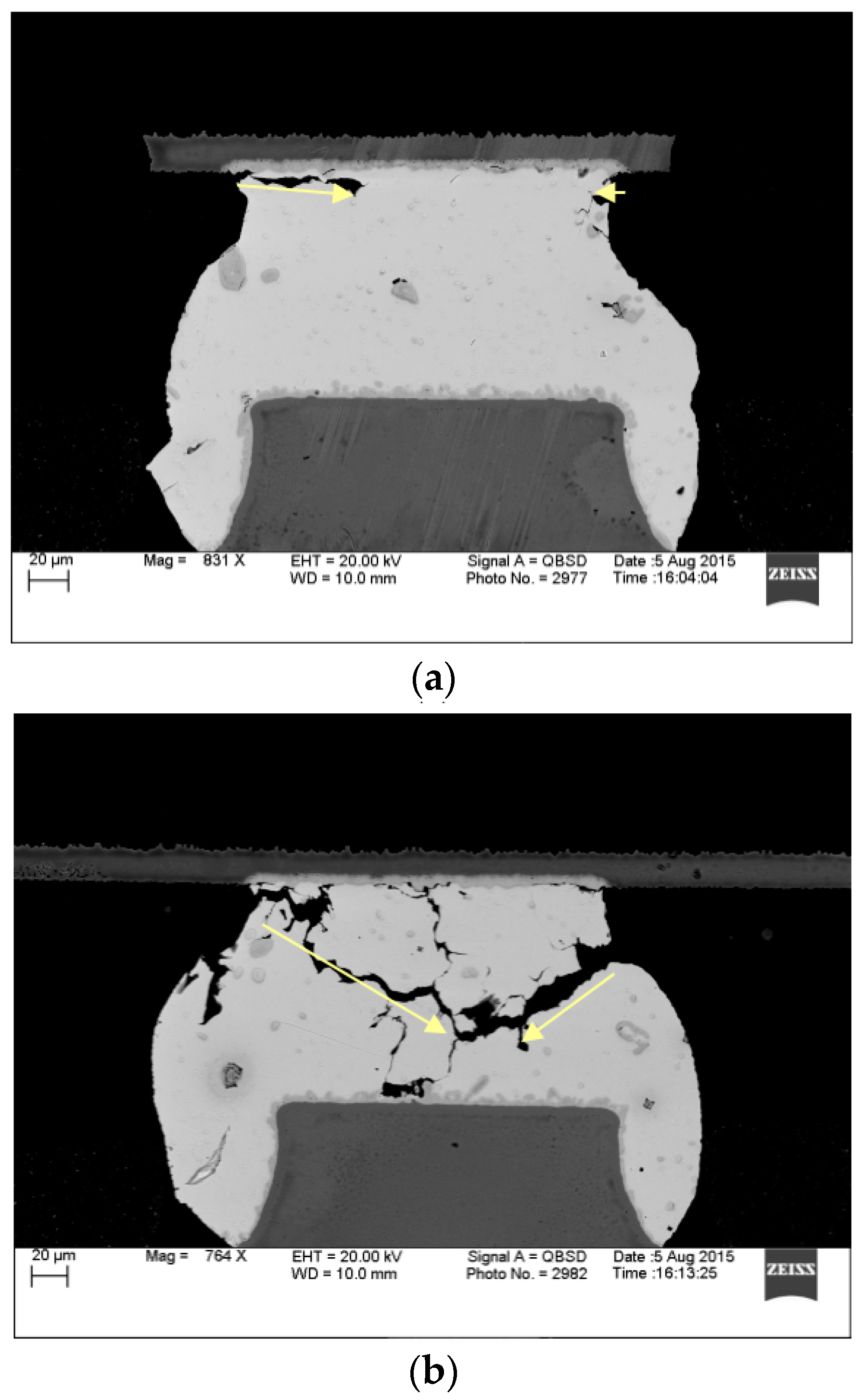
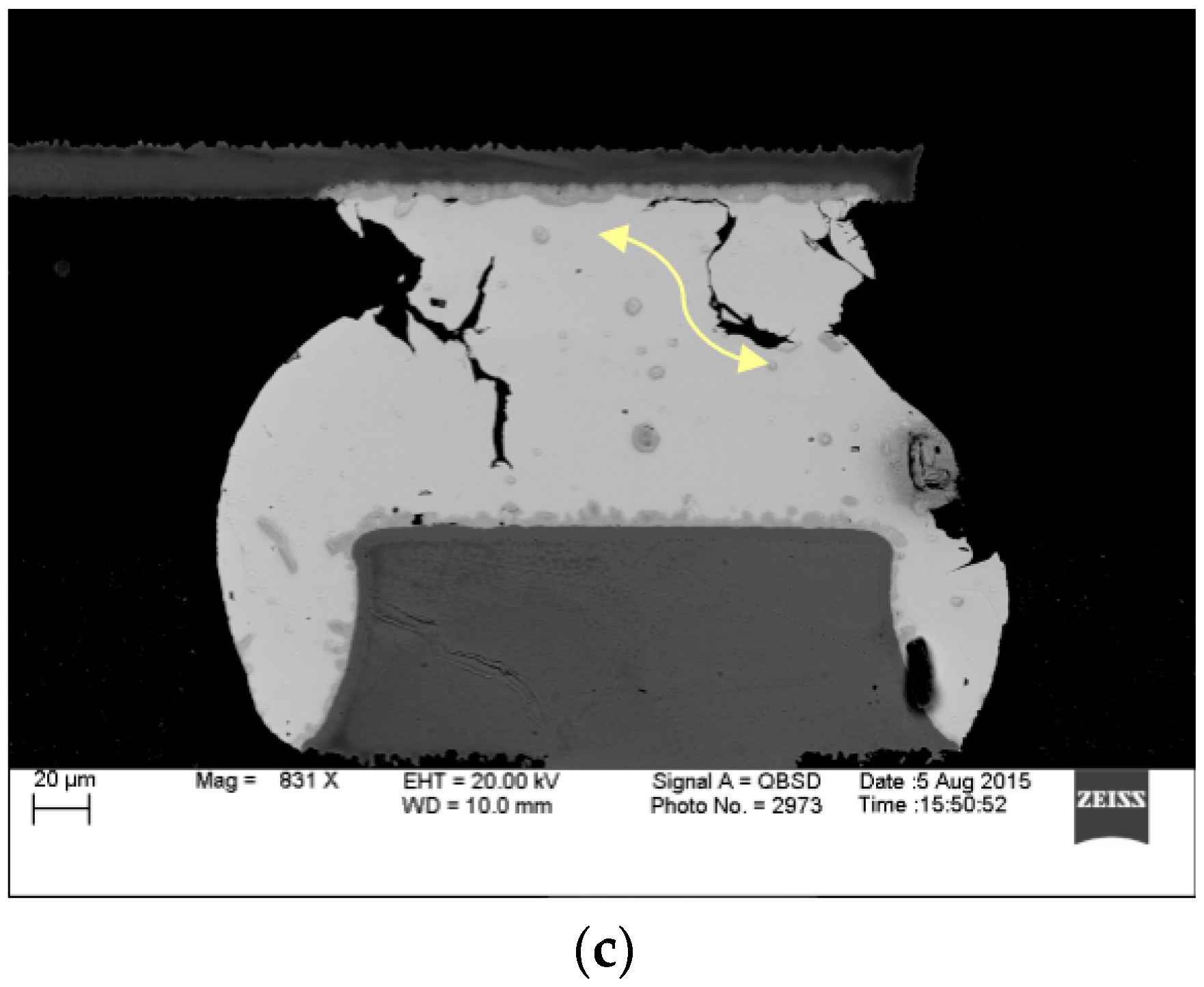
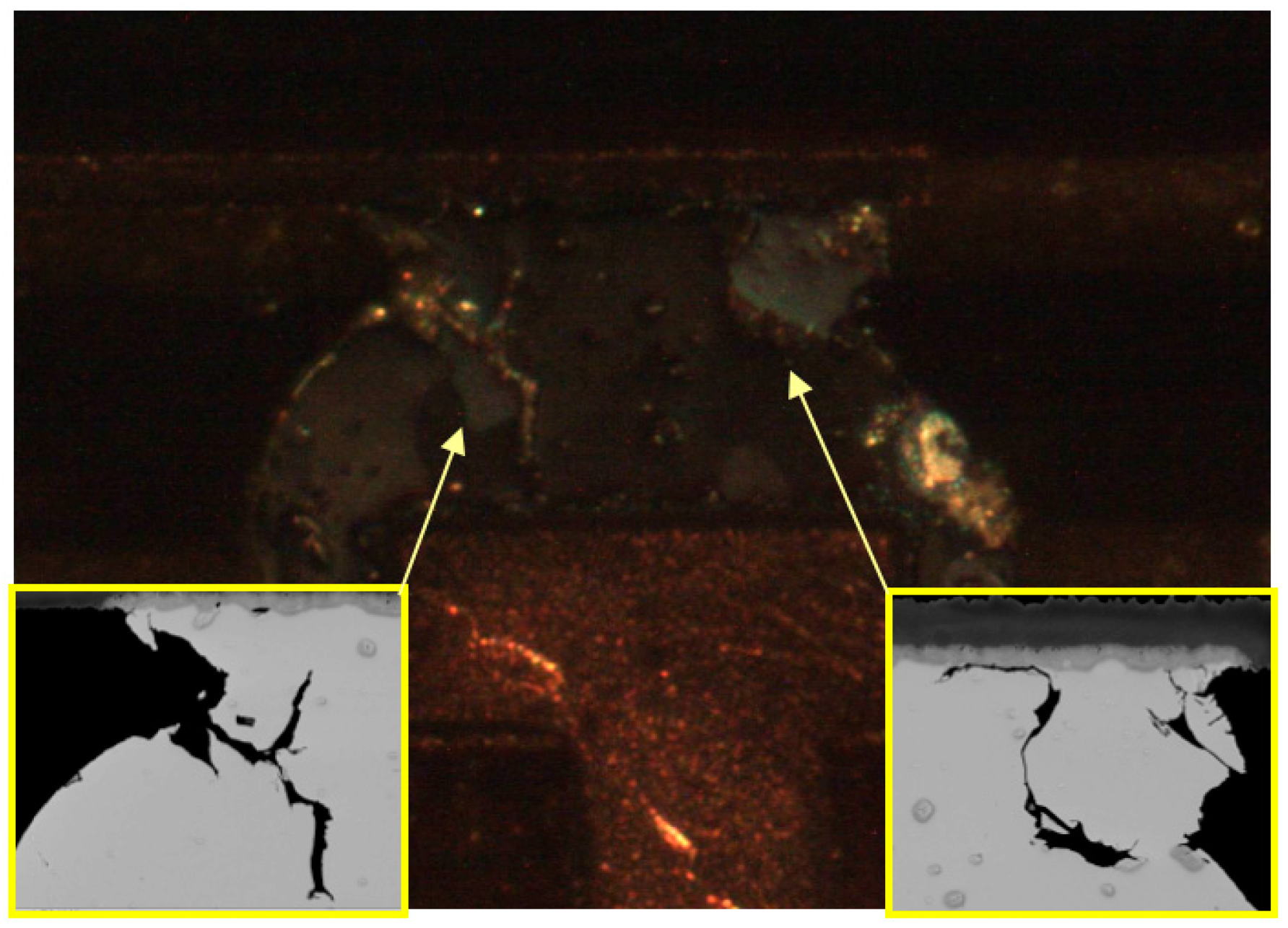
3.2.2. Crack Analysis
4. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Ervina, E.M.N.; Amares, S.; Yap, T.C. A review: Influence of nanoparticles reinforced on solder alloy. Solder. Surf. Mount Technol. 2013, 25, 229–241. [Google Scholar] [CrossRef]
- Abtewa, M.; Selvadurayb, G. Lead-free Solders in Microelectronics. Mater. Sci. Eng. 2000, 27, 95–141. [Google Scholar] [CrossRef]
- Chellvarajooa, S.; Abdullahb, M.Z. Microstructure and mechanical properties of Pb-free Sn-3.0Ag-0.5Cu solder pastes added with NiO nanoparticles after reflow soldering process. Mater. Des. 2016, 90, 499–507. [Google Scholar] [CrossRef]
- Coyle, R.; Reid, M.; Ryan, C.; Popowich, R. The influence of the Pb-free solder alloy composition and processing parameters on thermal fatigue performance of a ceramic chip resistor. In Proceedings of the 2009 IEEE 59th Electronic Components and Technology Conference, San Diego, CA, USA, 26–29 May 2009; pp. 423–430. [Google Scholar]
- Coyle, R.; Osenbach, J.; Collins, M.; McCormick, H.; Read, P.; Fleming, D.; Popowich, R.; Punch, J.; Reid, M.; Kummerl, S. A Phenomenological Study of the Effect of Microstructural Evolution on the Thermal Fatigue Resistance of Pb-free Solder Joints. IEEE Trans. Compon. Packag. Technol. 2011, 1, 1583–1593. [Google Scholar] [CrossRef]
- Shnawah, D.A.; Sabri, M.F.M.; Badruddin, I.A. A review on thermal cycling and drop impact reliability of SAC solder joint in portable electronic products. Microelectron. Reliab. 2012, 52, 90–99. [Google Scholar] [CrossRef]
- Peng, W.; Marques, M.E. Effect of Thermal Aging on Drop Performance of Chip Scale Packages with SnAgCu Solder Joints on Cu Pads. J. Electron. Mater. 2007, 36, 1679–1690. [Google Scholar] [CrossRef]
- Zhang, L.; Xue, S.B.; Zeng, G.; Gao, L.L.; Ye, H. Interface reaction between SnAgCu/SnAgCuCe solders and Cu substrate subjected to thermal cycling and isothermal aging. J. Alloys Compd. 2012, 510, 38–45. [Google Scholar] [CrossRef]
- Menon, S.; Pearl, A.; Osterman, M.; Pecht, M. Effect of ENEPIG Surface Finish on the Vibration Reliability of Solder Interconnects. In Proceedings of the 2013 IMAPS Conference, Orlando, FL, USA, 30 September–3 October 2013; pp. 000115–000119. [Google Scholar]
- Yoona, J.-W.; Banga, J.H.; Leea, C.-W.; Jungb, S.-B. Interfacial reaction and intermetallic compound formation of Sn-1Ag/ENIG and Sn-1Ag/ENEPIG solder joints. J. Alloys Compd. 2015, 627, 276–280. [Google Scholar] [CrossRef]
- Collins, M.N.; Dalton, E.; Punch, J. Microstructural influences on the thermomechanical fatigue behavior of third generation high Ag content Pb-free solder alloys. J. Alloys Compd. 2016, 688 Pt B, 164–170. [Google Scholar] [CrossRef]
- Ha, S.-S.; Park, J.; Jung, S.-B. Effect of Pd Addition in ENIG Surface Finish on Drop Reliability of Sn-Ag-Cu Solder Joint. Mater. Trans. 2011, 52, 1553–1559. [Google Scholar] [CrossRef]
- Hai, Z.; Zhang, J.; Shen, C.; Evans, J.L.; Bozack, M.J. Long-term Aging Effects on Reliability Performance of Lead-Free Solder Joints. In Proceedings of the 2013 SMTA International Conference, Fort Worth, TX, USA, 13–17 October 2013; pp. 362–370. [Google Scholar]
- Hai, Z.; Zhang, J.; Shen, C.; Snipes, E.K.; Suhling, J.C.; Bozack, M.J.; Evans, J.L. Reliability Degradation of SAC105 and SAC305 BGA Packages Under Long-Term High Temperature Aging. J. Surf. Mount Technol. 2014, 27, 11–18. [Google Scholar]
- Gan, H.; Tu, K.N. Polarity effect of electromigration on kinetics of intermetallic compound formation in Pb-free solder V-groove samples. J. Appl. Phys. 2005, 97, 063514. [Google Scholar] [CrossRef]
- Yu, F.; Cui, J.; Zhou, Z.; Hamilton, M.C.; Johnson, R.W. Reliability of Ag Sintering for Power Semiconductor Die Attach in High Temperature Applications. IEEE Trans. Power Electron. 2016, 32, 7083–7095. [Google Scholar] [CrossRef]
- Zhang, J.; Hai, Z.; Thirugnanasambandam, S.; Evans, J.L.; Bozack, M.J. Correlation of Aging Effects on Creep Rate and Reliability in Lead Free Solder Joints. J. Surf. Mount Technol. 2012, 25, 19–28. [Google Scholar]
- Zhang, J.; Hai, Z.; Thirugnanasambandam, S.; Evans, J.L.; Bozack, M.J. Isothermal Aging Effects on the Harsh Environment Performance of Lead-Free Solder. In Proceedings of the 45th International Symposium on Microelectronics, San Diego, CA, USA, 9–13 September 2012; pp. 000801–000808. [Google Scholar]
- Peng, W.; Monlevade, E.; Marques, M.E. Effect of thermal aging on the interfacial structure of Sn-Ag-Cu solder joints on Cu. J. Microelectron. Reliab. 2007, 47, 2161–2168. [Google Scholar] [CrossRef]
- Yoon, J.W.; Noh, B.I.; Yoon, J.H.; Kang, H.B.; Jung, S.B. Sequential Interfacial Intermetallic Compound Formation of Cu6Sn5 and Ni3Sn4 between Sn-Ag-Cu Solder and ENEPIG Substrate during a Reflow Process. J. Alloys Compd. 2011, 509, L153–L156. [Google Scholar] [CrossRef]
- Lee, H.-T.; Chen, M.-H. Influence of intermetallic compounds on the adhesive strength of solder joints. J. Mater. Sci. Eng. 2002, 333, 24–34. [Google Scholar] [CrossRef]
- Shen, C.; Hai, Z.; Zhao, C.; Zhang, J.; Evans, J.L.; Bozack, M.J.; Zhang, Y.; Suhling, J.C. The Effect of Isothermal Aging on the Reliability of Sn-Ag-Cu Solder Joints Using Various Surface Finishes. In Proceedings of the 2014 SMTA International Conference, Rosemont, IL, USA, 28 September–2 October 2014. [Google Scholar]
- Hai, Z.; Zhang, J.; Shen, C.; Snipes, E.K.; Suhling, J.C.; Bozack, M.J.; Evans, J.L. Reliability Performance of Lead-Free SAC Solder Joints On ENIG and ENEPIG Subject to Long-Term Isothermal Aging. J. Mechatron. 2014, 2. [Google Scholar] [CrossRef]
- Shen, C.; Hai, Z.; Zhao, C.; Zhang, J.; Bozack, M.J.; Suhling, J.C.; Evans, J.L. Reliability Analysis of Aging Effect on Joint Microstructures in Sn-Ag-Cu Solder Joints in Thermal Cycling. In Proceedings of the International Technical Conference and Exhibition on Packaging and Integration of Electronic and Photonic Microsystems (InterPACK), San Francisco, CA, USA, 6–9 July 2015. [Google Scholar]
- Shen, C.; Zhao, C.; Hai, Z.; Zhang, J.; Bozack, M.J.; Suhling, J.C.; Evans, J.L. Sn-Ag-Cu Solder Joints Interconnection Reliability of BGA Package during Thermal Aging and Cycling. Int. Symp. Microelectron. 2015, 2015, 000135–000140. [Google Scholar] [CrossRef]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| BGA Package | |
|---|---|
| Package Size | 10 mm × 10 mm |
| Die Size | 5.0 mm × 5.0 mm |
| Ball/Lead Count | 360 |
| Pitch | 0.4 mm |
| Ball Allignment | Perimeter |
| Pad Finish | ENIG, ENEPIG, ImAg |
| Solder Type | SAC 105 | ||
|---|---|---|---|
| Aging Period | 0 | 125 °C/6 M | 125 °C/12 M |
| ImAg | 8 | 28 | 15 |
| ENIG | 5 | 15 | 10 |
| ENEPIG | 5 | 15 | 10 |
| Solder Type | SAC 305 | ||
|---|---|---|---|
| Aging Period | 0 | 125 °C/6 M | 125 °C/12 M |
| ImAg | 8 | 28 | 15 |
| ENIG | 5 | 15 | 10 |
| ENEPIG | 5 | 15 | 10 |
| Solder Type | SAC 105 | |||||
|---|---|---|---|---|---|---|
| Aging Condition | 0 | 125 °C/6 M | 125 °C/12 M | |||
| Weibull Parameter | η | β | η | β | η | Β |
| ImAg | 2419 | 3.515 | 1116 | 3.469 | 1079 | 4.079 |
| ENIG | 3422 | 2.683 | 2284 | 5.733 | 2022 | 7.059 |
| ENEPIG | 3536 | 3.503 | 2179 | 5.143 | 2061 | 4.308 |
| Solder Type | SAC 305 | |||||
|---|---|---|---|---|---|---|
| Aging Condition | 0 | 125 °C/6 M | 125 °C/12 M | |||
| Weibull Parameter | η | β | η | β | η | Β |
| ImAg | 3329 | 4.364 | 1740 | 3.456 | 1551 | 3.729 |
| ENIG | 3974 | 2.072 | 2894 | 1.986 | 2671 | 2.395 |
| ENEPIG | 4661 | 3.831 | 2635 | 4.202 | 2536 | 2.651 |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Shen, C.; Hai, Z.; Zhao, C.; Zhang, J.; Evans, J.L.; Bozack, M.J.; Suhling, J.C. Packaging Reliability Effect of ENIG and ENEPIG Surface Finishes in Board Level Thermal Test under Long-Term Aging and Cycling. Materials 2017, 10, 451. https://doi.org/10.3390/ma10050451
Shen C, Hai Z, Zhao C, Zhang J, Evans JL, Bozack MJ, Suhling JC. Packaging Reliability Effect of ENIG and ENEPIG Surface Finishes in Board Level Thermal Test under Long-Term Aging and Cycling. Materials. 2017; 10(5):451. https://doi.org/10.3390/ma10050451
Chicago/Turabian StyleShen, Chaobo, Zhou Hai, Cong Zhao, Jiawei Zhang, John L. Evans, Michael J. Bozack, and Jeffrey C. Suhling. 2017. "Packaging Reliability Effect of ENIG and ENEPIG Surface Finishes in Board Level Thermal Test under Long-Term Aging and Cycling" Materials 10, no. 5: 451. https://doi.org/10.3390/ma10050451
APA StyleShen, C., Hai, Z., Zhao, C., Zhang, J., Evans, J. L., Bozack, M. J., & Suhling, J. C. (2017). Packaging Reliability Effect of ENIG and ENEPIG Surface Finishes in Board Level Thermal Test under Long-Term Aging and Cycling. Materials, 10(5), 451. https://doi.org/10.3390/ma10050451