
Effect of Zinc Phosphate on the Corrosion Behavior of Waterborne Acrylic Coating/Metal Interface


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Results
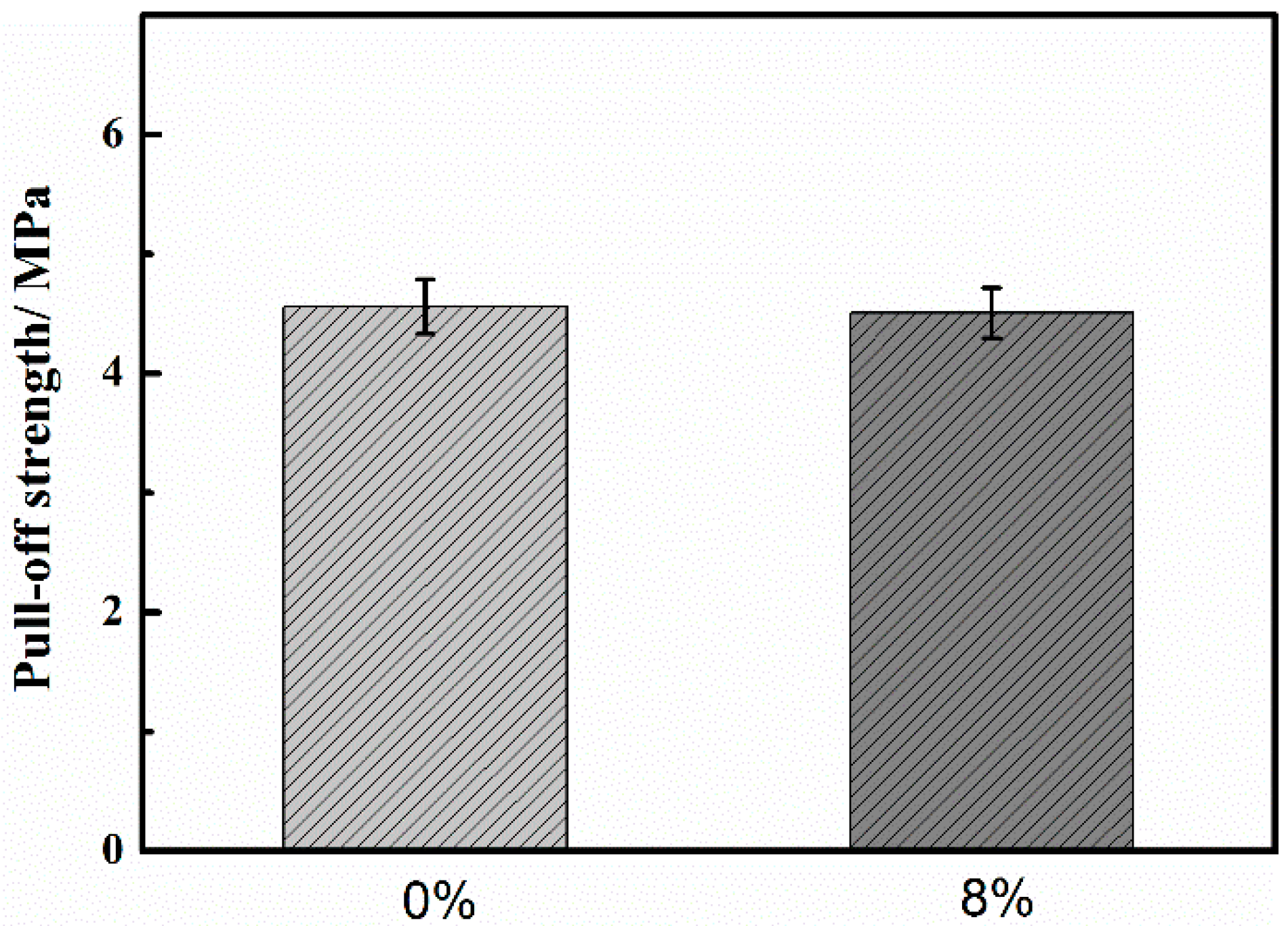
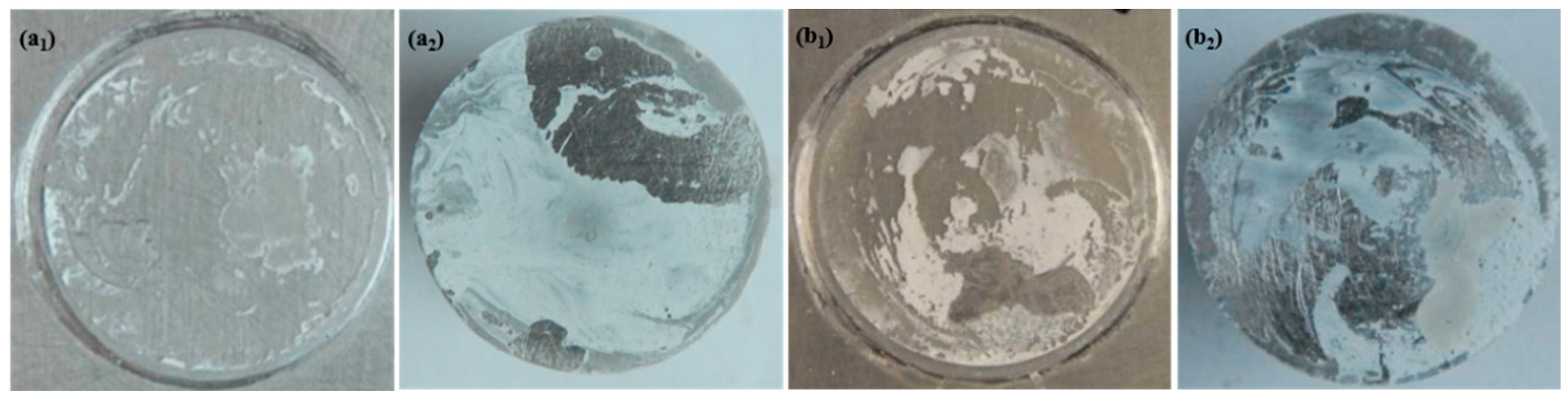
2.1. The Coating Adhesion Test
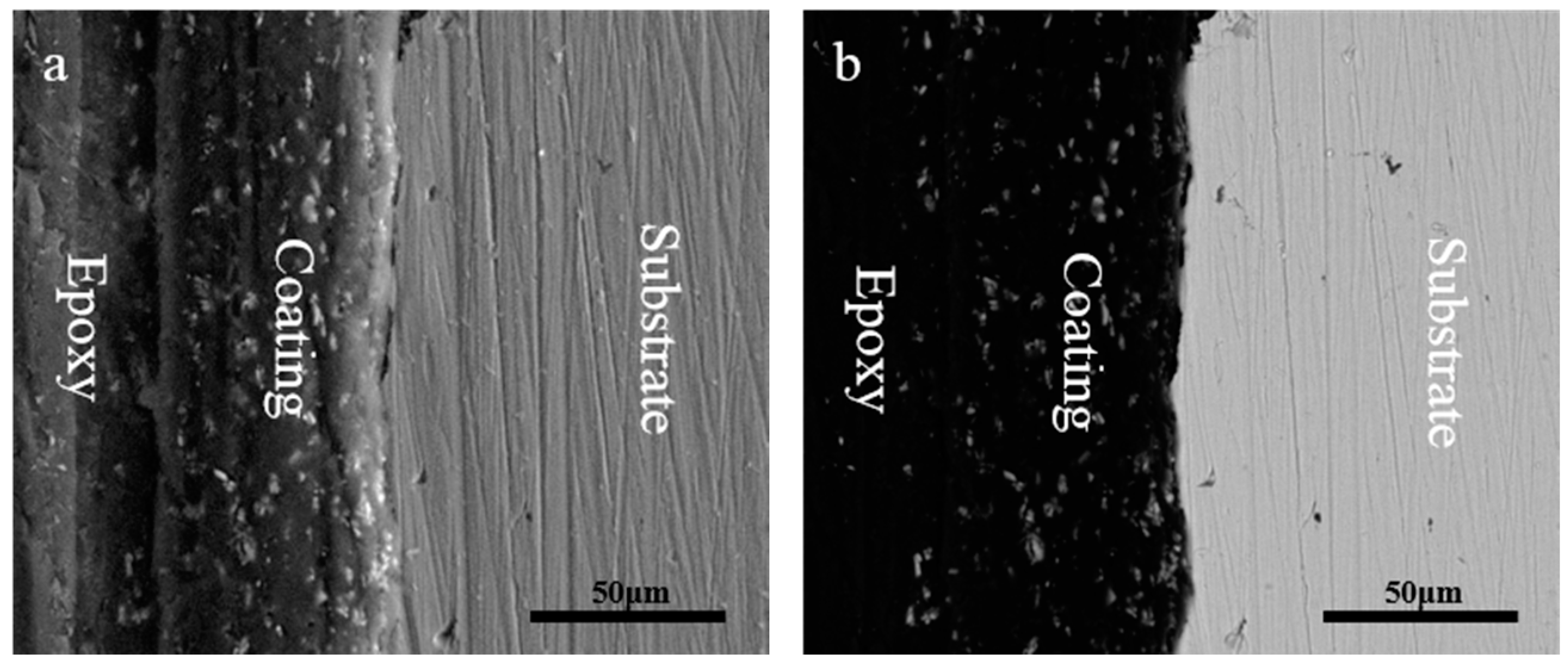
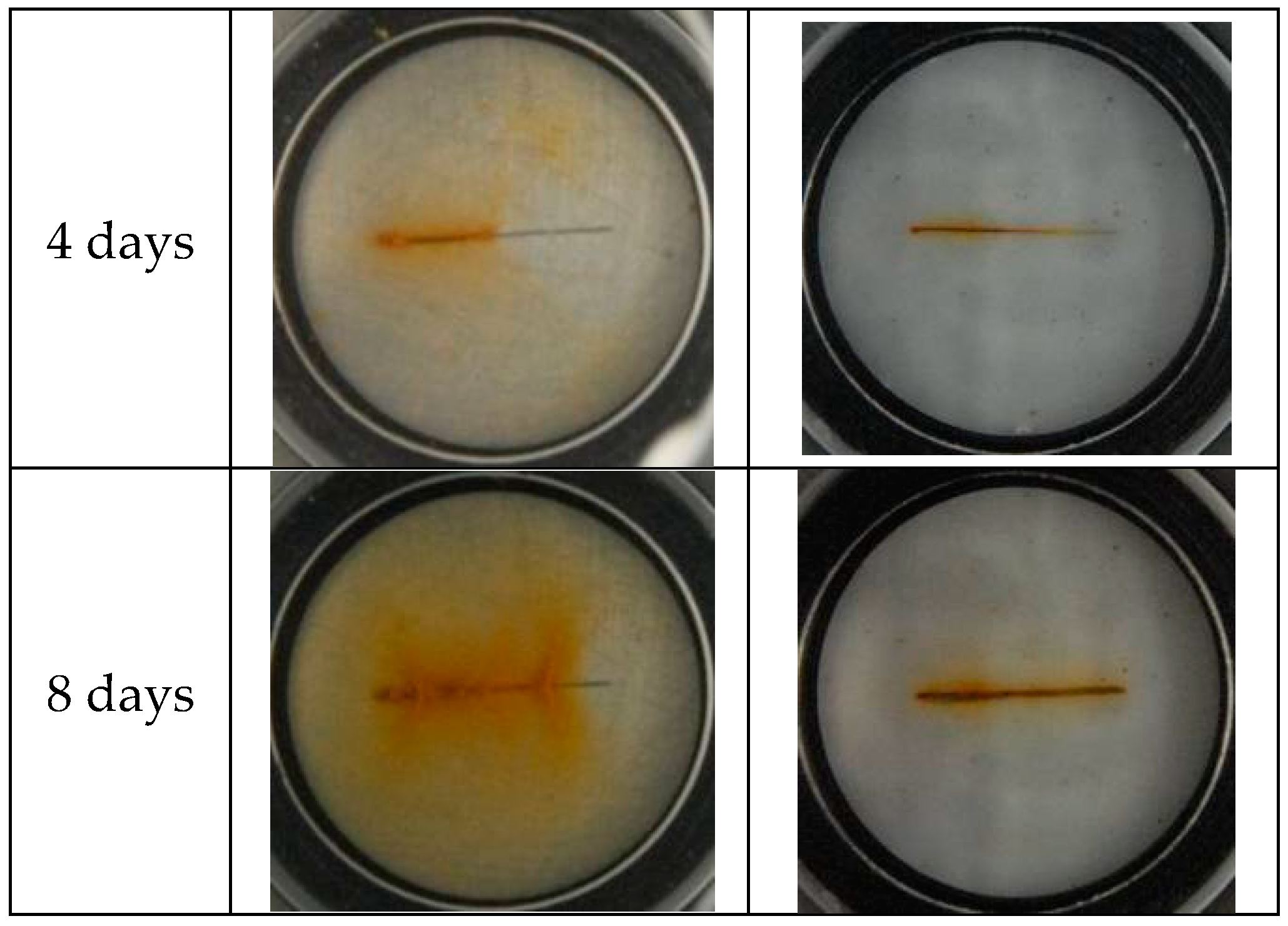
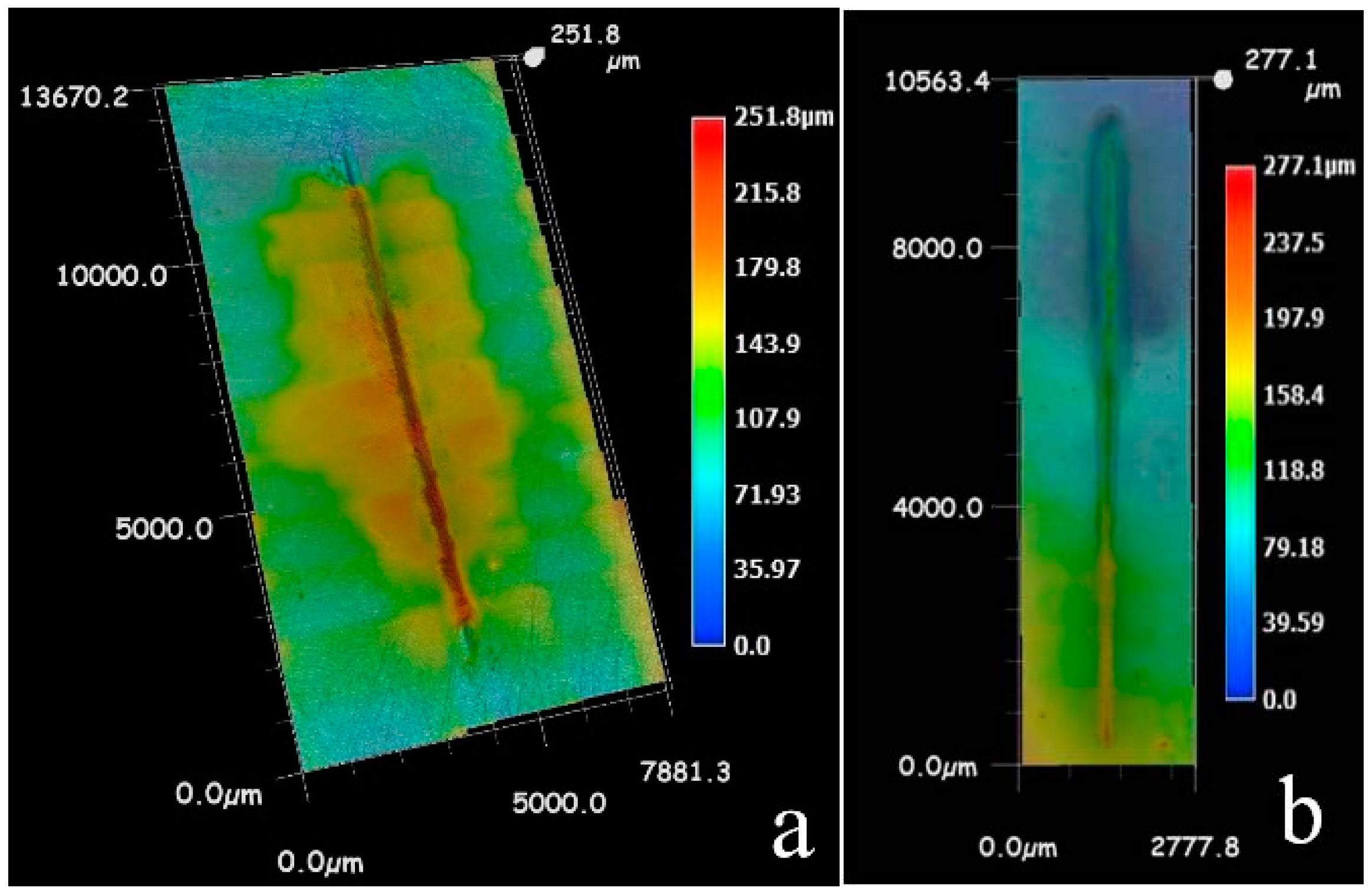
2.2. The Coating Morphology
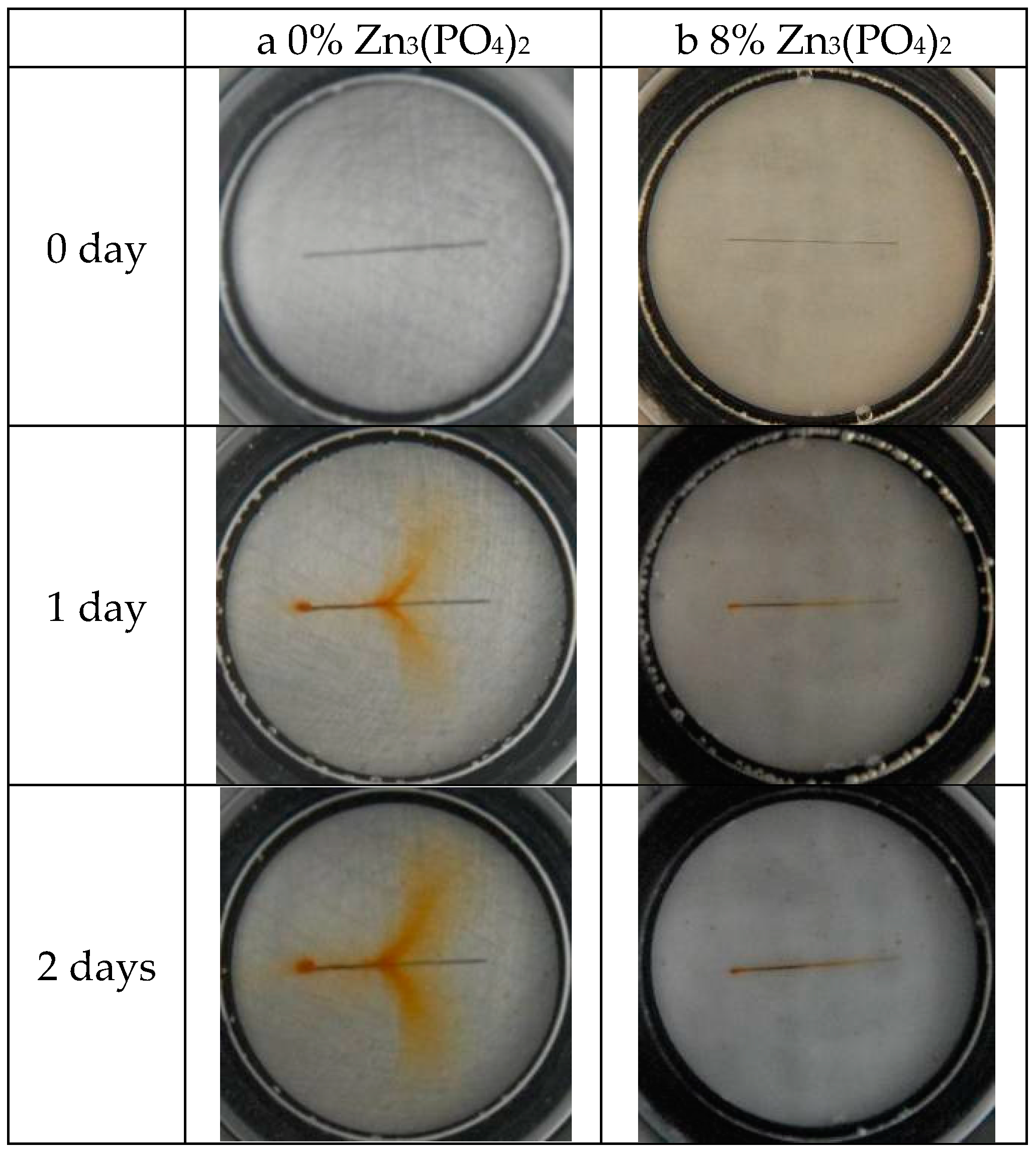
2.3. The Electrochemical Behavior of Zinc Phosphate Coating
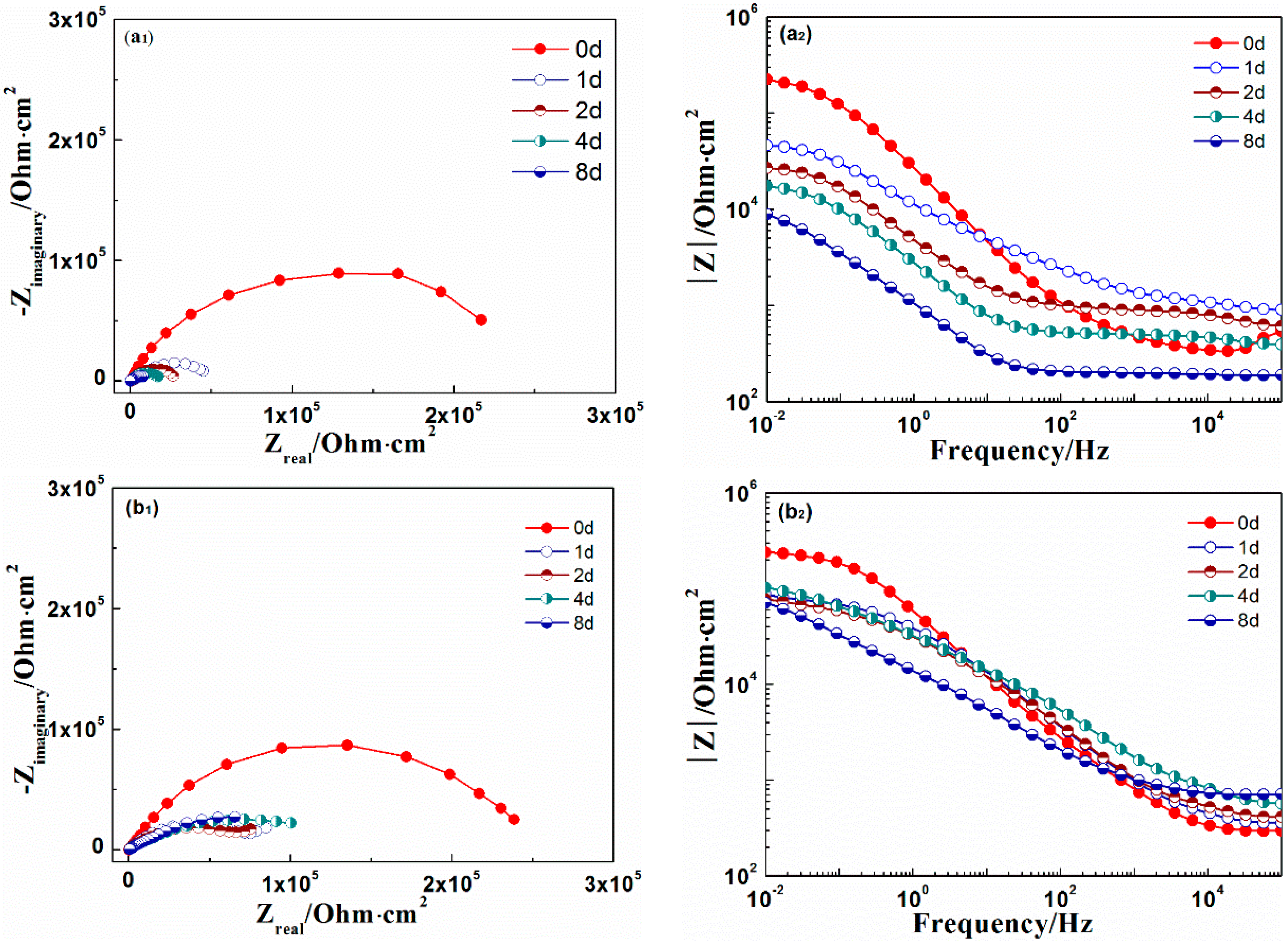
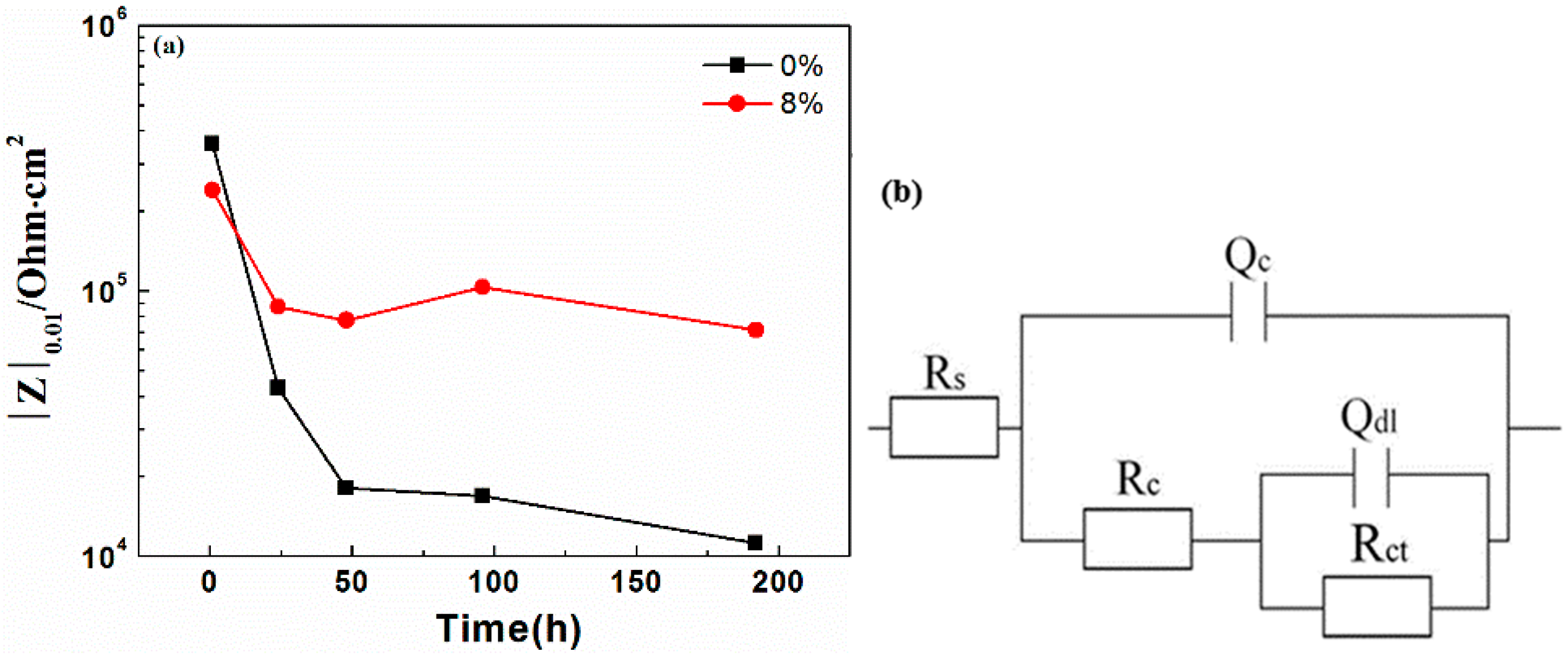
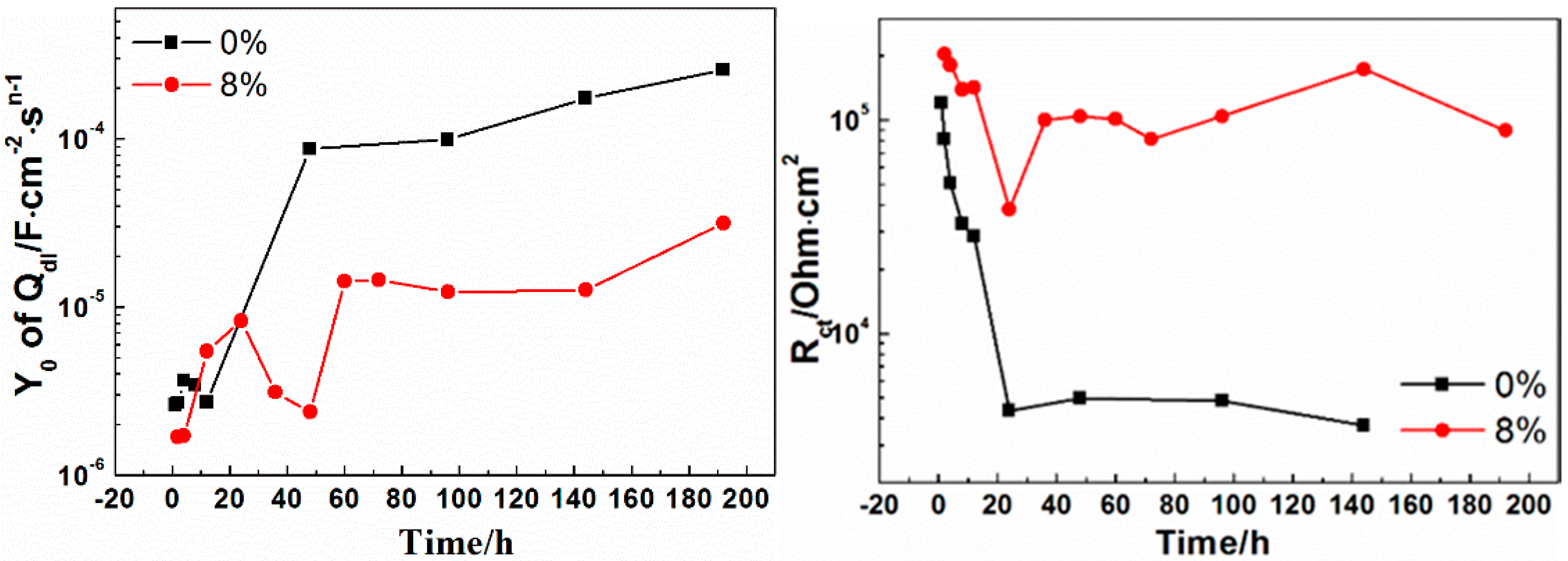
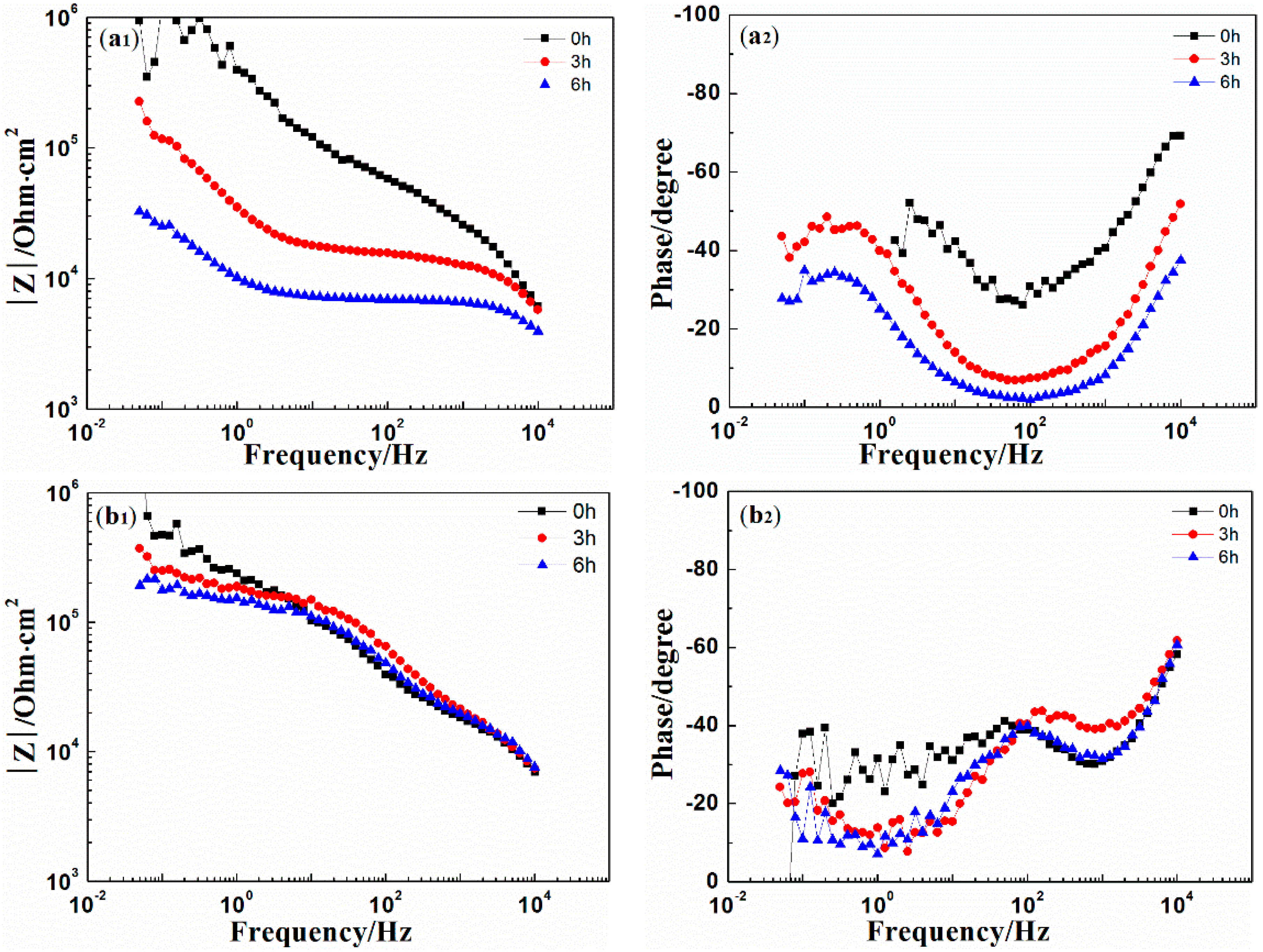
2.3.1. Macroscopic Electrochemical Behavior
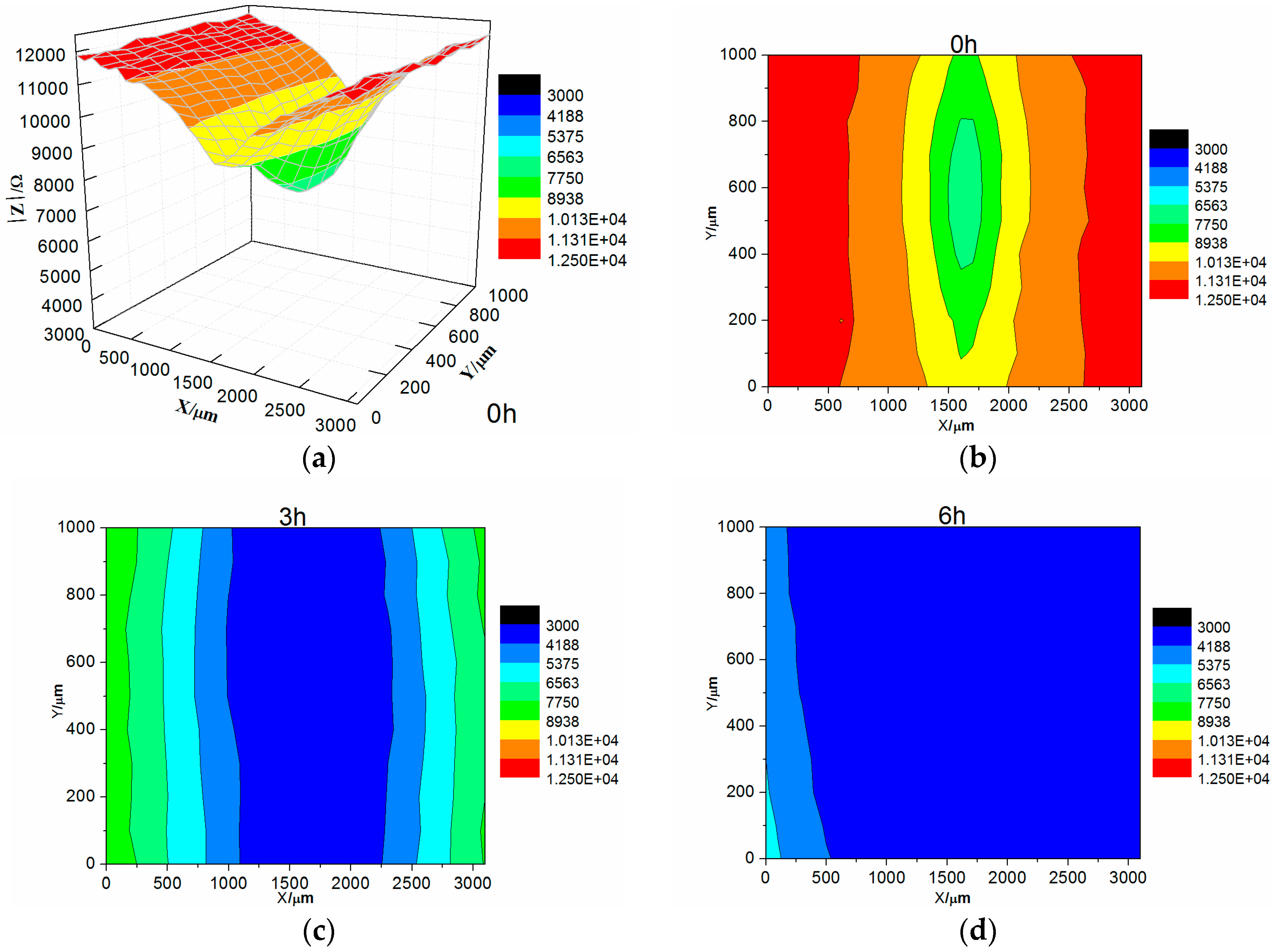
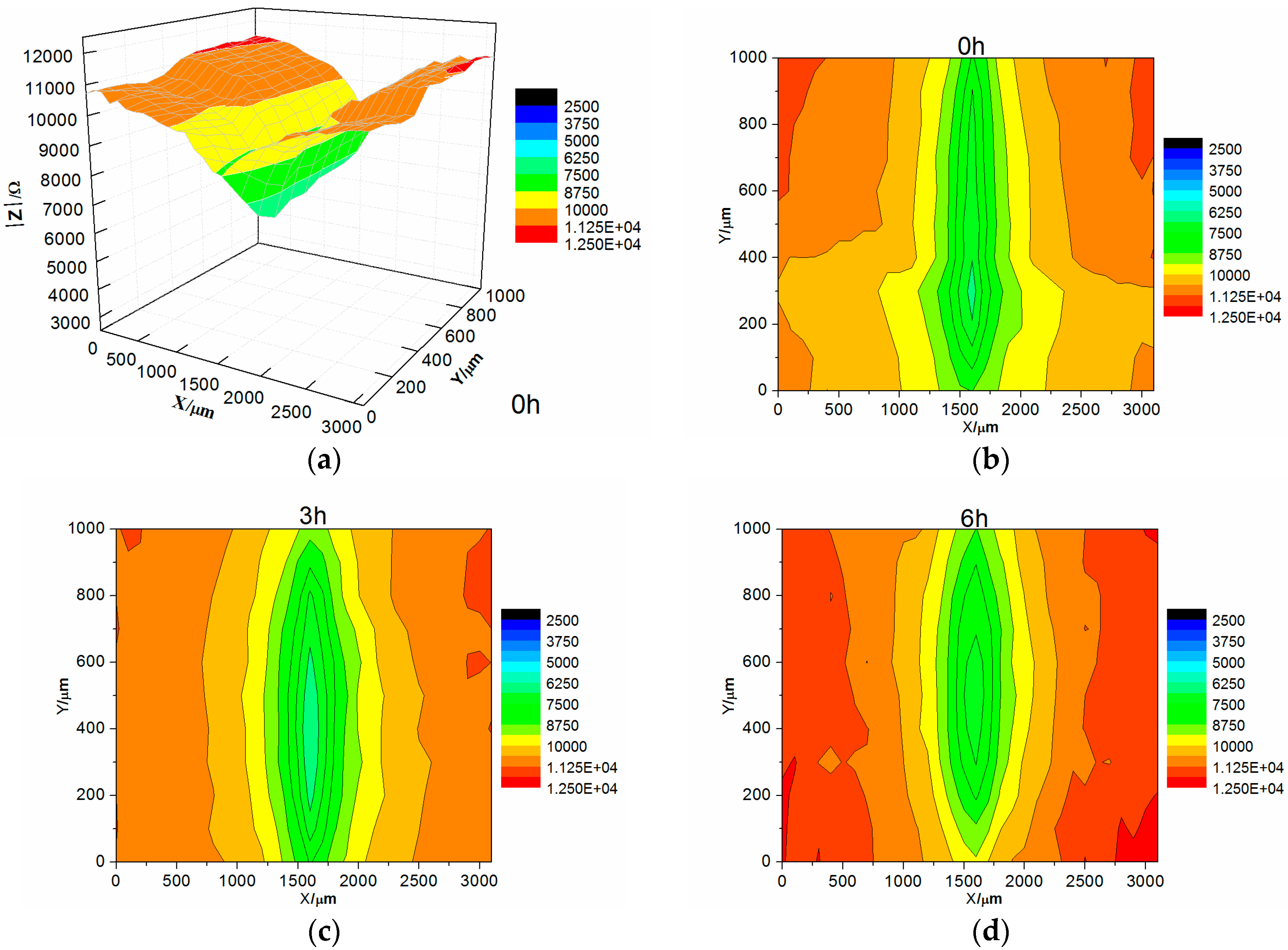
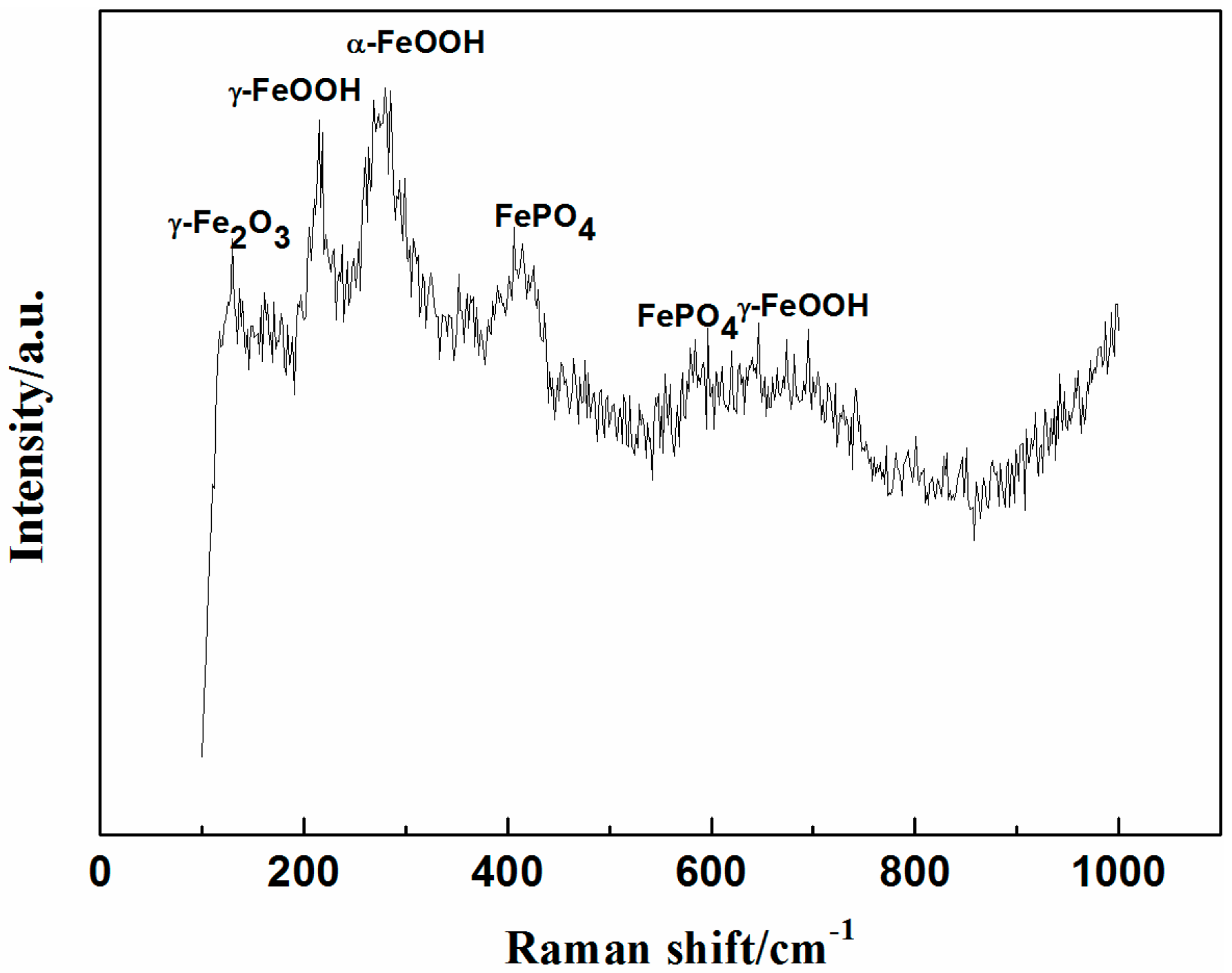
2.3.2. Microscopic Electrochemical Behavior
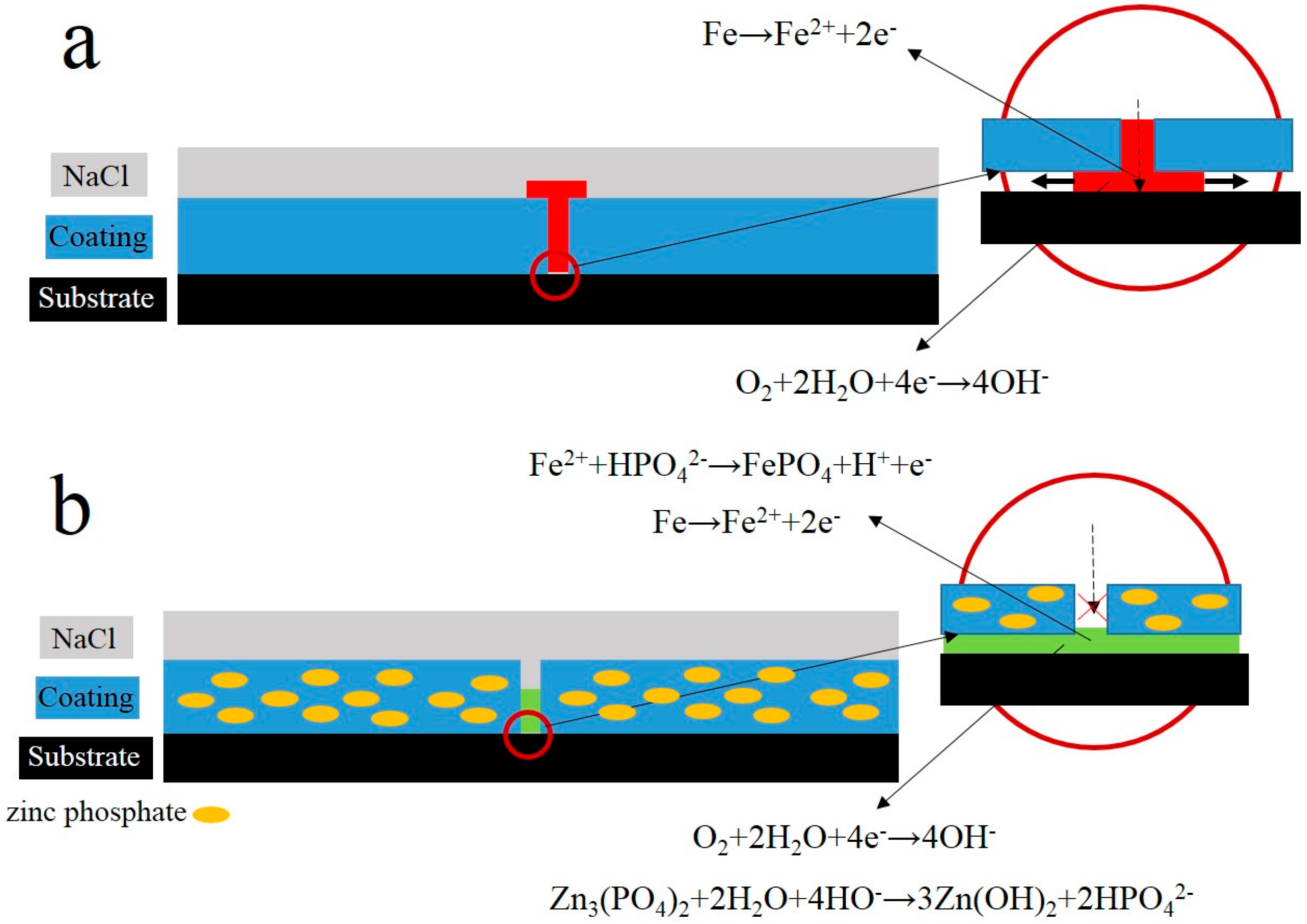
3. Discussion
4. Materials and Methods
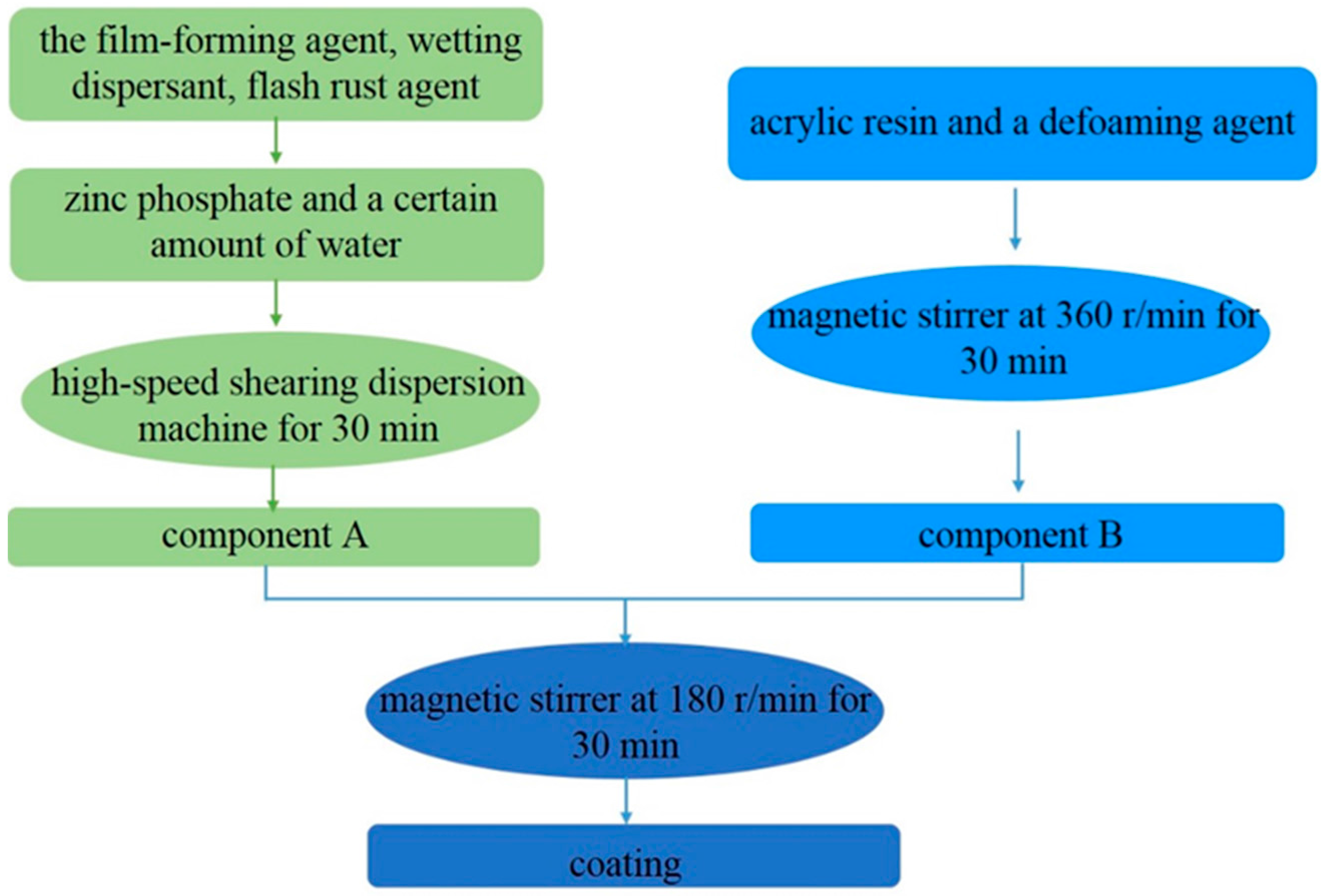
4.1. Sample Preparation
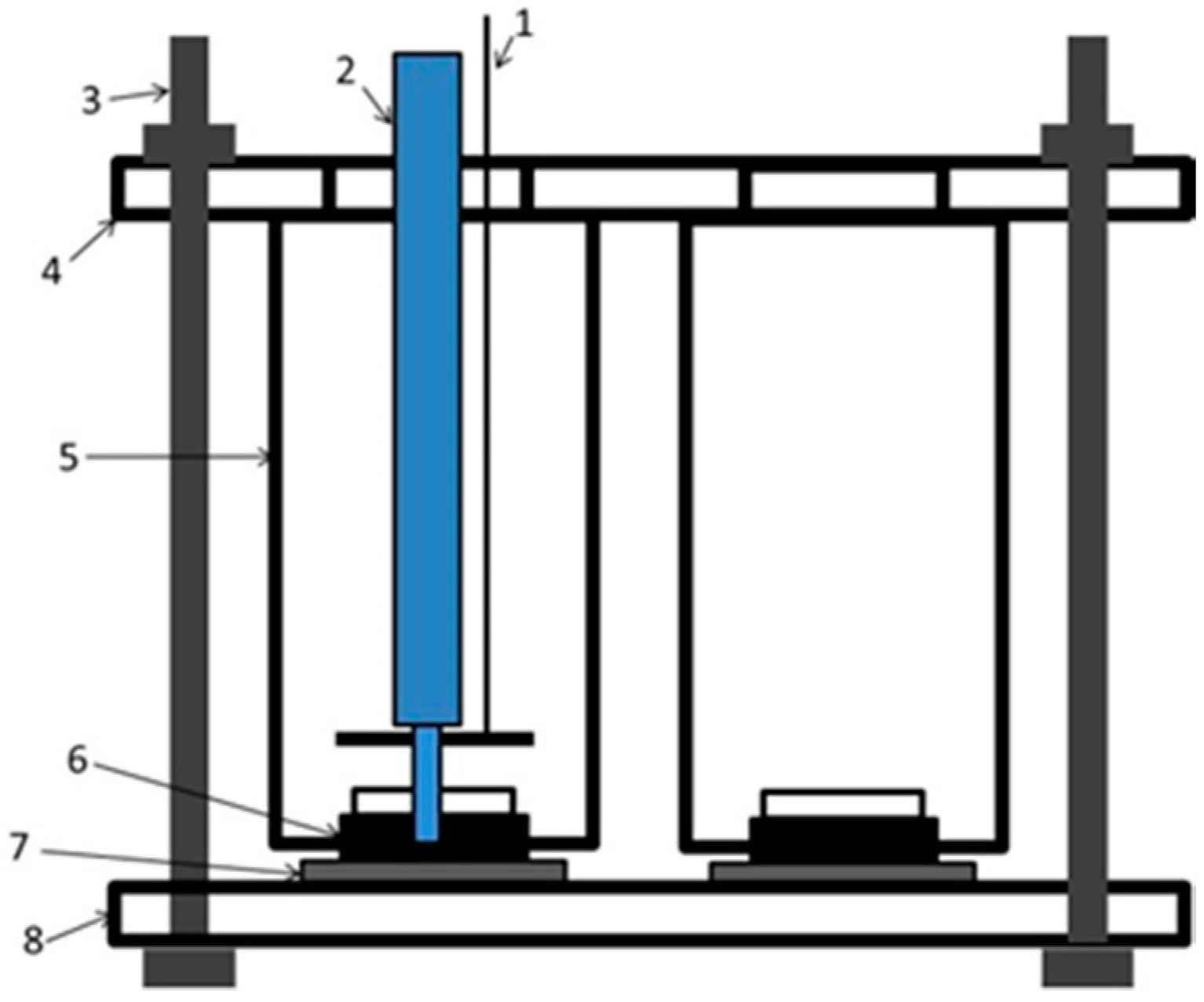
4.2. Test Methods
5. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Francisco, J.S.; Capelossi, V.R.; Aoki, I.V. Evaluation of a sulfursilane anticorrosive pretreatment on galvannealed steel compared to phosphate under a waterborne epoxy coating. Electrochim. Acta 2014, 124, 128–136. [Google Scholar] [CrossRef]
- Santos, D.; Raminhos, H.; Costa, M.R.; Diamantino, T.; Goodwin, F. Performance of finish coated galvanized steel sheets for automotive bodies. Prog. Organ. Coat. 2008, 62, 265–273. [Google Scholar] [CrossRef]
- Liu, M.; Mao, X.; Zhu, H.; Lin, A.; Wang, D. Water and corrosion resistance of epoxy–acrylic–amine waterborne coatings: Effects of resin molecular weight, polar group and hydrophobic segment. Corros. Sci. 2013, 75, 106–113. [Google Scholar] [CrossRef]
- Standardization, I.O.F. Corrosion of Metals and Alloys-Corrosivity of Atmospheres- Classification; ISO: Geneva, Switzerland, 1992; Volume 9223. [Google Scholar]
- Pathak, S.S.; Sharma, A.; Khanna, A.S. Value addition to waterborne polyurethane resin by silicone modification for developing high performance coating on aluminum alloy. Prog. Organ. Coat. 2009, 65, 206–216. [Google Scholar] [CrossRef]
- Gao, X.-Z.; Liu, H.-J.; Cheng, F.; Chen, Y. Thermoresponsive polyaniline nanoparticles: Preparation, characterization, and their potential application in waterborne anticorrosion coatings. Chem. Eng. J. 2016, 283, 682–691. [Google Scholar] [CrossRef]
- Rahman, O.U.; Kashif, M.; Ahmad, S. Nanoferrite dispersed waterborne epoxy-acrylate: Anticorrosive nanocomposite coatings. Prog. Organ. Coat. 2015, 80, 77–86. [Google Scholar] [CrossRef]
- Liu, S.; Gu, L.; Zhao, H.; Chen, J.; Yu, H. Corrosion resistance of graphene-reinforced waterborne epoxy coatings. J. Mater. Sci. Technol. 2016, 32, 425–431. [Google Scholar] [CrossRef]
- Li, J.; Ecco, L.; Delmas, G.; Whitehouse, N.; Collins, P.; Deflorian, F.; Pan, J. In-situ afm and eis study of waterborne acrylic latex coatings for corrosion protection of carbon steel. J. Electrochem. Soc. 2015, 162, C55–C63. [Google Scholar] [CrossRef]
- Lewis, O.D.; Critchlow, G.W.; Wilcox, G.D.; Dezeeuw, A.; Sander, J. A study of the corrosion resistance of a waterborne acrylic coating modified with nano-sized titanium dioxide. Prog. Organ. Coat. 2012, 73, 88–94. [Google Scholar] [CrossRef]
- Fürbeth, W.; Stratmann, M. The delamination of polymeric coatings from electrogalvanised steel—A mechanistic approach. Part 1: Delamination from a defect with intact zinc layer. Corros. Sci. 2001, 43, 207–227. [Google Scholar] [CrossRef]
- Leng, A.; Streckel, H.; Stratmann, M. The delamination of polymeric coatings from steel. Part 1: Calibration of the kelvinprobe and basic delamination mechanism. Corros. Sci. 1998, 41, 547–578. [Google Scholar] [CrossRef]
- Leng, A.; Streckel, H.; Stratmann, M. The delamination of polymeric coatings from steel. Part 2: First stage of delamination, effect of type and concentration of cations on delamination, chemical analysis of the interface. Corros. Sci. 1998, 41, 579–597. [Google Scholar] [CrossRef]
- Leng, A.; Streckel, H.; Hofmann, K.; Stratmann, M. The delamination of polymeric coatings from steel part 3: Effect of the oxygen partial pressure on the delamination reaction and current distribution at the metal/polymer interface. Corros. Sci. 1998, 41, 599–620. [Google Scholar] [CrossRef]
- Ecco, L.G.; Li, J.; Fedel, M.; Deflorian, F.; Pan, J. Eis and in situ afm study of barrier property and stability of waterborne and solventborne clear coats. Prog. Organ. Coat. 2014, 77, 600–608. [Google Scholar] [CrossRef]
- Wan, H.; Song, D.; Li, X.; Zhang, D.; Gao, J.; Du, C. Failure mechanisms of the coating/metal interface in waterborne coatings: The effect of bonding. Materials 2017, 10, 397. [Google Scholar] [CrossRef]
- Kukackova, H.; Vraštilová, A.; Kalendova, A. Non-toxic anticorrosive pigments intended for applications in high-solids and waterborne paints. Phys. Procedia 2013, 44, 238–246. [Google Scholar] [CrossRef]
- Zubielewicz, M.; Gnot, W. Mechanisms of non-toxic anticorrosive pigments in organic waterborne coatings. Prog. Organ. Coat. 2004, 49, 358–371. [Google Scholar] [CrossRef]
- Shao, Y.; Jia, C.; Meng, G.; Zhang, T.; Wang, F. The role of a zinc phosphate pigment in the corrosion of scratched epoxy-coated steel. Corros. Sci. 2009, 51, 371–379. [Google Scholar] [CrossRef]
- Chromy, L.; Kamińska, E. Non-toxic anticorrosive pigments. Prog. Organ. Coat. 1990, 18, 319–324. [Google Scholar] [CrossRef]
- Mahdavian A., A.; Attar, M.M. Investigation on zinc phosphate effectiveness at different pigment volume concentrations via electrochemical impedance spectroscopy. Electrochim. Acta 2005, 50, 4645–4648. [Google Scholar] [CrossRef]
- Naderi, R.; Attar, M.M. Application of the electrochemical noise method to evaluate the effectiveness of modification of zinc phosphate anticorrosion pigment. Corros. Sci. 2009, 51, 1671–1674. [Google Scholar] [CrossRef]
- Gimeno, M.J.; Puig, M.; Chamorro, S.; Molina, J.; March, R.; Oró, E.; Pérez, P.; Gracenea, J.J.; Suay, J.J. Improvement of the anticorrosive properties of an alkyd coating with zinc phosphate pigments assessed by nss and acet. Prog. Organ. Coat. 2016, 95, 46–53. [Google Scholar] [CrossRef]
- Lu, X.; Zuo, Y.; Zhao, X.; Tang, Y. The influence of aluminum tri-polyphosphate on the protective behavior of mg-rich epoxy coating on az91d magnesium alloy. Electrochim. Acta 2013, 93, 53–64. [Google Scholar] [CrossRef]
- Hao, Y.; Liu, F.; Han, E.H.; Anjum, S.; Xu, G. The mechanism of inhibition by zinc phosphate in an epoxy coating. Corros. Sci. 2013, 69, 77–86. [Google Scholar] [CrossRef]
- Bethencourt, M.; Botana, F.J.; Cano, M.J.; Osuna, R.M.; Marcos, M. Degradation mechanism of an acrylic water-based paint applied to steels. Prog. Organ. Coat. 2003, 47, 164–168. [Google Scholar] [CrossRef]
- Cao, J.; Shao, Y.; Zhang, T.; Meng, G. Roles of zinc phosphate on the corrosion of the scratched epoxy coating. J. Chin. Soc. Corros. Protect. 2009, 29, 437–441. [Google Scholar]
- Shi, Q.; Shao, Y.; Zhang, T.; Meng, G.; Chen, Q. Protection dimension of scratched zinc phosphate/epoxy coating. J. Chin. Soc. Corros. Protect. 2011, 31, 389–394. [Google Scholar]
- Romagnoli, R.; Vetere, V.F. Heterogeneous reaction between steel and zinc phosphate. Corros. Houst. TX 1994, 51, 116–123. [Google Scholar] [CrossRef]
- Caprari, J.J.; Sarli, A.R.D.; Amo, B.D. Zinc phosphate as corrosion inhibitive pigment of waterborne epoxy paints used for steel protection. Pigment Resin Technol. 2000, 29, 16–22. [Google Scholar] [CrossRef]
- Standards, S. Paints and Varnishes—Pull-Off Test for Adhesion (ISO 4624:2002); CEN/TC 139—Paints and varnishes; ISO: Geneva, Switzerland, 2016. [Google Scholar]
- Jorcin, J.B.; Aragon, E.; Merlatti, C.; Pébère, N. Delaminated areas beneath organic coating: A local electrochemical impedance approach. Corros. Sci. 2006, 48, 1779–1790. [Google Scholar] [CrossRef]
















© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wan, H.; Song, D.; Li, X.; Zhang, D.; Gao, J.; Du, C. Effect of Zinc Phosphate on the Corrosion Behavior of Waterborne Acrylic Coating/Metal Interface. Materials 2017, 10, 654. https://doi.org/10.3390/ma10060654
Wan H, Song D, Li X, Zhang D, Gao J, Du C. Effect of Zinc Phosphate on the Corrosion Behavior of Waterborne Acrylic Coating/Metal Interface. Materials. 2017; 10(6):654. https://doi.org/10.3390/ma10060654
Chicago/Turabian StyleWan, Hongxia, Dongdong Song, Xiaogang Li, Dawei Zhang, Jin Gao, and Cuiwei Du. 2017. "Effect of Zinc Phosphate on the Corrosion Behavior of Waterborne Acrylic Coating/Metal Interface" Materials 10, no. 6: 654. https://doi.org/10.3390/ma10060654
APA StyleWan, H., Song, D., Li, X., Zhang, D., Gao, J., & Du, C. (2017). Effect of Zinc Phosphate on the Corrosion Behavior of Waterborne Acrylic Coating/Metal Interface. Materials, 10(6), 654. https://doi.org/10.3390/ma10060654