Microstructures and Properties of Plasma Sprayed Ni Based Coatings Reinforced by TiN/C1-xNxTi Generated from In-Situ Solid-Gas Reaction


Abstract
:1. Introduction
2. Experimental Procedures
3. Results and Discussion
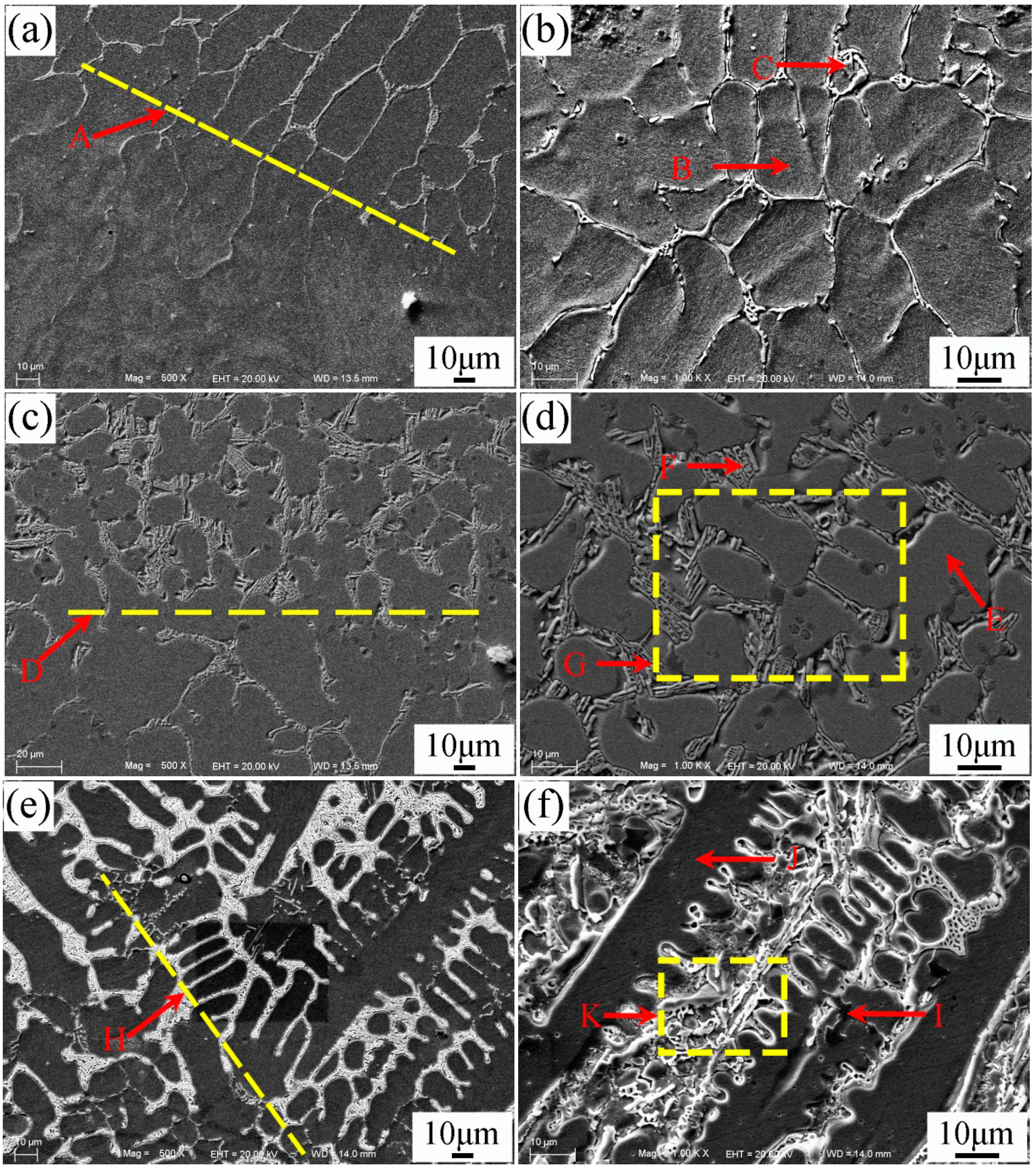
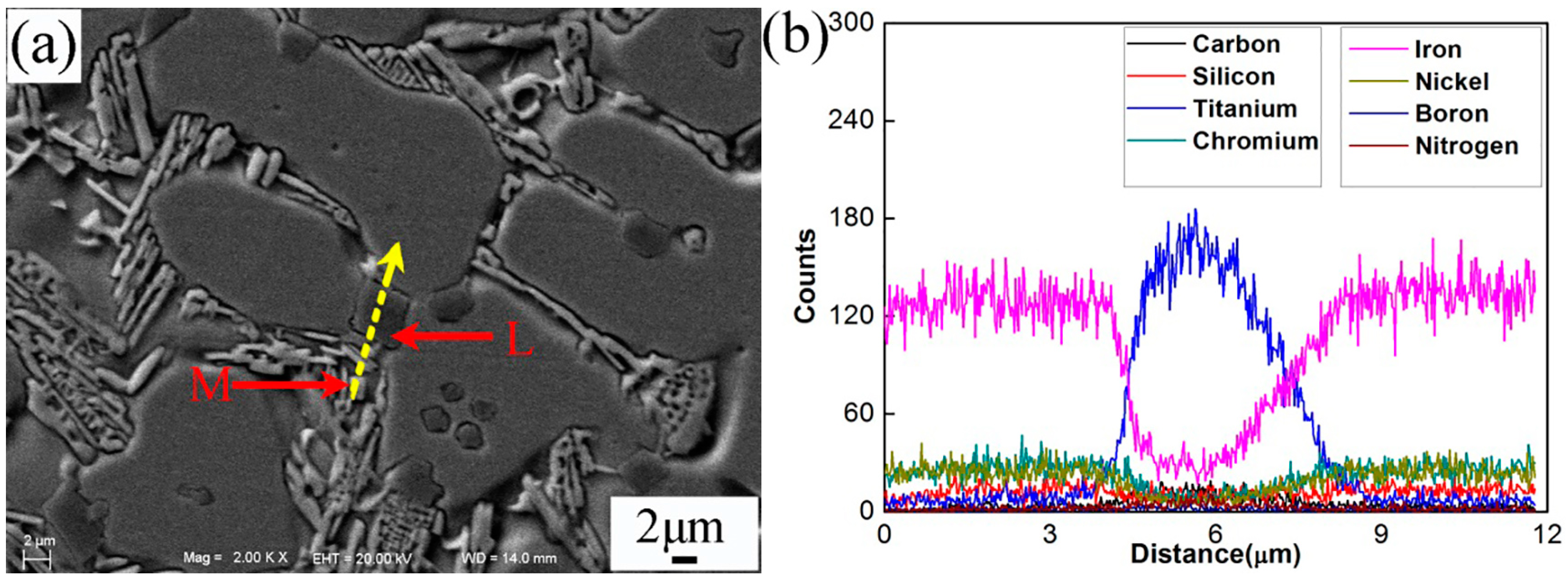
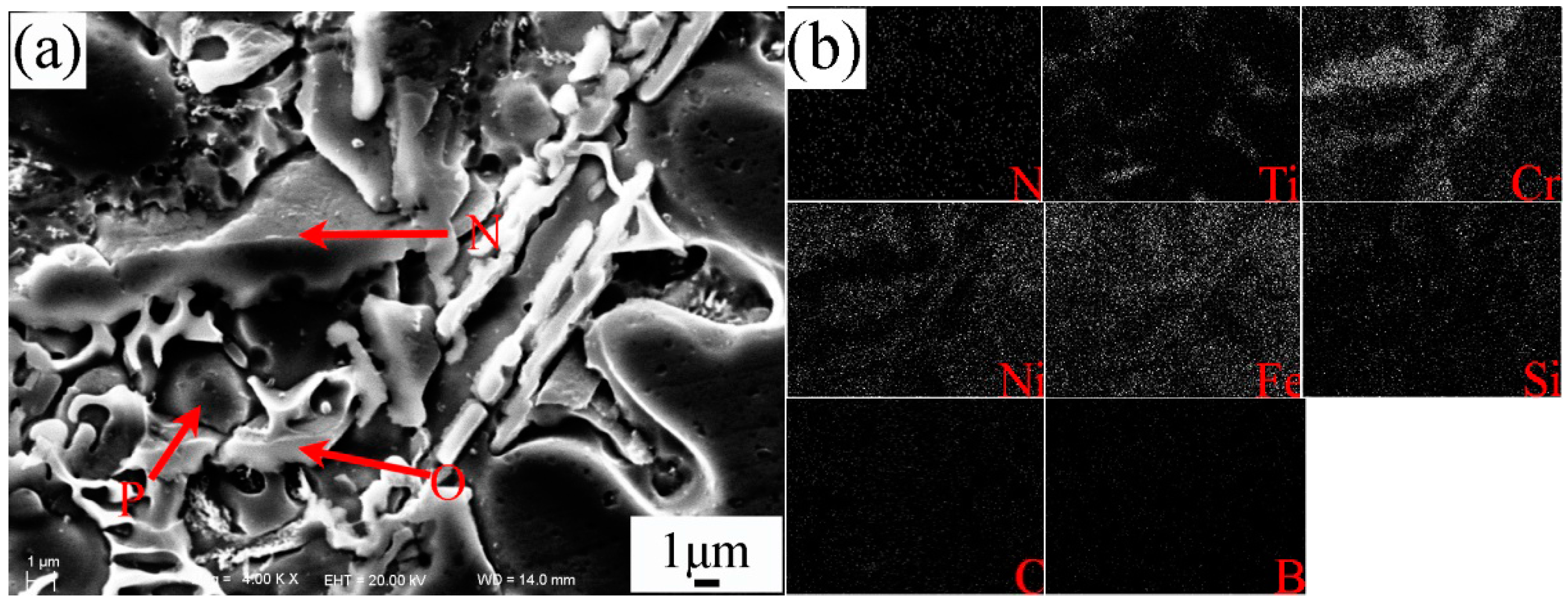
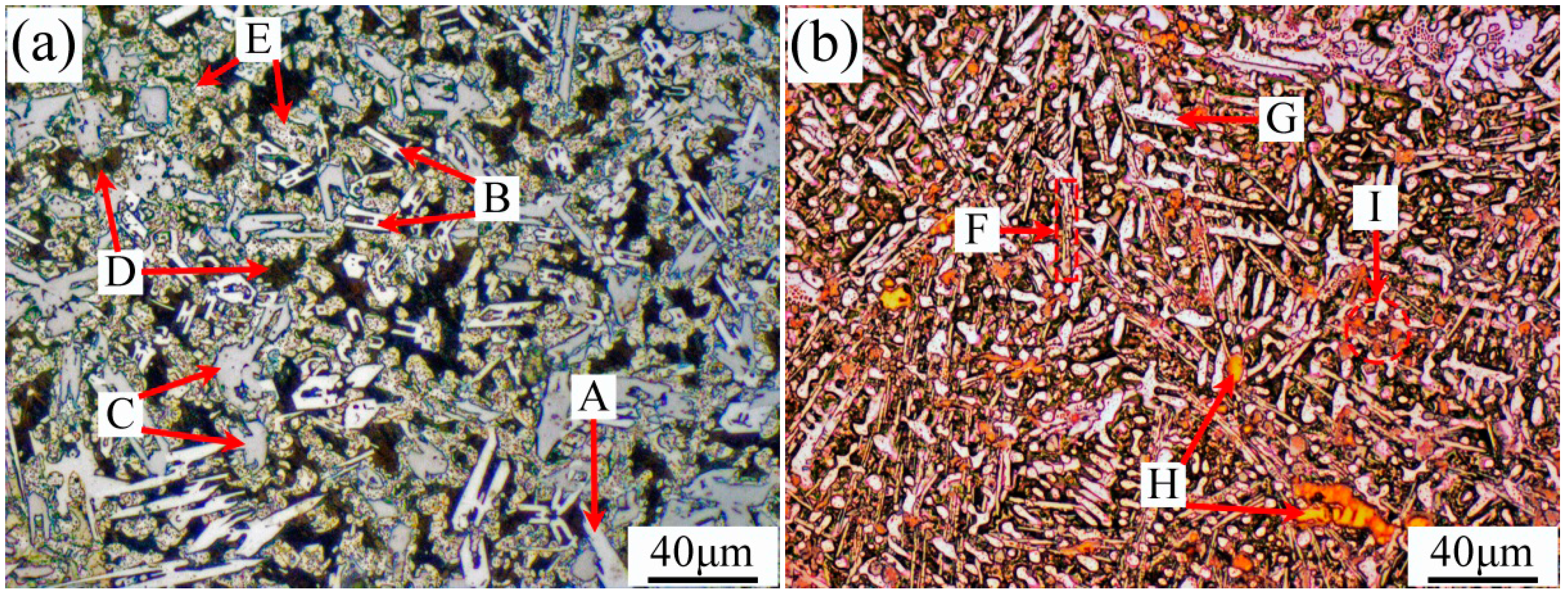
3.1. Microstructures of Plasma Spray Welded Coating
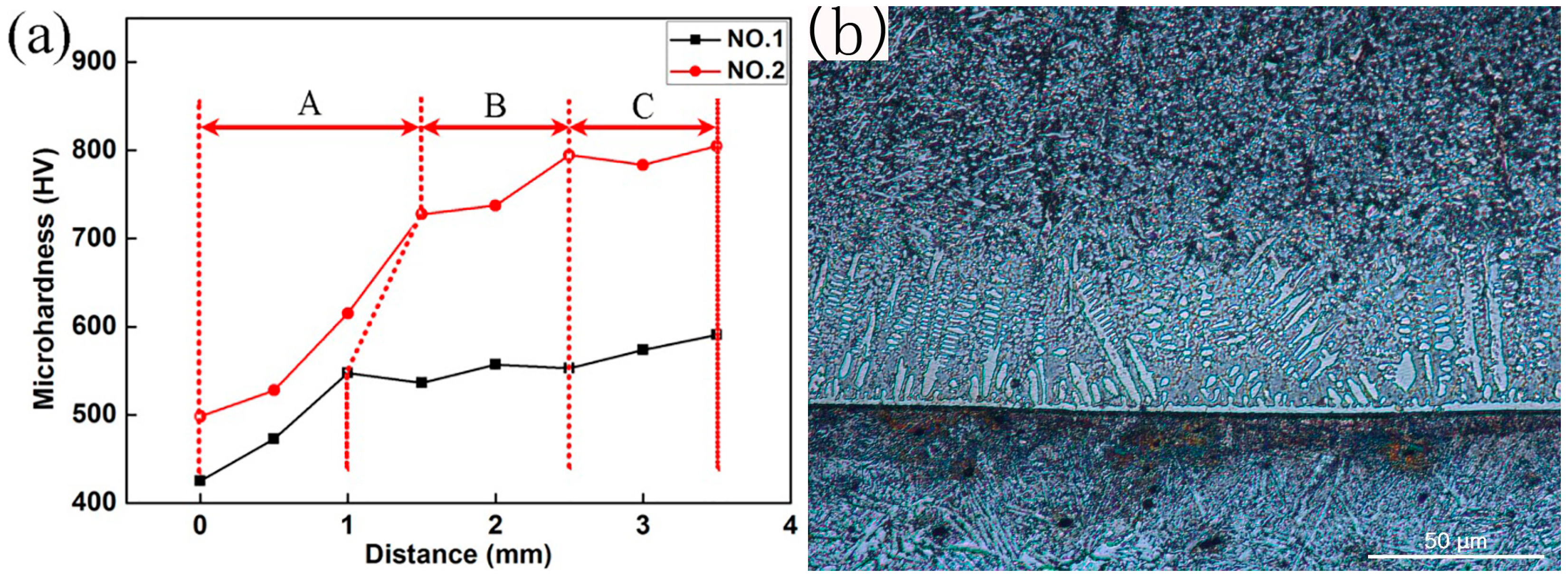
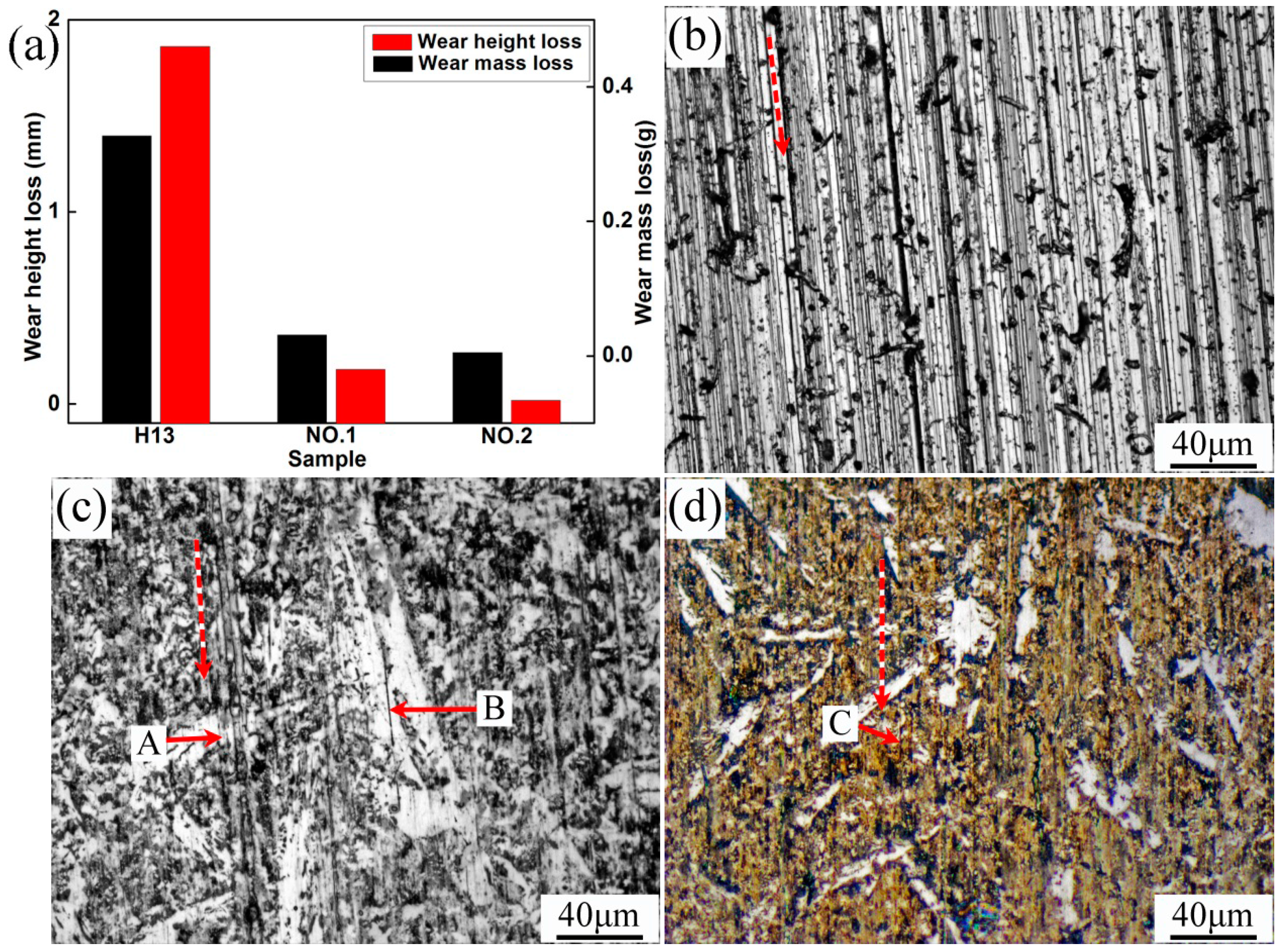
3.2. The Properties of Plasma Spray Welded Coating
4. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Tekmen, C.; Ozdemir, I.; Fritsche, G.; Tsunekawa, Y. Structural evolution of mechanically alloyed Al-12Si/TiB2/h-BN composite powder coating by atmospheric plasma spraying. Surf. Coat. Technol. 2009, 203, 2046–2051. [Google Scholar] [CrossRef]
- Ingo, G.M.; Kaciulis, S.; Mezzi, A.; Valente, T.; Casadei, F.; Gusmano, G. Characterization of composite titanium nitride coatings prepared by reactive plasma spraying. Electrochim. Acta 2005, 50, 4531–4537. [Google Scholar] [CrossRef]
- Kodama, T.; Ikeda, Y.; Tamura, H. Reactive thermal spray by high velocity ceramic jet and characterization of the coatings. J. Therm. Spray Technol. 1999, 8, 537–544. [Google Scholar] [CrossRef]
- Borgioli, F.; Galvanetto, E.; Galliano, F.P.; Bacci, T. Sliding wear resistance of reactive plasma sprayed Ti-TiN coatings. Wear 2006, 260, 832–837. [Google Scholar] [CrossRef]
- Mao, Z.; Wang, J.; Sun, B.; Yao, C. Properties of reactive plasma sprayed TiB2-TiC0.3N0.7 based composite coatings with Cr addition and laser surface treatment. J. Therm. Spray Technol. 2009, 18, 563–571. [Google Scholar] [CrossRef]
- Xiao, L.S.; Yan, D.R.; He, J.N.; Lin, Z.; Dong, Y.C.; Zhang, J.X.; Li, X.Z. Nanostructured TiN coating prepared by reactive plasma spraying in atmosphere. Appl. Surf. Sci. 2007, 253, 7535–7539. [Google Scholar] [CrossRef]
- Rosu, R.A.; Serban, V.A.; Bucur, A.I.; Dragos, U. Deposition of titanium nitride and hydroxyapatite-based biocompatible composite by reactive plasma spraying. Appl. Surf. Sci. 2012, 258, 3871–3876. [Google Scholar] [CrossRef]
- Yuan, Y.; Li, Z. Effects of rod carbide size, content, loading and sliding distance on the friction and wear behaviors of (Cr,Fe)7C3-reinforced α-Fe based composite coating produced via PTA welding process. Surf. Coat. Technol. 2014, 248, 9–22. [Google Scholar] [CrossRef]
- Shanmugavelayutham, G.; Yano, S.; Kobayashi, A. Microstructural characterization and properties of ZrO2/Al2O3 thermal barrier coatings by gas tunnel-type plasma spraying. Vacuum 2006, 80, 1336–1340. [Google Scholar] [CrossRef]
- Li, C.-J.; Li, J.-L. Evaporated-gas-induced splashing model for splat formation during plasma spraying. Surf. Coat. Technol. 2004, 184, 13–23. [Google Scholar] [CrossRef]
- Ye, F.X.; Tsumura, T.; Nakata, K.; Ohmori, A. Dependence of photocatalytic activity on the compositions and photo-absorption of functional TiO2-Fe3O4 coatings deposited by plasma spray. Mater. Sci. Eng. B 2008, 148, 154–161. [Google Scholar] [CrossRef]
- Tekmen, C.; Tsunekawa, Y.; Okumiya, M. In-situ TiB2 and Al2O3 formation by DC plasma spraying. Surf. Coat. Technol. 2008, 202, 4170–4175. [Google Scholar] [CrossRef]
- Hoshiyama, Y.; Miyake, H.; Murakami, K.; Nakajima, H. Composite deposits based on titanium aluminide produced by plasma spraying. Mater. Sci. Eng. A 2002, 333, 92–97. [Google Scholar] [CrossRef]
- Chen, G.Q.; Fu, X.S.; Wei, Y.H.; Li, S.; Zhou, W.L. Microstructure and wear properties of nickel-based surfacing deposited by plasma transferred arc welding. Surf. Coat. Technol. 2013, 228, S276–S282. [Google Scholar]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Cr | Mo | Si | V | C |
| 4.75–5.50 | 1.10–1.75 | 0.80–1.20 | 0.80–1.20 | 0.32–0.45 |
| Mn | S | P | Fe | |
| 0.20–0.50 | ≤0.03 | ≤0.03 | Surplus |
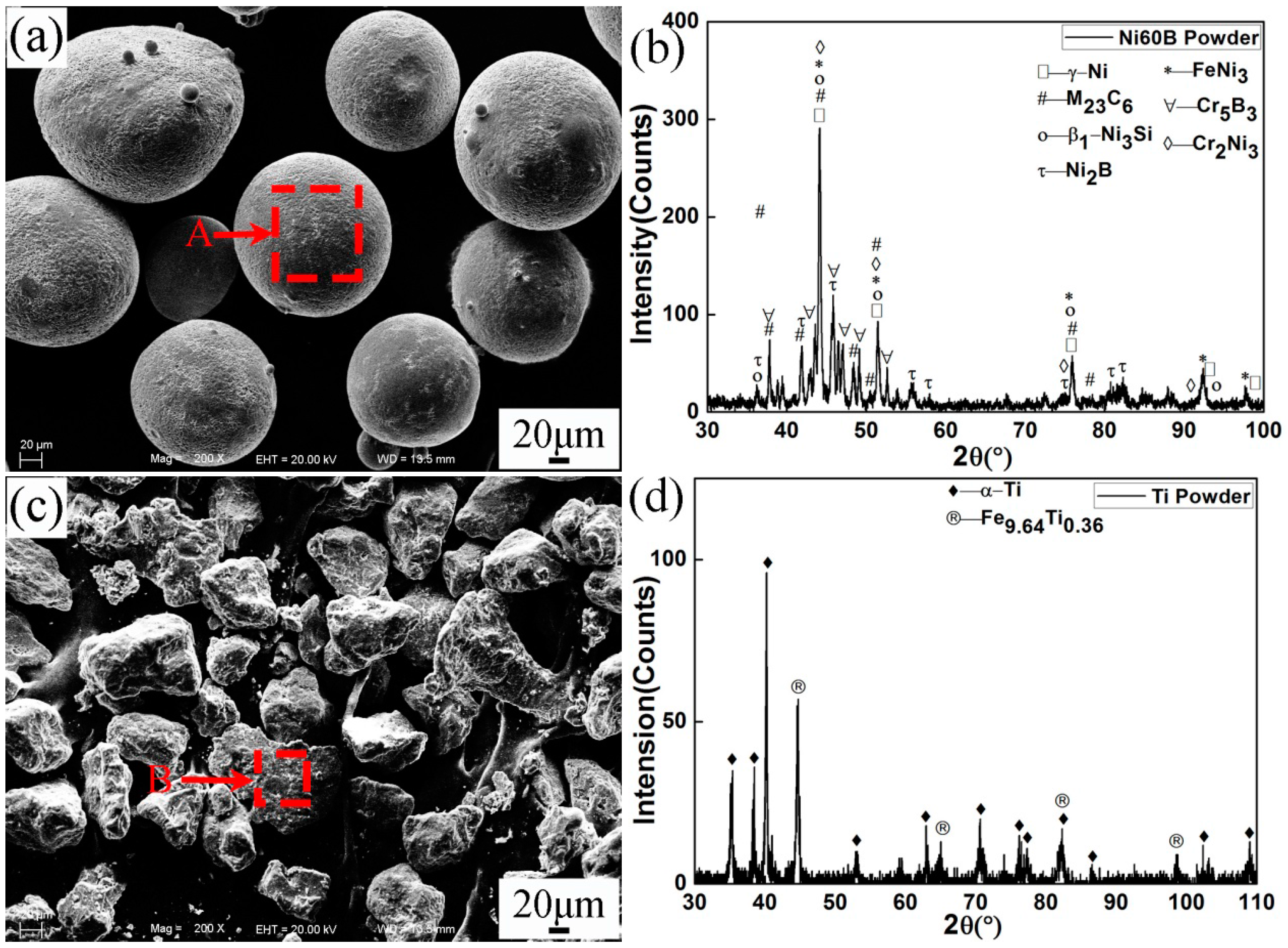
| Element | Ni | Cr | B | Si | Fe | C | Ti | |
|---|---|---|---|---|---|---|---|---|
| A | at% | 46.81 | 13.72 | 16.82 | 7.04 | 11.83 | 3.78 | - |
| B | at% | - | - | - | - | 9.13 | - | 90.87 |
| Non-Transferred Arc (A) | Transferred Arc (A) | Voltage (V) | Powder Feeding Rate | Spray Speed (mm/min) |
| 10 | 50 | 33 (45) | 30% | 35 |
| Powder Feeding (g/min) | Spray Distance (mm) | Plasma Gas Ar (L/min) | Shielding gas Ar (L/min) | Carrier Gas (L/min) |
| 6.48–6.63 | 11 | 0.5 | 10 | 4 |
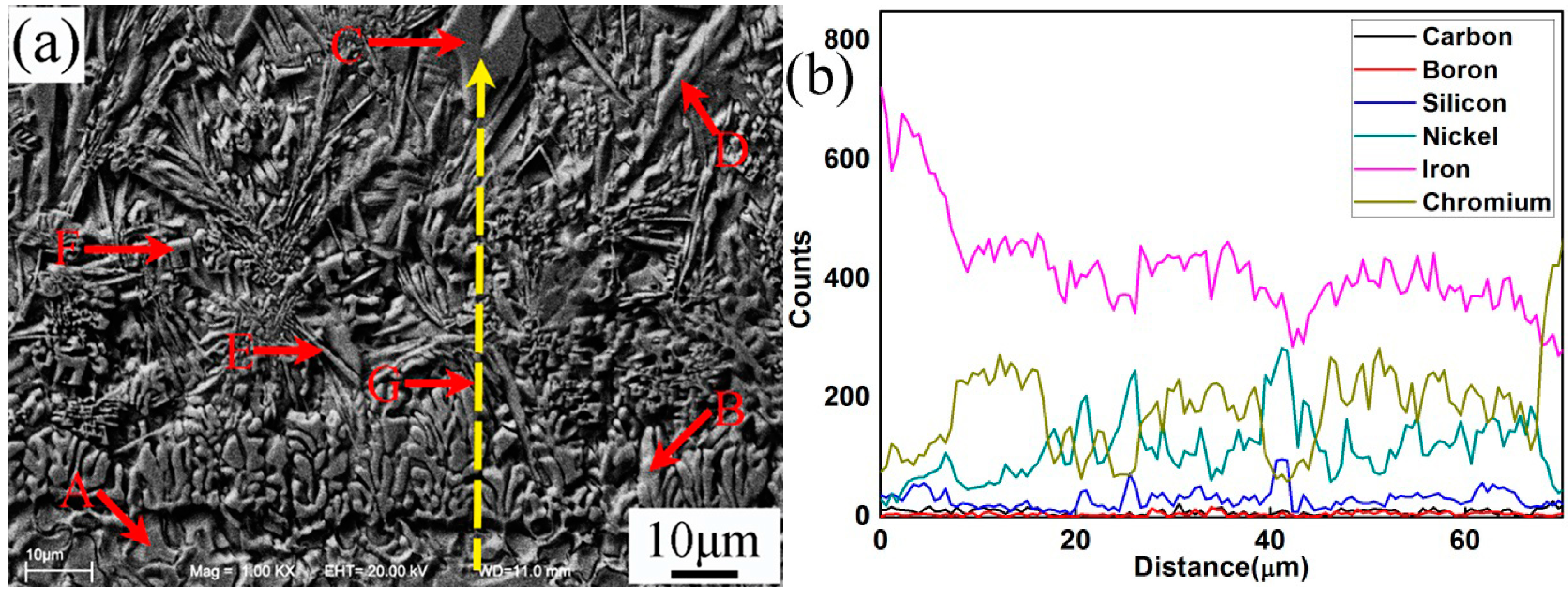
| Position | Phase | C | Cr | Ni | Fe | Si | Mo | V |
|---|---|---|---|---|---|---|---|---|
| A | γ-(Ni,Fe) | 10.53 | 6.28 | 9.34 | 69.63 | 3.36 | 0.53 | 0.33 |
| B | γ-(Ni,Fe) | 9.10 | 11.85 | 15.96 | 58.67 | 3.92 | 0.16 | 0.25 |
| C | (Cr,Fe)7C3 | 35.49 | 31.41 | - | 33.10 | - | - | - |
| D | (Cr,Fe)7C3 | 30.53 | 24.11 | 7.32 | 38.04 | - | - | - |
| E | (Cr,Fe)23C6 | 18.11 | 24.24 | 7.13 | 50.52 | - | - | - |
| F | (Cr,Fe)23C6 | 13.51 | 32.20 | 9.22 | 43.51 | 0.94 | - | - |
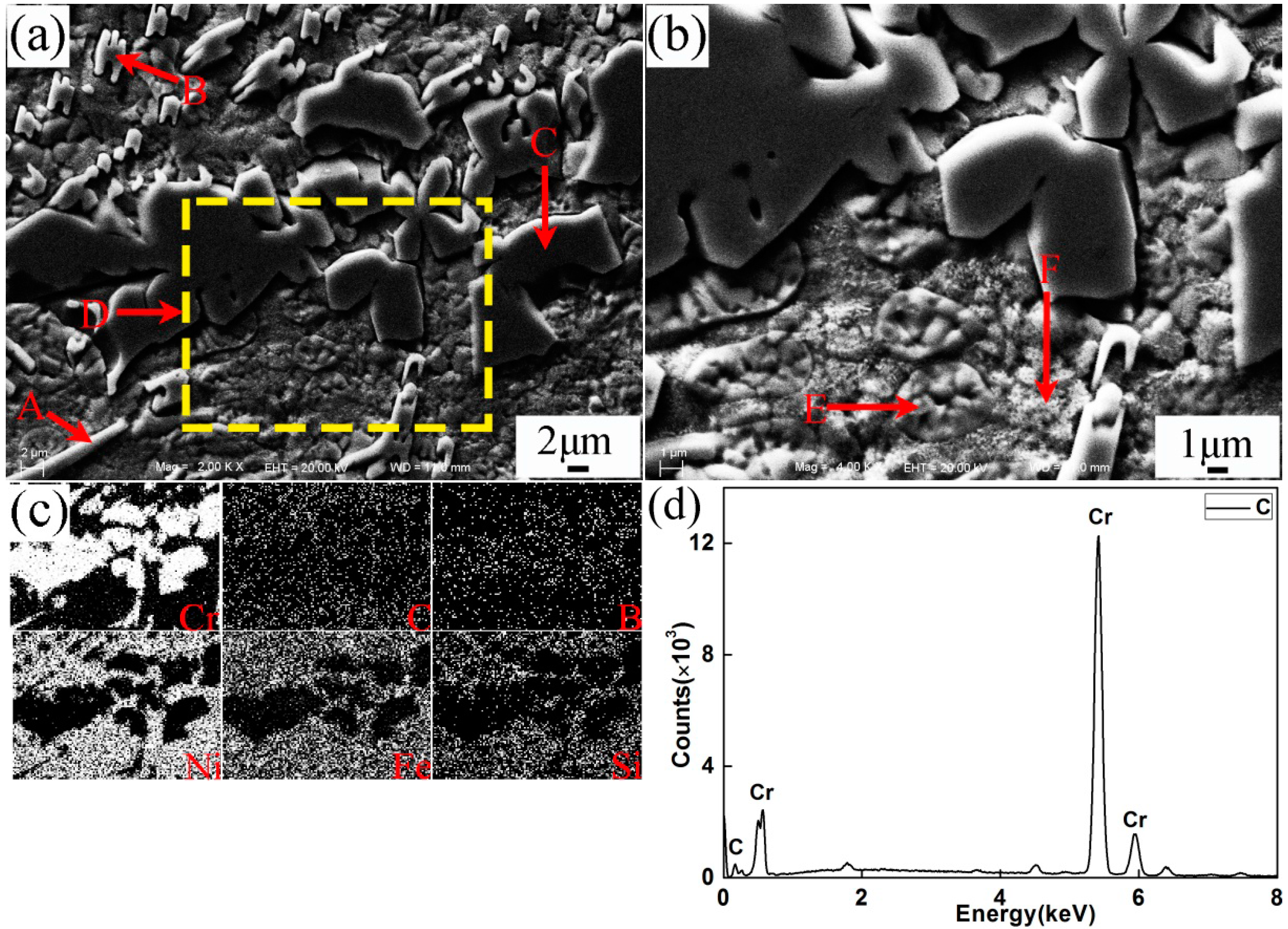
| Element | Phase | C | Cr | Ni | Fe | Si |
|---|---|---|---|---|---|---|
| A | (Cr,Fe)23C6 | 18.21 | 45.24 | 4.33 | 32.22 | - |
| B | (Cr,Fe)7C3 | 34.88 | 45.93 | 4.74 | 14.46 | - |
| C | Cr23C6 | 9.32 | 83.72 | 1.38 | 5.58 | - |
| E | FeNi3 | 7.73 | - | 55.32 | 24.74 | 12.21 |
| F | (Ni3Si + γ-Ni) | 9.09 | 2.41 | 59.82 | 9.80 | 18.87 |
| Element | Phase | Ti | N | C | Cr | Ni | Fe | Si | Mo | V |
|---|---|---|---|---|---|---|---|---|---|---|
| B | γ-Fe | - | - | 4.11 | 5.00 | 3.40 | 84.51 | 2.03 | 0.43 | 0.51 |
| C | - | - | 15.89 | 7.06 | 9.54 | 63.83 | 2.61 | 0.45 | 0.61 | |
| E | γ-Fe | 0.37 | - | 11.13 | 6.70 | 12.28 | 65.56 | 3.43 | 0.24 | 0.29 |
| F | 7.56 | - | 10.62 | 19.19 | 6.77 | 49.76 | 1.07 | 2.74 | 2.29 | |
| I | C1-xNxTi | 48.10 | 45.83 | 6.07 | - | - | - | - | - | - |
| J | γ-Fe | 1.16 | - | 13.42 | 8.85 | 19.54 | 52.32 | 4.38 | 0.12 | 0.21 |
| L | TiC | 47.72 | - | 52.28 | - | - | - | - | - | - |
| N | (Cr,Fe)7C3 | - | - | 22.38 | 20.69 | 15.57 | 41.36 | - | - | - |
| O | TiC + FeNi3 | 16.24 | - | 21.42 | 7.93 | 15.21 | 39.19 | - | - | - |
| P | FeNi3 | 1.84 | - | 10.04 | 8.43 | 30.06 | 45.82 | 3.81 | - | - |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, W.; Li, W.; Xu, H. Microstructures and Properties of Plasma Sprayed Ni Based Coatings Reinforced by TiN/C1-xNxTi Generated from In-Situ Solid-Gas Reaction. Materials 2017, 10, 785. https://doi.org/10.3390/ma10070785
Wang W, Li W, Xu H. Microstructures and Properties of Plasma Sprayed Ni Based Coatings Reinforced by TiN/C1-xNxTi Generated from In-Situ Solid-Gas Reaction. Materials. 2017; 10(7):785. https://doi.org/10.3390/ma10070785
Chicago/Turabian StyleWang, Wenquan, Wenmo Li, and Hongyong Xu. 2017. "Microstructures and Properties of Plasma Sprayed Ni Based Coatings Reinforced by TiN/C1-xNxTi Generated from In-Situ Solid-Gas Reaction" Materials 10, no. 7: 785. https://doi.org/10.3390/ma10070785
APA StyleWang, W., Li, W., & Xu, H. (2017). Microstructures and Properties of Plasma Sprayed Ni Based Coatings Reinforced by TiN/C1-xNxTi Generated from In-Situ Solid-Gas Reaction. Materials, 10(7), 785. https://doi.org/10.3390/ma10070785