Figure 1.
Peirce’s geometrical model of the interlacing point [
22]. Legend:
a is the length of the line connecting the arcs,
d1 is the diameter of the warp,
d2 is the diameter of the weft,
ds is the sum of radii of the warp and weft yarns,
H1 is the height of warp interlacing wave,
H2 is the height of weft interlacing wave,
B is the spacing of weft yarns,
Φ is the warp interlacing angle, and
L is the length of warp yarn.
Figure 1.
Peirce’s geometrical model of the interlacing point [
22]. Legend:
a is the length of the line connecting the arcs,
d1 is the diameter of the warp,
d2 is the diameter of the weft,
ds is the sum of radii of the warp and weft yarns,
H1 is the height of warp interlacing wave,
H2 is the height of weft interlacing wave,
B is the spacing of weft yarns,
Φ is the warp interlacing angle, and
L is the length of warp yarn.
Figure 2.
Evaluation of the width of the multifilament yarns Kstraight and the length of coating of multifilament yarns in cross-section Kcurve.
Figure 2.
Evaluation of the width of the multifilament yarns Kstraight and the length of coating of multifilament yarns in cross-section Kcurve.
Figure 3.
Selection of the fiber lengths by hand.
Figure 3.
Selection of the fiber lengths by hand.
Figure 5.
Filled image using a threshold to change the background color.
Figure 5.
Filled image using a threshold to change the background color.
Figure 6.
Immersed plastic holder with electrodes inside the electrolyte to give a measurement of the resistance between two electrodes.
Figure 6.
Immersed plastic holder with electrodes inside the electrolyte to give a measurement of the resistance between two electrodes.
Figure 7.
A sample of CerexCuIv4 (coated non-woven fabric) (a), and detail of the sample structure (b).
Figure 7.
A sample of CerexCuIv4 (coated non-woven fabric) (a), and detail of the sample structure (b).
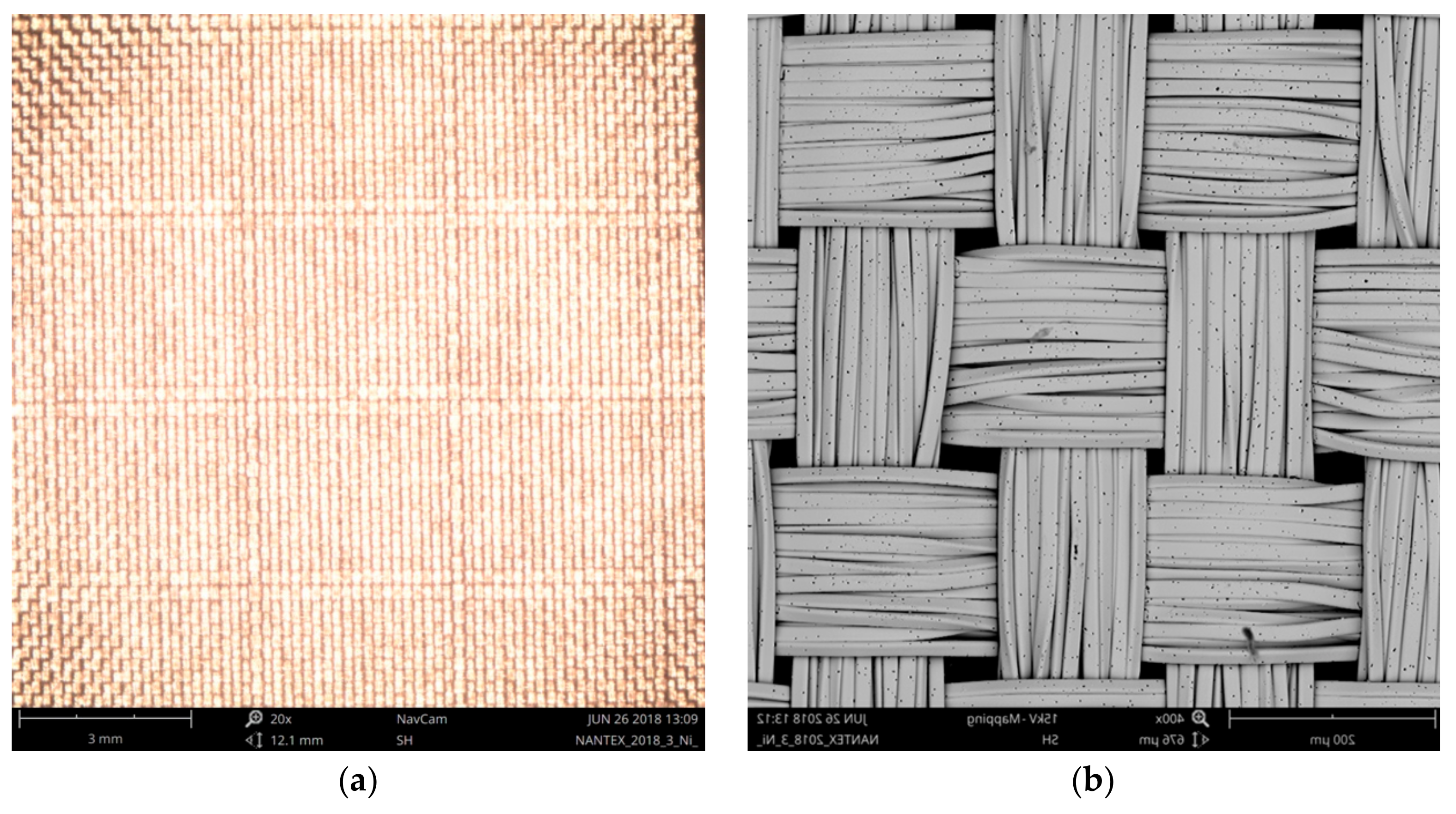
Figure 8.
A sample of RSKCuIv4 (a), and detail of the sample structure (b).
Figure 8.
A sample of RSKCuIv4 (a), and detail of the sample structure (b).
Figure 9.
Measurement of input parameters for the theoretical length of the warp and weft calculation for the sample RSKCuIv4.
Figure 9.
Measurement of input parameters for the theoretical length of the warp and weft calculation for the sample RSKCuIv4.
Figure 10.
Measurement of the length of the warp for the sample RSKCuIv4.
Figure 10.
Measurement of the length of the warp for the sample RSKCuIv4.
Figure 11.
A sample of RSKCu+Ni (a), and detail of the sample structure (b).
Figure 11.
A sample of RSKCu+Ni (a), and detail of the sample structure (b).
Figure 12.
Measurement of input parameters for the theoretical length of the warp and weft calculation for the sample RSKCu+Ni.
Figure 12.
Measurement of input parameters for the theoretical length of the warp and weft calculation for the sample RSKCu+Ni.
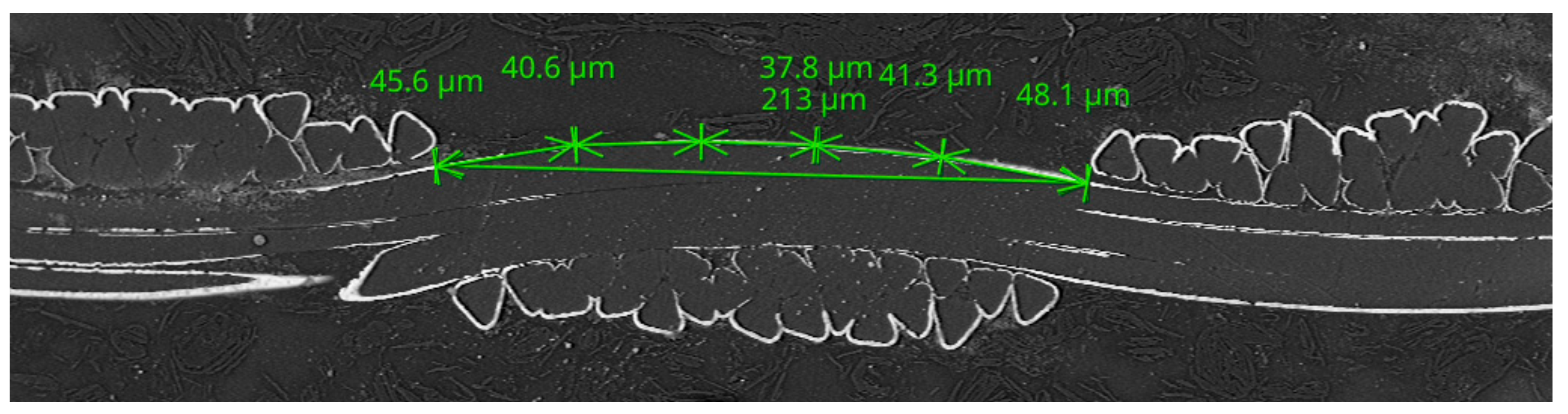
Figure 13.
Measurement of the length of the warp for the sample RSKCu+Ni.
Figure 13.
Measurement of the length of the warp for the sample RSKCu+Ni.
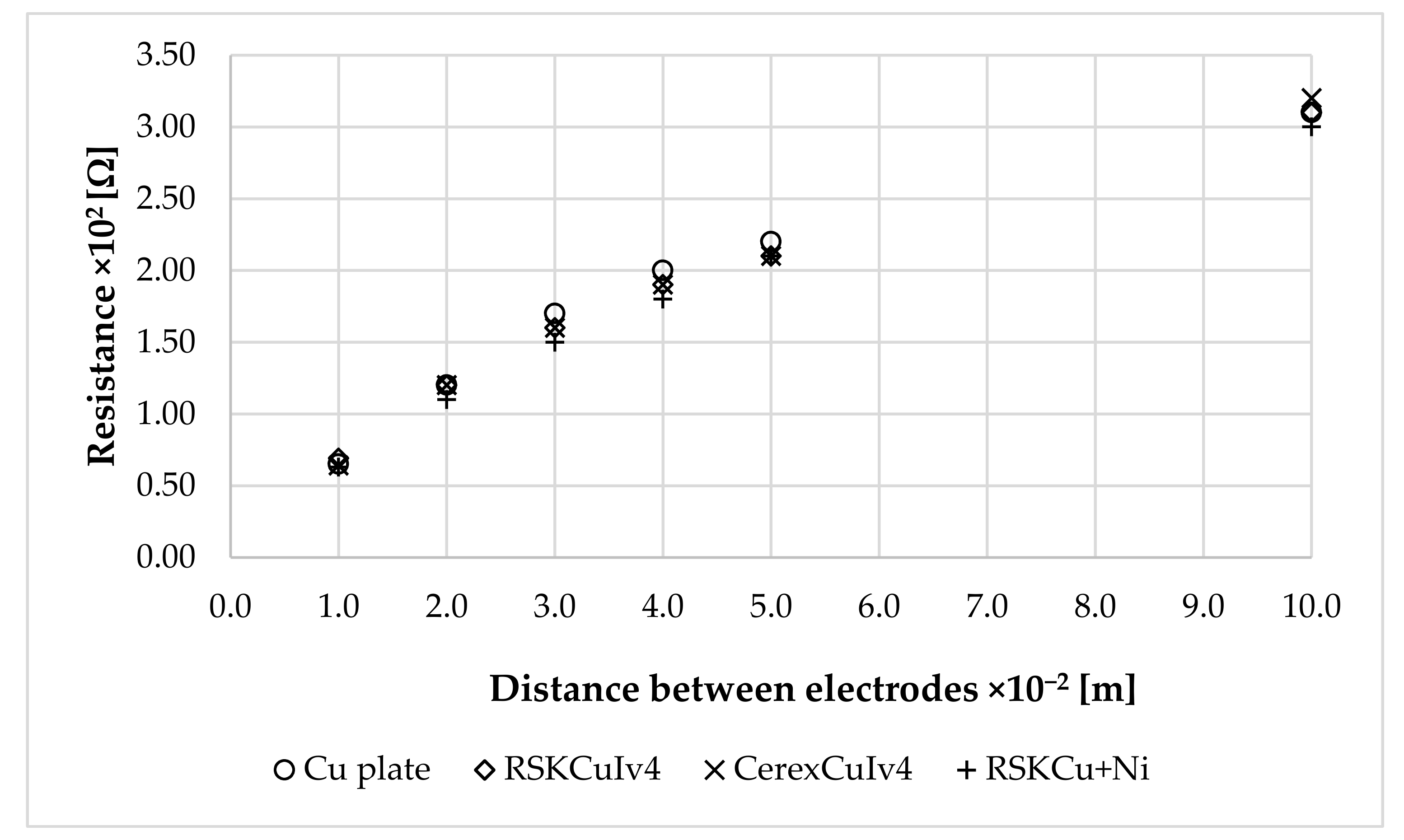
Figure 14.
Measurement results of the resistance values in relation to the distance between electrodes.
Figure 14.
Measurement results of the resistance values in relation to the distance between electrodes.
Figure 15.
Comparison of modeling and measurement results of the surface area of samples.
Figure 15.
Comparison of modeling and measurement results of the surface area of samples.
Table 1.
Specifications of the used commercial polymer coated fabrics [
20].
Table 1.
Specifications of the used commercial polymer coated fabrics [
20].
| Material as Named by the Producer/Producer | Description | Surface Resistivity | Note |
|---|
| CerexCuIv4/LORIX Ltd., Budapest, Hungary | copper + acrylic coated non-woven fabric | max avg. 0.02 ohm/square | Raw material: Polyamide Cerex fabric 36 g/m2 |
| RSKCu+Ni/LORIX Ltd., | copper + nickel plated woven PES fabric | max avg. 0.02 ohm/square | Weave: plain weave |
| Budapest, Hungary | (parachute silk) |
| RSKCuIv4/LORIX Ltd., Budapest, Hungary | copper + acrylic coated woven PES fabric | max avg. 0.05 ohm/square | Weave: plain weave |
| (parachute silk) |
Table 2.
Results for the handmade selection method.
Table 2.
Results for the handmade selection method.
| Parameter | Average 1 |
|---|
| Scale bar (pxs) | 2.66 × 102 |
| Diameter (pxs) | 5.82 × 101 |
| Surface area (m2) | 2.67 × 10−7 |
| Surface area standard deviation σ (m2) | 1.89 × 10−8 |
Table 3.
Results for automatic image conversion to binary method.
Table 3.
Results for automatic image conversion to binary method.
| Parameters | Average 1 |
|---|
| Scale bar (pxs) | 2.66 × 102 |
| Diameter (pxs) | 5.61 × 101 |
| Surface area (m2) | 2.30 × 10−7 |
| Surface area standard deviation σ (m2) | 1.49 × 10−8 |
Table 4.
Results for threshold selection method.
Table 4.
Results for threshold selection method.
| Parameters | Average 1 |
|---|
| Scale bar (pxs) | 2.66 × 102 |
| Diameter (pxs) | 5.65 × 101 |
| Surface area (m2) | 2.70 × 10−7 |
| Surface area standard deviation σ (m2) | 1.60 × 10−8 |
Table 5.
The measurement results of input parameters a, b, c, M, d-warp, d-weft, LWARP_CALC, and LWEFT_CALC-RSKCuIv4.
Table 5.
The measurement results of input parameters a, b, c, M, d-warp, d-weft, LWARP_CALC, and LWEFT_CALC-RSKCuIv4.
| Meas. | a | b | c | M | d-warp | d-weft | LWARP_CALC | LWEFT_CALC |
|---|
| No. | (m) | (m) | (m) | (m) | (m) | (m) | (m) | (m) |
|---|
| 1 | 2.01 × 10−4 | 2.12 × 10−4 | 1.45 × 10−4 | 1.55 × 10−4 | 1.08 × 10−5 | 1.02 × 10−5 | 2.03 × 10−4 | 2.13 × 10−4 |
| 2 | 2.03 × 10−4 | 2.12 × 10−4 | 1.44 × 10−4 | 1.58 × 10−4 | 1.04 × 10−5 | 1.00 × 10−5 | 2.04 × 10−4 | 2.13 × 10−4 |
| 3 | 2.04 × 10−4 | 2.12 × 10−4 | 1.45 × 10−4 | 1.58 × 10−4 | 1.08 × 10−5 | 1.08 × 10−5 | 2.06 × 10−4 | 2.13 × 10−4 |
| 4 | 2.02 × 10−4 | 2.17 × 10−4 | 1.47 × 10−4 | 1.60 × 10−4 | 1.08 × 10−5 | 1.05 × 10−5 | 2.03 × 10−4 | 2.18 × 10−4 |
| 5 | 2.00 × 10−4 | 2.22 × 10−4 | 1.46 × 10−4 | 1.59 × 10−4 | 1.02 × 10−5 | 1.09 × 10−5 | 2.01 × 10−4 | 2.23 × 10−4 |
| 6 | 2.00 × 10−4 | 2.23 × 10−4 | 1.47 × 10−4 | 1.61 × 10−4 | 1.03 × 10−5 | 1.02 × 10−5 | 2.01 × 10−4 | 2.24 × 10−4 |
| 7 | 1.97 × 10−4 | 2.25 × 10−4 | 1.46 × 10−4 | 1.59 × 10−4 | 1.09 × 10−5 | 1.00 × 10−5 | 1.98 × 10−4 | 2.26 × 10−4 |
| 8 | 1.96 × 10−4 | 2.23 × 10−4 | 1.44 × 10−4 | 1.59 × 10−4 | 1.08 × 10−5 | 1.01 × 10−5 | 1.97 × 10−4 | 2.24 × 10−4 |
| 9 | 1.95 × 10−4 | 2.20 × 10−4 | 1.49 × 10−4 | 1.60 × 10−4 | 1.03 × 10−5 | 1.02 × 10−5 | 1.96 × 10−4 | 2.21 × 10−4 |
| 10 | 1.97 × 10−4 | 2.17 × 10−4 | 1.45 × 10−4 | 1.62 × 10−4 | 1.08 × 10−5 | 1.03 × 10−5 | 1.98 × 10−4 | 2.18 × 10−4 |
| Average | 2.00 × 10−4 | 2.18 × 10−4 | 1.46 × 10−4 | 1.59 × 10−4 | 1.06 × 10−5 | 1.03 × 10−5 | 2.01 × 10−4 | 2.19 × 10−4 |
| Stand. deviation σ | 2.90 × 10−6 | 4.80 × 10−6 | 1.47 × 10−6 | 1.80 × 10−6 | 3.00 × 10−7 | 3.00 × 10−7 | 3.00 × 10−6 | 4.70 × 10−6 |
Table 6.
The measurement results of the length of the warp LWARP_MEAS and the length of the line connecting the arcs in warp a-RSKCuIv4.
Table 6.
The measurement results of the length of the warp LWARP_MEAS and the length of the line connecting the arcs in warp a-RSKCuIv4.
| Meas. No. | Measured Parts of the arc | Lwarp_MEAS | a |
|---|
| (m) | (m) | (m) |
|---|
| 1 | 7.70 × 10−6 | 1.20 × 10−5 | 8.90 × 10−6 | 1.33 × 10−5 | 1.37 × 10−5 | 1.35 × 10−5 | 2.04 × 10−4 | 1.92 × 10−4 |
| 1.30 × 10−5 | 1.33 × 10−5 | 1.02 × 10−5 | 1.44 × 10−5 | 1.32 × 10−5 | 1.12 × 10−5 |
| 1.10 × 10−5 | 1.16 × 10−5 | 1.16 × 10−5 | 1.11 × 10−5 | 1.41 × 10−5 | - |
| 2 | 1.00 × 10−5 | 1.30 × 10−5 | 7.00 × 10−6 | 1.20 × 10−5 | 1.10 × 10−5 | 1.40 × 10−5 | 2.06 × 10−4 | 1.93 × 10−4 |
| 1.30 × 10−5 | 1.12 × 10−5 | 1.05 × 10−5 | 1.70 × 10−5 | 1.40 × 10−5 | 1.30 × 10−5 |
| 1.05 × 10−5 | 1.15 × 10−5 | 1.30 × 10−5 | 1.30 × 10−5 | 1.25 × 10−5 | - |
| 3 | 1.20 × 10−5 | 1.10 × 10−5 | 1.05 × 10−5 | 1.30 × 10−5 | 1.40 × 10−5 | 1.38 × 10−5 | 2.05 × 10−4 | 1.96 × 10−4 |
| 1.25 × 10−5 | 1.05 × 10−5 | 9.50 × 10−6 | 1.45 × 10−5 | 1.40 × 10−5 | 1.09 × 10−5 |
| 1.02 × 10−5 | 1.10 × 10−5 | 1.12 × 10−5 | 1.35 × 10−5 | 1.30 × 10−5 | - |
| 4 | 1.40 × 10−5 | 1.10 × 10−5 | 1.35 × 10−5 | 1.10 × 10−5 | 1.25 × 10−5 | 1.27 × 10−5 | 2.06 × 10−4 | 1.97 × 10−4 |
| 1.27 × 10−5 | 1.01 × 10−5 | 1.37 × 10−5 | 1.27 × 10−5 | 1.13 × 10−5 | 1.15 × 10−5 |
| 1.05 × 10−5 | 9.00 × 10−6 | 1.22 × 10−5 | 1.35 × 10−5 | 1.22 × 10−5 | - |
| 5 | 1.30 × 10−5 | 1.25 × 10−5 | 1.17 × 10−5 | 1.20 × 10−5 | 1.27 × 10−5 | 1.30 × 10−5 | 2.13 × 10−4 | 1.98 × 10−4 |
| 1.40 × 10−5 | 1.36 × 10−5 | 1.90 × 10−5 | 1.28 × 10−5 | 1.30 × 10−5 | 9.00 × 10−6 |
| 1.12 × 10−5 | 1.10 × 10−5 | 1.28 × 10−5 | 1.17 × 10−5 | 9.70 × 10−6 | - |
| Average | - | - | - | - | - | - | 2.07 × 10−4 | 1.95 × 10−4 |
| Stand. deviation σ | - | - | - | - | - | - | 3.09 × 10−6 | 2.30 × 10−6 |
Table 7.
The comparison of measurement and calculated results of the length of the warp-RSKCuIv4.
Table 7.
The comparison of measurement and calculated results of the length of the warp-RSKCuIv4.
| Meas. | Lwarp_MEAS | Lwarp_CALC | Lwarp_MEAS/Lwarp_CALC |
|---|
| No. | (m) | (m) | (%) |
|---|
| 1 | 2.04 × 10−4 | 2.02 × 10−4 | 100.99 |
| 2 | 2.06 × 10−4 | 2.04 × 10−4 | 100.98 |
| 3 | 2.05 × 10−4 | 2.05 × 10−4 | 100.00 |
| 4 | 2.06 × 10−4 | 2.03 × 10−4 | 101.48 |
| 5 | 2.13 × 10−4 | 2.01 × 10−4 | 105.97 |
| Average | 2.07 × 10−4 | 2.03 × 10−4 | 101.88 |
| Stand. deviation σ | 3.09 × 10−6 | 1.43 × 10−6 | 2.10 |
Table 8.
The modeling results for RSKCuIv4.
Table 8.
The modeling results for RSKCuIv4.
| Parameter | Average | Standard Deviation |
|---|
| LWARP_CALC (m) | 2.01 × 10−4 | 3.00 × 10−6 |
| LWEFT_CALC (m) | 2.19 × 10−4 | 4.70 × 10−6 |
| SWARP (m2) | 6.70 × 10−15 | 1.90 × 10−16 |
| SWEFT (m2) | 7.11 × 10−15 | 2.40 × 10−16 |
| SInter_point (m2) | 1.7 × 10−16 | 1.00 × 10−17 |
| SEffect (m2) | 6.73 × 10−15 | 1.30 × 10−16 |
| S1WARP_Multi (m2) | 6.50 × 10−14 | 1.03 × 10−15 |
| S2WEFT_Multi (m2) | 4.74 × 10−14 | 1.03 × 10−15 |
Table 9.
The measurement results of input parameters a, b, c, e, M, d-warp, and d-weft-RSKCu+Ni.
Table 9.
The measurement results of input parameters a, b, c, e, M, d-warp, and d-weft-RSKCu+Ni.
| Meas. | a | b | c | e | M | d-warp | d-weft |
|---|
| No. | (m) | (m) | (m) | (m) | (m) | (m) | (m) |
|---|
| 1 | 1.99 × 10−4 | 2.38 × 10−4 | 1.46 × 10−4 | 1.76 × 10−4 | 1.74 × 10−4 | 1.05 × 10−5 | 1.02 × 10−5 |
| 2 | 2.07 × 10−4 | 2.34 × 10−4 | 1.41 × 10−4 | 1.83 × 10−4 | 1.72 × 10−4 | 1.03 × 10−5 | 1.00 × 10−5 |
| 3 | 2.07 × 10−4 | 2.39 × 10−4 | 1.53 × 10−4 | 1.80 × 10−4 | 1.70 × 10−4 | 1.01 × 10−5 | 1.05 × 10−5 |
| 4 | 2.06 × 10−4 | 2.39 × 10−4 | 1.44 × 10−4 | 1.99 × 10−4 | 1.69 × 10−4 | 1.03 × 10−5 | 1.01 × 10−5 |
| 5 | 2.06 × 10−4 | 2.39 × 10−4 | 1.41 × 10−4 | 1.93 × 10−4 | 1.69 × 10−4 | 1.03 × 10−5 | 1.01 × 10−5 |
| 6 | 2.08 × 10−4 | 2.39 × 10−4 | 1.48 × 10−4 | 1.93 × 10−4 | 1.67 × 10−4 | 1.03 × 10−5 | 1.02 × 10−5 |
| 7 | 2.10 × 10−4 | 2.38 × 10−4 | 1.51 × 10−4 | 1.91 × 10−4 | 1.66 × 10−4 | 1.05 × 10−5 | 1.09 × 10−5 |
| 8 | 2.12 × 10−4 | 2.38 × 10−4 | 1.47 × 10−4 | 1.94 × 10−4 | 1.64 × 10−4 | 1.03 × 10−5 | 1.01 × 10−5 |
| 9 | 2.15 × 10−4 | 2.37 × 10−4 | 1.53 × 10−4 | 1.91 × 10−4 | 1.61 × 10−4 | 1.04 × 10−5 | 1.07 × 10−5 |
| 10 | 2.15 × 10−4 | 2.37 × 10−4 | 1.42 × 10−4 | 1.91 × 10−4 | 1.61 × 10−4 | 1.05 × 10−5 | 1.03 × 10−5 |
| Average | 2.09 × 10−4 | 2.38 × 10−4 | 1.47 × 10−4 | 1.89 × 10−4 | 1.67 × 10−4 | 1.04 × 10−5 | 1.03 × 10−5 |
| Stand. deviation σ | 4.50 × 10−6 | 1.50 × 10−6 | 4.41 × 10−6 | 6.74 × 10−6 | 4.10 × 10−6 | 1.00 × 10−7 | 3.00 × 10−7 |
Table 10.
The modeling results for LWARP_CALC and LWEFT_CALC − RSKCu+Ni.
Table 10.
The modeling results for LWARP_CALC and LWEFT_CALC − RSKCu+Ni.
| Meas. | LWARP_CALC | LWEFT_CALC |
|---|
| No. | (m) | (m) |
|---|
| 1 | 2.00 × 10−4 | 2.13 × 10−4 |
| 2 | 2.08 × 10−4 | 2.13 × 10−4 |
| 3 | 2.08 × 10−4 | 2.13 × 10−4 |
| 4 | 2.07 × 10−4 | 2.18 × 10−4 |
| 5 | 2.07 × 10−4 | 2.23 × 10−4 |
| 6 | 2.09 × 10−4 | 2.24 × 10−4 |
| 7 | 2.11 × 10−4 | 2.26 × 10−4 |
| 8 | 2.13 × 10−4 | 2.24 × 10−4 |
| 9 | 2.16 × 10−4 | 2.21 × 10−4 |
| 10 | 2.16 × 10−4 | 2.18 × 10−4 |
| Average | 2.10 × 10−4 | 2.19 × 10−4 |
| Stand. deviation σ | 4.60 × 10−6 | 4.70×10−6 |
Table 11.
The measurement results of the length of the warp LWARP_MEAS and the length of the line connecting the arcs in warp a-RSKCu+Ni.
Table 11.
The measurement results of the length of the warp LWARP_MEAS and the length of the line connecting the arcs in warp a-RSKCu+Ni.
| Meas. No. | Measured Parts of the arc | Lwarp_MEAS | a |
|---|
| (m) | (m) | (m) |
|---|
| 1 | 4.56 × 10−5 | 4.06 × 10−5 | 3.78 × 10−5 | 4.13 × 10−5 | 4.81 × 10−5 | 2.13 × 10−4 | 2.13 × 10−4 |
| 2 | 4.47 × 10−5 | 3.99 × 10−5 | 3.72 × 10−5 | 4.29 × 10−5 | 4.90 × 10−5 | 2.14 × 10−4 | 2.13 × 10−4 |
| 3 | 4.39 × 10−5 | 4.12 × 10−5 | 3.76 × 10−5 | 4.10 × 10−5 | 5.00 × 10−5 | 2.14 × 10−4 | 2.14 × 10−4 |
| 4 | 4.49 × 10−5 | 4.15 × 10−5 | 3.73 × 10−5 | 4.11 × 10−5 | 4.87 × 10−5 | 2.14 × 10−4 | 2.13 × 10−4 |
| 5 | 4.60 × 10−5 | 4.04 × 10−5 | 3.80 × 10−5 | 4.14 × 10−5 | 4.86 × 10−5 | 2.14 × 10−4 | 2.13 × 10−4 |
| Average | 4.50 × 10−5 | 4.07 × 10−5 | 3.76 × 10−5 | 4.15 × 10−5 | 4.89 × 10−5 | 2.14 × 10−4 | 2.13 × 10−4 |
| Stand. deviation σ | 7.00 × 10−7 | 6.00 × 10−7 | 3.00 × 10−7 | 7.00 × 10−7 | 6.00 × 10−7 | 3.00 × 10−7 | 4.00 × 10−7 |
Table 12.
The comparison of measurement and calculated results of the length of the warp-RSKCu+Ni.
Table 12.
The comparison of measurement and calculated results of the length of the warp-RSKCu+Ni.
| Meas. No. | Lwarp_MEAS | Lwarp_CALC | Lwarp_MEAS/Lwarp_CALC |
|---|
| | (m) | (m) | (%) |
|---|
| 1 | 2.13 × 10−4 | 2.00 × 10−4 | 106.50 |
| 2 | 2.14 × 10−4 | 2.08 × 10−4 | 102.88 |
| 3 | 2.14 × 10−4 | 2.08 × 10−4 | 102.88 |
| 4 | 2.14 × 10−4 | 2.07 × 10−4 | 103.38 |
| 5 | 2.14 × 10−4 | 2.07 × 10−4 | 103.38 |
| Average | 2.14 × 10−4 | 2.06 × 10−4 | 103.81 |
| Stand. deviation σ | 3.00 × 10−7 | 3.02 × 10−6 | 1.36 |
Table 13.
The modeling results for RSKCu+Ni.
Table 13.
The modeling results for RSKCu+Ni.
| Parameter | Average | Standard Deviation |
|---|
| LWARP_CALC (m) | 2.10 × 10−4 | 4.58 × 10−6 |
| LWEFT_CALC (m) | 2.39 × 10−4 | 1.50 × 10−6 |
| SWARP (m2) | 6.82 × 10−15 | 1.80 × 10−16 |
| SWEFT (m2) | 7.73 × 10−15 | 2.20 × 10−16 |
| SInter_point (m2) | 1.70 × 10−16 | 1.00 × 10−17 |
| SEffect (m2) | 7.11 × 10−15 | 1.60 × 10−16 |
| S1WARP_Multi (m2) | 4.88 × 10−14 | 1.07 × 10−15 |
| S2WEFT_Multi (m2) | 4.30 × 10−14 | 2.60 × 10−16 |
Table 14.
The measurement results of the resistance between two electrodes: Cu plate + (Cu plate, CerexCuIv4, RSKCu+Ni, or RSKCuIv4).
Table 14.
The measurement results of the resistance between two electrodes: Cu plate + (Cu plate, CerexCuIv4, RSKCu+Ni, or RSKCuIv4).
| Distance between Electrodes (m) | Resistance (Ω) |
|---|
| Cu plate | RSKCuIv4 | CerexCuIv4 | RSKCu+Ni |
|---|
| 1.00 × 10−2 | 6.5 × 10−1 | 6.9 × 10−1 | 6.4 × 10−1 | 6.3 × 10−1 |
| 2.00 × 10−2 | 1.2 × 10−2 | 1.2 × 10−2 | 1.2 × 10−2 | 1.1 × 10−2 |
| 3.00 × 10−2 | 1.7 × 10−2 | 1.6 × 10−2 | 1.6 × 10−2 | 1.5 × 10−2 |
| 4.00 × 10−2 | 2.0 × 10−2 | 1.9 × 10−2 | 1.9 × 10−2 | 1.8 × 10−2 |
| 5.00 × 10−2 | 2.2 × 10−2 | 2.1 × 10−2 | 2.1 × 10−2 | 2.1 × 10−2 |
| 10.00 × 10−2 | 3.1 × 10−2 | 3.1 × 10−2 | 3.2 × 10−2 | 3.0 × 10−2 |
| | | | Surface area (m2) | |
| Average | 3.06 × 10−3 | 3.18 × 10−3 | 3.22 × 10−3 | 3.28 × 10−3 |
| Stand. deviation σ | 0.00 × 100 | 4.50 × 10−5 | 8.22 × 10−5 | 7.48 × 10−5 |
Table 15.
The modeling results for surface area of samples.
Table 15.
The modeling results for surface area of samples.
| Modeling | RSKCuIv4 | CerexCuIv4 | RSKCu+Ni |
|---|
| No. | (m2) | (m2) | (m2) |
|---|
| 1 | 4.65 × 10−3 | 5.37 × 10−3 | 5.78 × 10−3 |
| 2 | 4.67 × 10−3 | 5.36 × 10−3 | 5.73 × 10−3 |
| 3 | 4.69 × 10−3 | 5.31 × 10−3 | 5.66 × 10−3 |
| 4 | 4.67 × 10−3 | 5.43 × 10−3 | 5.68 × 10−3 |
| 5 | 4.64 × 10−3 | 5.33 × 10−3 | 5.68 × 10−3 |
| 6 | 4.64 × 10−3 | 5.36 × 10−3 | 5.66 × 10−3 |
| 7 | 4.60 × 10−3 | 5.32 × 10−3 | 5.65 × 10−3 |
| 8 | 4.59 × 10−3 | 5.36 × 10−3 | 5.62 × 10−3 |
| 9 | 4.58 × 10−3 | 5.41 × 10−3 | 5.60 × 10−3 |
| 10 | 4.61 × 10−3 | 5.36 × 10−3 | 5.60 × 10−3 |
| Average | 4.63 × 10−3 | 5.36 × 10−3 | 5.67 × 10−3 |
| Stand. deviation σ | 3.62 × 10−5 | 3.54 × 10−5 | 5.23 × 10−5 |

 ,
, 















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}