Author Contributions
Data curation, B.C. and P.S.; Investigation, B.C. and N.C.; Methodology, B.C., N.C., P.S., and L.I.; Supervision, L.D.M. and L.I.; Writing–original draft, B.C.; Writing–review & editing, L.D.M., P.S., and L.I.
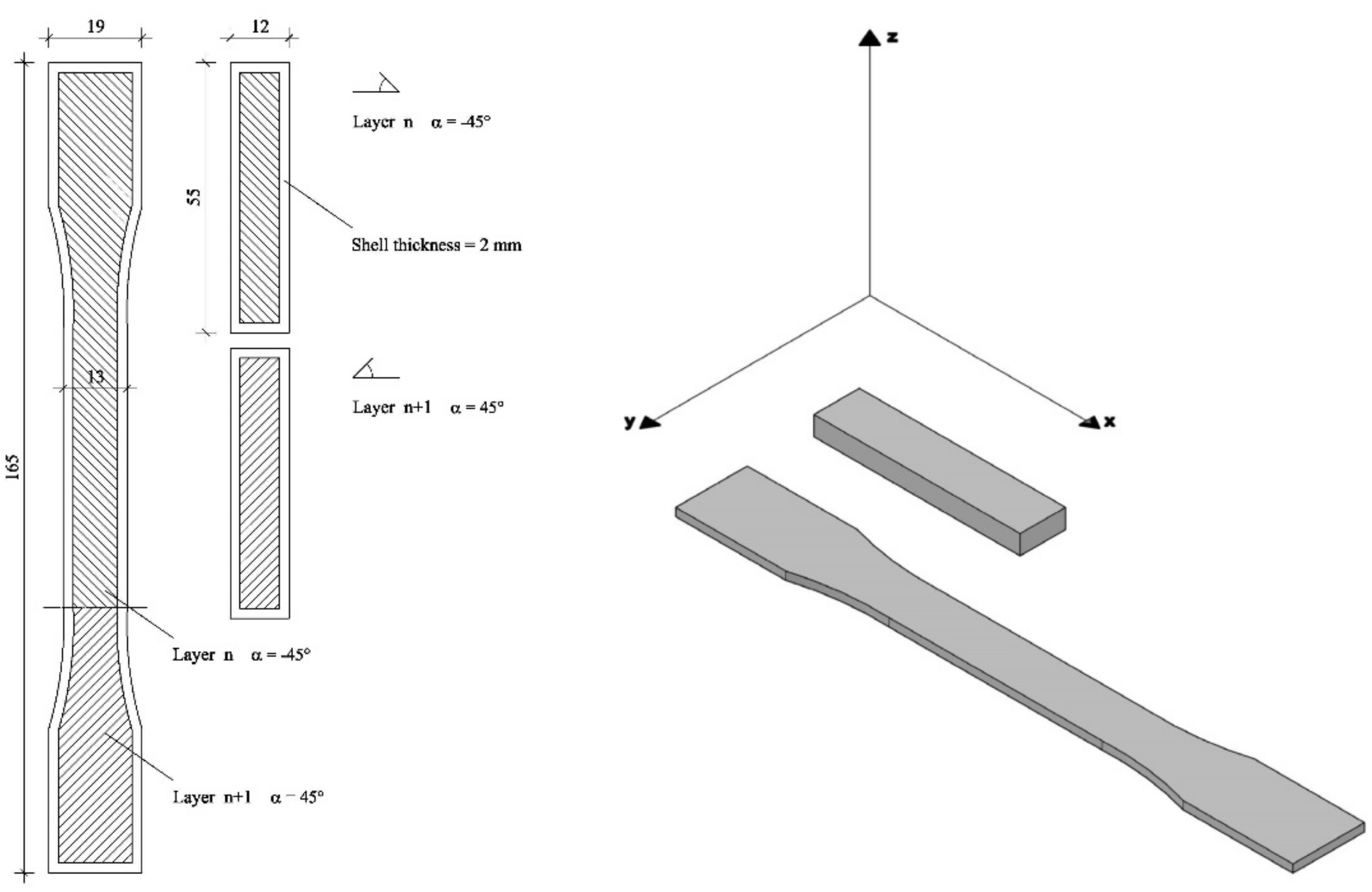
Figure 1.
Dog-bone and prismatic specimens dimensions, orientation on the plate, and infill pattern.
Figure 1.
Dog-bone and prismatic specimens dimensions, orientation on the plate, and infill pattern.
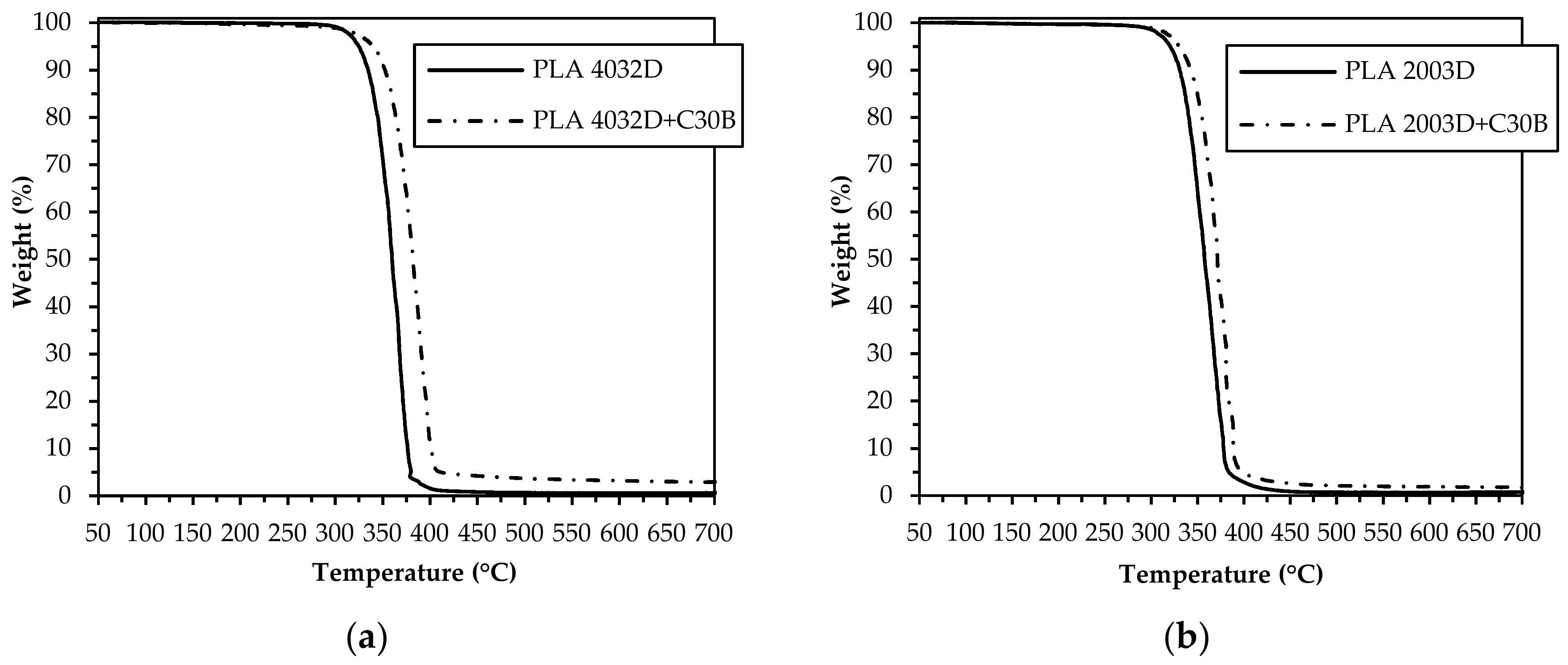
Figure 2.
Weight loss of PLA 4032D and PLA 4032D+C30B (a) and PLA 2003D and PLA 2003D+C30B (b).
Figure 2.
Weight loss of PLA 4032D and PLA 4032D+C30B (a) and PLA 2003D and PLA 2003D+C30B (b).
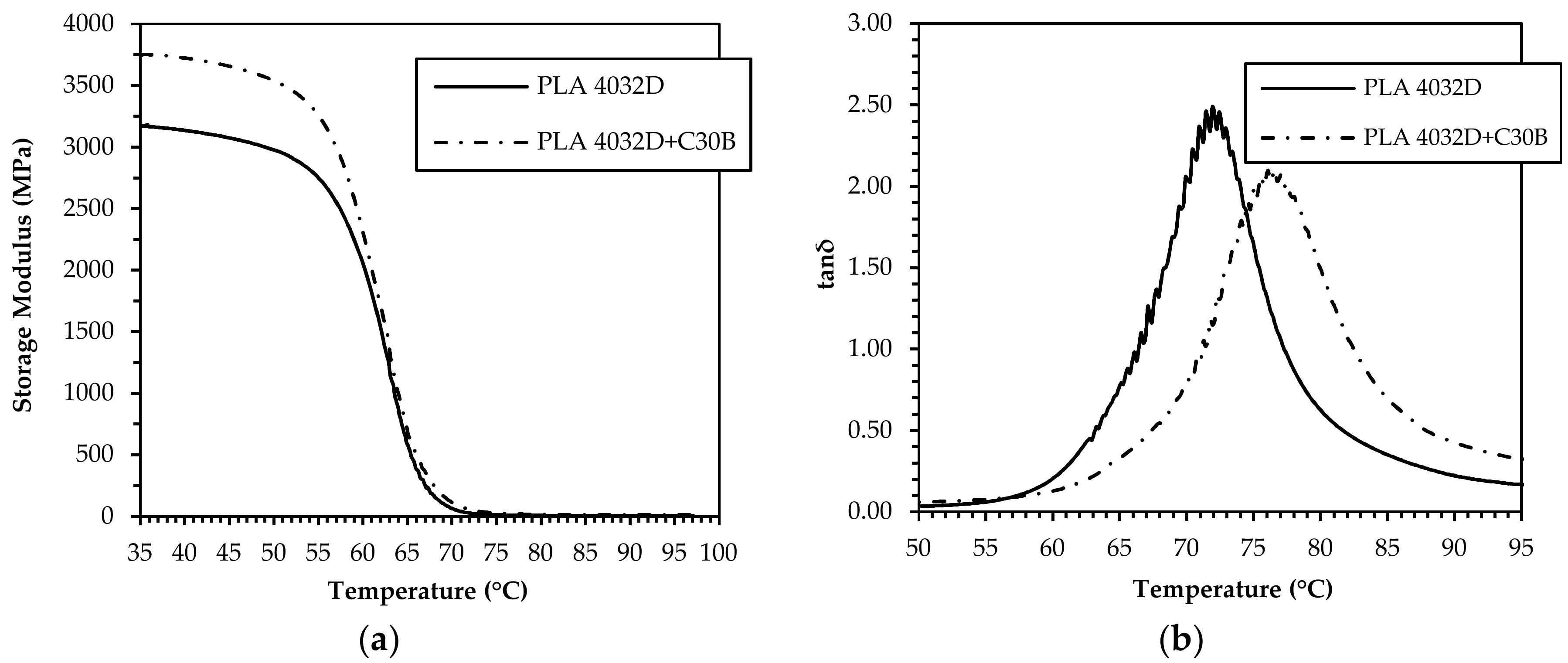
Figure 3.
Storage modulus (a) and tanδ (b) of PLA 4032D and PLA 4032D+C30B filaments.
Figure 3.
Storage modulus (a) and tanδ (b) of PLA 4032D and PLA 4032D+C30B filaments.
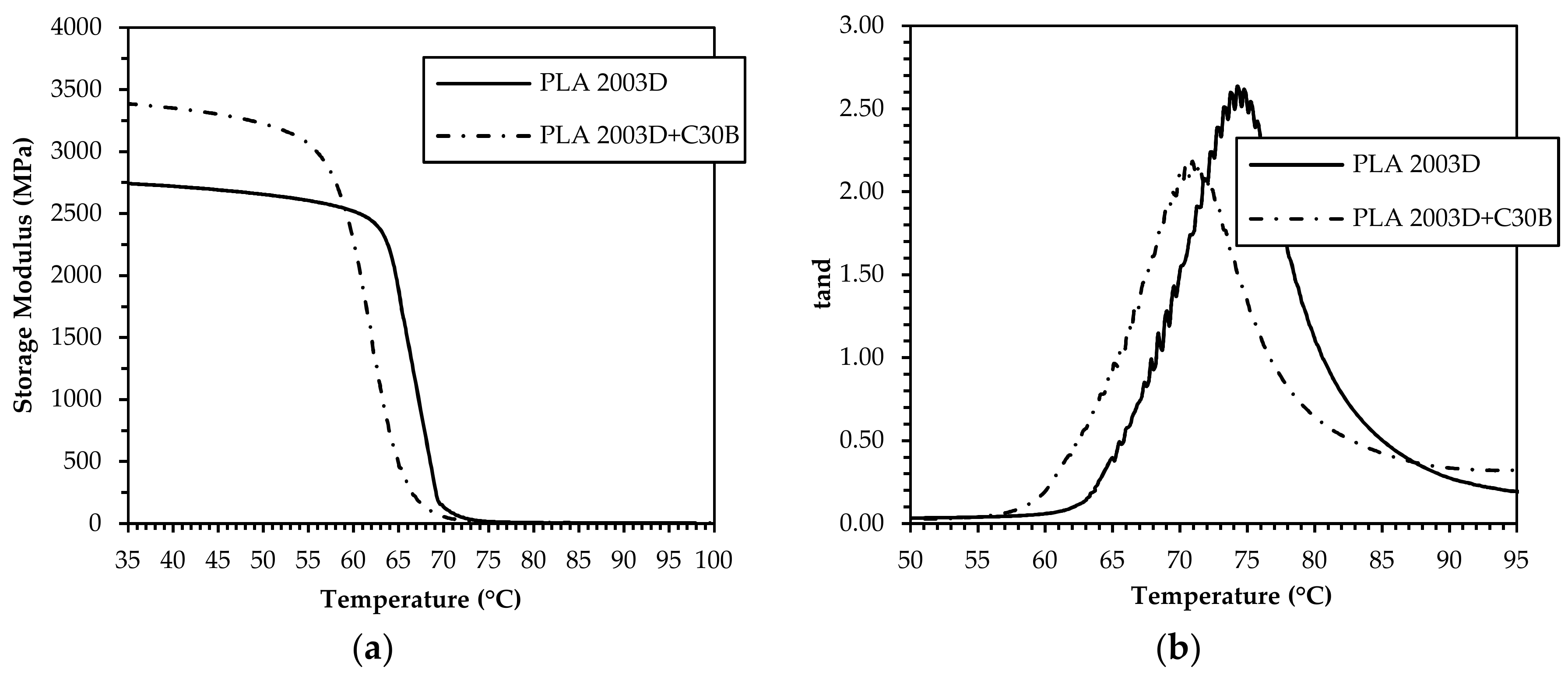
Figure 4.
Storage modulus (a) and tanδ (b) of PLA 2003D and PLA 2003D+C30B filaments.
Figure 4.
Storage modulus (a) and tanδ (b) of PLA 2003D and PLA 2003D+C30B filaments.
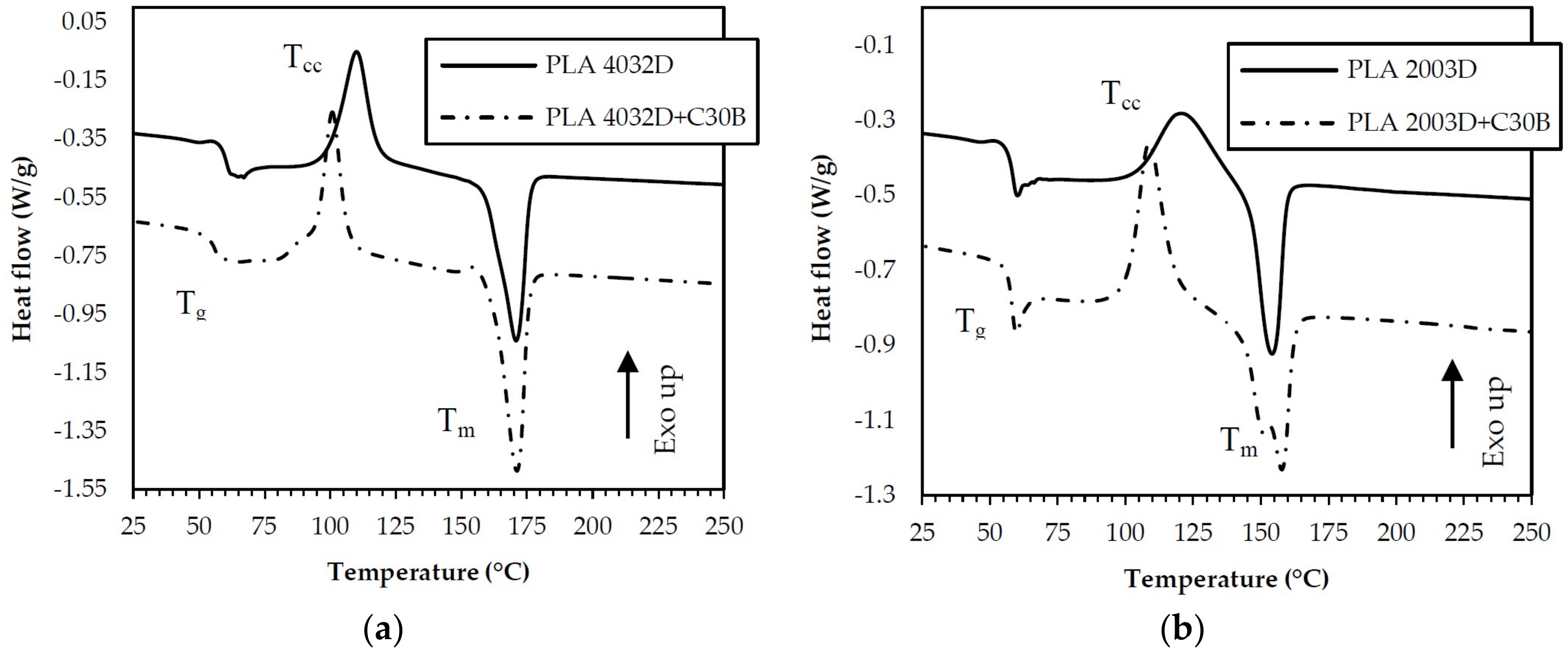
Figure 5.
First heating of the filaments of PLA 4032D and PLA 4032D+C30B (a) and PLA 2003D and PLA 2003D+C30B (b).
Figure 5.
First heating of the filaments of PLA 4032D and PLA 4032D+C30B (a) and PLA 2003D and PLA 2003D+C30B (b).
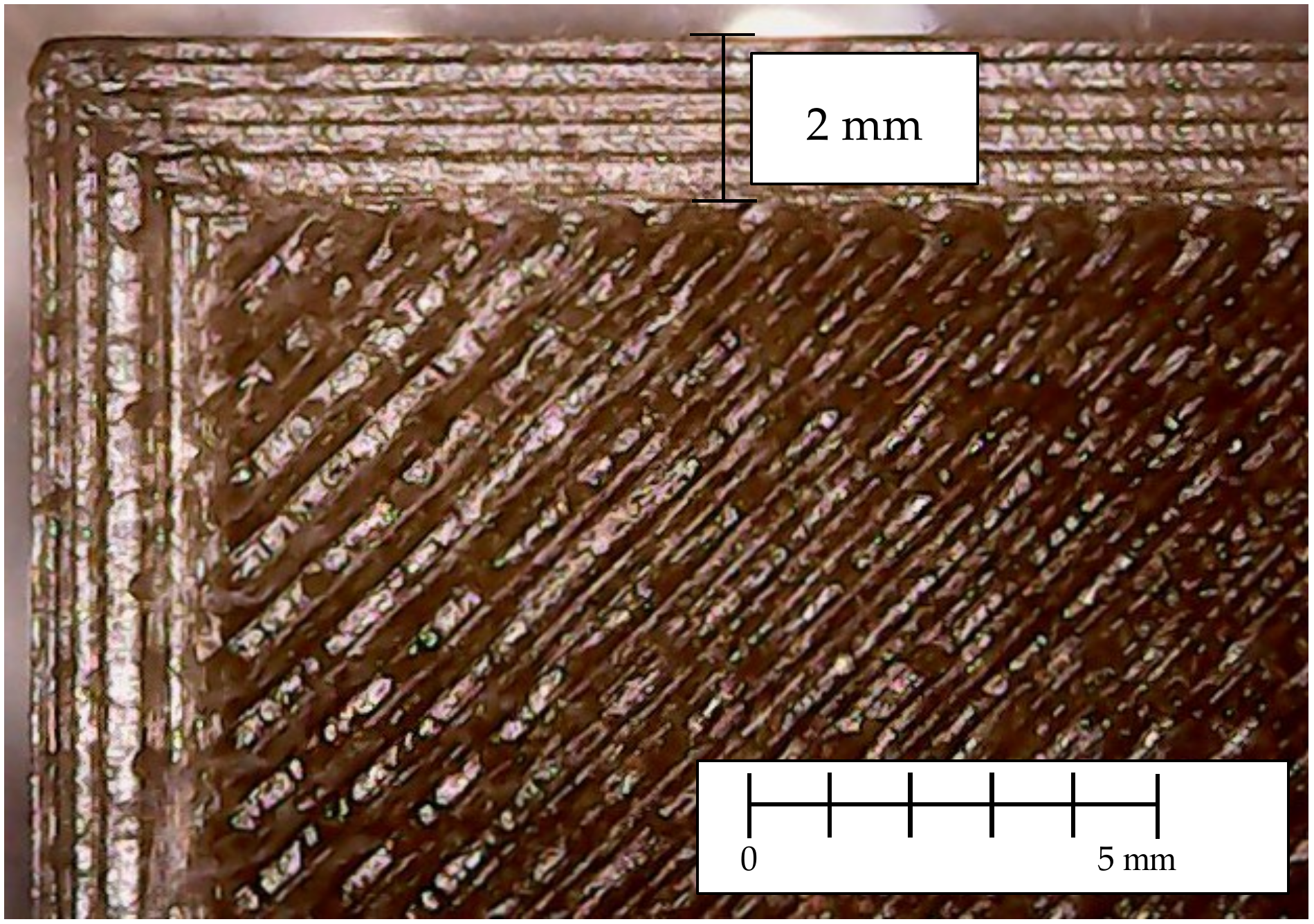
Figure 6.
Detail of the outer wall and raster of a 3D printed specimen.
Figure 6.
Detail of the outer wall and raster of a 3D printed specimen.
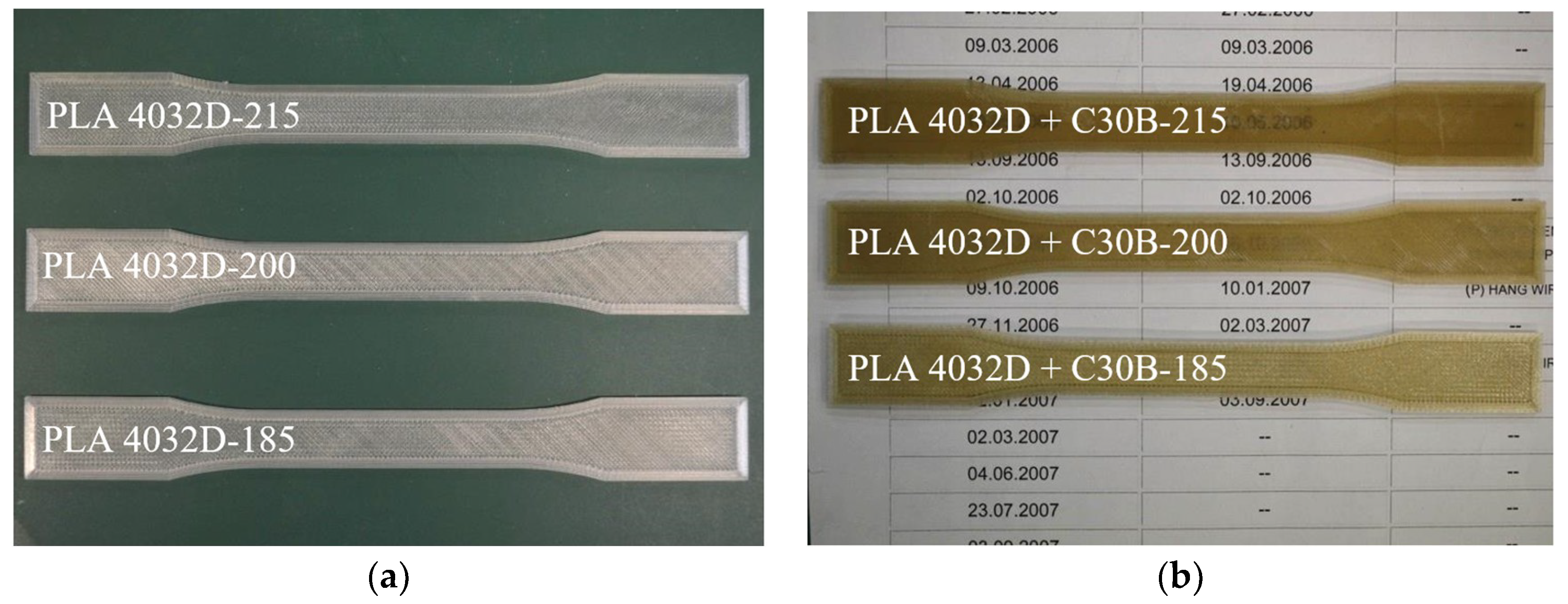
Figure 7.
3D printed “dog-bone” specimens: (a) PLA4032D and (b) PLA4032D+C30B.
Figure 7.
3D printed “dog-bone” specimens: (a) PLA4032D and (b) PLA4032D+C30B.
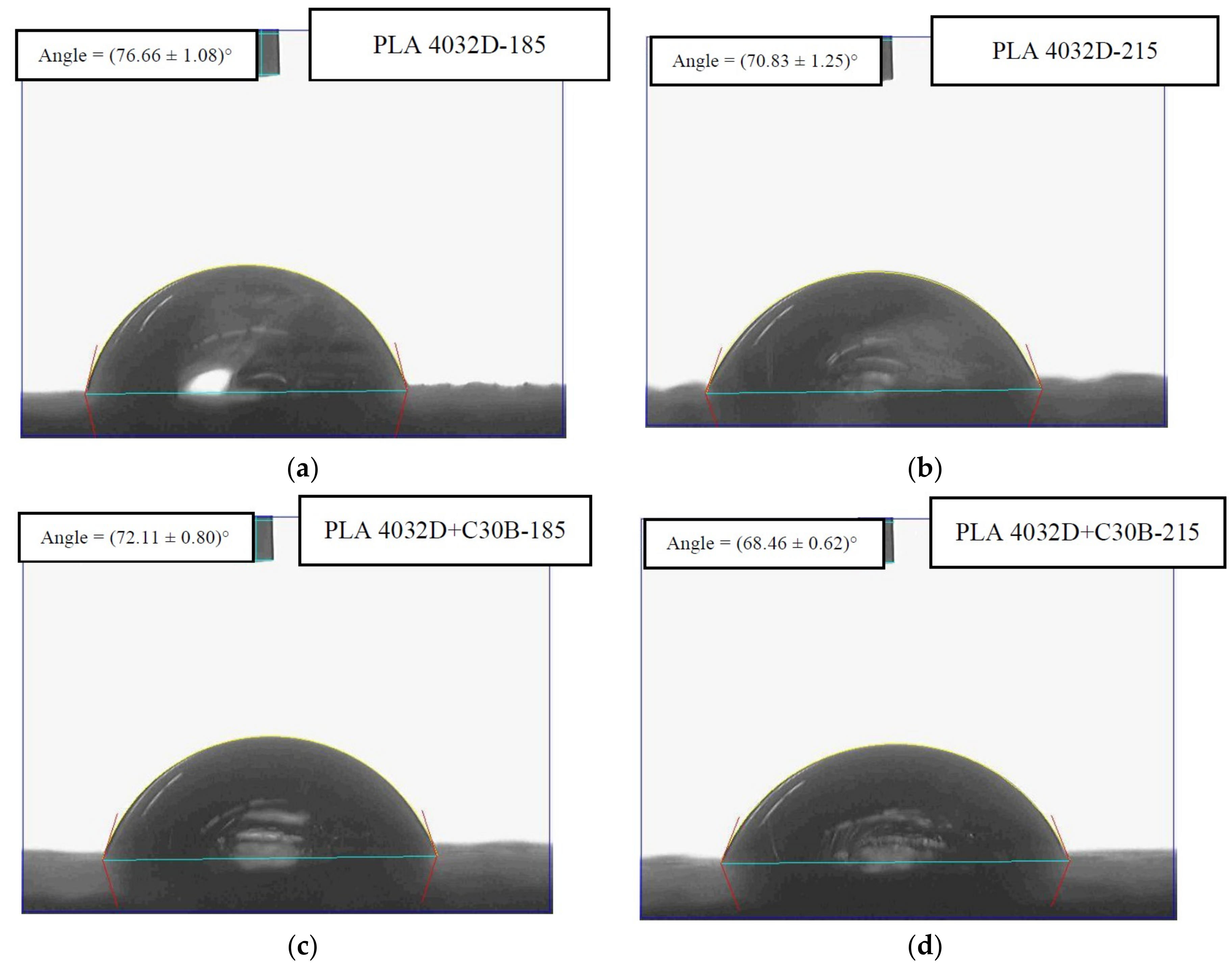
Figure 8.
Contact angle of (a) PLA 4032D-185, (b) PLA 4032D-215, (c) PLA 4032D+C30B-185, (d) PLA 4032D+C30B-215.
Figure 8.
Contact angle of (a) PLA 4032D-185, (b) PLA 4032D-215, (c) PLA 4032D+C30B-185, (d) PLA 4032D+C30B-215.
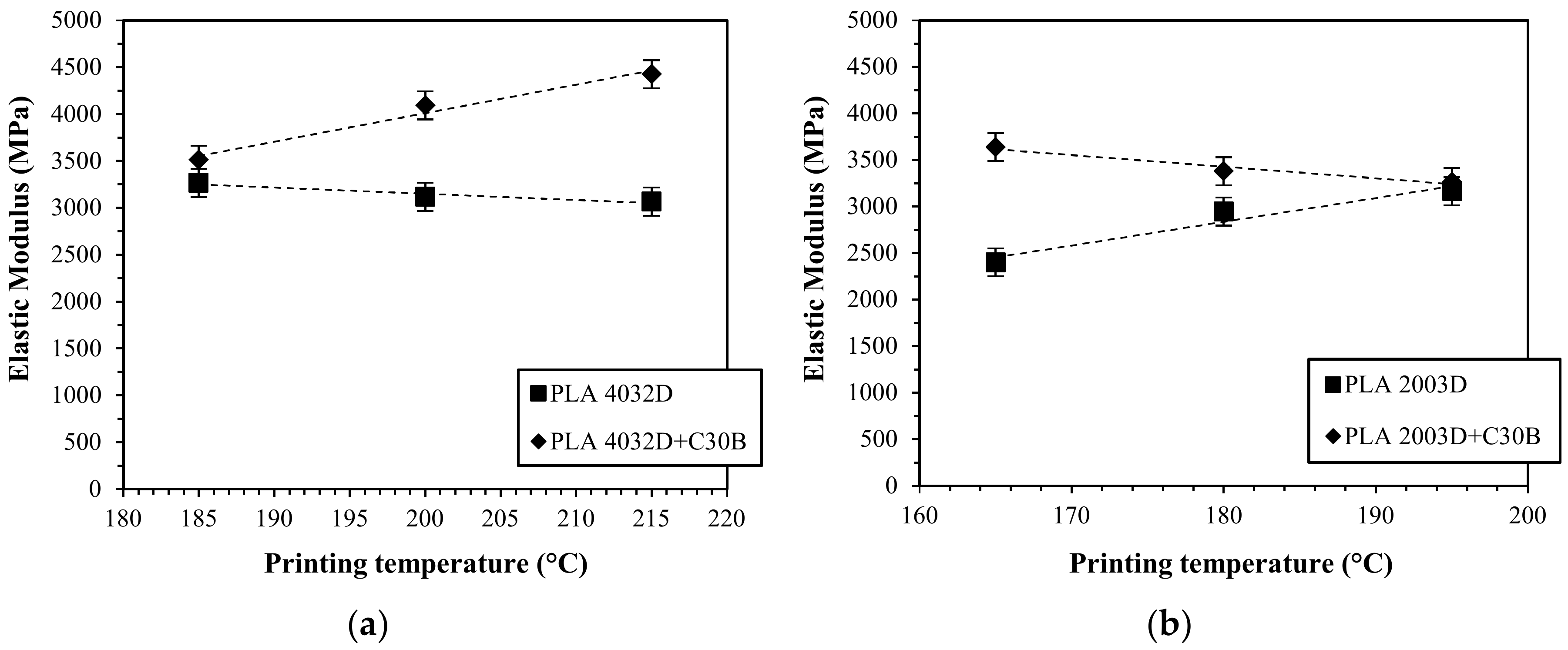
Figure 9.
Elastic modulus of the 3D printed samples of PLA 4032D and PLA 4032D+C30B (a) and PLA 2003D and PLA 2003D+C30B (b) printed at different temperatures.
Figure 9.
Elastic modulus of the 3D printed samples of PLA 4032D and PLA 4032D+C30B (a) and PLA 2003D and PLA 2003D+C30B (b) printed at different temperatures.
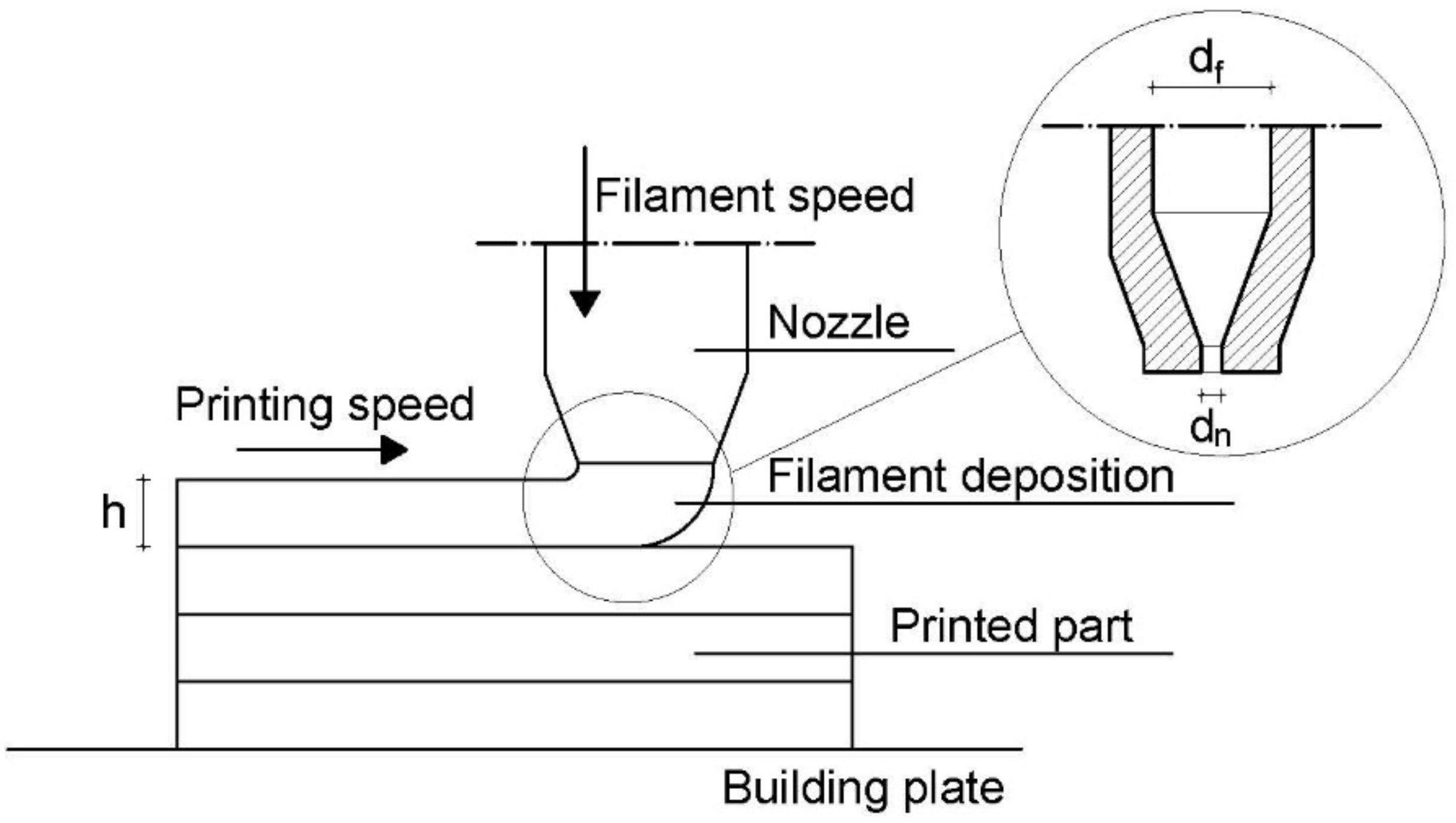
Figure 10.
Schematic representation of the filament deposition process and detail of the nozzle.
Figure 10.
Schematic representation of the filament deposition process and detail of the nozzle.
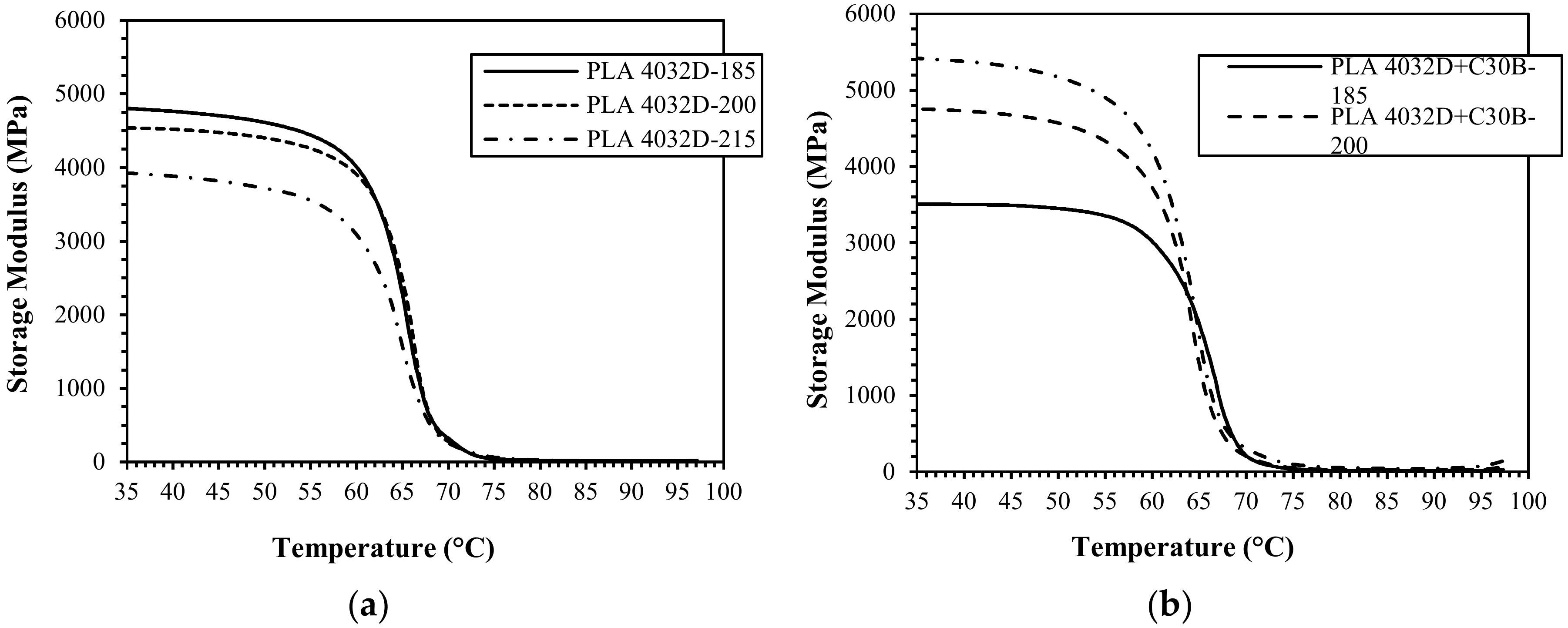
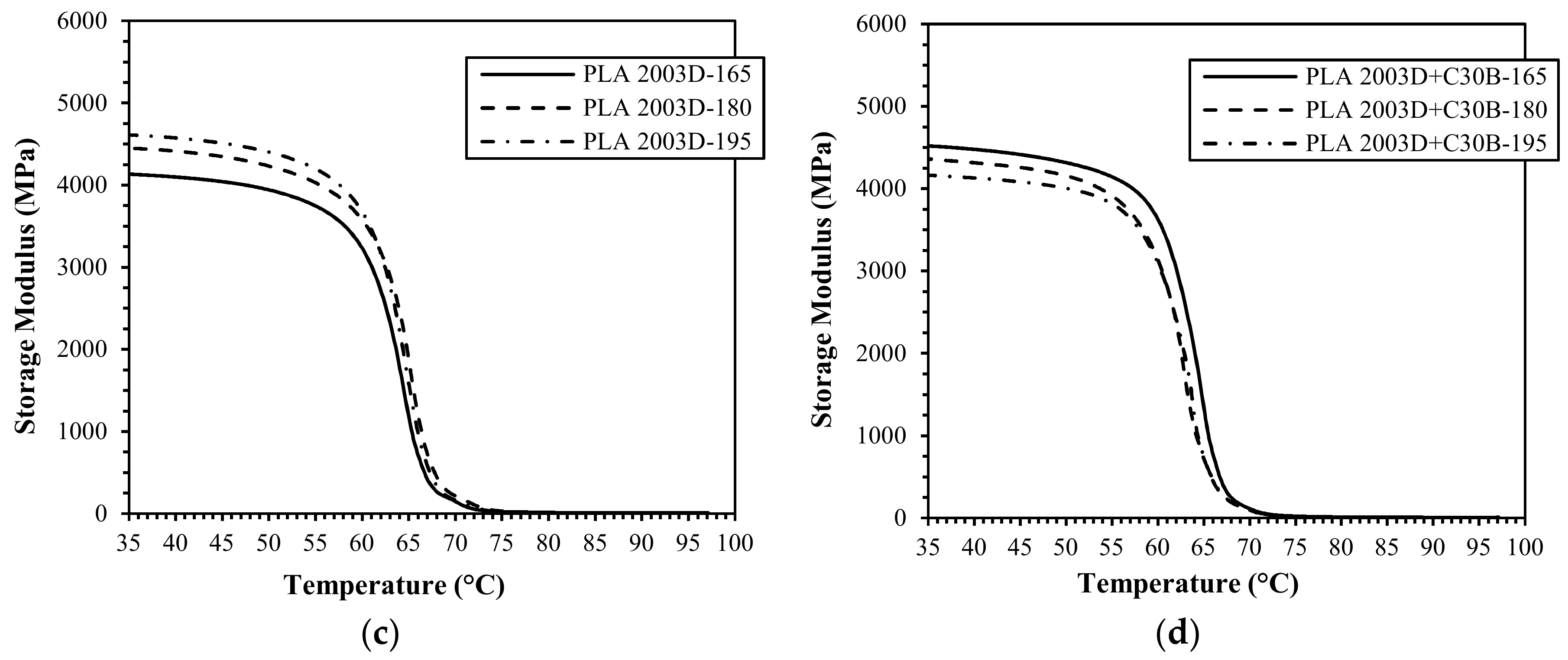
Figure 11.
Storage modulus vs. temperature of the 3D printed samples of PLA 4032D (a), PLA 4032D+C30B (b), PLA 2003D (c), and PLA 2003D+C30B (d) printed at different temperatures.
Figure 11.
Storage modulus vs. temperature of the 3D printed samples of PLA 4032D (a), PLA 4032D+C30B (b), PLA 2003D (c), and PLA 2003D+C30B (d) printed at different temperatures.
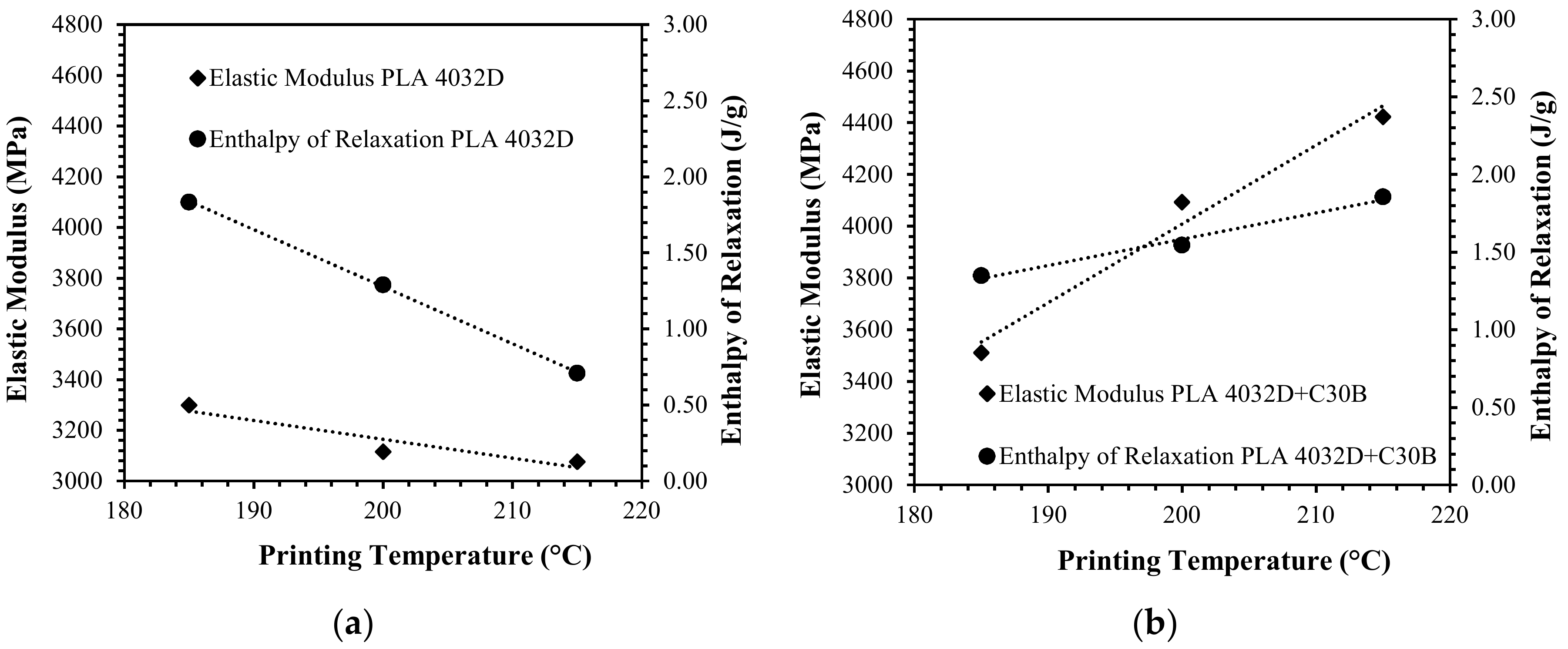
Figure 12.
Correlation between elastic modulus and enthalpy of relaxation and 3D printing temperature for PLA 4032D (a) and PLA 4032D+C30B (b).
Figure 12.
Correlation between elastic modulus and enthalpy of relaxation and 3D printing temperature for PLA 4032D (a) and PLA 4032D+C30B (b).
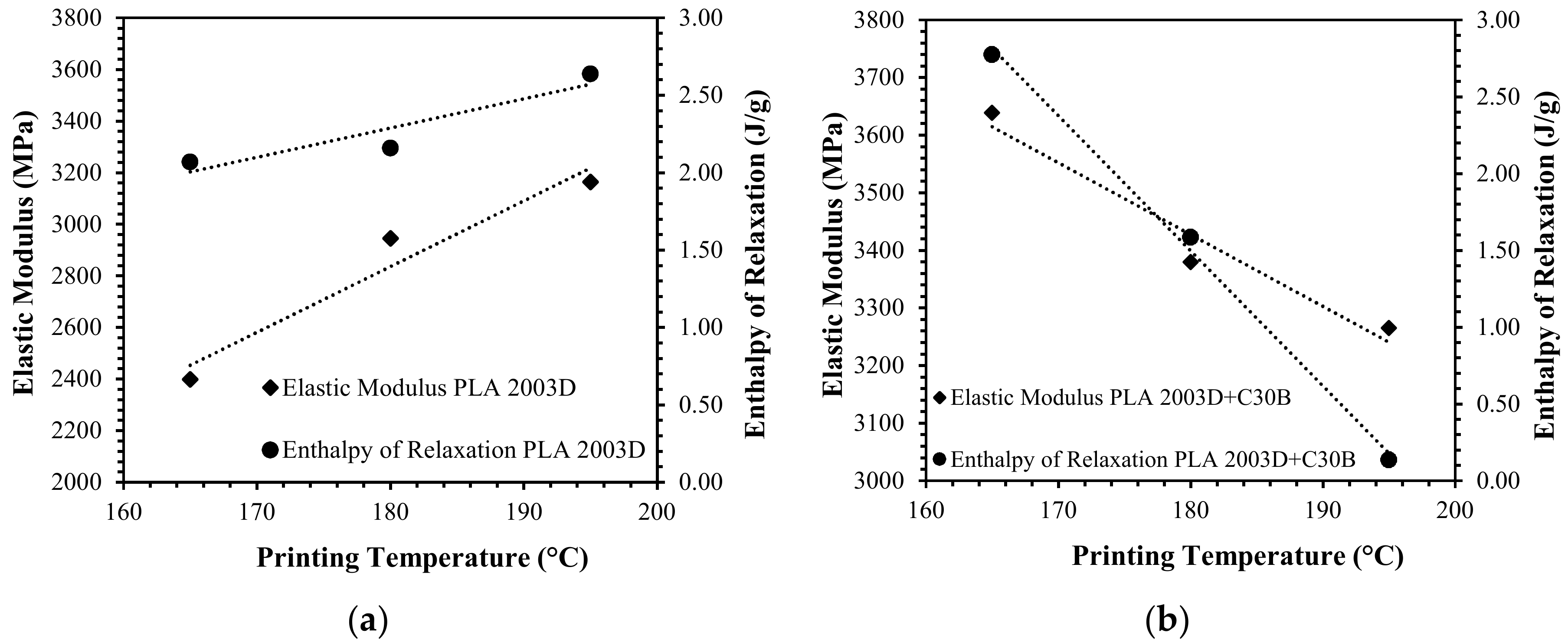
Figure 13.
Correlation between elastic modulus and enthalpy of relaxation and 3D printing temperature for PLA 2003D (a) and PLA 2003D+C30B (b).
Figure 13.
Correlation between elastic modulus and enthalpy of relaxation and 3D printing temperature for PLA 2003D (a) and PLA 2003D+C30B (b).
Table 1.
Melt flow index (MFI), melting temperature (Tm), D-isomer content, and polydispersity index of the two polylactic acid (PLA) grades.
Table 1.
Melt flow index (MFI), melting temperature (Tm), D-isomer content, and polydispersity index of the two polylactic acid (PLA) grades.
| Polymer | Tm (°C) | MFI (g/10 min) | D-isomer (%) | Mw/Mn |
|---|
| PLA 4032D | 170 | 5.89 | 1.5 | 1.46 |
| PLA 2003D | 150 | 5.92 | 4 | 1.46 |
Table 2.
3D printing temperatures for the two PLA grades.
Table 2.
3D printing temperatures for the two PLA grades.
| Polymer | T1 (°C) | T2 (°C) | T3 (°C) |
|---|
| PLA 4032D | 185 | 200 | 215 |
| PLA 2003D | 165 | 180 | 195 |
Table 3.
Temperatures corresponding to a weight loss of 25, 50, and 75% in respect to the initial weight.
Table 3.
Temperatures corresponding to a weight loss of 25, 50, and 75% in respect to the initial weight.
| Sample | T25 (°C) | T50 (°C) | T75 (°C) |
|---|
| PLA 4032D | 348 | 360 | 370 |
| PLA 4032D+C30B | 368 | 382 | 393 |
| PLA 2003D | 346 | 360 | 372 |
| PLA 2003D+C30B | 354 | 368 | 379 |
Table 4.
Thermal temperatures, enthalpies, and the degree of crystallinity of PLA and PLA/clay filaments.
Table 4.
Thermal temperatures, enthalpies, and the degree of crystallinity of PLA and PLA/clay filaments.
| Heating Scan | Sample | Tg (°C) | Tcc (°C) | ΔHcc (J/g) | Tm (°C) | ΔHm (°C) | Xc (%) |
|---|
| First Heating | PLA 4032D | 62 | 110 | 31 | 171 | 38 | 8 |
| PLA 4032D+C30B | 58 | 101 | 31 | 171 | 38 | 7 |
| PLA 2003D | 60 | 121 | 23 | 154 | 25 | 2 |
| PLA 2003D+C30B | 60 | 109 | 32 | 151,158 | 34 | 2 |
Table 5.
Elastic modulus (E), elongation at break (εb), and tensile strength (σ) of PLA 4032D and PLA 4032D+C30B specimens printed at different temperatures (standard deviation ± 5–10%).
Table 5.
Elastic modulus (E), elongation at break (εb), and tensile strength (σ) of PLA 4032D and PLA 4032D+C30B specimens printed at different temperatures (standard deviation ± 5–10%).
| Sample | E (MPa) | εb (%) | σ (MPa) |
|---|
| PLA 4032D-185 | 3330 | 4.04 | 50 |
| PLA 4032D-200 | 3117 | 4.58 | 49 |
| PLA 4032D-215 | 3077 | 5.76 | 51 |
| PLA 4032D+C30B-185 | 3511 | 2.11 | 40 |
| PLA 4032D+C30B-200 | 4093 | 1.85 | 46 |
| PLA 4032D+C30B-215 | 4423 | 1.24 | 47 |
Table 6.
Elastic modulus (E), elongation at break (εb), and tensile strength (σ) of PLA 2003D and PLA 2003D+C30B specimens printed at different temperatures (standard deviation ± 5–10%).
Table 6.
Elastic modulus (E), elongation at break (εb), and tensile strength (σ) of PLA 2003D and PLA 2003D+C30B specimens printed at different temperatures (standard deviation ± 5–10%).
| Sample | E (MPa) | εb (%) | σ (MPa) |
|---|
| PLA 2003D-165 | 2399 | 5.56 | 37 |
| PLA 2003D-180 | 2945 | 5.79 | 47 |
| PLA 2003D-195 | 3164 | 6.18 | 52 |
| PLA 2003D+C30B-165 | 3639 | 5.87 | 52 |
| PLA 2003D+C30B-180 | 3379 | 3.66 | 44 |
| PLA 2003D+C30B-195 | 3264 | 3.21 | 43 |
Table 7.
Tanδ and storage modulus (dual cantilever mode) of PLA and PLA/clay 3D printed specimens at 35 and 80 °C.
Table 7.
Tanδ and storage modulus (dual cantilever mode) of PLA and PLA/clay 3D printed specimens at 35 and 80 °C.
| Sample | E′ (MPa) | tanδ Peak (°C) |
|---|
| 35 °C | 80 °C |
|---|
| PLA 4032D-185 | 4671 ± 185 | 23 ± 1 | 74 ± 1 |
| PLA 4032D-200 | 4413 ± 178 | 19 ± 3 | 75 ± 2 |
| PLA 4032D-215 | 4081 ± 221 | 21 ± 8 | 76 ± 1 |
| PLA 4032D+C30B-185 | 3974 ± 225 | 16 ± 2 | 74 ± 1 |
| PLA 4032D+C30B-200 | 4281 ± 172 | 20 ± 5 | 74 ± 2 |
| PLA 4032D+C30B-215 | 5331 ± 85 | 29 ± 9 | 73 ± 1 |
| PLA 2003D-165 | 4104 ± 42 | 13 ± 1 | 72 ± 2 |
| PLA 2003D-180 | 4501 ± 67 | 14 ± 3 | 74 ± 1 |
| PLA 2003D-195 | 4600 ± 16 | 11 ± 8 | 73 ± 1 |
| PLA 2003D+C30B-165 | 4257 ± 271 | 11 ± 2 | 72 ± 1 |
| PLA 2003D+C30B-180 | 4219 ± 200 | 11 ± 5 | 72 ± 1 |
| PLA 2003D+C30B-195 | 4110 ± 75 | 10 ± 9 | 72 ± 2 |
Table 8.
Thermal temperatures, enthalpies and degree of crystallinity of PLA 4032D and PLA 4032D+C30B printed specimens (first heating).
Table 8.
Thermal temperatures, enthalpies and degree of crystallinity of PLA 4032D and PLA 4032D+C30B printed specimens (first heating).
| Sample | Tg (°C) | Tcc (°C) | Tm (°C) | Xc (%) |
|---|
| PLA 4032D-185 | 65 | 110 | 166,170 | 3 |
| PLA 4032D-200 | 64 | 113 | 169,172 | 2 |
| PLA 4032D-215 | 62 | 112 | 168,172 | 2 |
| PLA 4032D+C30B-185 | 61 | 100 | 170 | 1 |
| PLA 4032D+C30B-200 | 62 | 99 | 171 | 3 |
| PLA 4032D+C30B-215 | 61 | 100 | 172 | 3 |
Table 9.
Thermal temperatures, enthalpies and degree of crystallinity of PLA 2003D and PLA 2003D+C30B printed specimens (first heating).
Table 9.
Thermal temperatures, enthalpies and degree of crystallinity of PLA 2003D and PLA 2003D+C30B printed specimens (first heating).
| Sample | Tg (°C) | Tcc (°C) | Tm (°C) | Xc (%) |
|---|
| PLA 2003D-165 | 66 | 122 | 156 | 1 |
| PLA 2003D-180 | 65 | 119 | 152 | 1 |
| PLA 2003D-195 | 64 | 116 | 151 | 1 |
| PLA 2003D+C30B-165 | 62 | 108 | 151,157 | 1 |
| PLA 2003D+C30B-180 | 61 | 107 | 152,158 | 1 |
| PLA 2003D+C30B-195 | 61 | 108 | 151,157 | 1 |


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}