Fatigue Performance of ABS Specimens Obtained by Fused Filament Fabrication

 ,
,  ,
,  and
and
Abstract
:
1. Introduction
2. Materials and Methods
3. Experimental Factors and Design of Experiments
- Printing temperature. It is the target temperature at which the extruder must operate, in order to have a proper extrusion and to guarantee cohesion in the workpiece. It has been selected according to the manufacturer’s datasheet recommendations.
- Platform temperature. The printing bed must keep this temperature during the whole extrusion process, to improve the quality of the printed pieces by preventing the warping caused by thermal stresses. It was selected according to the manufacturer’s datasheet recommendation.
- Solid shell. It defines the number of contours present in every layer of the workpieces. The higher the number of layers in the solid shell, the higher the stiffness of the obtained part. The number of solid layer shells were selected so that the specimens had the smallest number of contours, so that it would affect at its minimum the results of the experimental campaign (the influence of the number of contours was not a target parameter in this study).
- Layer height. It determines the thickness of the layers. Thinner layer heights increase the part quality, leading to a smoother surface but a higher building time. Thicker layers have the opposite effect.
- Nozzle diameter. It determines the diameter of the extruded plastic. This parameter affects the mechanical performance, surface roughness, and cost of the manufactured parts.
- Infill density. It defines the amount of plastic used on the interior part of the print. A higher infill density means more plastic inside the part, leading to a stronger object. This parameter also affects the building time.
- Printing speed. It determines at which speed the print head and the platform move while printing. This setting also determines how fast the filament must be extruded in order to obtain the desired extruded filament width. A higher print speed will lead to a shorter print time.
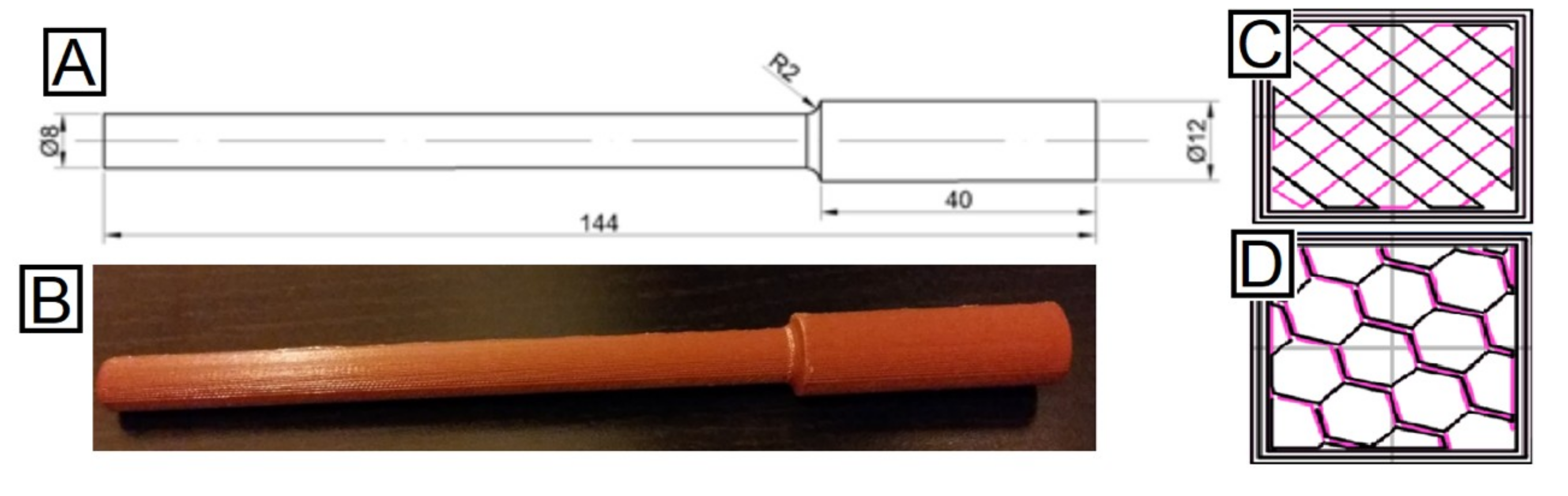
4. Test Samples Design and Manufacture
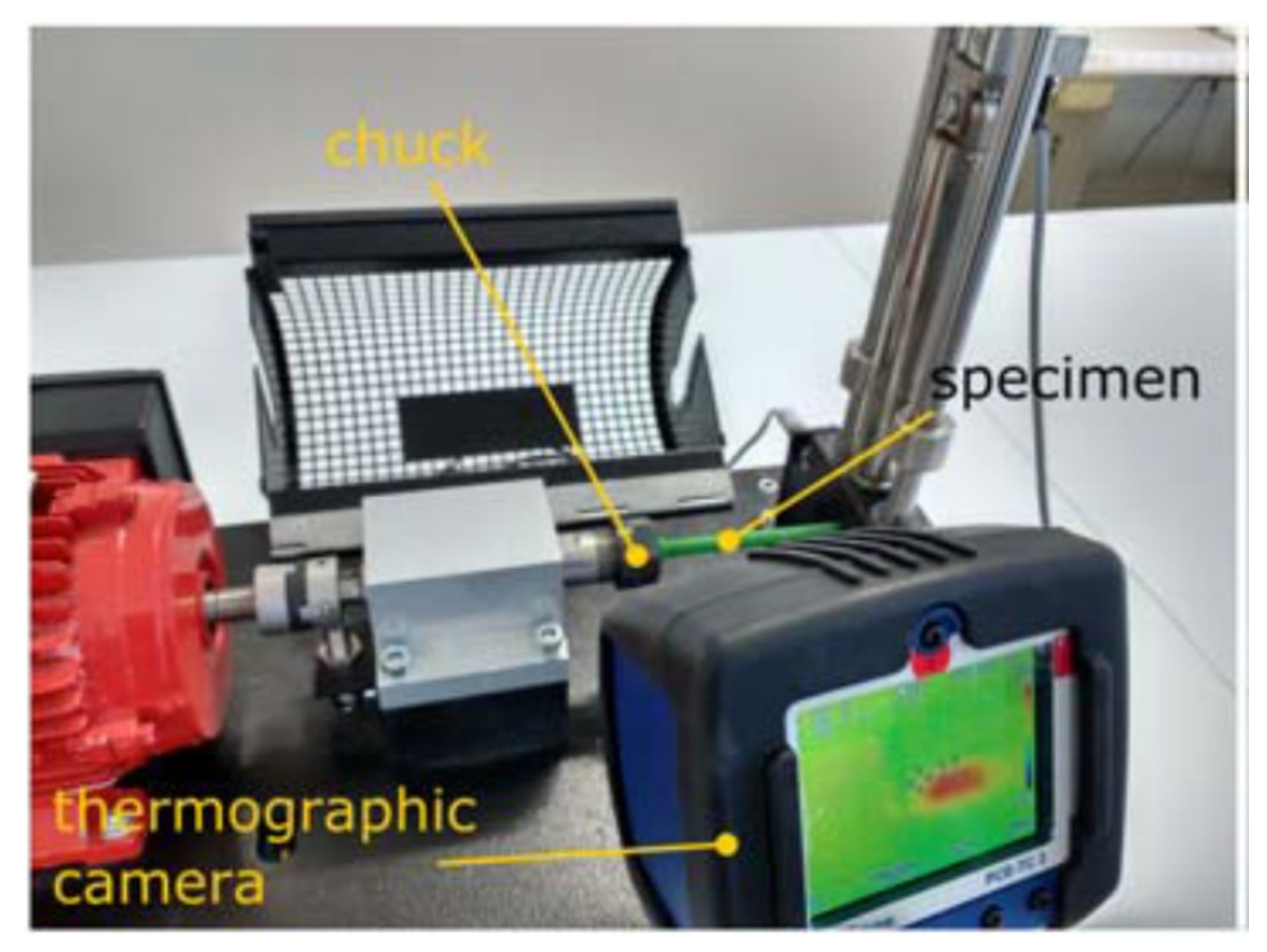
5. Fatigue Testing
6. Statistical Analysis
Wöhlers Curve
7. Results
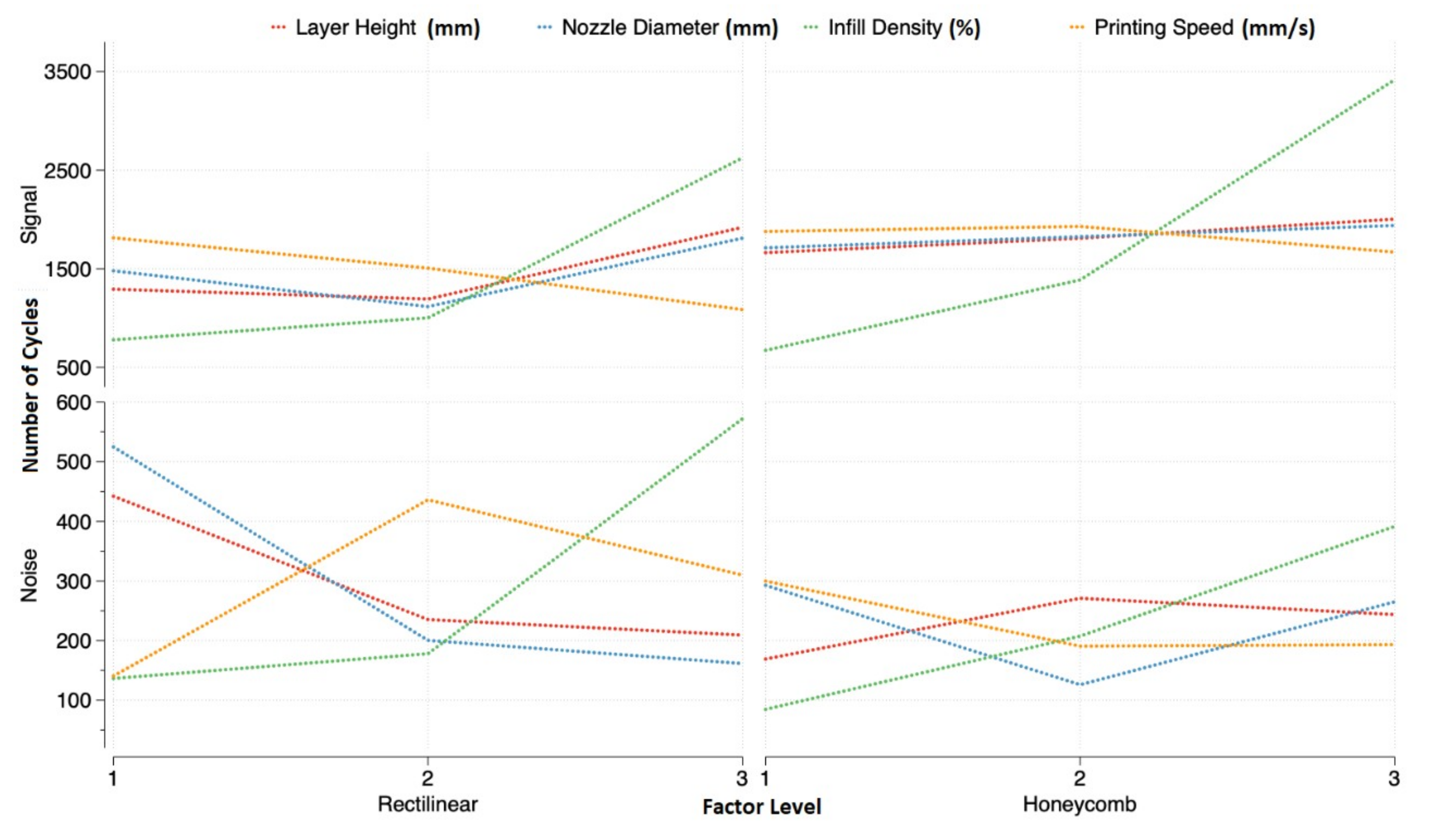
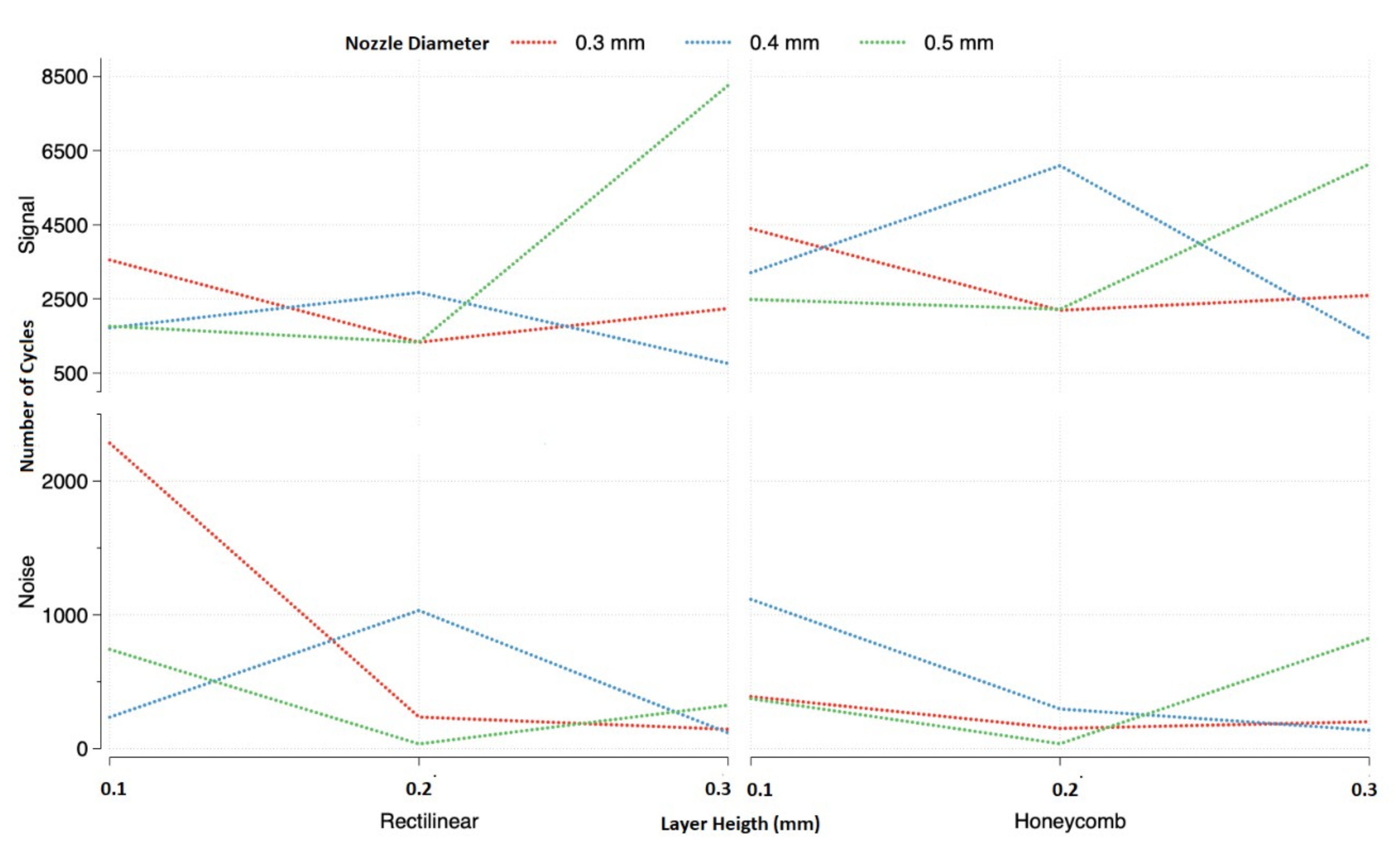
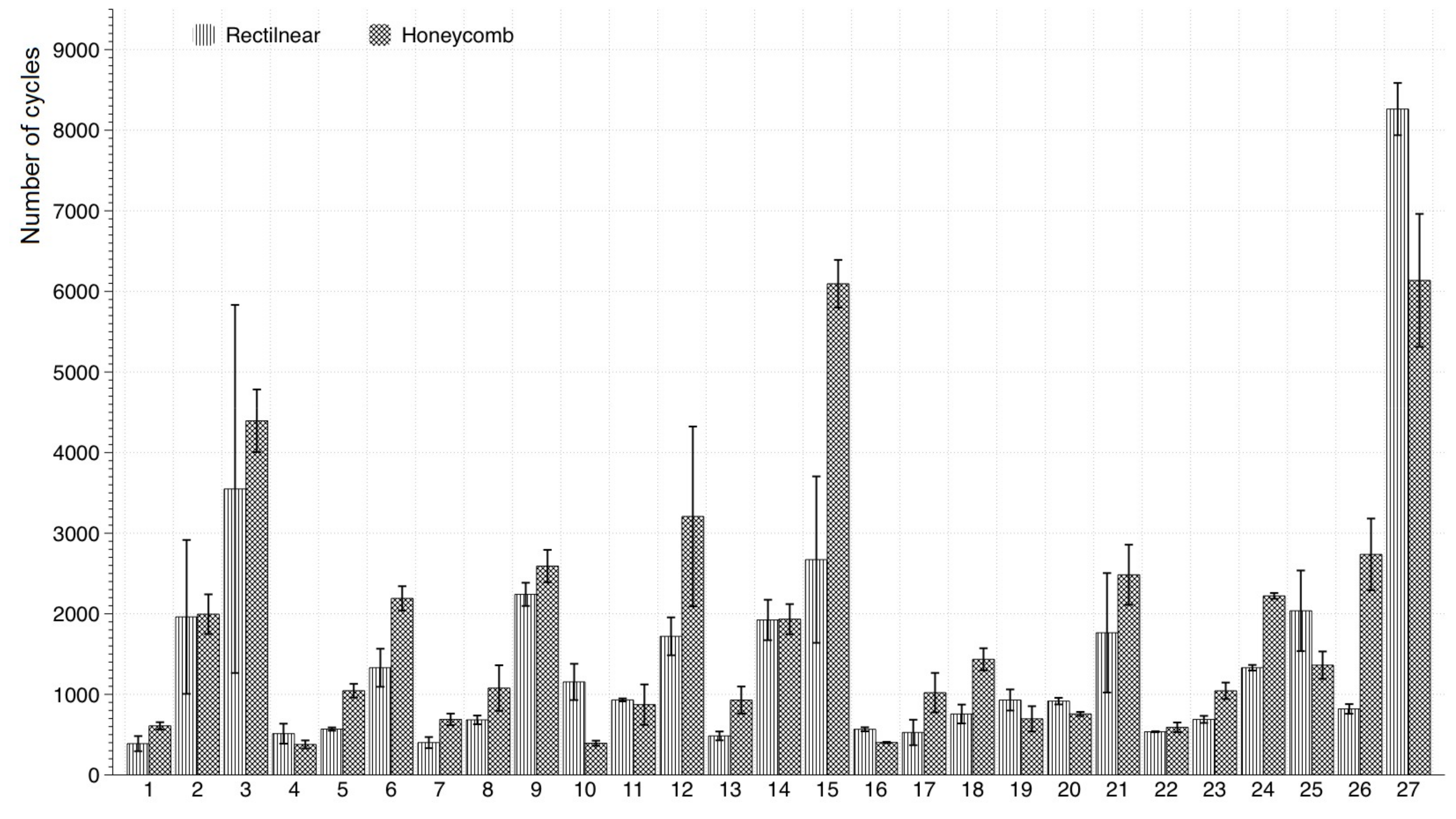
7.1. Fatigue Results
7.2. Optimal Factors for Rectilinear Infill Pattern
7.3. Optimal Factors for Honeycomb Infill Pattern
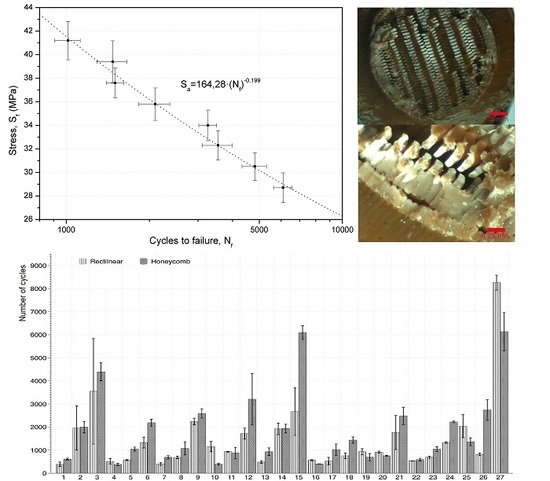
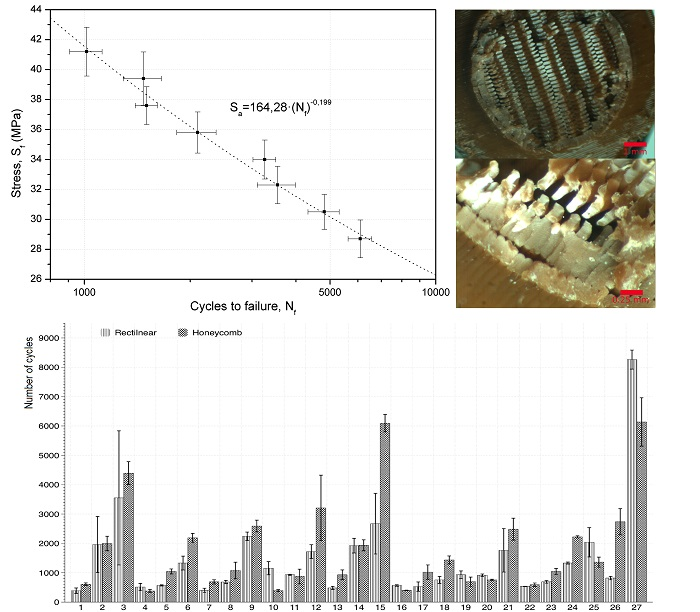
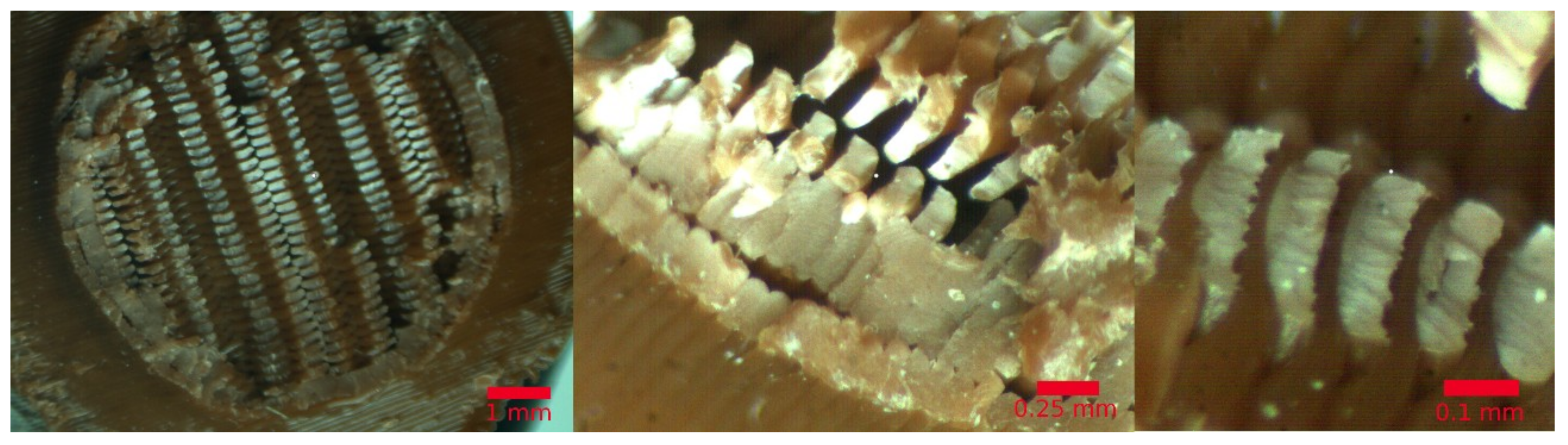
7.4. Fractography
7.5. Infill Pattern Comparison
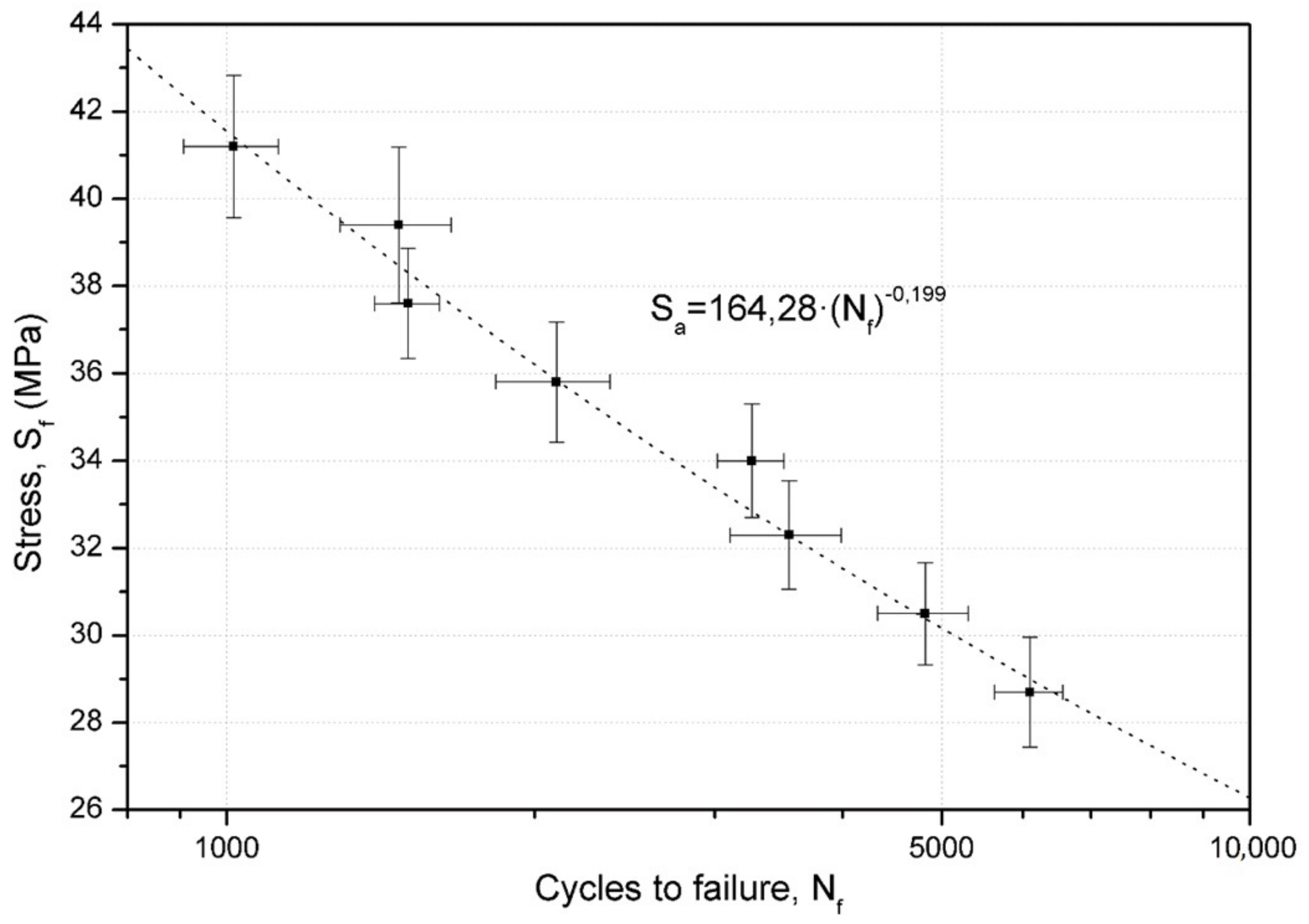
7.6. Wöhler Curve
8. Discussion
9. Conclusions
- The fatigue performance depends on the building parameters. This means that, by controlling the building parameters, the mechanical behavior of the FFF parts can also be controlled.
- The infill density is the most important factor for the two infills structures studied. The fatigue life increases as the infill does. The infill strengthens the part causing an increased life. For any combination of building parameters, the higher the density inside the part, the higher the life span.
- Selecting the right building parameters is not an easy task; as proven in this study, the selection of the right value of different parameters can increase the mechanical properties considerably, but some generalization can be extracted.
- The improvement of the life of FFF parts is achieved when the parts are manufactured to be as continuous as possible, and also, when the direction of the extruded filaments or the infill pattern inside the part make the tension distribute equally.
- This paper has also presented the S–N curve associated with the best 3D printing parameters. This curve can be adjusted by a simple Wöhler model, meaning that, at the tested stress levels, the ABS specimens are working inside the elastic region.
- Further studies are needed to understand how the parameters studied, and others, affect the fatigue performance of FFF ABS produced parts. However, the obtained results in this study (and others with different materials) are expected to be similar for other FFF thermoplastics, not in value, but how the factors affect the life cycle.
10. Data Availability
Author Contributions
Funding
Conflicts of Interest
References
- Gordon, R. Trends in Commercial 3D Printing and Additive Manufacturing. 3D Print. Addit. Manuf. 2015, 2, 89–90. [Google Scholar] [CrossRef]
- Boschetto, A.; Bottini, L. Accuracy prediction in fused deposition modeling. Int. J. Adv. Manuf. Technol. 2014, 73, 913–928. [Google Scholar] [CrossRef]
- Gurrala, P.K.; Regalla, S.P. DOE Based Parametric Study of Volumetric Change of FDM Parts. Procedia Mater. Sci. 2014, 6, 354–360. [Google Scholar] [CrossRef]
- Xu, F.; Wong, Y.S.; Loh, H.T.; Fuh, J.Y.H.; Miyazawa, T. Optimal orientation with variable slicing in stereolithography. Rapid Prototyp. J. 1997, 3, 76–88. [Google Scholar] [CrossRef]
- Pham, D.T.; Dimov, S.S.; Gault, R.S. Part orientation in stereolithography. Int. J. Adv. Manuf. Technol. 1999, 15, 674–682. [Google Scholar] [CrossRef]
- Cheng, W.; Fuh, J.Y.H.; Nee, A.Y.C.; Wong, Y.S.; Loh, H.T.; Miyazawa, T. Multi-objective optimization of part-building orientation in stereolithography. Rapid Prototyp. J. 1995, 1, 12–23. [Google Scholar] [CrossRef]
- Bártolo, P.J. Stereolithography: Materials, Processes and Applications; Springer Science & Business Media: New York, NY, USA, 2011; ISBN 9780387929033. [Google Scholar]
- Adam, G.A.O.; Zimmer, D. On design for additive manufacturing: Evaluating geometrical limitations. Rapid Prototyp. J. 2015, 21, 662–670. [Google Scholar] [CrossRef]
- Yuan, M.; Bourell, D. Orientation effects for laser sintered polyamide optically translucent parts. Rapid Prototyp. J. 2016, 22, 97–103. [Google Scholar] [CrossRef]
- Durgun, I.; Ertan, R. Experimental investigation of FDM process for improvement of mechanical properties and production cost. Rapid Prototyp. J. 2014, 20, 228–235. [Google Scholar] [CrossRef]
- Ajoku, U.; Saleh, N.; Hopkinson, N.; Hague, R.; Erasenthiran, P. Investigating mechanical anisotropy and end-of-vector effect in laser-sintered nylon parts. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2016, 220, 1077–1086. [Google Scholar] [CrossRef]
- Es-Said, O.S.; Foyos, J.; Noorani, R.; Mendelson, M.; Marloth, R.; Pregger, B.A. Effect of Layer Orientation on Mechanical Properties of Rapid Prototyped Samples. Mater. Manuf. Process. 2000, 15, 107–122. [Google Scholar] [CrossRef]
- Iyibilgin, O.; Leu, M.C.; Taylor, G.; Li, H.; Chandrashekhara, K. Investigation of Sparse Build Rapid Tooling by Fused Deposition Modeling. In Proceedings of the 25th International Solid Freedom Fabrication Symposium on Additive Manufacturing, Austin, TX, USA, 4–6 August 2014; pp. 542–556. [Google Scholar]
- Takaichi, A.; Nakamoto, T.; Joko, N.; Nomura, N.; Tsutsumi, Y.; Migita, S.; Igarashi, Y. Microstructures and mechanical properties of Co-29Cr-6Mo alloy fabricated by selective laser melting process for dental applications. J. Mech. Behav. Biomed. Mater. 2013, 21, 67–76. [Google Scholar] [CrossRef] [PubMed]
- Brandl, E.; Heckenberger, U.; Holzinger, V.; Buchbinder, D. Additive manufactured AlSi10Mg samples using Selective Laser Melting (SLM): Microstructure, high cycle fatigue, and fracture behavior. Mater. Des. 2012, 34, 159–169. [Google Scholar] [CrossRef]
- Upadhyay, K.; Dwivedi, R.; Singh, A.K. Determination and Comparison of the Anisotropic Strengths of Fused Deposition Modeling P400 ABS. In Advances in 3D Printing & Additive Manufacturing Technologies; Springer: Singapore, 2017; pp. 9–28. [Google Scholar]
- Kubalak, J.R.; Wicks, A.L.; Williams, C.B. Using multi-axis material extrusion to improve mechanical properties through surface reinforcement. Virtual Phys. Prototyp. 2018, 13, 32–38. [Google Scholar] [CrossRef]
- Cantrell, J.T.; Rohde, S.; Damiani, D.; Gurnani, R.; DiSandro, L.; Anton, J.; Ifju, P.G. Experimental characterization of the mechanical properties of 3D-printed ABS and polycarbonate parts. Rapid Prototyp. J. 2017, 23, 811–824. [Google Scholar] [CrossRef]
- Chacón, J.M.; Caminero, M.A.; García-Plaza, E.; Núñez, P.J. Additive manufacturing of PLA structures using fused deposition modelling: Effect of process parameters on mechanical properties and their optimal selection. Mater. Des. 2017, 124, 143–157. [Google Scholar] [CrossRef]
- Olivier, D.; Travieso-Rodriguez, J.A.; Borros, S.; Reyes, G.; Jerez-Mesa, R. Influence of building orientation on the flexural strength of laminated object manufacturing specimens. J. Mech. Sci. Technol. 2017, 31, 133–139. [Google Scholar] [CrossRef] [Green Version]
- Afrose, M.F.; Masood, S.H.; Iovenitti, P.; Nikzad, M.; Sbarski, I. Effects of part build orientations on fatigue behaviour of FDM-processed PLA material. Prog. Addit. Manuf. 2016, 1, 21–28. [Google Scholar] [CrossRef]
- Croccolo, D.; De Agostinis, M.; Olmi, G. Experimental characterization and analytical modelling of the mechanical behaviour of fused deposition processed parts made of ABS-M30. Comput. Mater. Sci. 2013, 79, 506–518. [Google Scholar] [CrossRef]
- Torrado, A.R.; Roberson, D.A. Failure Analysis and Anisotropy Evaluation of 3D-Printed Tensile Test Specimens of Different Geometries and Print Raster Patterns. J. Fail. Anal. Prev. 2016, 16, 154–164. [Google Scholar] [CrossRef]
- Smith, W.C.; Dean, R.W. Structural characteristics of fused deposition modeling polycarbonate material. Polym. Test. 2013, 32, 1306–1312. [Google Scholar] [CrossRef]
- Domingo-Espin, M.; Puigoriol-Forcada, J.M.; Garcia-Granada, A.A.; Lluma, J.; Borros, S.; Reyes, G. Mechanical property characterization and simulation of fused deposition modeling Polycarbonate parts. Mater. Des. 2015, 83, 670–677. [Google Scholar] [CrossRef]
- Edwards, P.; Ramulu, M. Fatigue performance evaluation of selective laser melted Ti–6Al–4V. Mater. Sci. Eng. A 2014, 598, 327–337. [Google Scholar] [CrossRef]
- Pandey, P.M.; Thrimurthulu, K.; Venkata Reddy, N. Optimal part deposition orientation in FDM by using a multicriteria genetic algorithm. Int. J. Prod. Res. 2004, 42, 4069–4089. [Google Scholar] [CrossRef]
- Byun, H.S.; Lee, K.H. Determination of the optimal build direction for different rapid prototyping processes using multi-criterion decision making. Robot. Comput. Integr. Manuf. 2006, 22, 69–80. [Google Scholar] [CrossRef]
- Paul, B.K.; Voorakarnam, V. Effect of Layer Thickness and Orientation Angle on Surface Roughness in Laminated Object Manufacturing. J. Manuf. Process. 2011, 3, 94–101. [Google Scholar] [CrossRef]
- Pandey, P.M.; Venkata Reddy, N.; Dhande, S.G. Part deposition orientation studies in layered manufacturing. J. Mater. Process. Technol. 2007, 185, 125–131. [Google Scholar] [CrossRef]
- Thrimurthulu, K.; Pandey, P.M.; Venkata Reddy, N. Optimum part deposition orientation in fused deposition modeling. Int. J. Mach. Tools Manuf. 2004, 44, 585–594. [Google Scholar] [CrossRef]
- Xu, F.; Loh, H.T.; Wong, Y.S. Considerations and selection of optimal orientation for different rapid prototyping systems. Rapid Prototyp. J. 1999, 5, 54–60. [Google Scholar] [CrossRef]
- Masood, S.H.; Rattanawong, W.; Iovenitti, P. Part Build Orientations Based on Volumetric Error in Fused Deposition Modelling. Int. J. Adv. Manuf. Technol. 2000, 16, 162–168. [Google Scholar] [CrossRef]
- Frank, D.; Chandra, R.L.; Schmitt, R. An Investigation of Cause-and-Effect Relationships Within a 3D-Printing System and the Applicability of Optimum Printing Parameters from Experimental Models to Different Printing Jobs. 3D Print. Addit. Manuf. 2015, 2, 131–139. [Google Scholar] [CrossRef]
- Melenka, G.W.; Schofield, J.S.; Dawson, M.R.; Carey, J.P. Evaluation of dimensional accuracy and material properties of the MakerBot 3D desktop printer. Rapid Prototyp. J. 2015, 21, 618–627. [Google Scholar] [CrossRef]
- Alexander, P.; Allen, S.; Dutta, D. Part orientation and build cost determination in layered manufacturing. Comput. Des. 1998, 30, 343–356. [Google Scholar] [CrossRef]
- Puebla, K.; Arcaute, K.; Quintana, R.; Wicker, R.B. Effects of environmental conditions, aging, and build orientations on the mechanical properties of ASTM type I specimens manufactured via stereolithography. Rapid Prototyp. J. 2012, 18, 374–388. [Google Scholar] [CrossRef]
- Moroni, L.; de Wijn, J.R.; van Blitterswijk, C.A. 3D fiber-deposited scaffolds for tissue engineering: Influence of pores geometry and architecture on dynamic mechanical properties. Biomaterials 2006, 27, 974–985. [Google Scholar] [CrossRef] [PubMed]
- Majewski, C.; Hopkinson, N. Effect of section thickness and build orientation on tensile properties and material characteristics of laser sintered nylon-12 parts. Rapid Prototyp. J. 2011, 17, 176–180. [Google Scholar] [CrossRef]
- Bellini, A.; Güçeri, S. Mechanical characterization of parts fabricated using fused deposition modeling. Rapid Prototyp. J. 2003, 9, 252–264. [Google Scholar] [CrossRef]
- Gomez-Gras, G.; Jerez-Mesa, R.; Travieso-Rodriguez, J.A.; Lluma-Fuentes, J. Fatigue performance of fused filament fabrication PLA specimens. Mater. Des. 2018, 140, 278–285. [Google Scholar] [CrossRef] [Green Version]
- Lee, C.S.; Kim, S.G.; Kim, H.J.; Ahn, S.H. Measurement of anisotropic compressive strength of rapid prototyping parts. J. Mater. Process. Technol. 2007, 187, 627–630. [Google Scholar] [CrossRef]
- Ziemian, C.; Sharma, M. Anisotropic mechanical properties of ABS parts fabricated by fused deposition modelling. In Mechanical Engineering; In Tech: New York, NY, USA, 2012. [Google Scholar]
- Ahn, S.H.; Montero, M.; Odell, D.; Roundy, S.; Wright, P.K. Anisotropic material properties of fused deposition modeling ABS. Rapid Prototyp. J. 2002, 8, 248–257. [Google Scholar] [CrossRef] [Green Version]
- Domingo-Espin, M.; Borros, S.; Agullo, N.; Garcia-Granada, A.A.; Reyes, G. Influence of Building Parameters on the Dynamic Mechanical Properties of Polycarbonate Fused Deposition Modeling Parts. 3D Print. Addit. Manuf. 2014, 1, 70–77. [Google Scholar] [CrossRef]
- Tsouknidas, A.; Pantazopoulos, M.; Katsoulis, I.; Fasnakis, D.; Maropoulos, S.; Michailidis, N. Impact absorption capacity of 3D-printed components fabricated by fused deposition modelling. Mater. Des. 2016, 102, 41–44. [Google Scholar] [CrossRef]
- Li, H.; Wang, T.T.; Sun, J.; Yu, Z. The effect of process parameters in fused deposition modelling on bonding degree and mechanical properties. Rapid Prototyp. J. 2017, 24, 80–92. [Google Scholar] [CrossRef]
- Wu, W.; Geng, P.; Li, G.; Zhao, D.; Zhang, H.; Zhao, J. Influence of layer thickness and raster angle on the mechanical properties of 3D-printed PEEK and a comparative mechanical study between PEEK and ABS. Materials 2015, 8, 5834–5846. [Google Scholar] [CrossRef] [PubMed]
- Akande, S.O.; Dalgarno, K.W.; Munguia, J. Low-Cost QA Benchmark for Fused Filament Fabrication. 3D Print. Addit. Manuf. 2015, 2, 78–84. [Google Scholar] [CrossRef]
- Tymrak, B.M.; Kreiger, M.; Pearce, J.M. Mechanical properties of components fabricated with open-source 3-D printers under realistic environmental conditions. Mater. Des. 2014, 58, 242–246. [Google Scholar] [CrossRef]
- Casavola, C.; Cazzato, A.; Moramarco, V.; Pappalettere, C. Orthotropic mechanical properties of fused deposition modelling parts described by classical laminate theory. Mater. Des. 2016, 90, 453–458. [Google Scholar] [CrossRef]
- Ziemian, S.; Okwara, M.; Ziemian, C.W. Tensile and fatigue behavior of layered acrylonitrile butadiene styrene. Rapid Prototyp. J. 2015, 21, 270–278. [Google Scholar] [CrossRef]
- Huang, B.; Masood, S.H.; Nikzad, M.; Venugopal, P.R.; Arivazhagan, A. Dynamic Mechanical Properties of Fused Deposition Modelling Processed Polyphenylsulfone Material. Am. J. Eng. Appl. Sci. 2016, 9, 1–11. [Google Scholar] [CrossRef]
- Hossain, M.; Ramos, J.; Espalin, D.; Perez, M.; Wicker, R. Improving Tensile Mechanical Properties of FDM-Manufactured Specimens via Modifying Build Parameters. In Proceedings of the International Solid Freeform Fabrication Symposium: An Additive Manufacturing Conference, Austin, TX, USA, 12 August 2013; pp. 380–392. [Google Scholar]
- Baich, L.; Manogharan, G.; Marie, H. Study of infill print design on production cost-time of 3D printed ABS parts. Int. J. Rapid Manuf. 2015, 5, 308. [Google Scholar] [CrossRef]
- Iyibilgin, O.; Yigit, C.; Leu, M.C. Experimental investigation of different cellular lattice structures manufactured by fused deposition modeling. In Proceedings of the Solid Freeform Fabrication Symposium, Austin, TX, USA, 12 August 2013; pp. 895–907. [Google Scholar]
- Fernandez-Vicente, M.; Calle, W.; Ferrandiz, S.; Conejero, A. Effect of Infill Parameters on Tensile Mechanical Behavior in Desktop 3D Printing. 3D Print. Addit. Manuf. 2016, 3, 183–192. [Google Scholar] [CrossRef]
- Chan, K.S.; Koike, M.; Mason, R.L.; Okabe, T. Fatigue life of titanium alloys fabricated by additive layer manufacturing techniques for dental implants. Metall. Mater. Trans. A 2013, 44, 1010–1022. [Google Scholar] [CrossRef]
- Riemer, A.; Leuders, S.; Thöne, M.; Richard, H.A.; Tröster, T.; Niendorf, T. On the fatigue crack growth behavior in 316L stainless steel manufactured by selective laser melting. Eng. Fract. Mech. 2014, 120, 15–25. [Google Scholar] [CrossRef]
- Spierings, A.B. Fatigue performance of additive manufactured metallic parts. Rapid Prototyp. J. 2013, 19, 2, 88–94. [Google Scholar] [CrossRef]
- Moore, J.P.; Williams, C.B. Fatigue properties of parts printed by PolyJet material jetting. Rapid Prototyp. J. 2015, 21, 675–685. [Google Scholar] [CrossRef]
- Lee, J.; Huang, A. Fatigue analysis of FDM materials. Rapid Prototyp. J. 2013, 19, 291–299. [Google Scholar] [CrossRef]
- Ziemian, C.; Ziemian, R.; Haile, K. Characterization of stiffness degradation caused by fatigue damage of additive manufactured parts. Mater. Des. 2016, 109, 209–218. [Google Scholar] [CrossRef] [Green Version]
- Senatov, F.S.; Niaza, K.V.; Stepashkin, A.A.; Kaloshkin, S.D. Low-cycle fatigue behavior of 3d-printed PLA-based porous scaffolds. Compos. Part B Eng. 2016, 97, 193–200. [Google Scholar] [CrossRef]
- Fischer, M.; Schöppner, V. Fatigue Behavior of FDM Parts Manufactured with Ultem 9085. JOM 2017, 69, 563–568. [Google Scholar] [CrossRef]
- Puigoriol-Forcada, J.M.; Alsina, A.; Salazar-Martín, A.G.; Gomez-Gras, G.; Pérez, M.A. Flexural Fatigue Properties of Polycarbonate Fused-deposition Modelling Specimens. Mater. Des. 2018, 155, 414–421. [Google Scholar] [CrossRef]
- Jerez-Mesa, R.; Travieso-Rodriguez, J.A.; Llumà-Fuentes, J.; Gomez-Gras, G.; Puig, D. Fatigue lifespan study of PLA parts obtained by additive manufacturing. Procedia Manuf. 2017, 13, 872–879. [Google Scholar] [CrossRef]
- ASTM. D7774-12: Standard Test Method for Flexural Fatigue Properties of Plastics, D20.10.24; ASTM International: West Conshohocken, PA, USA, 2013. [Google Scholar]
- Wirsching, P.H.; Light, M.C. Fatigue under wide band random stresses. J. Struct. Div. 1980, 106–107, 1593–1607. [Google Scholar]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Fixed Manufacturing Factors | Variable Manufacturing Factors | |||||||
|---|---|---|---|---|---|---|---|---|
| Factor | Value | Unit | Factor | Symbol | Level | Unit | ||
| 1 | 2 | 3 | ||||||
| Printing temperature | 230 | °C | Layer height | A | 0.1 | 0.2 | 0.3 | mm |
| Platform temperature | 100 | °C | Nozzle diameter | B | 0.3 | 0.4 | 0.5 | mm |
| Infill angle | 45 | ° | Infill density | C | 25 | 50 | 75 | % |
| Number of perimeters | 2 | - | Printing speed | D | 25 | 30 | 35 | mm/s |
| Solid layers shell | 3 | - | Fill Pattern | E | Rectilinear | - | Honeycomb | - |
| Test # | Factor | Rectilinear | Honeycomb | |||||
|---|---|---|---|---|---|---|---|---|
| Layer Height (mm) | Nozzle Diameter (mm) | Infill Density (%) | Printing Speed (mm/s) | Signal (Num. of Cycles) | Noise (Num. of Cycles) | Signal (Num. of Cycles) | Noise (Num. of Cycles) | |
| 1 | 0.1 | 0.3 | 25 | 25 | 388 | 94 | 609 | 45 |
| 2 | 0.1 | 0.3 | 50 | 30 | 1961 | 955 | 1995 | 246 |
| 3 | 0.1 | 0.3 | 75 | 35 | 3549 | 2284 | 4395 | 389 |
| 4 | 0.1 | 0.4 | 25 | 30 | 512 | 124 | 378 | 50 |
| 5 | 0.1 | 0.4 | 50 | 35 | 569 | 20 | 1045 | 85 |
| 6 | 0.1 | 0.4 | 75 | 25 | 1330 | 236 | 2191 | 151 |
| 7 | 0.1 | 0.5 | 25 | 35 | 401 | 69 | 689 | 72 |
| 8 | 0.1 | 0.5 | 50 | 25 | 683 | 54 | 1078 | 283 |
| 9 | 0.1 | 0.5 | 75 | 30 | 2241 | 144 | 2592 | 201 |
| 10 | 0.2 | 0.3 | 25 | 30 | 1154 | 225 | 393 | 32 |
| 11 | 0.2 | 0.3 | 50 | 35 | 931 | 18 | 872 | 251 |
| 12 | 0.2 | 0.3 | 75 | 25 | 1720 | 235 | 3208 | 1116 |
| 13 | 0.2 | 0.4 | 25 | 35 | 484 | 55 | 929 | 168 |
| 14 | 0.2 | 0.4 | 50 | 25 | 1923 | 251 | 1933 | 187 |
| 15 | 0.2 | 0.4 | 75 | 30 | 2672 | 1033 | 6095 | 296 |
| 16 | 0.2 | 0.5 | 25 | 25 | 566 | 25 | 402 | 8 |
| 17 | 0.2 | 0.5 | 50 | 30 | 527 | 158 | 1021 | 245 |
| 18 | 0.2 | 0.5 | 75 | 35 | 756 | 117 | 1435 | 137 |
| 19 | 0.3 | 0.3 | 25 | 35 | 930 | 131 | 696 | 157 |
| 20 | 0.3 | 0.3 | 50 | 25 | 916 | 41 | 757 | 25 |
| 21 | 0.3 | 0.3 | 75 | 30 | 1764 | 741 | 2484 | 373 |
| 22 | 0.3 | 0.4 | 25 | 25 | 536 | 6 | 591 | 60 |
| 23 | 0.3 | 0.4 | 50 | 30 | 689 | 44 | 1044 | 102 |
| 24 | 0.3 | 0.4 | 75 | 35 | 1330 | 35 | 2222 | 36 |
| 25 | 0.3 | 0.5 | 25 | 30 | 2037 | 500 | 1362 | 170 |
| 26 | 0.3 | 0.5 | 50 | 35 | 819 | 60 | 2737 | 445 |
| 27 | 0.3 | 0.5 | 75 | 25 | 8262 | 324 | 6137 | 825 |
| Parameter | Value |
|---|---|
| Infill pattern | Honeycomb |
| Fill density | 75% |
| Nozzle diameter | 0.4 mm |
| Layer height | 0.2 mm |
| F (N) | Mmax (N-mm) | σmax (MPa) |
|---|---|---|
| 8.0 | 832 | 28.7 |
| 8.5 | 884 | 30.5 |
| 9.0 | 936 | 32.3 |
| 9.5 | 988 | 34.0 |
| 10.0 | 1040 | 35.8 |
| 10.5 | 1092 | 37.6 |
| 11.0 | 1144 | 39.4 |
| 11.5 | 1196 | 41.2 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Domingo-Espin, M.; Travieso-Rodriguez, J.A.; Jerez-Mesa, R.; Lluma-Fuentes, J. Fatigue Performance of ABS Specimens Obtained by Fused Filament Fabrication. Materials 2018, 11, 2521. https://doi.org/10.3390/ma11122521
Domingo-Espin M, Travieso-Rodriguez JA, Jerez-Mesa R, Lluma-Fuentes J. Fatigue Performance of ABS Specimens Obtained by Fused Filament Fabrication. Materials. 2018; 11(12):2521. https://doi.org/10.3390/ma11122521
Chicago/Turabian StyleDomingo-Espin, Miquel, J. Antonio Travieso-Rodriguez, Ramn Jerez-Mesa, and Jordi Lluma-Fuentes. 2018. "Fatigue Performance of ABS Specimens Obtained by Fused Filament Fabrication" Materials 11, no. 12: 2521. https://doi.org/10.3390/ma11122521
APA StyleDomingo-Espin, M., Travieso-Rodriguez, J. A., Jerez-Mesa, R., & Lluma-Fuentes, J. (2018). Fatigue Performance of ABS Specimens Obtained by Fused Filament Fabrication. Materials, 11(12), 2521. https://doi.org/10.3390/ma11122521