Comprehensive Evaluation of the Properties of Ultrafine to Nanocrystalline Grade 2 Titanium Wires

 ,
,  ,
,  , and
, and
Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
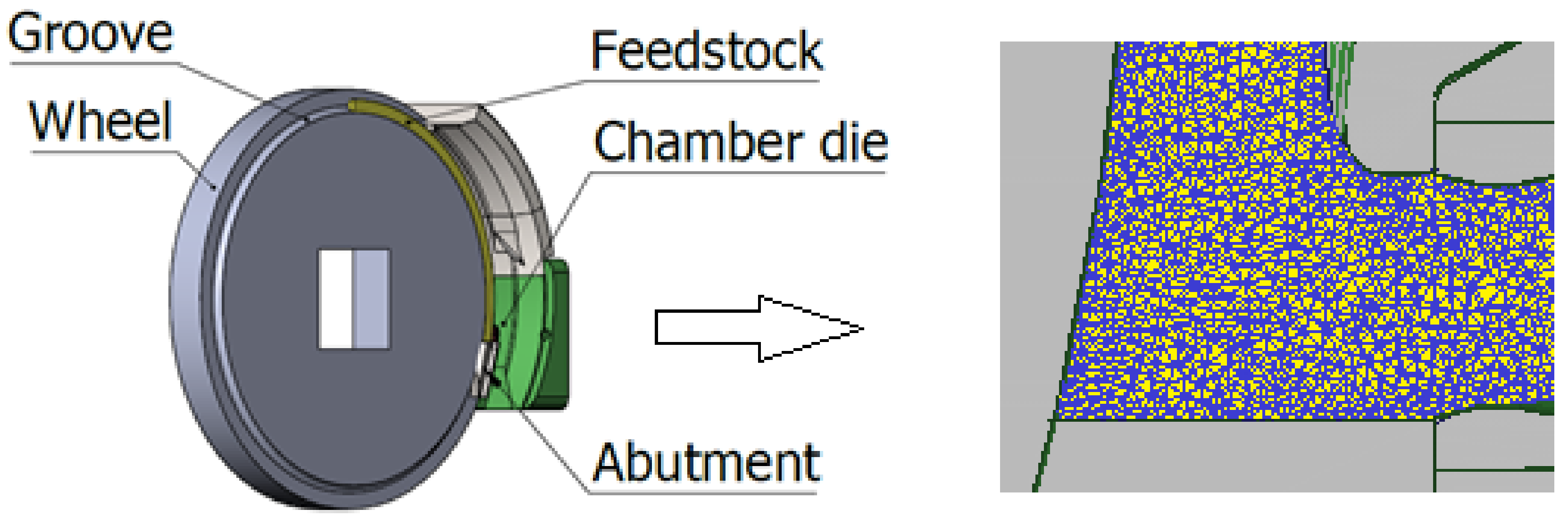
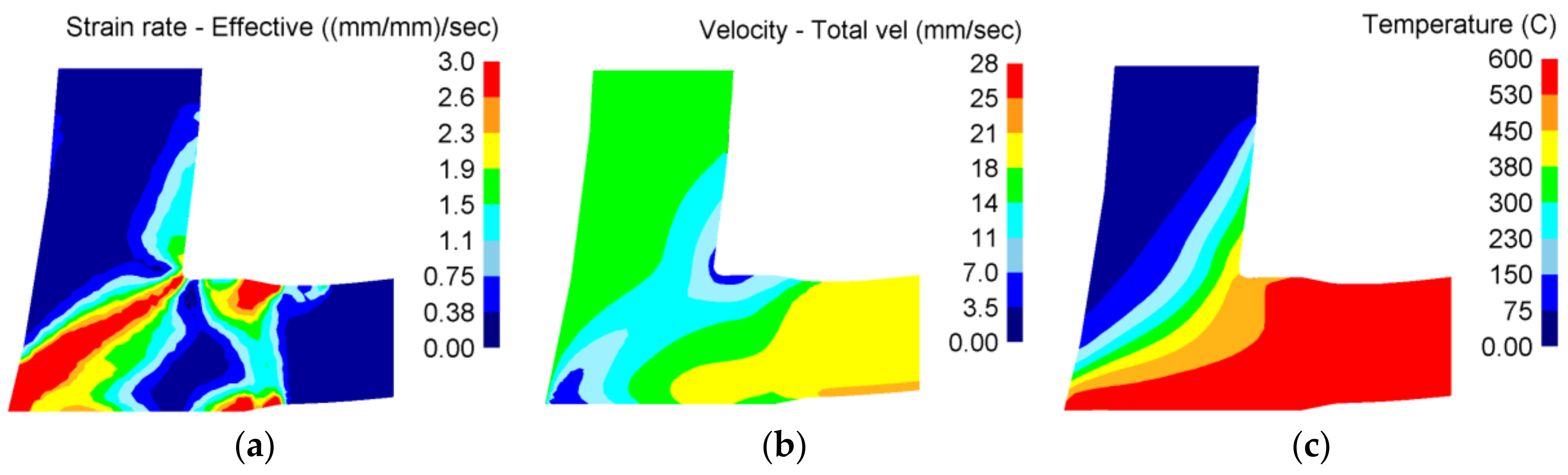
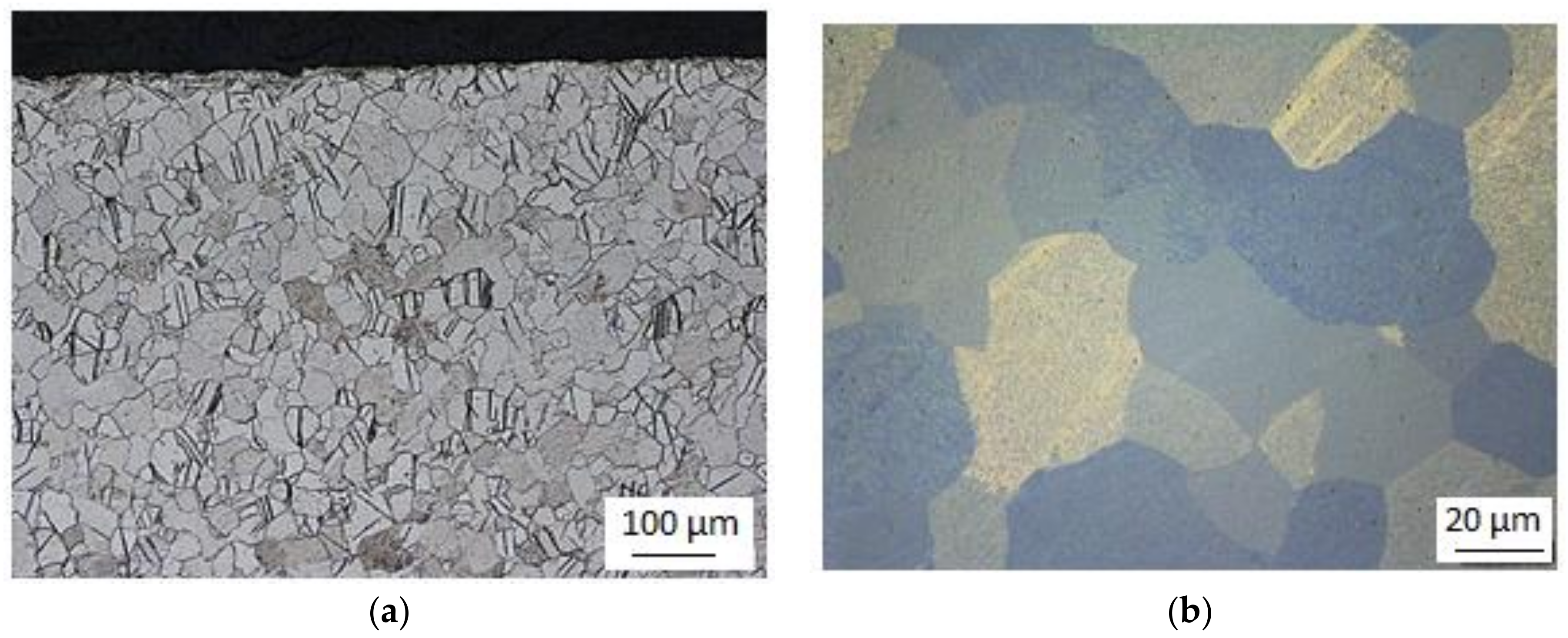
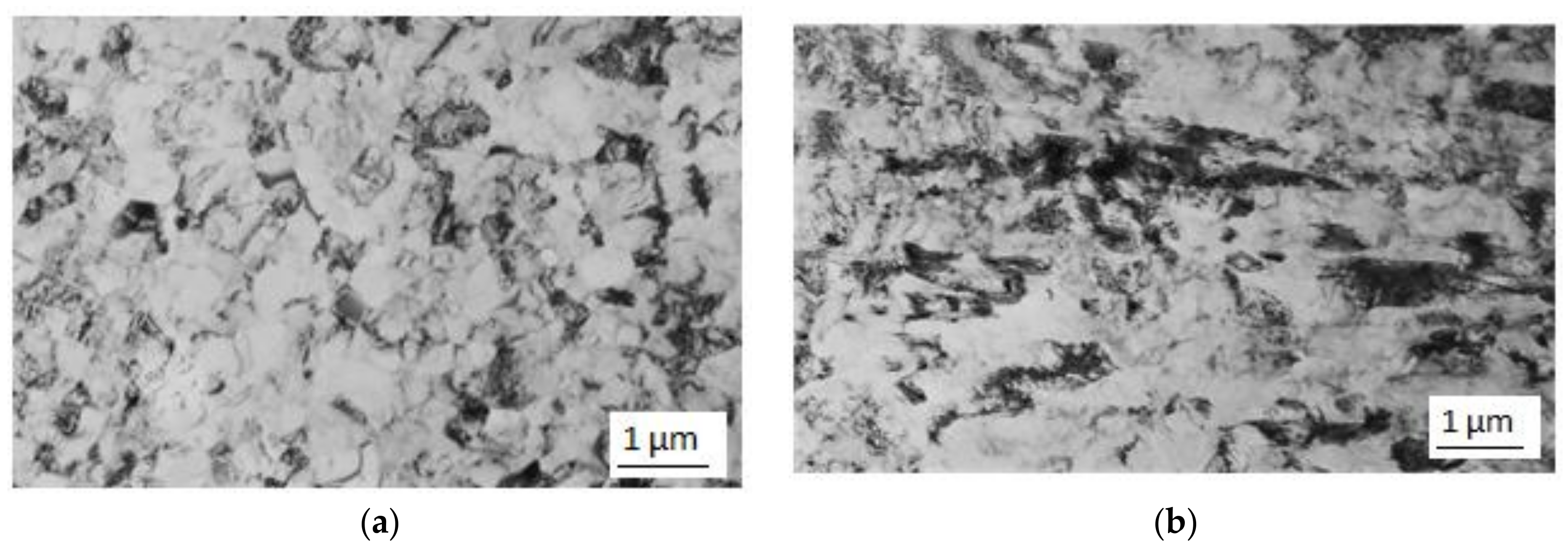
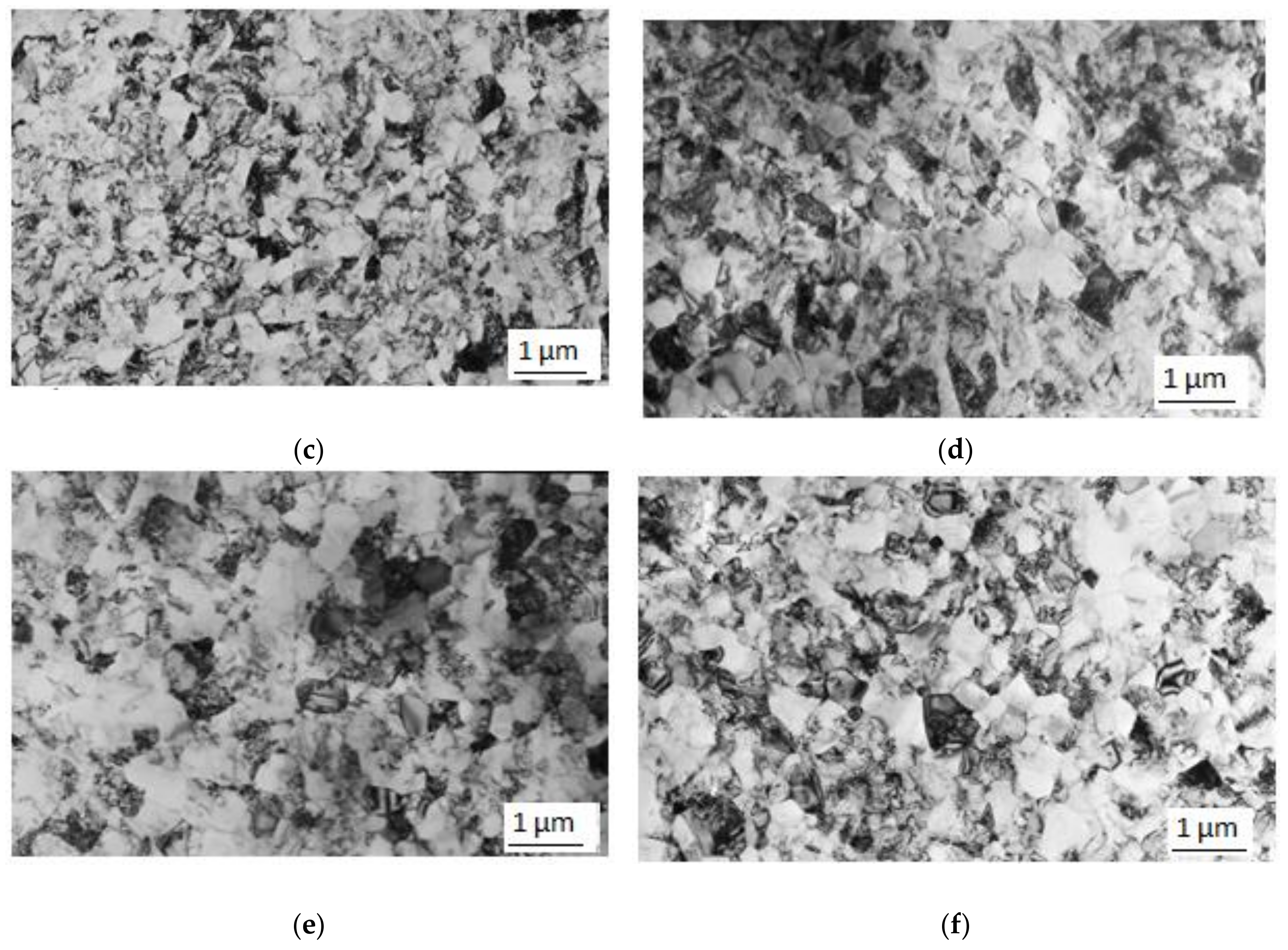
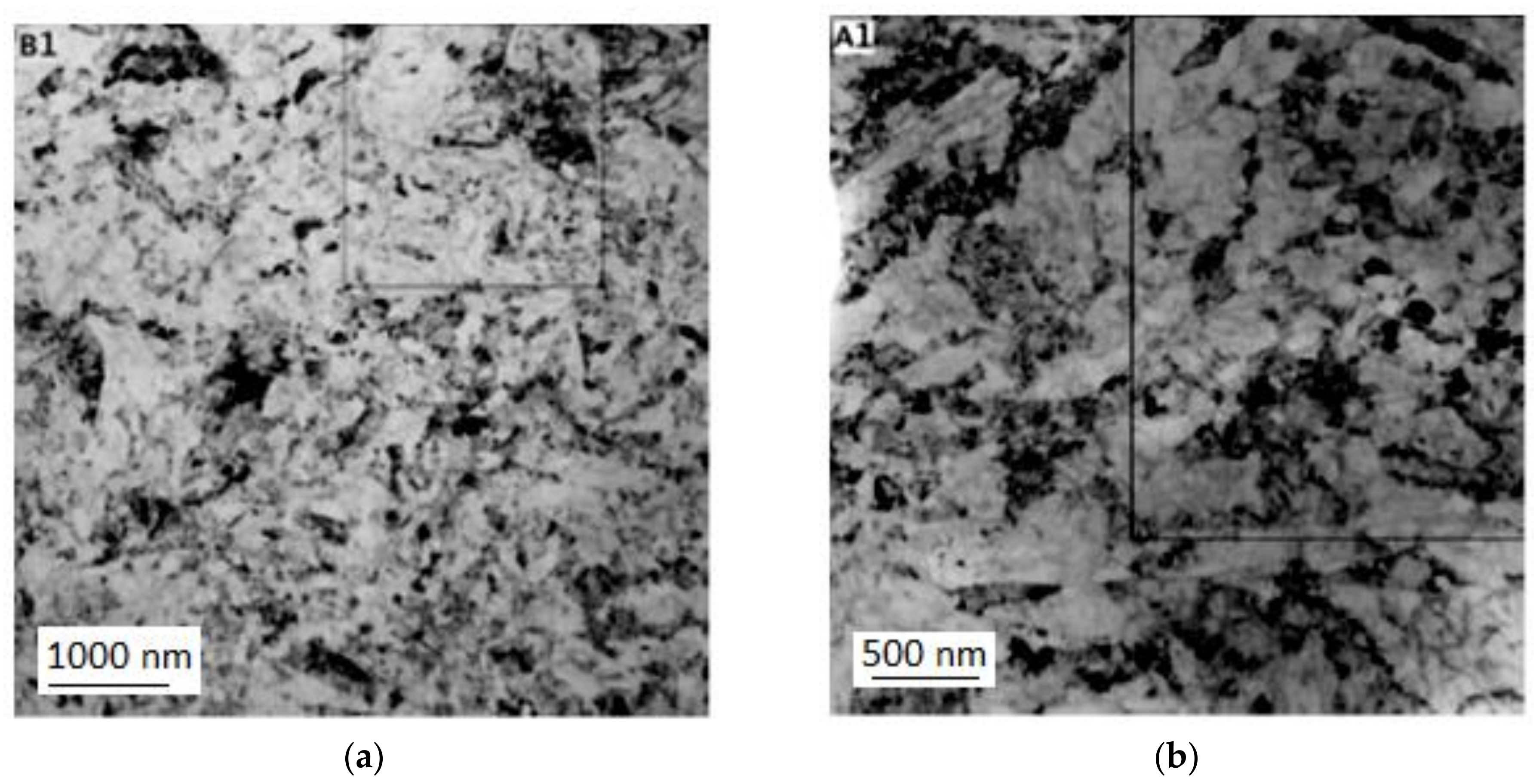
3.1. Microstructure Evolution in Pure Titanium after Conform SPD and Rotary Swaging
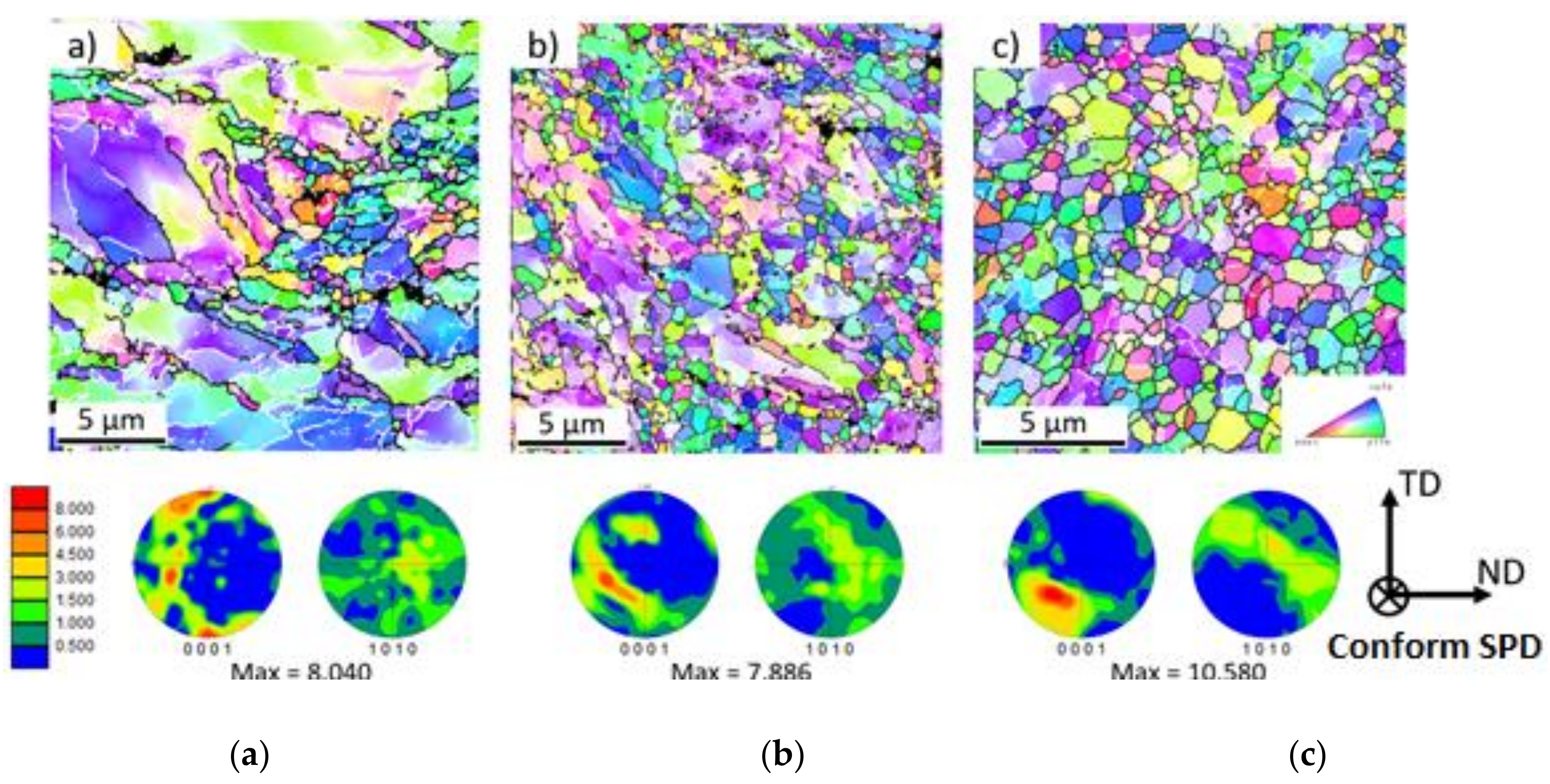
3.2. Texture Evaluation
3.3. The Effect of Conform SPD and Rotary Swaging on Tensile Properties
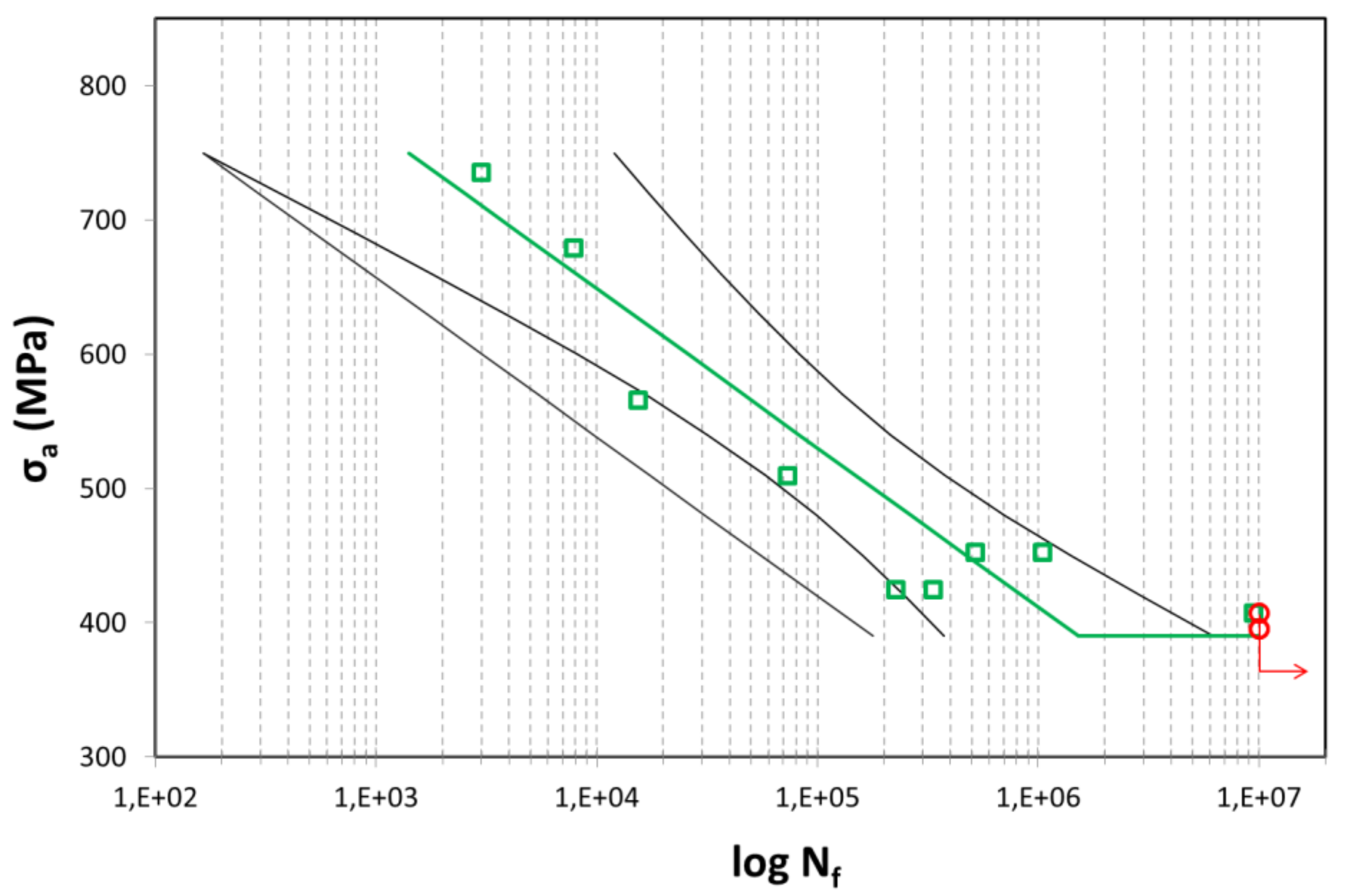
3.4. Evaluation of Fatigue Properties
4. Conclusions
- Processing with Conform SPD already leads to dramatic grain refinement in the first pass. The average grain size was 320 nm. Subsequent rotary swaging further reduced the average grain size. Grains were preferentially elongated in the longitudinal direction and the sample has a very intensive fibre texture, with basal planes oriented parallel to the longitudinal direction.
- Combined processing with Conform SPD and rotary swaging leads to a significant increase in mechanical properties. The ultimate strength was 1060 MPa. The increase is mainly given by the refinement of the initial grain structure and by an increased dislocation density. The fatigue limit achieved for room temperature was 396 MPa.
- The proposed technological route gives the possibility to produce high-strength wires with an ultrafine to nanocrystaline structure. The presented paper gives an idea of how to produce such a material in a continuous way and describes the properties of the final product.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Mishnaevsky, L.; Levashov, E.; Valiev, R.Z.; Segurado, J.; Sabirov, I.; Enikeev, N.; Prokoshkin, S.; Solov’yov, A.V.; Korotitskiy, A.; Gutmanas, E.; et al. Nanostructured titanium-based materials for medical implants: Modeling and development. Mater. Sci. Eng. R Rep. 2014, 81, 1–19. [Google Scholar] [CrossRef]
- Palán, J.; Kubina, T.; Motyčka, P. The effect of annealing on mechanical and structural properties of UFG titanium grade 2. IOP Conf. Ser. Mater. Sci. Eng. 2017, 179, 012055. [Google Scholar] [CrossRef] [Green Version]
- Zemko, M.; Kubina, T.; Dlouhý, J.; Kover, M.; Hodek, J. Technological aspects of preparation of nanostructured titanium wire using a CONFORM machine. IOP Conf. Ser. Mater. Sci. Eng. 2014, 63, 012049. [Google Scholar] [CrossRef] [Green Version]
- Palán, J.; Šutta, P.; Kubina, T.; Dománková, M. Effect of severe plastic and heavy cold deformation on the structural and mechanical properties of commercially pure titanium. Mater. Tehnol. 2017, 51, 849–853. [Google Scholar] [CrossRef]
- Semenova, I.P.; Valiev, R.Z.; Yakushina, E.B.; Salimgareeva, G.H.; Lowe, T.C. Strength and fatigue properties enhancement in ultrafine-grained Ti produced by severe plastic deformation. J. Mater. Sci. 2008, 43, 7354–7359. [Google Scholar] [CrossRef] [Green Version]
- Ostrovska, L.; Vistejnova, L.; Dzugan, J.; Slama, P.; Kubina, T.; Ukraintsev, E.; Kubies, D.; Kralickova, M.; Hubalek Kalbacova, M. Biological evaluation of ultra-fine titanium with improved mechanical strength for dental implant engineering. J. Mater. Sci. 2016, 51, 3097–3110. [Google Scholar] [CrossRef]
- Zhou, Q.; Wang, L.; Zou, C.-H. Enhanced Surface Precipitates on Ultrafine-Grained Titanium in Physiological Solution. Metals 2017, 7, 245. [Google Scholar] [CrossRef]
- An, B.; Li, Z.; Diao, X.; Xin, H.; Zhang, Q.; Jia, X.; Wu, Y.; Li, K.; Guo, Y. In vitro and in vivo studies of ultrafine-grain Ti as dental implant material processed by ECAP. Mater. Sci. Eng. C 2016, 67, 34–41. [Google Scholar] [CrossRef]
- Estrin, Y.; Ivanova, E.P.; Michalska, A.; Truong, V.K.; Lapovok, R.; Boyd, R. Accelerated stem cell attachment to ultrafine grained titanium. Acta Biomater. 2011, 7, 900–906. [Google Scholar] [CrossRef]
- Kim, T.N.; Balakrishnan, A.; Lee, B.C.; Kim, W.S.; Dvorankova, B.; Smetana, K.; Park, J.K.; Panigrahi, B.B. In vitro fibroblast response to ultra-fine grained titanium produced by a severe plastic deformation process. J. Mater. Sci. Mater. Med. 2008, 19, 553–557. [Google Scholar] [CrossRef]
- Wu, H.; Jiang, J.; Liu, H.; Sun, J.; Gu, Y.; Tang, R.; Zhao, X.; Ma, A. Fabrication of Ultra-Fine Grained Pure Titanium with High Strength and Good Ductility via ECAP plus Cold Rolling. Metals 2017, 7, 563. [Google Scholar] [CrossRef]
- Valiev, R.Z.; Langdon, T.G. Principles of equal-channel angular pressing as a processing tool for grain refinement. Prog. Mater. Sci. 2006, 51, 881–981. [Google Scholar] [CrossRef]
- Görtan, M.O.; Groche, P. Tool design guidelines for the equal channel angular swaging (ECAS) process. J. Mater. Process. Technol. 2014, 214, 2220–2232. [Google Scholar] [CrossRef]
- Raab, G.I.; Valiev, R.Z.; Gunderov, D.V.; Lowe, T.C.; Misra, A.; Zhu, Y.T. Long-Length Ultrafine-Grained Titanium Rods Produced by ECAP-Conform. Mater. Sci. Forum 2008, 584–586, 80–85. [Google Scholar] [CrossRef]
- Xu, C.; Schroeder, S.; Berbon, P.B.; Langdon, T.G. Principles of ECAP–Conform as a continuous process for achieving grain refinement: Application to an aluminum alloy. Acta Mater. 2010, 58, 1379–1386. [Google Scholar] [CrossRef]
- Palán, J.; Maleček, L.; Hodek, J.; Zemko, M.; Dzugan, J. Possibilities of biocompatible material production using Conform SPD technology. Arch. Mater. Sci. Eng. 2017, 1, 5–11. [Google Scholar] [CrossRef]
- Gunderov, D.V.; Polyakov, A.V.; Semenova, I.P.; Raab, G.I.; Churakova, A.A.; Gimaltdinova, E.I.; Sabirov, I.; Segurado, J.; Sitdikov, V.D.; Alexandrov, I.V.; et al. Evolution of microstructure, macrotexture and mechanical properties of commercially pure Ti during ECAP-conform processing and drawing. Mater. Sci. Eng. A 2013, 562, 128–136. [Google Scholar] [CrossRef] [Green Version]
- Polyakov, A.V.; Dluhoš, L.; Dyakonov, G.S.; Raab, G.I.; Valiev, R.Z. Recent Advances in Processing and Application of Nanostructured Titanium for Dental Implants: Recent Advances in Processing and Application. Adv. Eng. Mater. 2015, 17, 1869–1875. [Google Scholar] [CrossRef]
- Kubina, T.; Dlouhý, J.; Kövér, M.; Hodek, J. Study of Thermal Stability of Ultra Fine-Grained Commercially Pure Titanium Wire Prepared in Conform Equipment. Mater. Sci. Forum 2014, 782, 415–420. [Google Scholar] [CrossRef]
- Palán, J.; Procházka, R.; Zemko, M. The microstructure and mechanical properties evaluation of UFG Titanium Grade 4 in relation to the technological aspects of the CONFORM SPD process. Procedia Eng. 2017, 207, 1439–1444. [Google Scholar] [CrossRef]
- Thomas, B.M.; Derguti, F.; Jackson, M. Continuous extrusion of a commercially pure titanium powder via the Conform process. Mater. Sci. Technol. 2017, 33, 899–903. [Google Scholar] [CrossRef]
- ALkhazraji, H.; El-Danaf, E.; Wollmann, M.; Wagner, L. Enhanced Fatigue Strength of Commercially Pure Ti Processed by Rotary Swaging. Adv. Mater. Sci. Eng. 2015, 2015, 1–12. [Google Scholar] [CrossRef]
- Wang, H.-F.; Han, J.-T.; Hao, Q.-L. Influence of Mandrel on the Performance of Titanium Tube with Cold Rotary Swaging. Mater. Manuf. Process. 2015, 30, 1251–1255. [Google Scholar] [CrossRef]
- Knauer, E.; Freudenberger, J.; Marr, T.; Kauffmann, A.; Schultz, L. Grain Refinement and Deformation Mechanisms in Room Temperature Severe Plastic Deformed Mg-AZ31. Metals 2013, 3, 283–297. [Google Scholar] [CrossRef] [Green Version]
- Hodek, J.; Kubina, T.; Dlouhy, J. FEM Model of Continuous Extrusion of Titanium in DEFORM Software; Tanger Ltd.: Plzeň, Czech Republic, 2013; pp. 347–351. [Google Scholar]
- Humphreys, F.J.; Hatherly, M. Recrystallization and Related Annealing Phenomena, 2nd ed.; Elsevier: Amsterdam, The Netherlands; Boston, MA, USA, 2004; ISBN 978-0-08-044164-1. [Google Scholar]
- Stolyarov, V.V.; Zhu, Y.T.; Lowe, T.C.; Valiev, R.Z. Microstructure and properties of pure Ti processed by ECAP and cold extrusion. Mater. Sci. Eng. A 2001, 303, 82–89. [Google Scholar] [CrossRef]
- Lu, K. Stabilizing nanostructures in metals using grain and twin boundary architectures. Nat. Rev. Mater. 2016, 1, 16019. [Google Scholar] [CrossRef]
- Mishra, A.; Kad, B.K.; Gregori, F.; Meyers, M.A. Microstructural evolution in copper subjected to severe plastic deformation: Experiments and analysis. Acta Mater. 2007, 55, 2563–2564. [Google Scholar] [CrossRef]
- An, X.H.; Lin, Q.Y.; Wu, S.D.; Zhang, Z.F. Microstructural evolution and shear fracture of Cu–16at.% Al alloy induced by equal channel angular pressing. Mater. Sci. Eng. A 2010, 527, 4510–4514. [Google Scholar] [CrossRef]
- Minárik, P.; Král, R.; Čížek, J.; Chmelík, F. Effect of Different c/a Ratio on the Microstructure and Mechanical Properties in Magnesium Alloys Processed by ECAP. Acta Mater. 2016, 107, 83–95. [Google Scholar] [CrossRef]
- Estrin, Y.; Vinogradov, A. Fatigue Behaviour of Light Alloys with Ultrafine Grain Structure Produced by Severe Plastic Deformation: An Overview. Int. J. Fatigue 2010, 32, 898–907. [Google Scholar] [CrossRef]
- Semenova, I.P.; Polyakov, A.V.; Raab, G.I.; Lowe, T.C.; Valiev, R.Z. Enhanced Fatigue Properties of Ultrafine-Grained Ti Rods Processed by ECAP-Conform. J. Mater. Sci. 2012, 47, 7777–7781. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Fe | O | C | H | N | Ti |
|---|---|---|---|---|---|---|
| Content | 0.046 | 0.12 | 0.023 | 0.0026 | 0.0076 | balance |
| Transverse Direction | Longitudinal Direction | |
|---|---|---|
| As received | 28.95 µm | |
| 1 pass | 320 ± 35 nm | 310 ± 30 nm |
| 2 passes | 250 ± 25 nm | 310 ± 30 nm |
| 3 passes | 330 ± 30 nm | 420 ± 30 nm |
| Condition | 0.2 OYS [MPa] | UTS [MPa] | A5 [%] | RA [%] |
|---|---|---|---|---|
| As received | 370 ± 9.4 | 480 ± 7.7 | 25 ± 1.3 | 52 ± 1.9 |
| Conform SPD—1 pass | 540 ± 5.8 | 580 ± 6.1 | 23 ± 1.2 | 62 ± 2.3 |
| Conform SPD—2 passes | 560 ± 1.6 | 600 ± 5.6 | 23 ± 1.3 | 62 ± 2.2 |
| Conform SPD—3 passes | 570 ± 1.8 | 623 ± 4.8 | 23 ± 1.4 | 62 ± 2.1 |
| Conform SPD 1 pass + Rotary Swaging (80% area reduction) | 975 ± 2.3 | 1060 ± 4.6 | 12 ± 1.4 | 58 ± 2.3 |
| Rotary Swaging (80% area reduction) | 890 ± 2.1 | 964 ± 4.4 | 9 ± 1.3 | 34.2 ± 2.4 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Palán, J.; Procházka, R.; Džugan, J.; Nacházel, J.; Duchek, M.; Németh, G.; Máthis, K.; Minárik, P.; Horváth, K. Comprehensive Evaluation of the Properties of Ultrafine to Nanocrystalline Grade 2 Titanium Wires. Materials 2018, 11, 2522. https://doi.org/10.3390/ma11122522
Palán J, Procházka R, Džugan J, Nacházel J, Duchek M, Németh G, Máthis K, Minárik P, Horváth K. Comprehensive Evaluation of the Properties of Ultrafine to Nanocrystalline Grade 2 Titanium Wires. Materials. 2018; 11(12):2522. https://doi.org/10.3390/ma11122522
Chicago/Turabian StylePalán, Jan, Radek Procházka, Jan Džugan, Jan Nacházel, Michal Duchek, Gergely Németh, Kristián Máthis, Peter Minárik, and Klaudia Horváth. 2018. "Comprehensive Evaluation of the Properties of Ultrafine to Nanocrystalline Grade 2 Titanium Wires" Materials 11, no. 12: 2522. https://doi.org/10.3390/ma11122522
APA StylePalán, J., Procházka, R., Džugan, J., Nacházel, J., Duchek, M., Németh, G., Máthis, K., Minárik, P., & Horváth, K. (2018). Comprehensive Evaluation of the Properties of Ultrafine to Nanocrystalline Grade 2 Titanium Wires. Materials, 11(12), 2522. https://doi.org/10.3390/ma11122522