The Microstructure Evolution of a Fe3Al Alloy during the LENS Process



Abstract
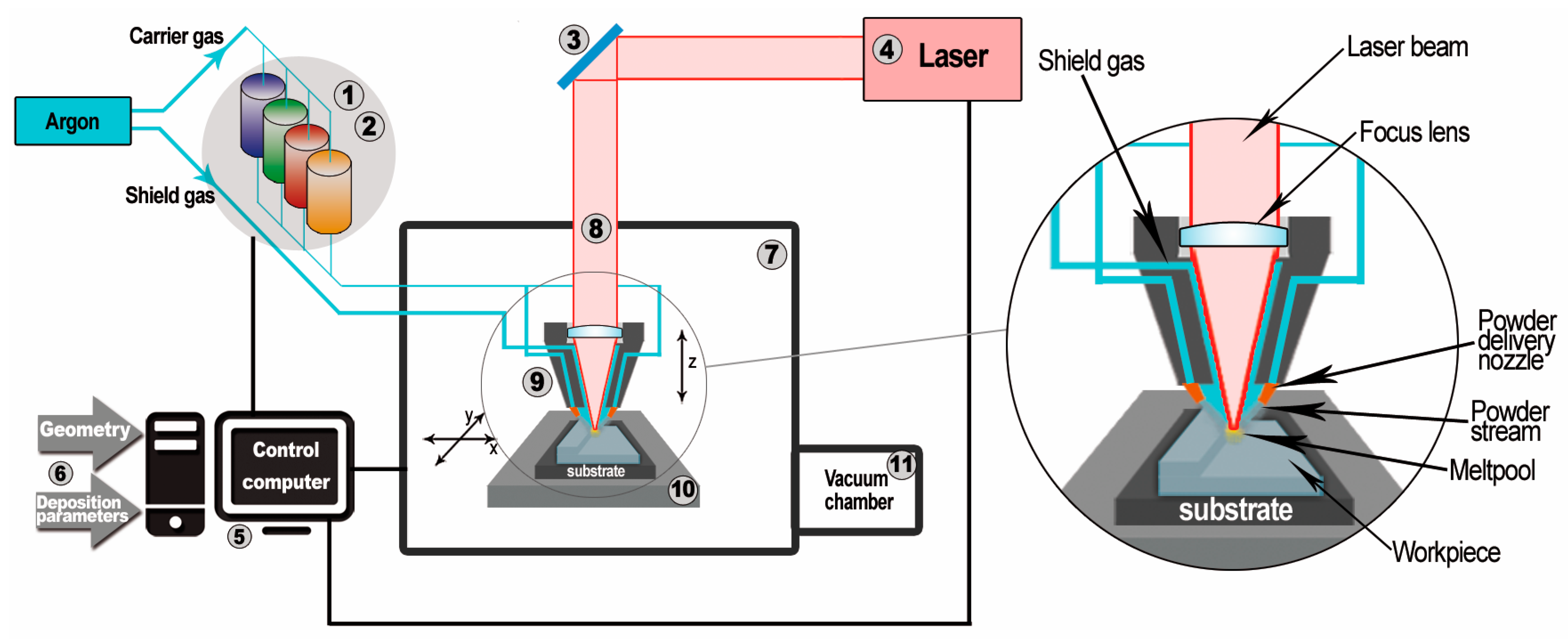
:1. Introduction
2. Materials and Methods
3. Results and Discussion
3.1. The Macrostructure of Fabricated Samples
3.2. The Microstructure of Fe3Al Samples Fabricated by LENS
3.3. The Micro- and Macrotexture of Fe3Al Samples Fabricated by LENS
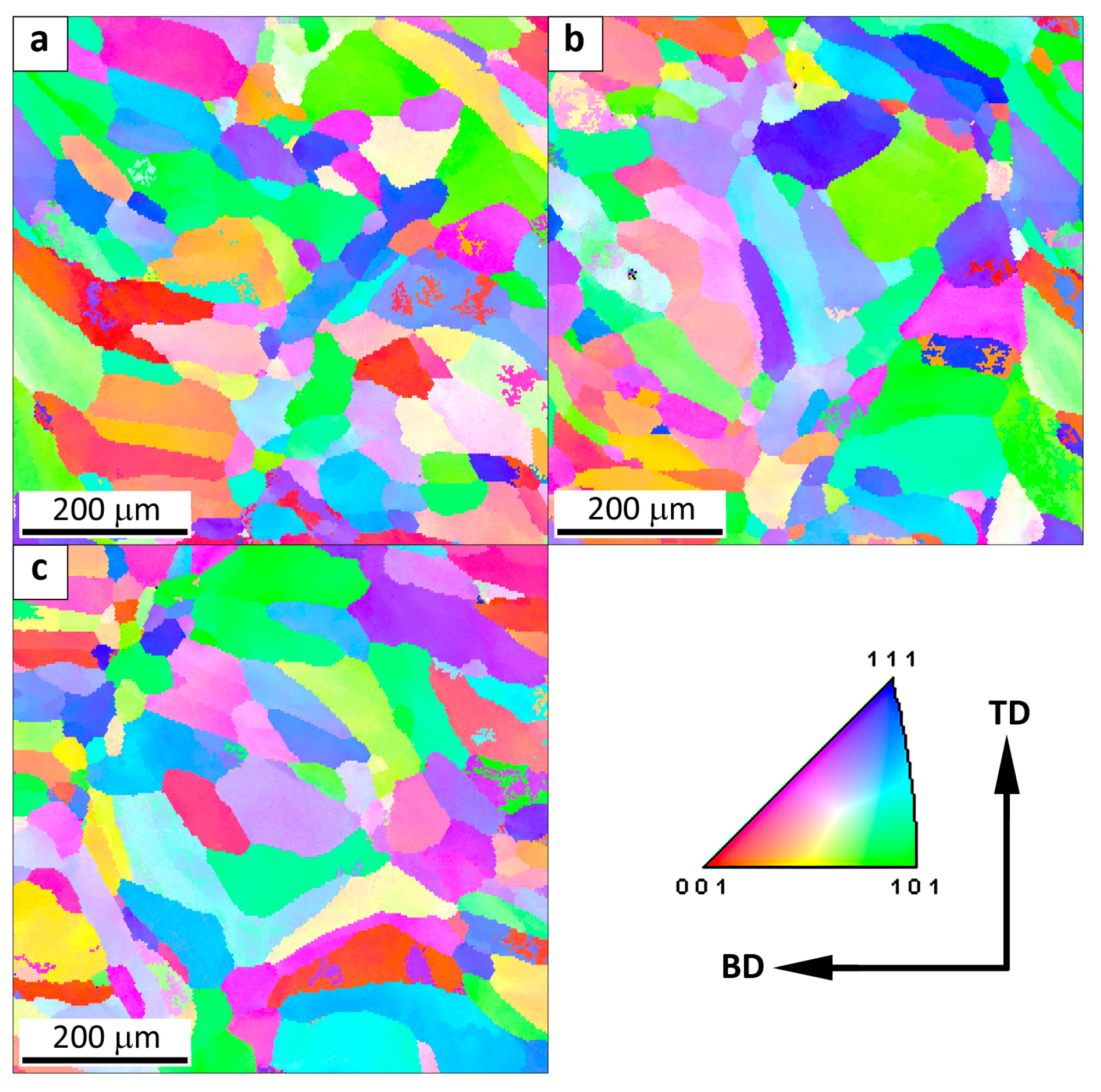
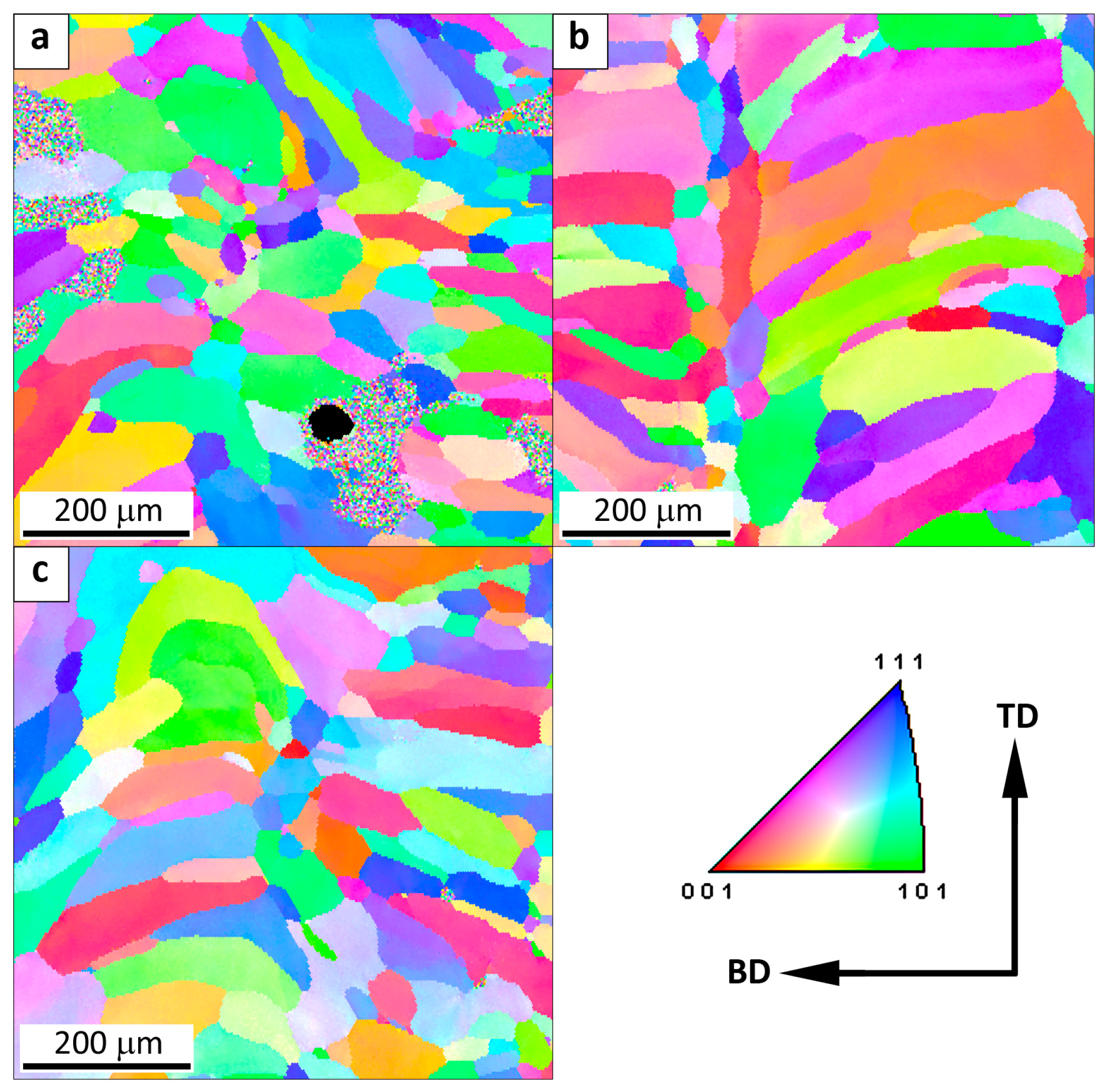
3.3.1. The Microtexture Results Obtained Using EBSD
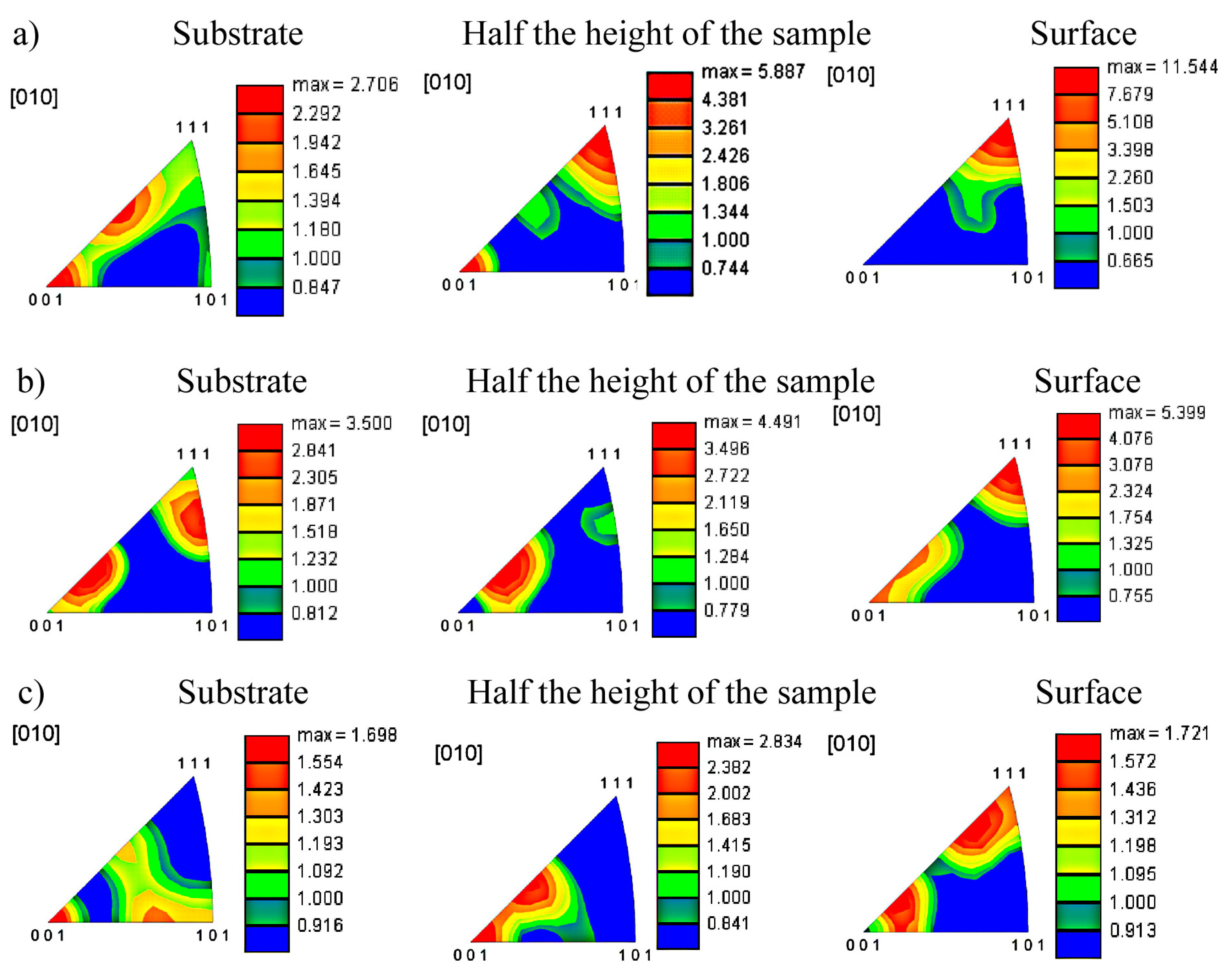
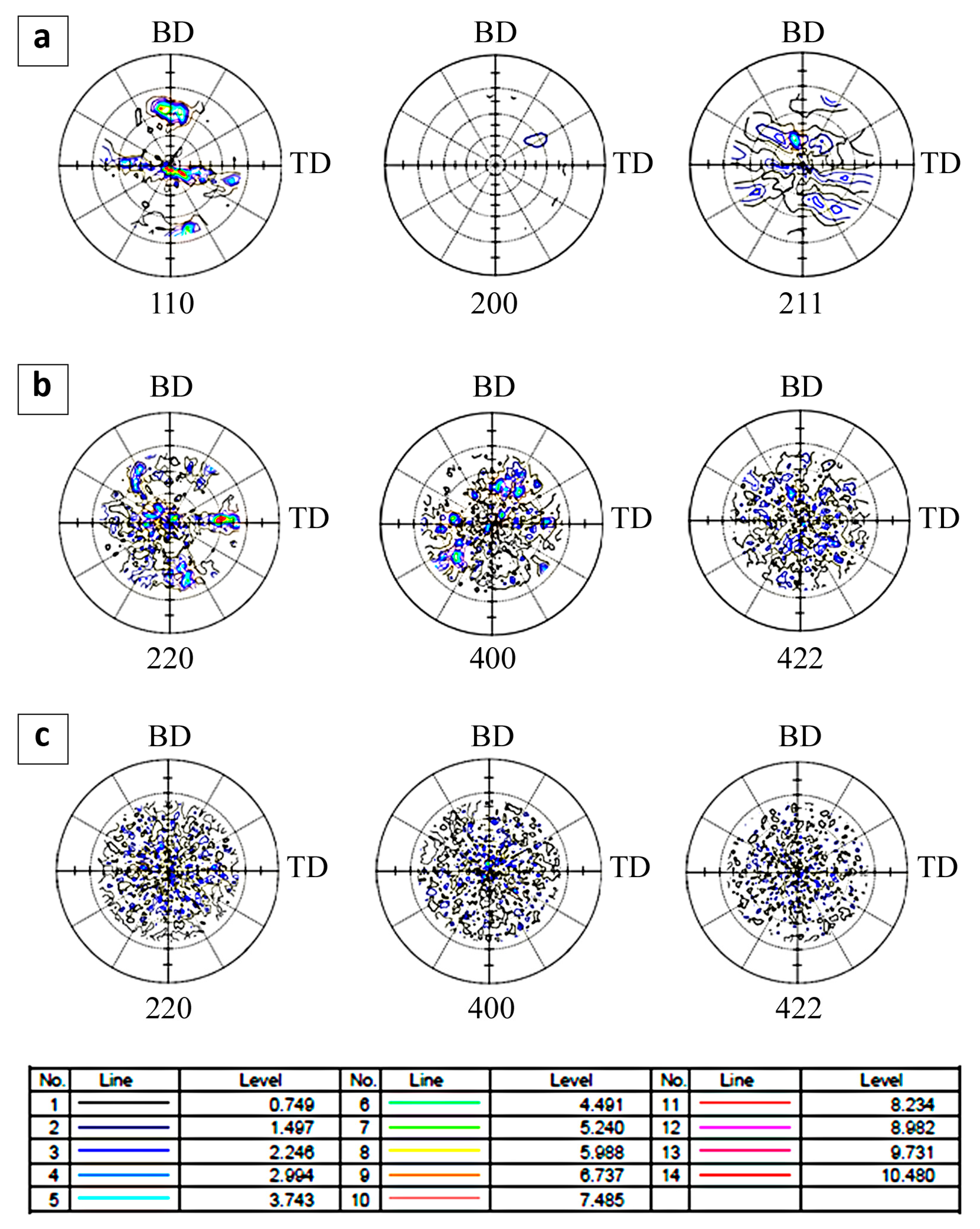
3.3.2. The Macrotexture Results Obtained by the Schultz Reflexive X-Ray Method
4. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Yang, Y.; Baker, I. The influence of vacancy concentration on the mechanical behavior of Fe-40Al. Intermetallics 1998, 6, 167–175. [Google Scholar] [CrossRef]
- Cai, X.; Liu, Y.; Feng, P.; Jiao, X.; Zhang, L.; Wang, J. Fe-Al intermetallic foam with porosity above 60% prepared by thermal explosion. J. Alloys Compd. 2018, 732, 443–447. [Google Scholar] [CrossRef]
- Ekmekçiler, E.; Polat, A.; Usta, M. Hard boride coating on iron aluminide (FeAl). Surf. Coat. Technol. 2008, 202, 6011–6015. [Google Scholar] [CrossRef]
- Wei, S.C.; Xu, B.S.; Wang, H.D.; Jin, G.; Lv, H. Comparison on corrosion-resistance performance of electro-thermal explosion plasma spraying FeAl-based coatings. Surf. Coat. Technol. 2007, 201, 5294–5297. [Google Scholar] [CrossRef]
- Łazińska, M.; Durejko, T.; Lipiński, S.; Polkowski, W.; Czujko, T.; Varin, R.A. Porous graded FeAl intermetallic foams fabricated by sintering process using NaCl space holders. Mater. Sci. Eng. A 2015, 636, 407–414. [Google Scholar] [CrossRef]
- McKamey, C.G.; Pierce, D.H. Effect of Recrystallization on Room-Temperature. Tensile Properties of a Fe3A1-Based Alloy. Scr. Metall. Mater. 1993, 28, 1173–1176. [Google Scholar] [CrossRef]
- Stoloff, N.S. Iron aluminides: Present status and future prospects. Mater. Sci. Eng. A 1998, 258, 1–14. [Google Scholar] [CrossRef]
- Kratochvil, P.; Kejzlar, P.; Král, R.; Vodičková, V. The effect of Zr addition on the structure and high temperature strength of Fe-30 at % Al type alloys. Intermetallics 2013, 43, 142–146. [Google Scholar] [CrossRef]
- Deevi, S.C. Evolution of microstructure and texture during industrial processing of FeAl sheets. Mater. Sci. Eng. A 2002, 329–331, 573–581. [Google Scholar]
- Sheasby, J.S. Powder Metallurgy of Iron-Aluminium. Int. J. Powder Metall. Powder Technol. 1979, 4, 301–305. [Google Scholar]
- Deevi, S.C.; Sikka, V.K.; Liu, C.T. Processing, properties, and applications of nickel and iron aluminides. Prog. Mater. Sci. 1997, 42, 177–192. [Google Scholar] [CrossRef]
- Durejko, T.; Bojar, Z.; Zarański, Z. Nonhomogeneous Fe-Al intermetallic materials dynamically sintered at elevated temperature. Acta Metall. Slovaca 2001, 3, 366–372. [Google Scholar]
- Optomec. LENS MR-7 System Manual; Optomec: Albuquerque, NM, USA, 2008. [Google Scholar]
- Song, B.; Dong, S.; Coddet, P.; Liao, H.; Coddet, C. Fabrication and microstructure characterization of selective laser-melted FeAl intermetallic parts. Surf. Coat. Technol. 2012, 206, 4704–4709. [Google Scholar] [CrossRef]
- Bax, B.; Schäfer, M.; Pauly, C.; Mücklich, F. Coating and prototyping of single-phase iron aluminide by laser cladding. Surf. Coat. Technol. 2013, 235, 773–777. [Google Scholar] [CrossRef]
- Rolink, G.; Vogt, S.; Sencekova, L.; Weisheit, A.; Poprawe, R.; Palm, M. Laser metal deposition and selective laser melting of Fe-28 at % Al. J. Mater. Res. 2014, 29, 2036–2043. [Google Scholar] [CrossRef]
- Durejko, T.; Ziętala, M.; Polkowski, W.; Czujko, T. Thin wall tubes with Fe3Al/SS316L graded structure obtained by using laser engineered net shaping technology. Mater. Des. 2014, 76, 766–774. [Google Scholar] [CrossRef]
- Durejko, T.; Ziętala, M.; Łazińska, M.; Lipiński, S.; Polkowski, W.; Czujko, T.; Varin, R.A. Structure and properties of the Fe3Al-type intermetallic alloy fabricated by laser engineered net shaping (LENS). Mater. Sci. Eng. A. 2016, 650, 374–381. [Google Scholar] [CrossRef]
- Łazińska, M.; Durejko, T.; Zasada, D.; Bojar, Z. Microstructure and mechanical properties of a Fe-28% Al-5% Cr-1% Nb-2% B alloy fabricated by Laser Engineered Net Shaping. Mater. Lett. 2017, 196, 87–90. [Google Scholar] [CrossRef]
- Karczewski, K.; Dąbrowska, M.; Ziętala, M.; Polański, M. Fe-Al thin walls manufactured by Laser Engineered Net Shaping. J. Alloys Compd. 2017, 696, 1105–1112. [Google Scholar] [CrossRef]
- Yan, F.; Xiong, W.; Faierson, E.J. Grain Structure Control of Additively Manufactured Metallic. Materials 2017, 110, 1260. [Google Scholar] [CrossRef]
- Wu, Q.; Lu, J.; Liu, C.; Fan, H.; Shi, X.; Fu, J.; Ma, S. Effect of Molten Pool Size on Microstructure and Tensile Properties of Wire Arc Additive Manufacturing of Ti-6Al-4V Alloy. Materials 2017, 10, 749–760. [Google Scholar]
- Wu, X.; Liang, J.; Mei, J.; Mitchell, C.; Goodwin, P.S.; Voice, W. Microstructures of laser-deposited Ti–6Al–4V. Mater. Des. 2004, 25, 137–144. [Google Scholar] [CrossRef]
- Al-Bermani, S.S.; Blackmore, M.L.; Zhang, W.; Todd, I. The origin of microstructural diversity, texture, and mechanical properties in electron beam melted Ti-6Al-4V. Metall. Mater. Trans. A 2010, 41, 3422–3434. [Google Scholar] [CrossRef]
- Ma, M.; Wang, Z.; Zeng, X. A comparison on metallurgical behaviors of 316L stainless steel by selective laser melting and laser cladding deposition. Mater. Sci. Eng. A 2017, 685, 265–273. [Google Scholar] [CrossRef]
- Helmer, H.; Bauereiß, A.; Singer, R.F.; Körner, C. Grain structure evolution in Inconel 718 during selective electron beam melting. Mater. Sci. Eng. A 2016, 668, 180–187. [Google Scholar] [CrossRef]
- Wang, T.; Zhu, Y.Y.; Zhang, S.Q.; Tang, H.B.; Wang, H.M. Grain morphology evolution behavior of titanium alloy components during laser melting deposition additive manufacturing. J. Alloys Compd. 2015, 632, 505–513. [Google Scholar] [CrossRef]
- DebRoy, T.; Wei, H.L.; Zuback, J.S.; Mukherjee, T.; Elmer, J.W.; Milewski, J.O.; Beese, A.M.; Wilson-Heid, A.; De, A.; Zhang, W. Additive manufacturing of metallic components—Process, structure and properties. Prog. Mater Sci. 2018, 92, 112–224. [Google Scholar] [CrossRef]
- Mizera, J.; Driver, J.H.; Jezierska, E.; Kurzydłowski, K.J. Studies of the relationship between the microstructure and anisotropy of the plastic properties of industrial aluminum-lithium alloys. Mater. Sci. Eng. A 1996, 212, 94–101. [Google Scholar] [CrossRef]
- Dinda, G.P.; Dasgupta, A.K.; Mazumder, J. Evolution of microstructure in laser deposited Al–11.28%Si alloy. Surf. Coat. Technol. 2012, 206, 2152–2160. [Google Scholar] [CrossRef]
- Carter, L.N.; Martin, C.; Withers, P.J.; Attallah, M.M. The influence of the laser scan strategy on grain structure and cracking behaviour in SLM powder-bed fabricated nickel superalloy. J. Alloys Compd. 2014, 615, 338–347. [Google Scholar] [CrossRef]
- Antonysamy, A.A.; Meyer, J.; Prangnell, P.B. Effect of build geometry on the β-grain structure and texture in additive manufacture of Ti6Al4V by selective electron beam melting. Mater. Charact. 2013, 84, 153–168. [Google Scholar] [CrossRef]
- Kunze, K.; Etter, T.; Grässlin, J.; Shklover, V. Texture, anisotropy in microstructure and mechanical properties of IN738LC alloy processed by selective laser melting (SLM). Mater. Sci. Eng. A 2015, 620, 213–222. [Google Scholar] [CrossRef]
- Moat, R.J.; Pinkerton, A.J.; Li, L.; Withers, P.J.; Preuss, M. Crystallographic texture and microstructure of pulsed diode laser-deposited Waspaloy. Acta Mater. 2009, 57, 1220–1229. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Laser Power | Feed Rate | Powder Feed Rate | Layer Thickness | Cooling Rate (K/s) | ||
|---|---|---|---|---|---|---|
| (W) | (mm/s) | (g/min) | (mm) | Bottom | Middle | Top |
| 200 | 5 | 1.5 | 0.2 | 0.7 × 104 | 0.6 × 104 | 0.6 × 104 |
| MPS 1 | 15 | 3.7 | 0.2 | 2.1 × 104 | 1.6 × 104 | 1.6 × 104 |
| 300 | 20 | 6.5 | 0.35 | 2.3 × 104 | 3.5 × 104 | 2.6 × 104 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Karczewski, K.; Durejko, T.; Czujko, T. The Microstructure Evolution of a Fe3Al Alloy during the LENS Process. Materials 2018, 11, 390. https://doi.org/10.3390/ma11030390
Karczewski K, Durejko T, Czujko T. The Microstructure Evolution of a Fe3Al Alloy during the LENS Process. Materials. 2018; 11(3):390. https://doi.org/10.3390/ma11030390
Chicago/Turabian StyleKarczewski, Krzysztof, Tomasz Durejko, and Tomasz Czujko. 2018. "The Microstructure Evolution of a Fe3Al Alloy during the LENS Process" Materials 11, no. 3: 390. https://doi.org/10.3390/ma11030390
APA StyleKarczewski, K., Durejko, T., & Czujko, T. (2018). The Microstructure Evolution of a Fe3Al Alloy during the LENS Process. Materials, 11(3), 390. https://doi.org/10.3390/ma11030390