Microstructures and Properties of Laser Cladding Al-TiC-CeO2 Composite Coatings


Abstract
:1. Introduction
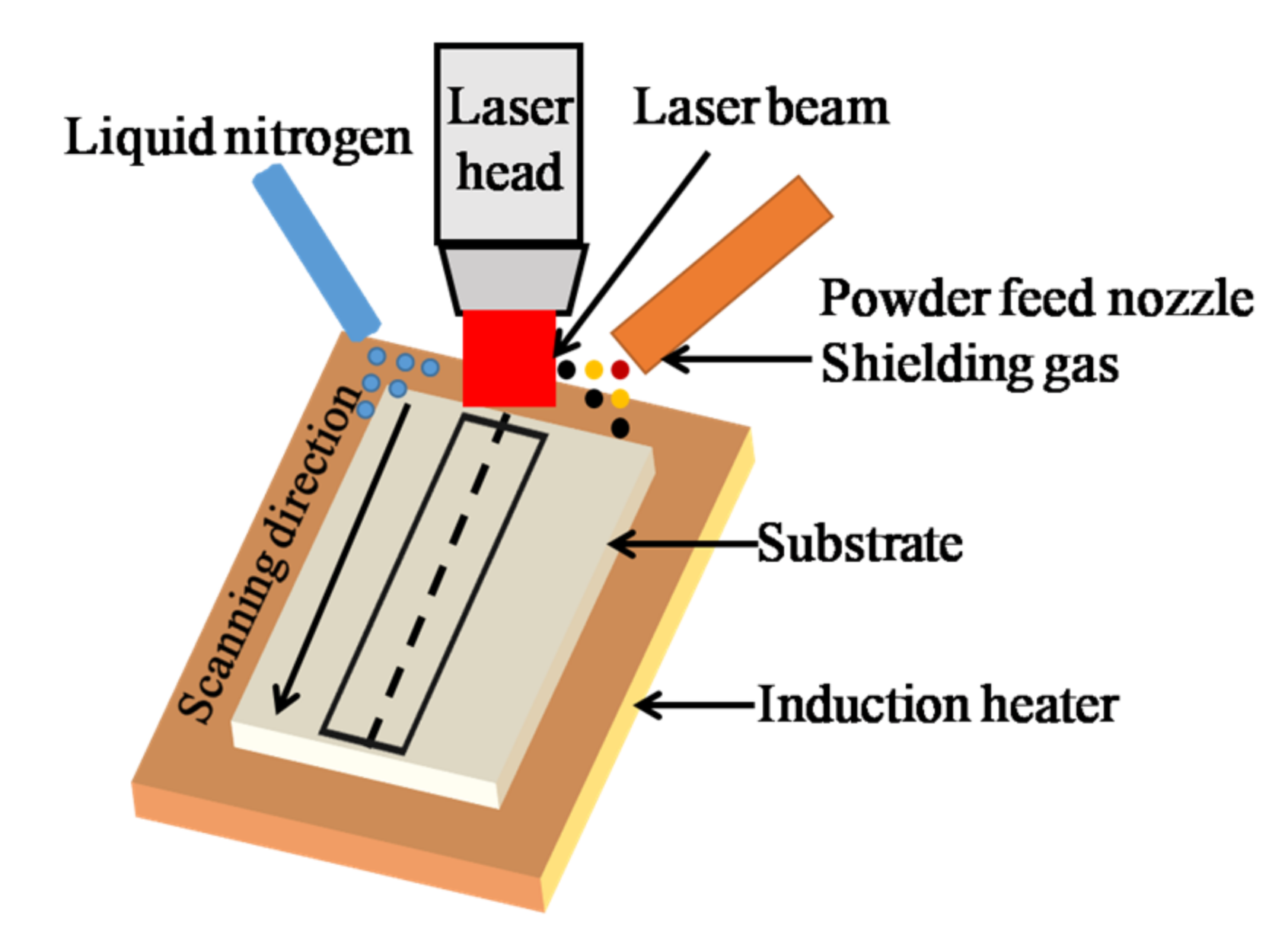
2. Experimental
3. Results and Discussion
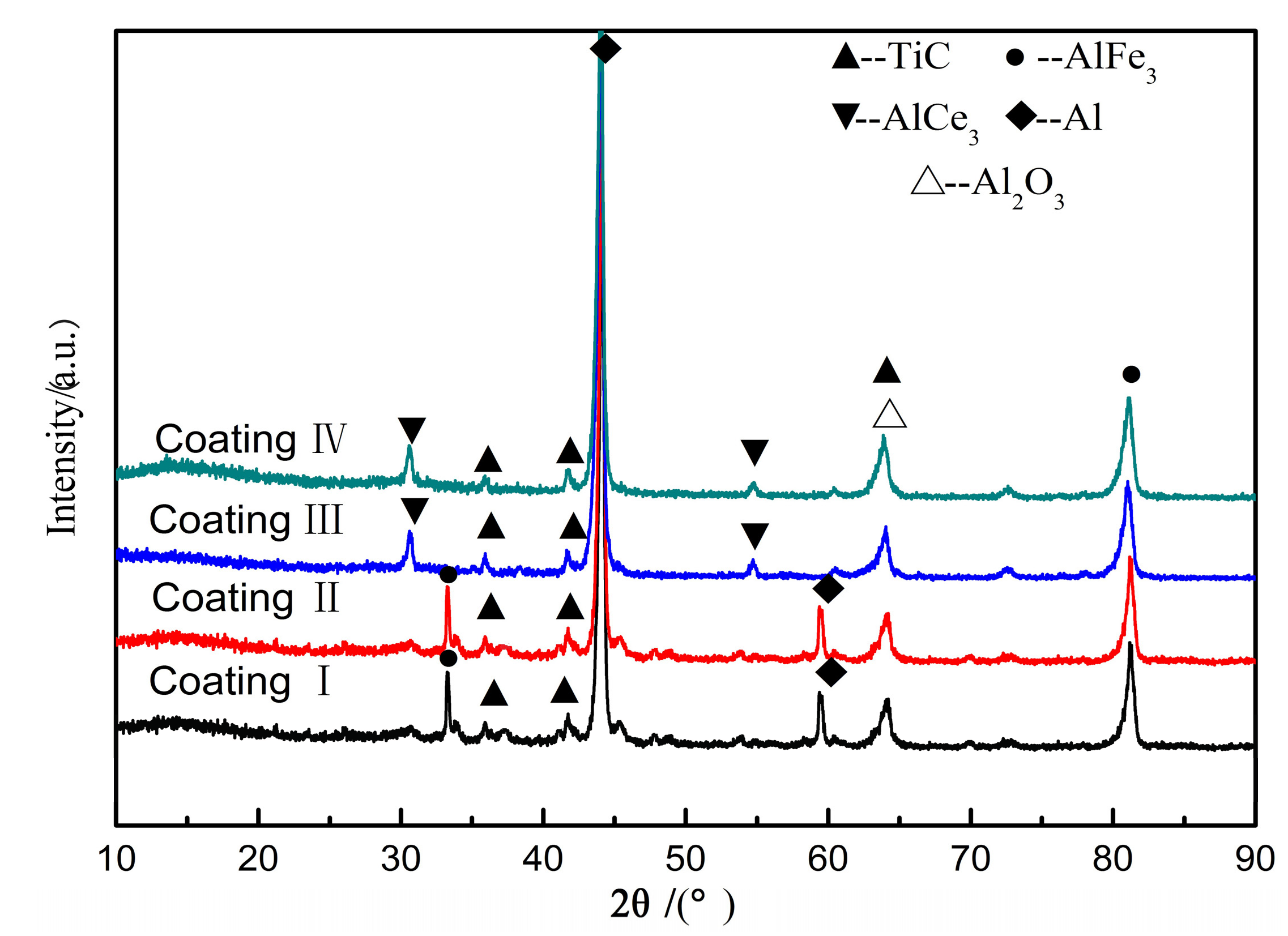
3.1. XRD Analysis of Coating Surfaces
3.2. Morphologies and EDS Analysis of Coating Interfaces and Surfaces
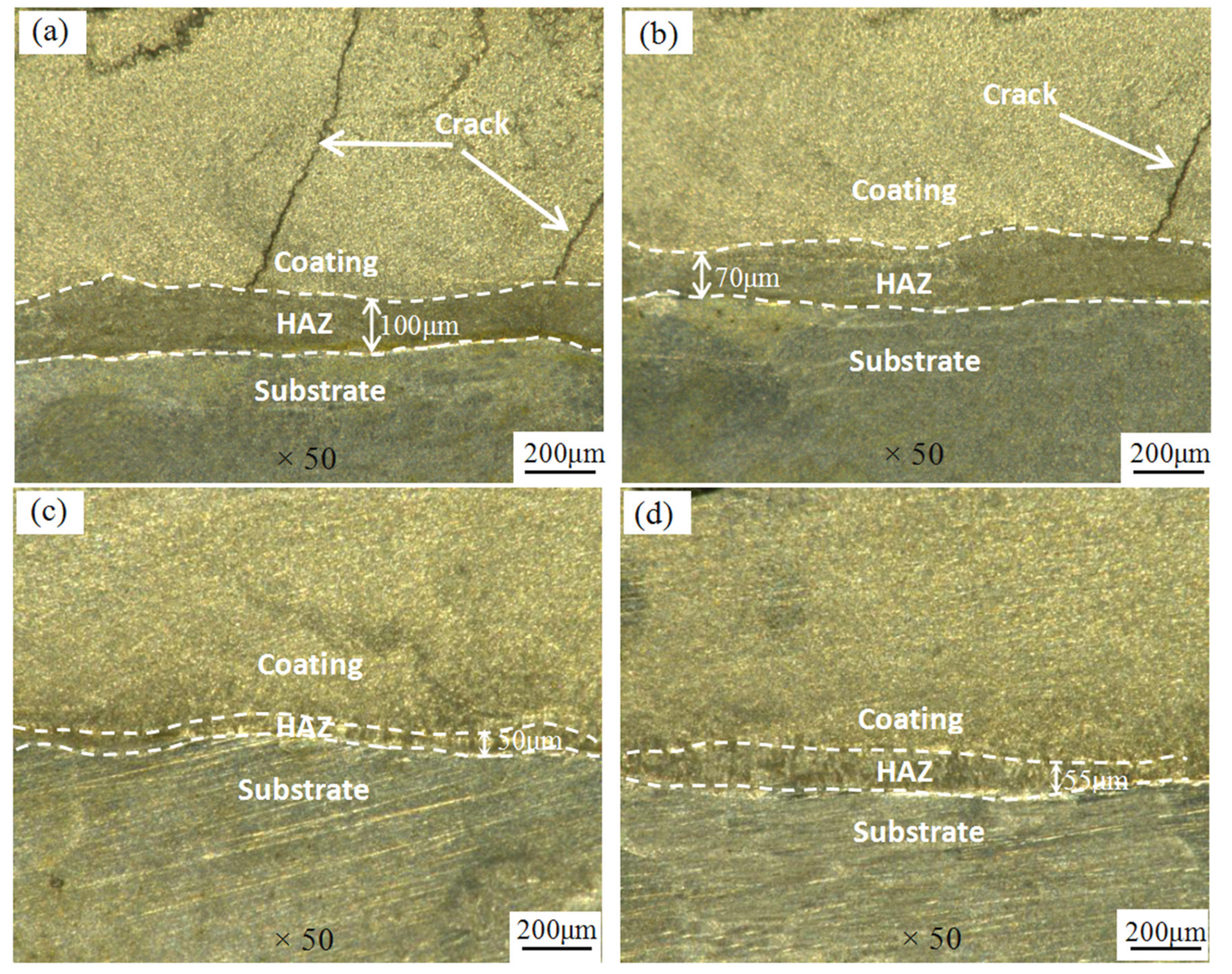
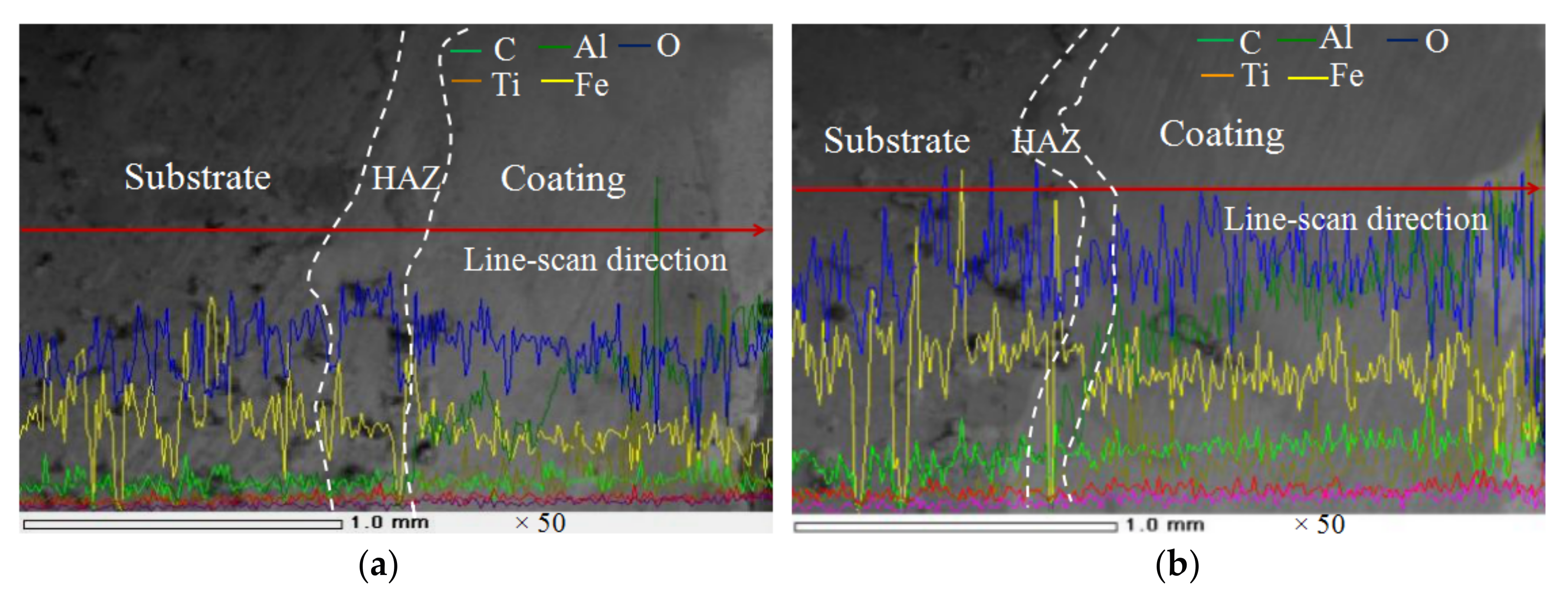
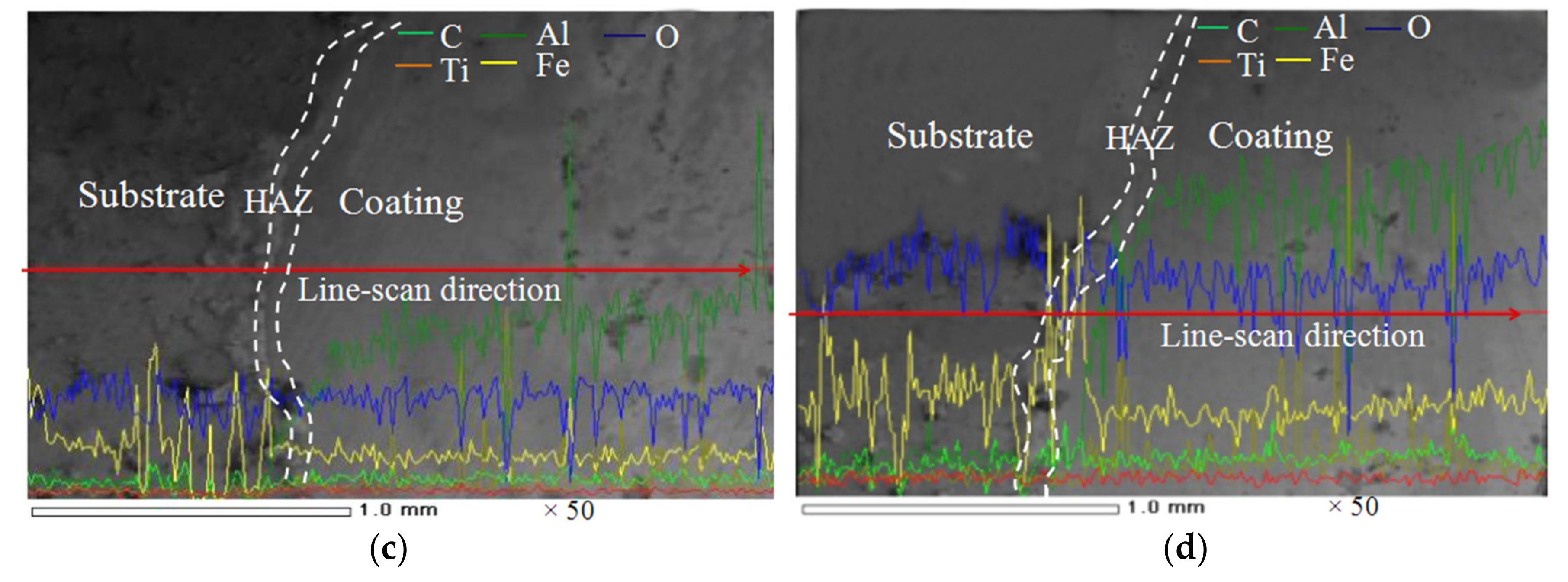
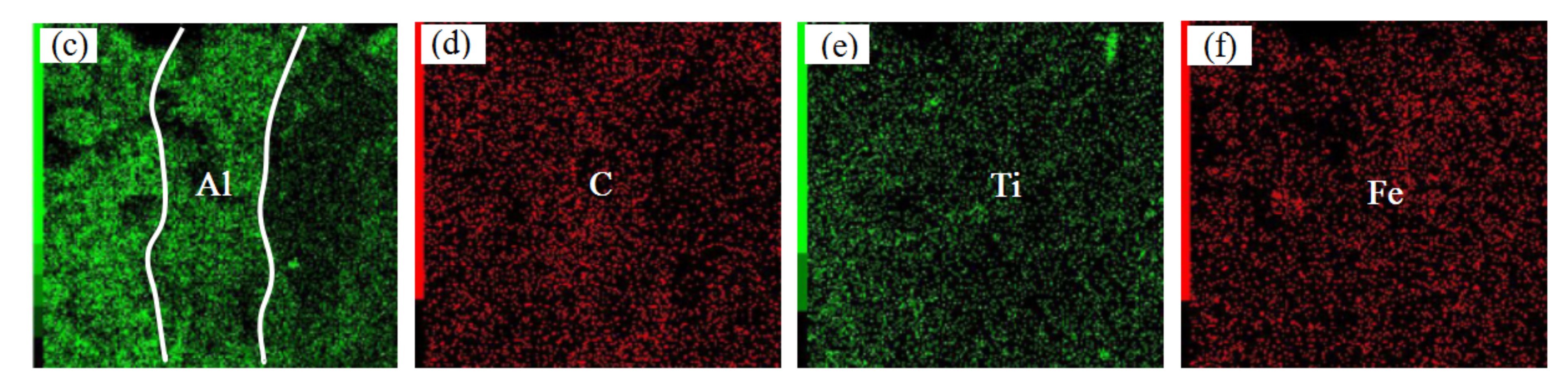
3.2.1. Morphologies and EDS Analysis of Coating Interfaces
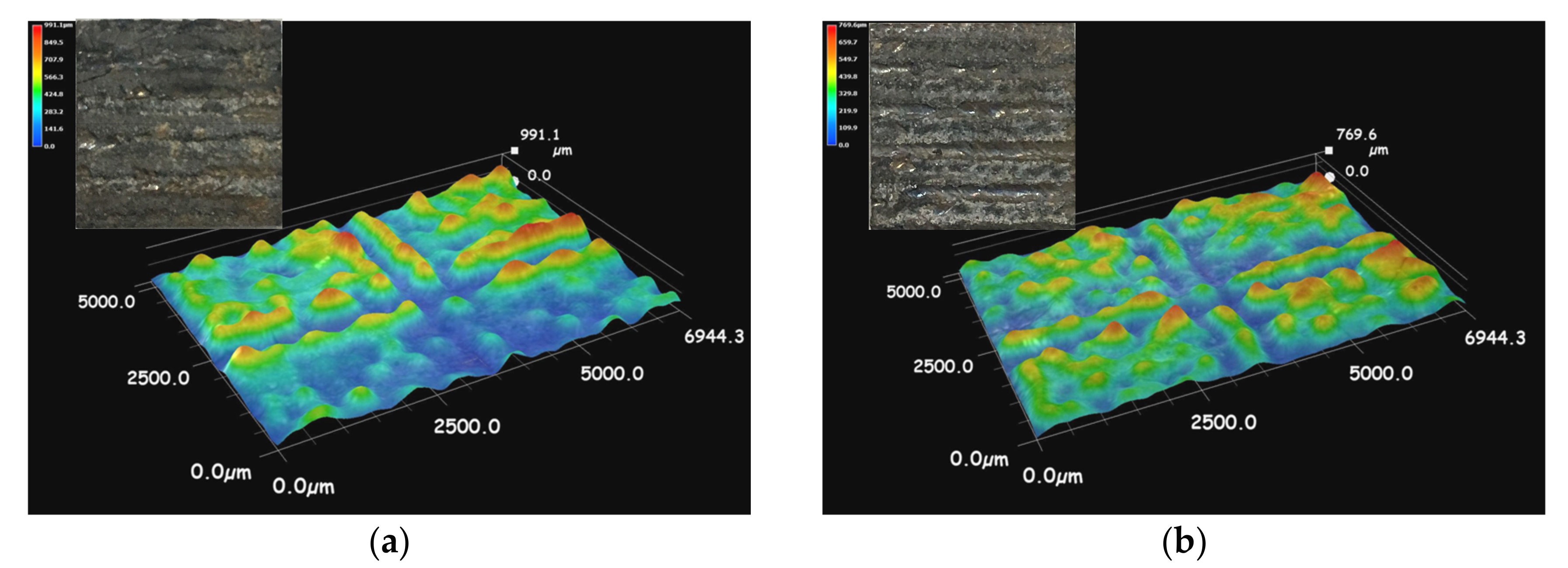
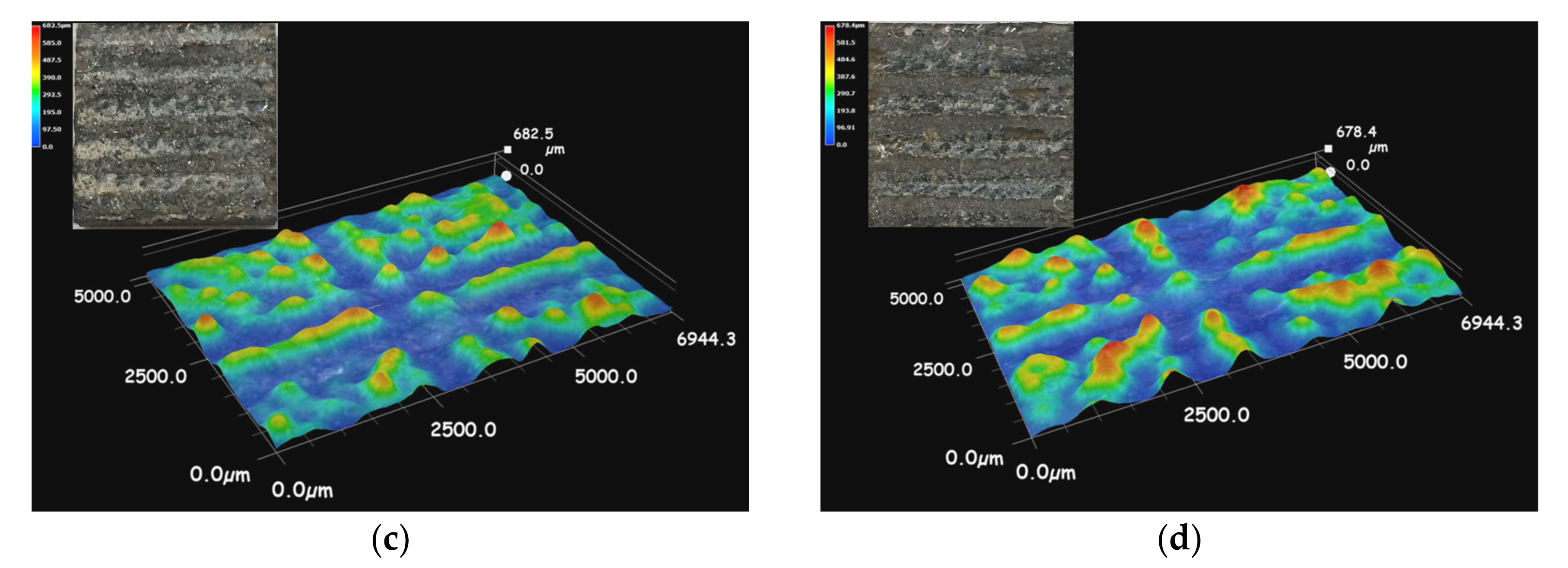
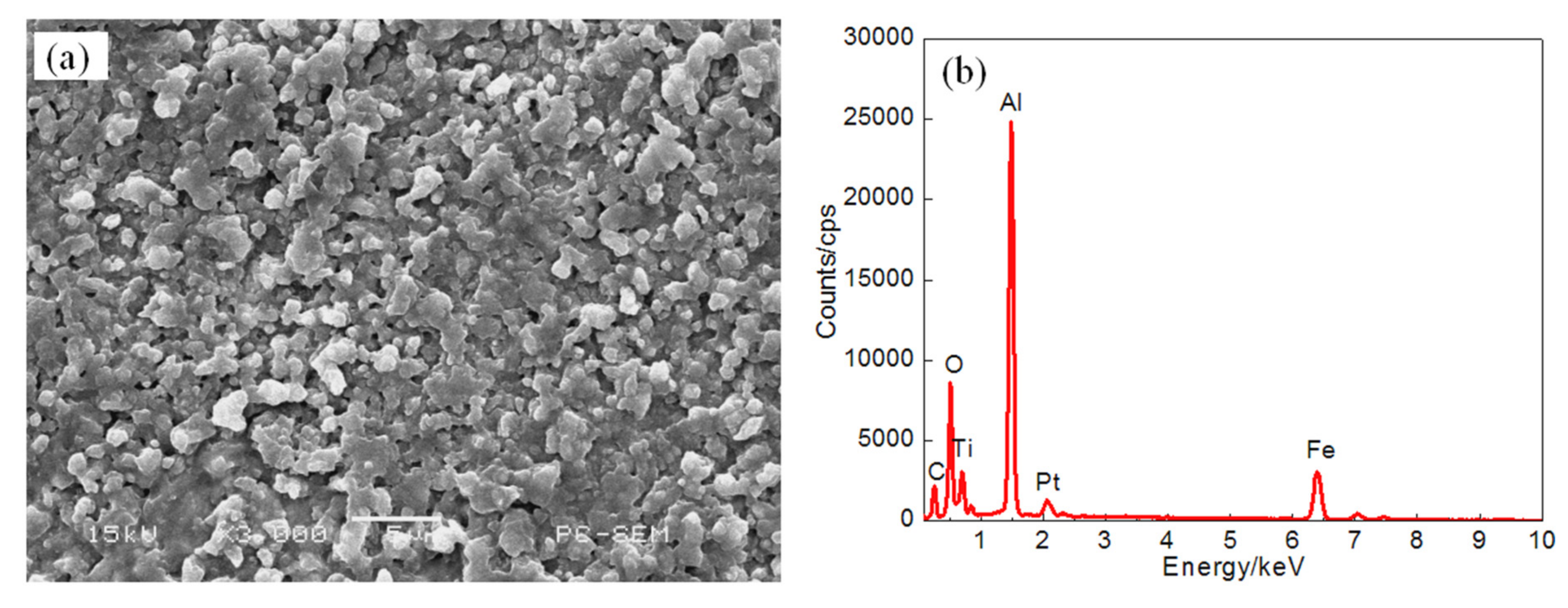
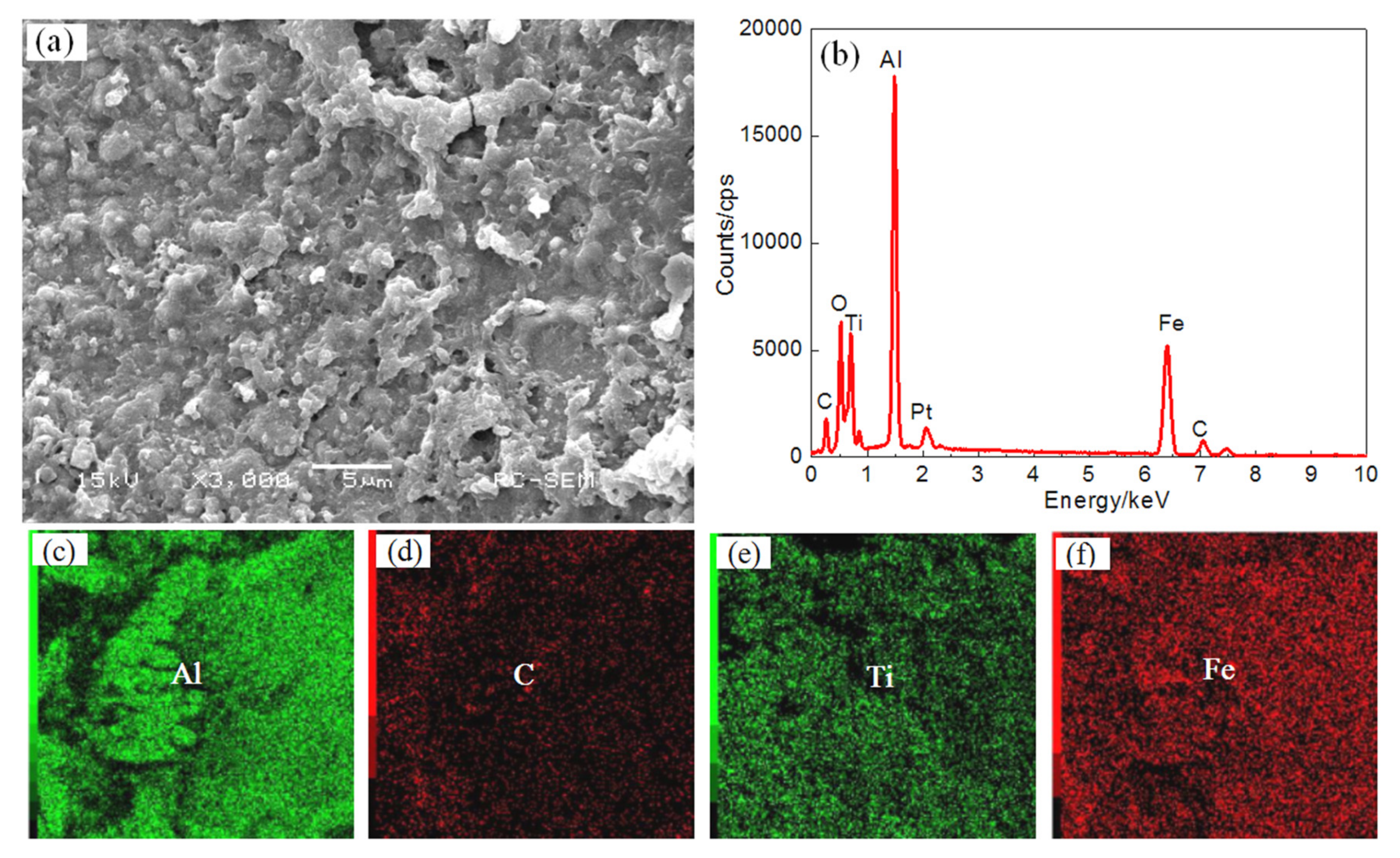
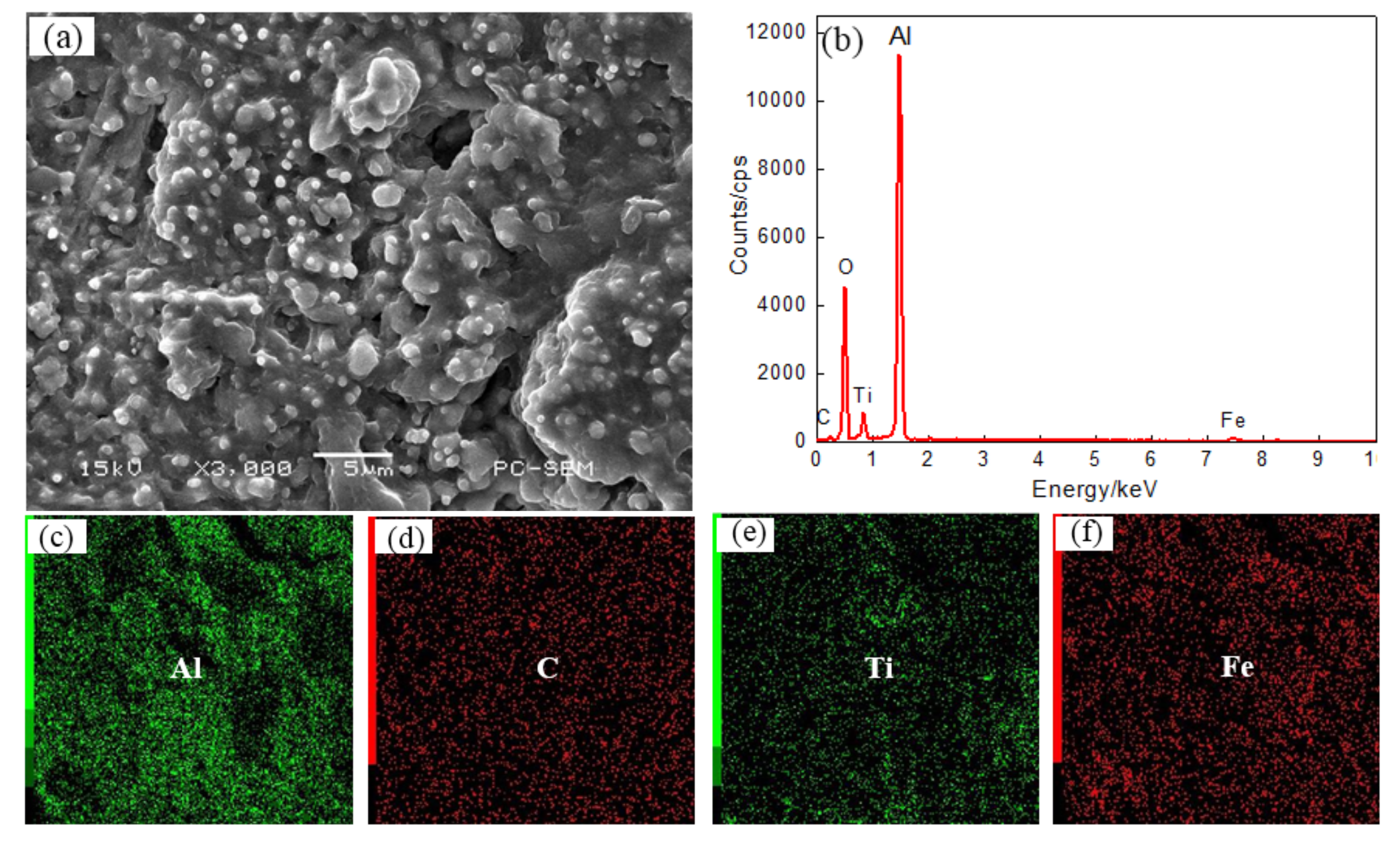
3.2.2. Morphologies and EDS Analysis of Coating Surfaces
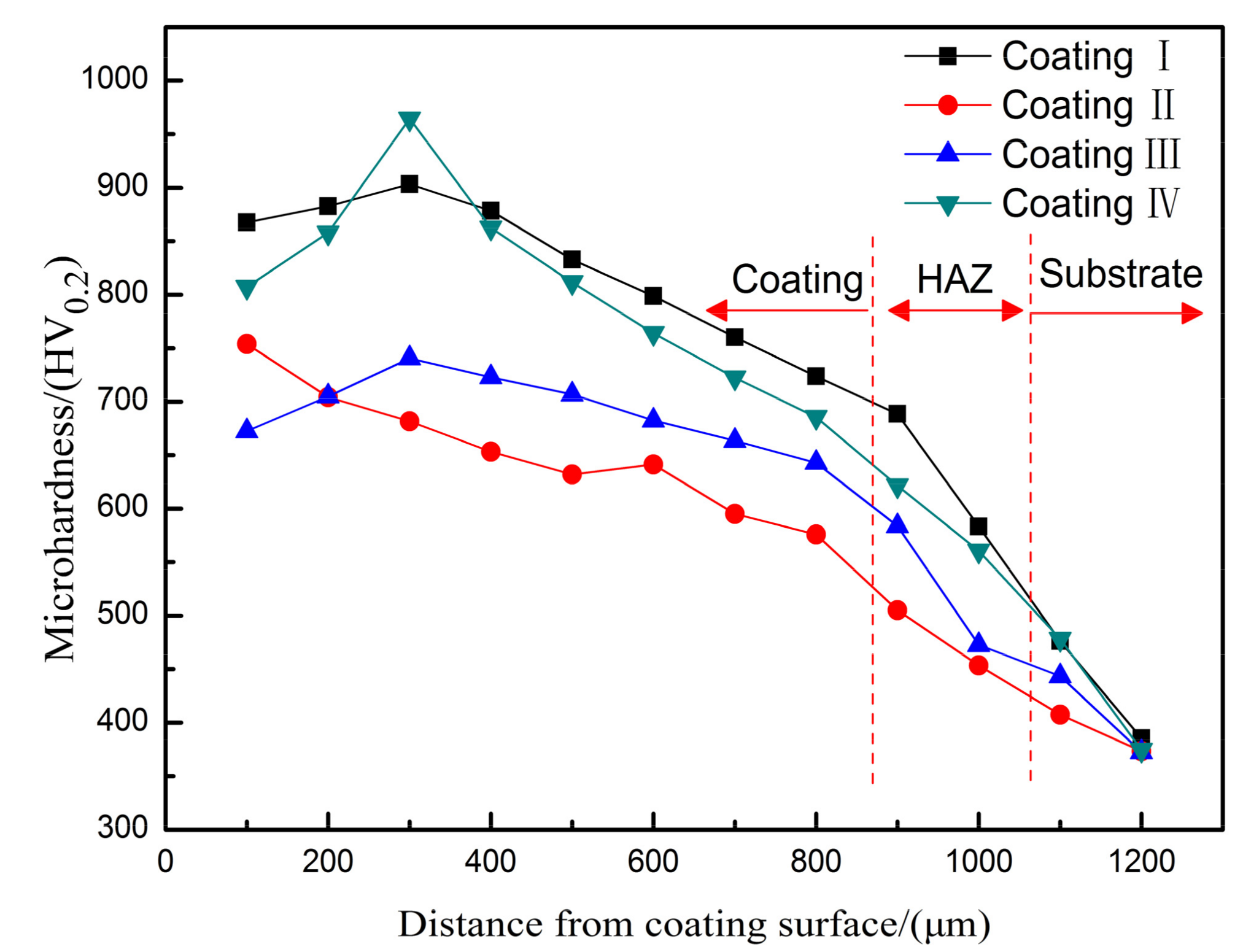
3.3. Microhardness Analysis
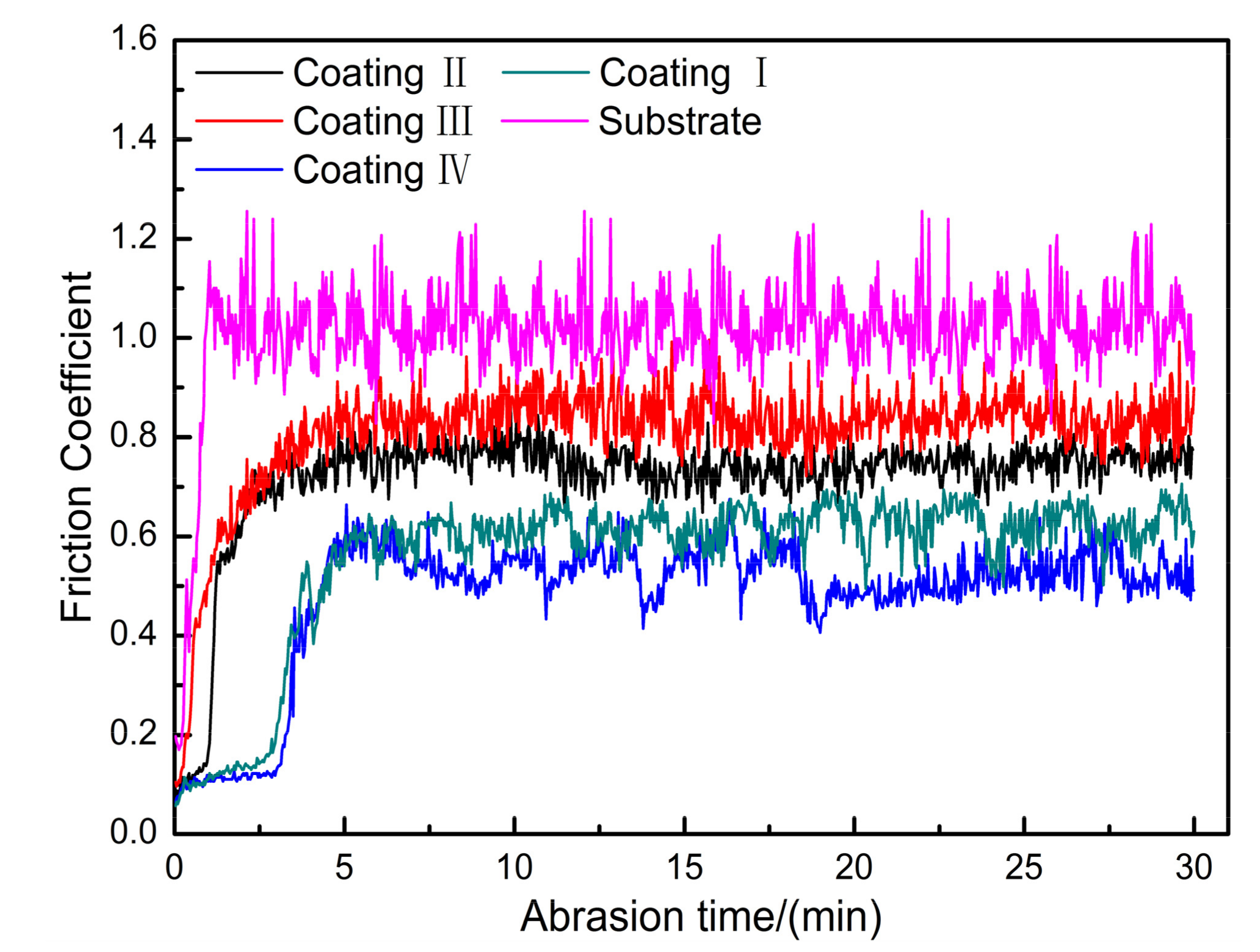
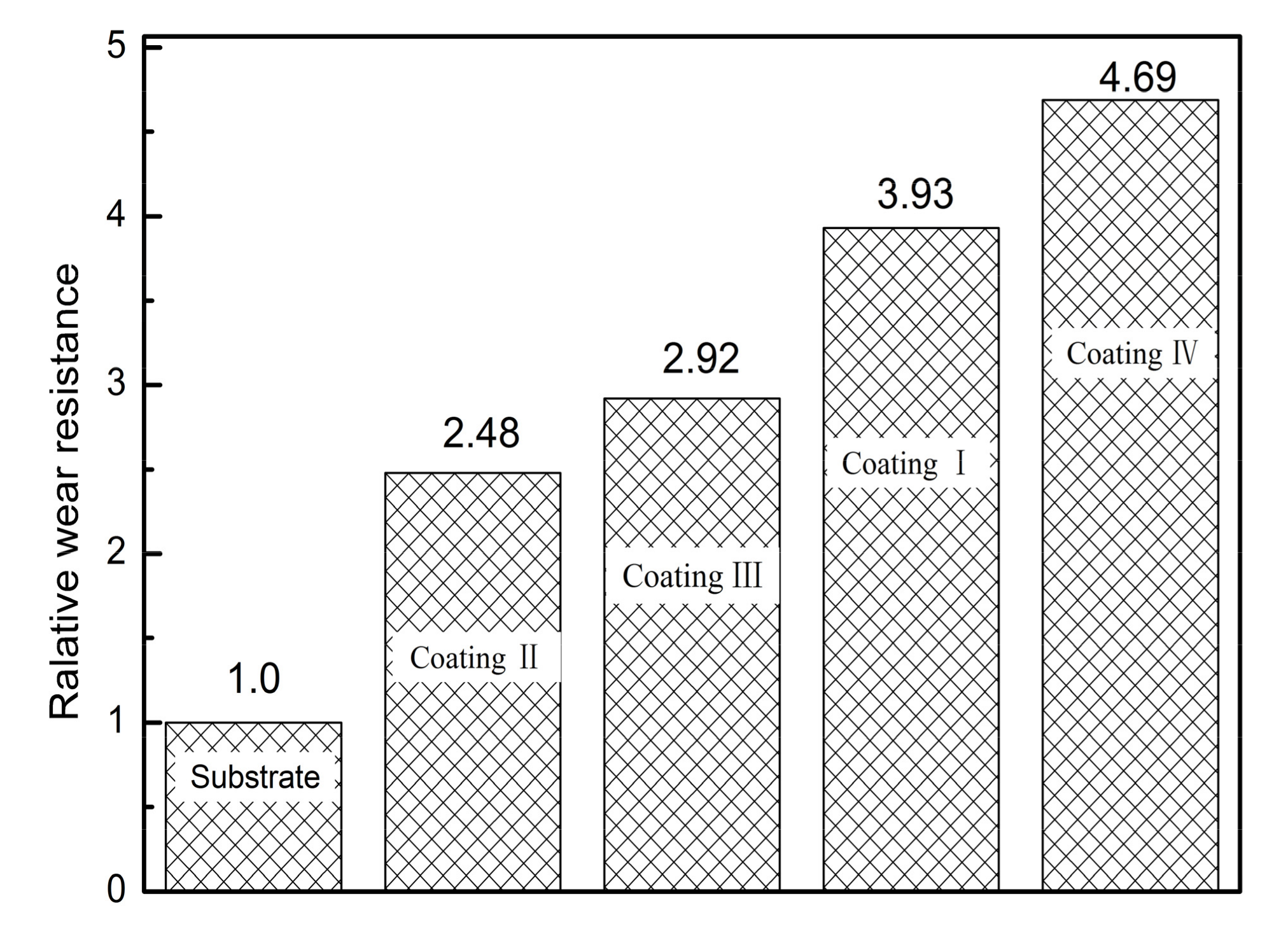
3.4. Friction and Wear Testing
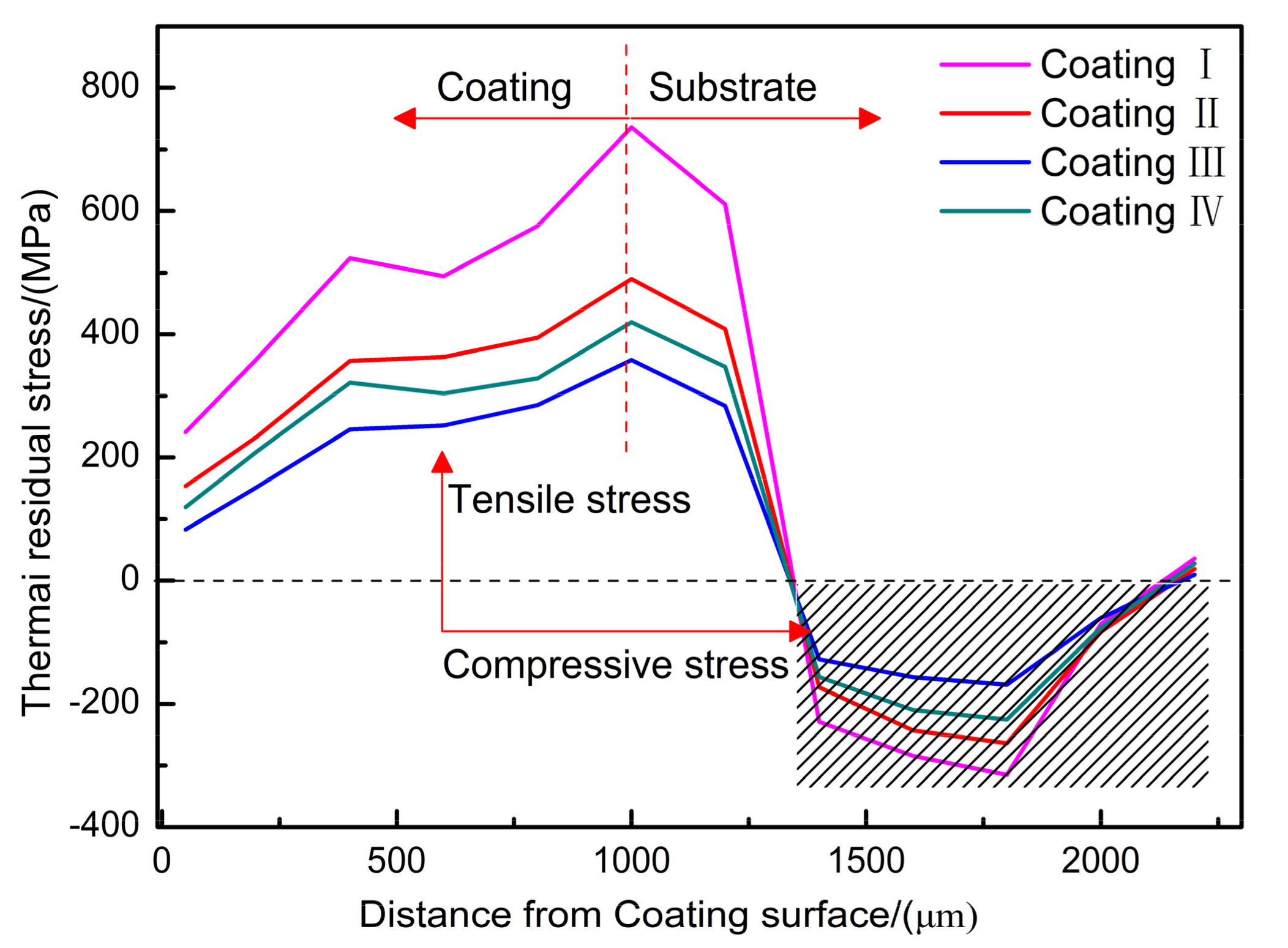
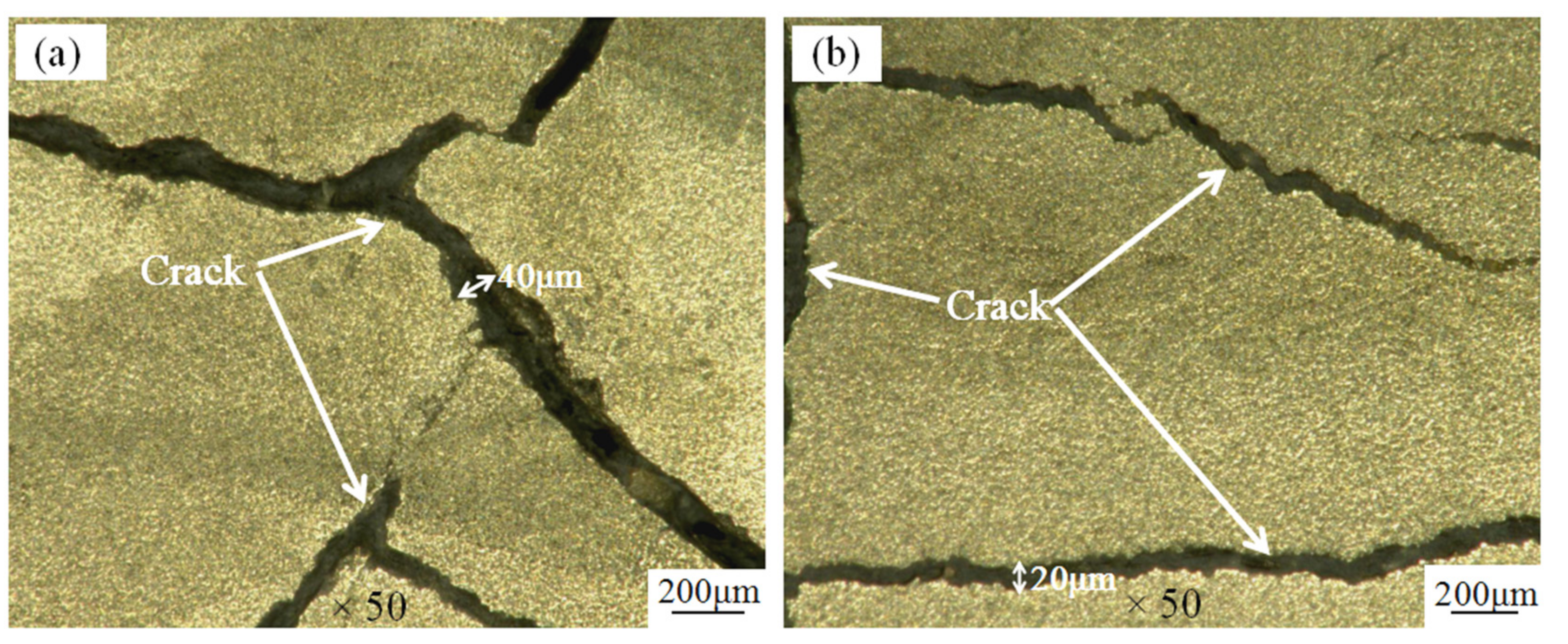
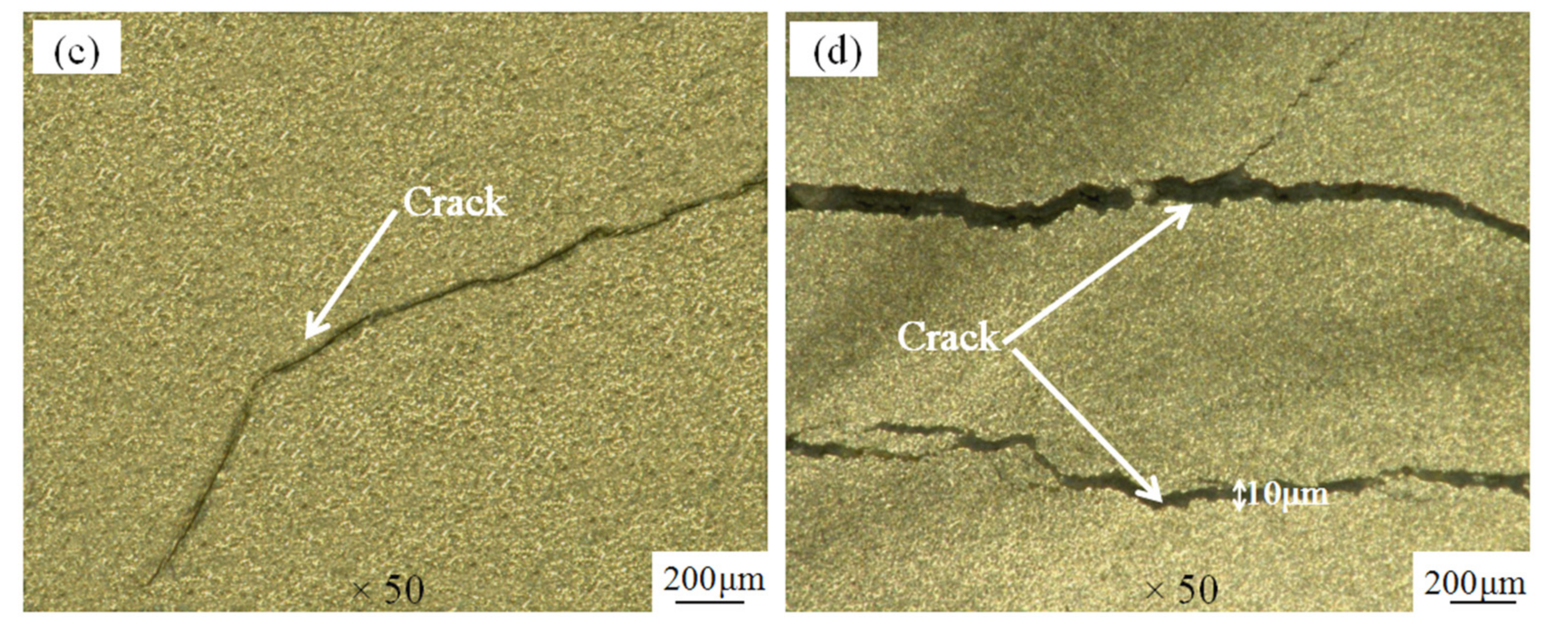
3.5. Residual Stress and Cracks Analysis
4. Conclusions
- (1)
- A more compact Al-TiC-CeO2 composite coating was prepared by laser cladding technology, and the dilution rate of the coating was less than 10%, showing a good metallurgical bond with the substrate. With increasing laser power, the microstructure of the coating changes from massive and short rod-like to fine granular, and the fine grain strengthening effect is obvious. Elements are evenly distributed within the coating.
- (2)
- When the laser power was 1 kW and 1.6 kW, the microhardness of the resulting coatings was relatively high, and the microhardness changes relatively smoothly. The microhardness can reach 964.3 HV0.2 at a depth of about 300 μm from the surface. The abrasion resistance of the coating first decreases and then increases with increasing laser power. At a power of 1.6 kW, the relative wear resistance of the cladding was 4.69 and the wear resistance was improved.
- (3)
- The residual stress in the coating surface is tensile stress. With the increase in laser power, the residual stress of the coating surface first decreases and then increases due to the changing temperature difference between the substrate and the cladding layer, resulting in cracks.
- (4)
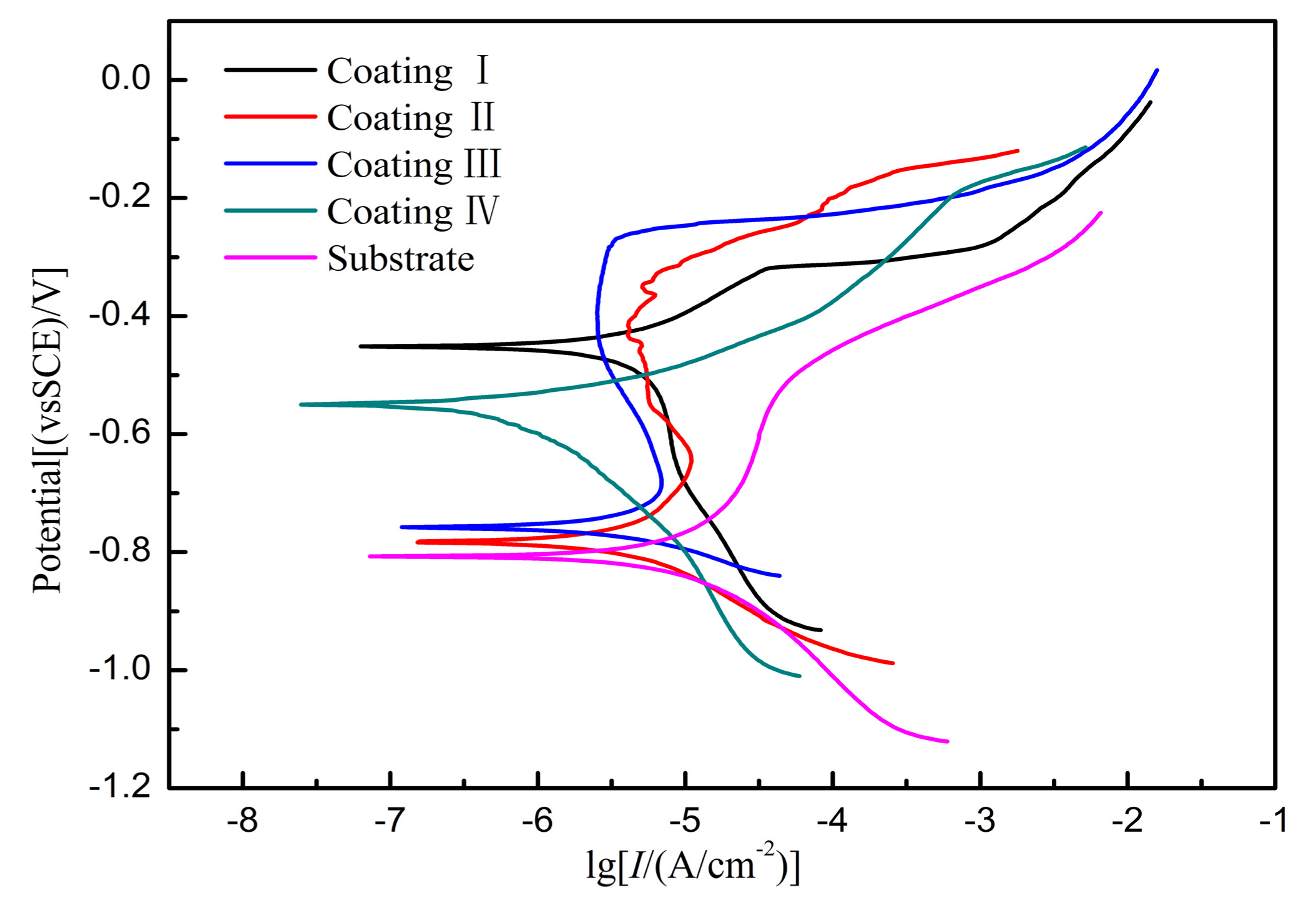
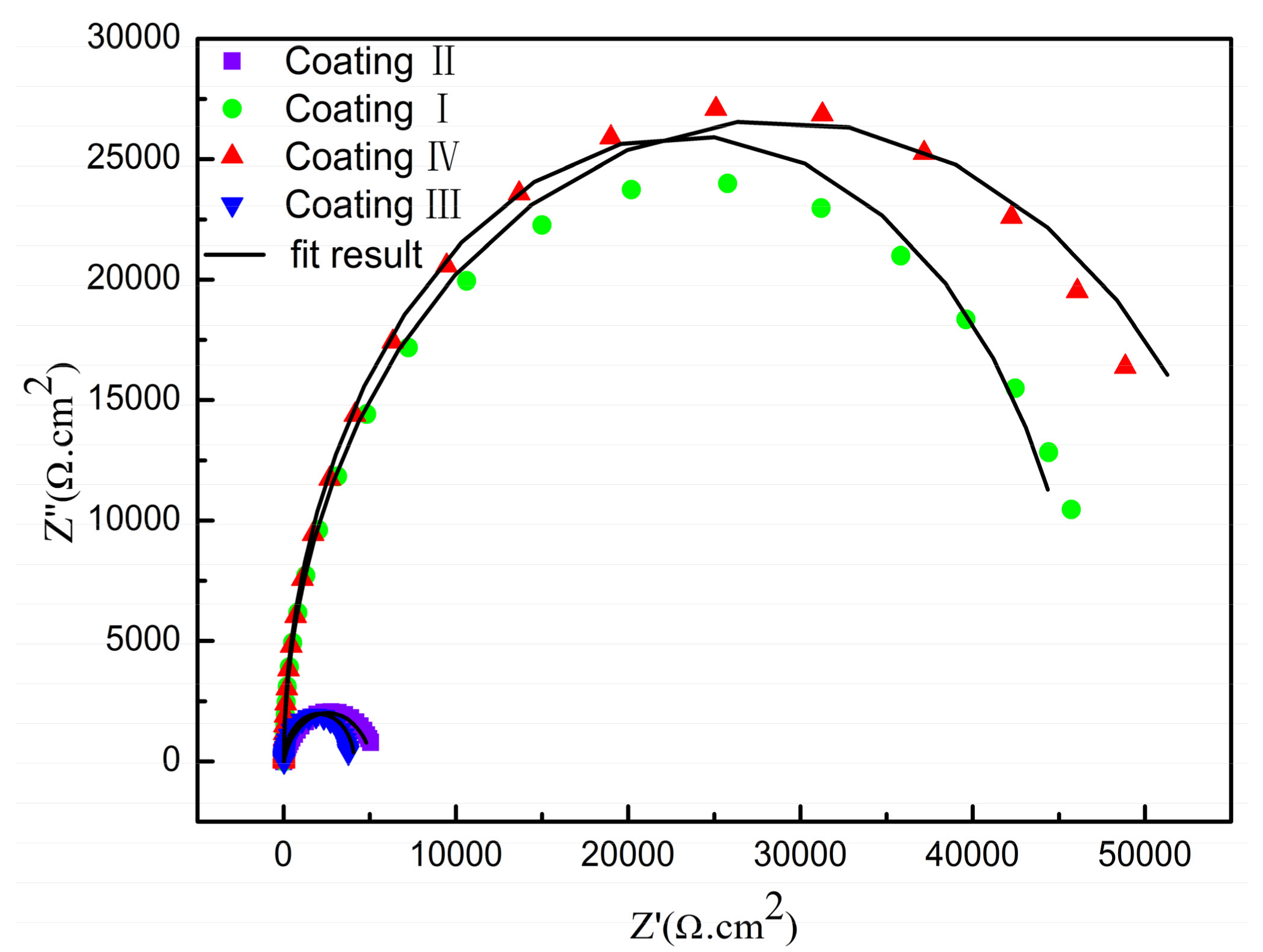
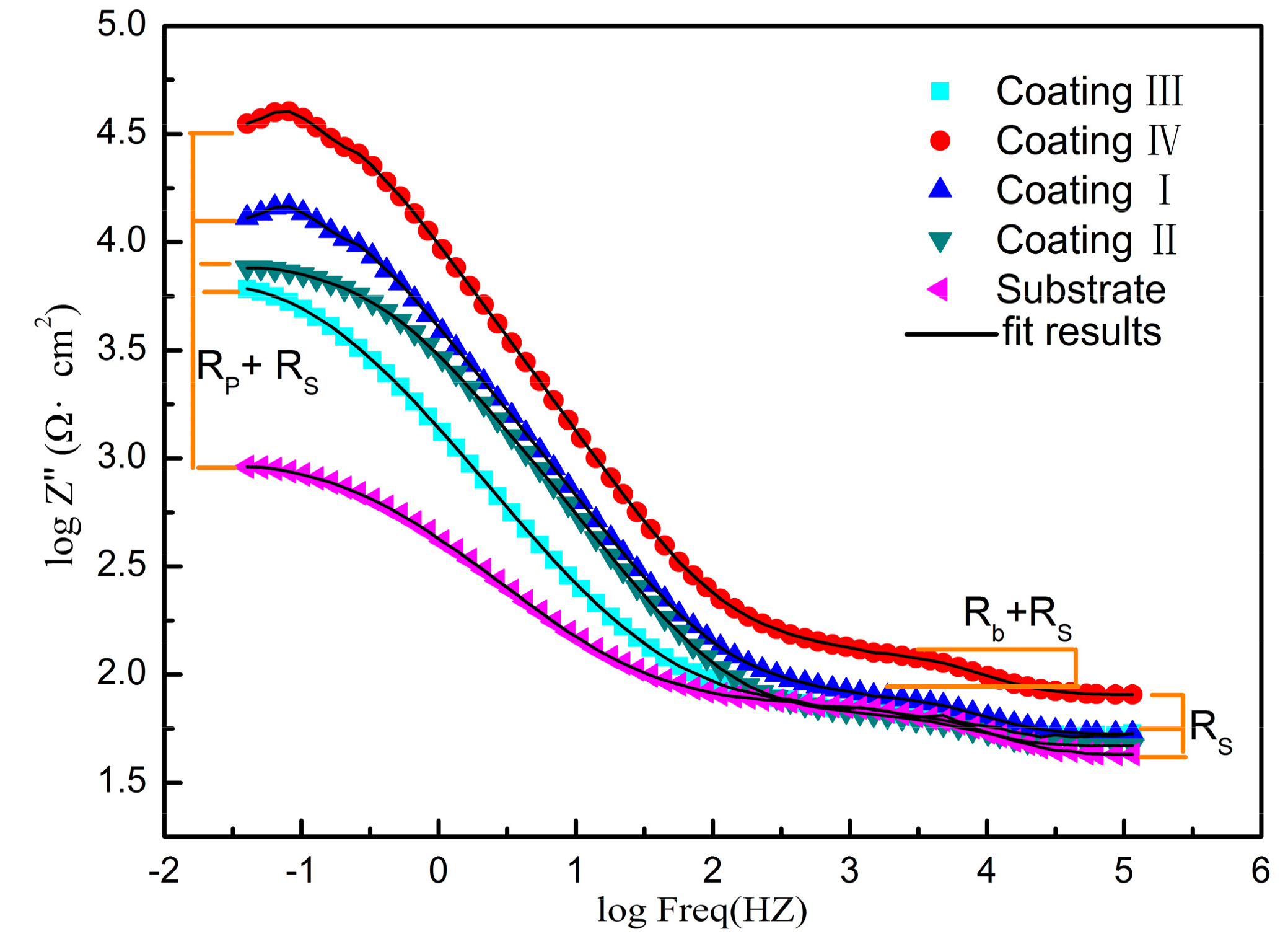
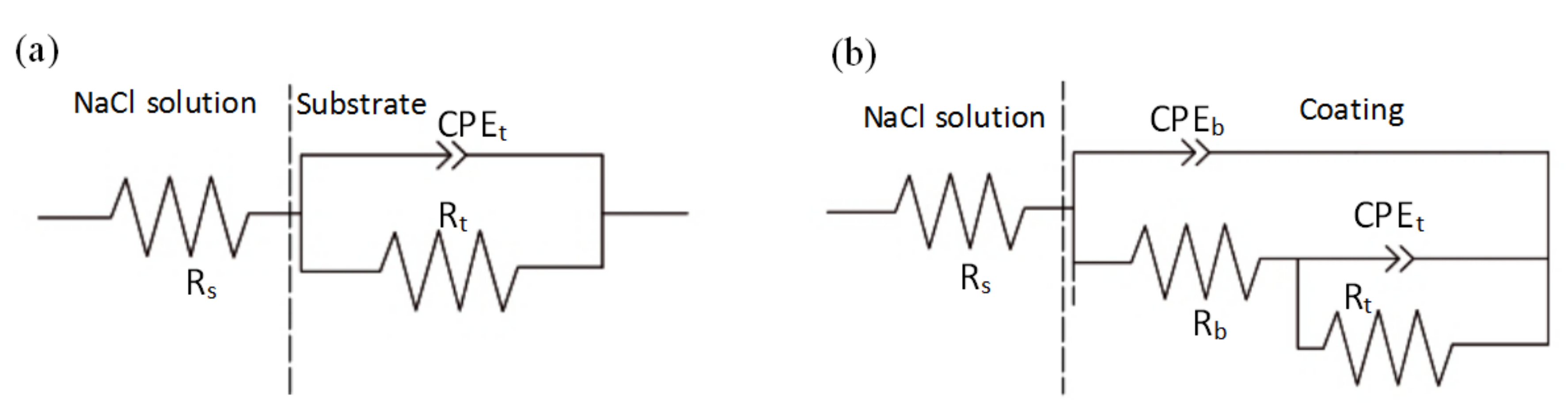
- The corrosion resistances of the coatings were sorted as follows: coating IV > coating I > coating II > coating III. Compared with the bare substrate, the corrosion resistance has been significantly improved.
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Momber, A.W. Quantitative performance assessment of corrosion protection systems for offshore wind power transmission platforms. Renew. Energy 2016, 94, 314–327. [Google Scholar] [CrossRef]
- Erfanmanesh, M.; Abdollah-Pour, H.; Mohammadian-Semnani, H.; Shoja-Razavi, R. An empirical-statistical model for laser cladding of WC-12Co powder on AISI 321 stainless steel. Opt. Laser Technol. 2017, 97, 180–186. [Google Scholar] [CrossRef]
- Zeisig, J.; Schädlich, N.; Giebeler, L.; Sander, J.; Eckert, J.; Kühn, U.; Hufenbach, J. Microstructure and abrasive wear behavior of a novel FeCrMoVC laser cladding alloy for high-performance tool steels. Wear 2017, 382, 107–112. [Google Scholar] [CrossRef]
- Hashemi, N.; Mertens, A.; Montrieux, H.M.; Tchuindjang, J.T.; Dedry, O.; Carrus, R.; Lecomte-Beckers, J. Oxidative wear behaviour of laser clad High Speed Steel thick deposits: Influence of sliding speed, carbide type and morphology. Surf. Coat. Technol. 2017, 315, 519–529. [Google Scholar] [CrossRef]
- Rashid, R.R.; Abaspour, S.; Palanisamy, S.; Matthews, N.; Dargusch, M.S. Metallurgical and geometrical characterisation of the 316L stainless steel clad deposited on a mild steel substrate. Surf. Coat. Technol. 2017, 327, 174–184. [Google Scholar] [CrossRef]
- Wang, C.L.; Gao, Y.; Zeng, Z.C.; Fu, Y.K. Effect of rare-earth on friction and wear properties of laser cladding Ni-based coatings on 6063Al. J. Alloys Compd. 2017, 727, 278–285. [Google Scholar] [CrossRef]
- Ma, M.M.; Wang, Z.M.; Zeng, X.Y. A comparison on metallurgical behaviors of 316L stainless steel by selective laser melting and laser cladding deposition. Mater. Sci. Eng. A 2017, 685, 265–273. [Google Scholar] [CrossRef]
- Lu, Y.Z.; Huang, G.K.; Wang, Y.Z.; Li, H.G.; Qin, Z.X.; Lu, X. Crack-free Fe-based amorphous coating synthesized by laser cladding. Mater. Lett. 2018, 210, 46–50. [Google Scholar] [CrossRef]
- Sobiyi, K.; Akinlabi, E. Microstructural Investigation of Ti Coating on Ti6Al4V by Laser Cladding. Mater. Today Proc. 2017, 4, 244–249. [Google Scholar] [CrossRef]
- Wang, S.L.; Zhang, Z.Y.; Gong, Y.B.; Nie, G.M. Microstructures and corrosion resistance of Fe-based amorphous/nanocrystalline coating fabricated by laser cladding. J. Alloys Compd. 2017, 728, 1116–1123. [Google Scholar] [CrossRef]
- Yu, Y.J.; Zhou, J.S.; Ren, S.F.; Wang, L.Q.; Xin, B.B.; Cao, S.L. Tribological properties of laser cladding NiAl intermetallic compound coatings at elevated temperatures. Tribol. Int. 2016, 104, 321–327. [Google Scholar] [CrossRef]
- Zhang, D.H.; Kong, D.J. Microstructures and immersion corrosion behavior of laser thermal sprayed amorphous Al-Ni coatings in 3.5% NaCl solution. J. Alloys Compd. 2018, 735, 1–12. [Google Scholar] [CrossRef]
- Liu, J.L.; Yu, H.J.; Chen, C.Z.; Weng, F.; Dai, J.J. Research and development status of laser cladding on magnesium alloys: A review. Opt. Lasers Eng. 2017, 93, 195–210. [Google Scholar] [CrossRef]
- Liu, F.J.; Ji, Y.; Meng, Q.S.; Li, Z.S. Microstructure and corrosion resistance of laser cladding and friction stir processing hybrid modification Al-Si coatings on AZ31B. Vacuum 2016, 133, 31–37. [Google Scholar] [CrossRef]
- Zhao, L.Z.; Zhao, M.J.; Li, D.Y.; Zhang, J.; Xiong, G.Y. Study on Fe-Al-Si in situ composite coating fabricated by laser cladding. Appl. Surf. Sci. 2012, 258, 3368–3372. [Google Scholar] [CrossRef]
- Carboneras, M.; López, M.D.; Rodrigo, P.; Campo, M.; Torres, B.; Otero, E.; Rams, J. Corrosion behaviour of thermally sprayed Al and Al/SiCp composite coatings on ZE41 magnesium alloy in chloride medium. Corros. Sci. 2010, 52, 761–768. [Google Scholar] [CrossRef]
- Ahnia, F.; Demri, B. Evaluation of aluminum coatings in simulated marine environment. Surf. Coat. Technol. 2013, 220, 232–236. [Google Scholar] [CrossRef]
- Kwiatkowska, M.; Zasada, D.; Bystrzycki, J.; Polański, M. Synthesis of Fe-Al-Ti Based Intermetallics with the Use of Laser Engineered Net Shaping (LENS). Materials 2015, 8, 2311–2331. [Google Scholar] [CrossRef]
- Al-Sayed Ali, S.R.; Hussein, A.H.A.; Nofal, A.A.M.S.; Hasseb Elnaby, S.E.I.; Elgazzar, H.A.; Sabour, H.A. Laser Powder Cladding of Ti-6Al-4V α/β Alloy. Materials 2017, 10, 1178. [Google Scholar] [CrossRef] [PubMed]
- Yang, L.Q.; Li, Z.Y.; Zhang, Y.Q.; Wei, S.Z.; Liu, F.Q. Al-TiC in situ composite coating fabricated by low power pulsed laser cladding on AZ91D magnesium alloy. Appl. Surf. Sci. 2017, 435, 1187–1198. [Google Scholar] [CrossRef]
- Chao, Q.; Guo, T.T.; Jarvis, T.; Wu, X.H.; Hodgson, P.; Fabijanic, D. Direct laser deposition cladding of AlxCoCrFeNi high entropy alloys on a high-temperature stainless steel. Surf. Coat. Technol. 2017, 332, 440–451. [Google Scholar] [CrossRef]
- Wang, H.Y.; Zhao, Q.; Wang, H.; Cui, W.L.; Yuan, X.M. Micromechanism characteristics of modified Al-Si coating by laser melt injection CeO2 nano-particles. Surf. Coat. Technol. 2017, 319, 88–94. [Google Scholar] [CrossRef]
- Lapierre-Boire, L.P.; Blais, C.; Pelletier, S.; Chagnon, F. Improvement of flow of an iron-copper-graphite powder mix through additions of nanoparticles. Powder Technol. 2016, 299, 156–167. [Google Scholar] [CrossRef]
- Song, B.; Hussain, T.; Voisey, K.T. Laser cladding of Ni50Cr: A parametric and dilution study. Phys. Procedia 2016, 83, 706–715. [Google Scholar] [CrossRef]
- Tanigawa, D.; Funada, Y.; Abe, N.; Tsukamoto, M.; Hayashi, Y.; Yamazaki, H.; Yoneyama, M. Suppression of dilution in Ni-Cr-Si-B alloy cladding layer by controlling diode laser beam profile. Opt. Laser Technol. 2018, 99, 326–332. [Google Scholar] [CrossRef]
- Zhang, Z.; Yu, T.; Kovacevic, R. Erosion and corrosion resistance of laser cladded AISI 420 stainless steel reinforced with VC. Appl. Surf. Sci. 2017, 410, 225–240. [Google Scholar] [CrossRef]
- Sui, Y.Y.; Yang, F.; Qin, G.L.; Ao, Z.Y.; Liu, Y.; Wang, Y.B. Microstructure and wear resistance of laser-cladded Ni-based composite coatings on downhole tools. J. Mater. Process. Technol. 2018, 252, 217–224. [Google Scholar] [CrossRef]
- Tao, Y.F.; Li, J.; Lv, Y.H.; Hu, L.F. Effect of heat treatment on residual stress and wear behaviors of the TiNi/Ti2Ni based laser cladding composite coatings. Opt. Laser Technol. 2017, 97, 379–389. [Google Scholar] [CrossRef]
- Lee, C.; Park, H.; Yoo, J.; Lee, C.; Woo, W.; Park, S. Residual stress and crack initiation in laser clad composite layer with Co-based alloy and WC + NiCr. Appl. Surf. Sci. 2015, 345, 286–294. [Google Scholar] [CrossRef]
- Xiong, Y.; Lu, C.; Wang, C.; Song, R.G. The n-MAO/EPD bio-ceramic composite coating fabricated on ZK60 magnesium alloy using combined micro-arc oxidation with electrophoretic deposition. Appl. Surf. Sci. 2014, 322, 230–235. [Google Scholar] [CrossRef]
- Němeček, S.; Fidler, L.; Fišerová, P. Corrosion resistance of laser clads of Inconel 625 and Metco 41C. Phys. Procedia 2014, 56, 294–300. [Google Scholar] [CrossRef]























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Si | Mn | P | Cr | S | Ni | Mo | Zr | Fe |
|---|---|---|---|---|---|---|---|---|---|
| 0.17 | 0.55 | 0.94 | 0.035 | 0.065 | 0.035 | 0.065 | 0.30 | 0.15 | 97.69 |
| Parameters | Values |
|---|---|
| laser power/[W] | 1000, 1200, 1400, 1600 |
| laser scanning rate/[mm·min−1] | 420 |
| Powder feeding rate/[g·min−1] | 8 |
| Argon gas velocity/[L·min−1] | 15 |
| Spot diameter/[mm] | 3 |
| Sample | Ecorr | Icorr (A/cm2) | Ba (mv) | Bc (mv) | Rp (Ω·cm2) | Corrosion Rate (mm·a−1) |
|---|---|---|---|---|---|---|
| Coating I | −0.45174 | 1.091 × 10−6 | 202.57 | 340 | 13,556.2 | 0.0084898 |
| Coating II | −0.80756 | 5.5547 × 10−6 | 350.36 | 154.67 | 6458.6 | 0.043226 |
| Coating III | −0.79293 | 7.6735 × 10−6 | 91.96 | 107.32 | 5193.5 | 0.059715 |
| Coating IV | −0.55062 | 6.2217 × 10−7 | 68.5 | 182.83 | 30543 | 0.0048417 |
| Substrate | −0.80172 | 2.7706 × 10−5 | 108.21 | 314.51 | 1294.7 | 0.2156 |
| Sample | Rs | Qb | Nb | Rb | Qt | Nt | Rt |
|---|---|---|---|---|---|---|---|
| (Ω·cm2) | (Ω−1·s−n·cm−2) | (kΩ·cm2) | (Ω−1·s−n·cm−2) | (kΩ·cm2) | |||
| Substrate | 16.26 | − | − | − | 1.069 × 10−3 | 0.8 | 0.685 |
| Coating I | 12.63 | 1.949 × 10−4 | 0.8912 | 5.83 | 5.325 × 10−4 | 0.8533 | 2.349 |
| Coating II | 12.91 | 2.417 × 10−6 | 1 | 10.84 | 4.433 × 10−4 | 0.8523 | 8.332 |
| Coating III | 11.76 | 4.175 × 10−6 | 0.9998 | 6.554 | 1.985 × 10−4 | 0.8369 | 4.633 |
| Coating IV | 11.11 | 5.355 × 10−6 | 1 | 4.817 | 2.083 × 10−4 | 0.8417 | 10.348 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
He, X.; Kong, D.; Song, R. Microstructures and Properties of Laser Cladding Al-TiC-CeO2 Composite Coatings. Materials 2018, 11, 198. https://doi.org/10.3390/ma11020198
He X, Kong D, Song R. Microstructures and Properties of Laser Cladding Al-TiC-CeO2 Composite Coatings. Materials. 2018; 11(2):198. https://doi.org/10.3390/ma11020198
Chicago/Turabian StyleHe, Xing, Dejun Kong, and Renguo Song. 2018. "Microstructures and Properties of Laser Cladding Al-TiC-CeO2 Composite Coatings" Materials 11, no. 2: 198. https://doi.org/10.3390/ma11020198
APA StyleHe, X., Kong, D., & Song, R. (2018). Microstructures and Properties of Laser Cladding Al-TiC-CeO2 Composite Coatings. Materials, 11(2), 198. https://doi.org/10.3390/ma11020198