The Effect of Zn Content on the Mechanical Properties of Mg-4Nd-xZn Alloys (x = 0, 3, 5 and 8 wt.%)



Abstract
:1. Introduction
2. Materials and Methods
3. Results
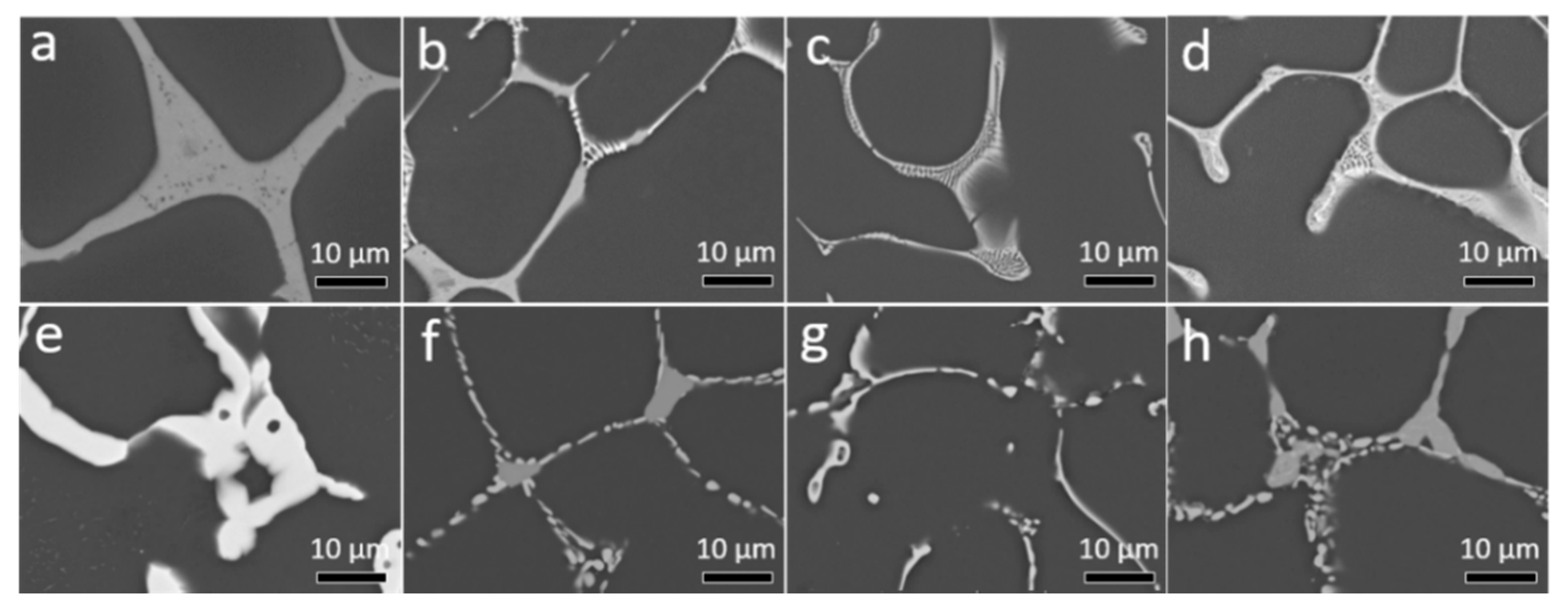
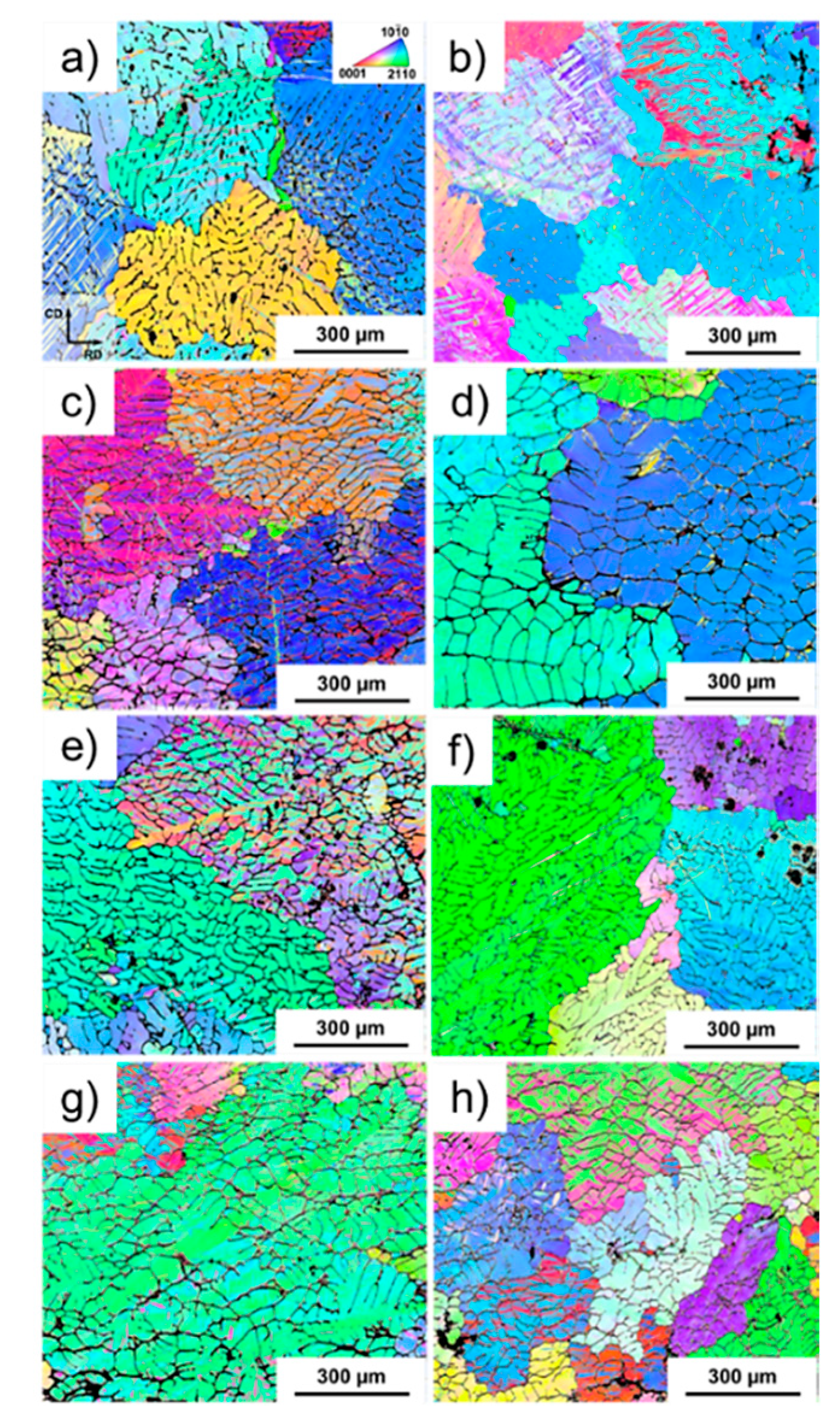
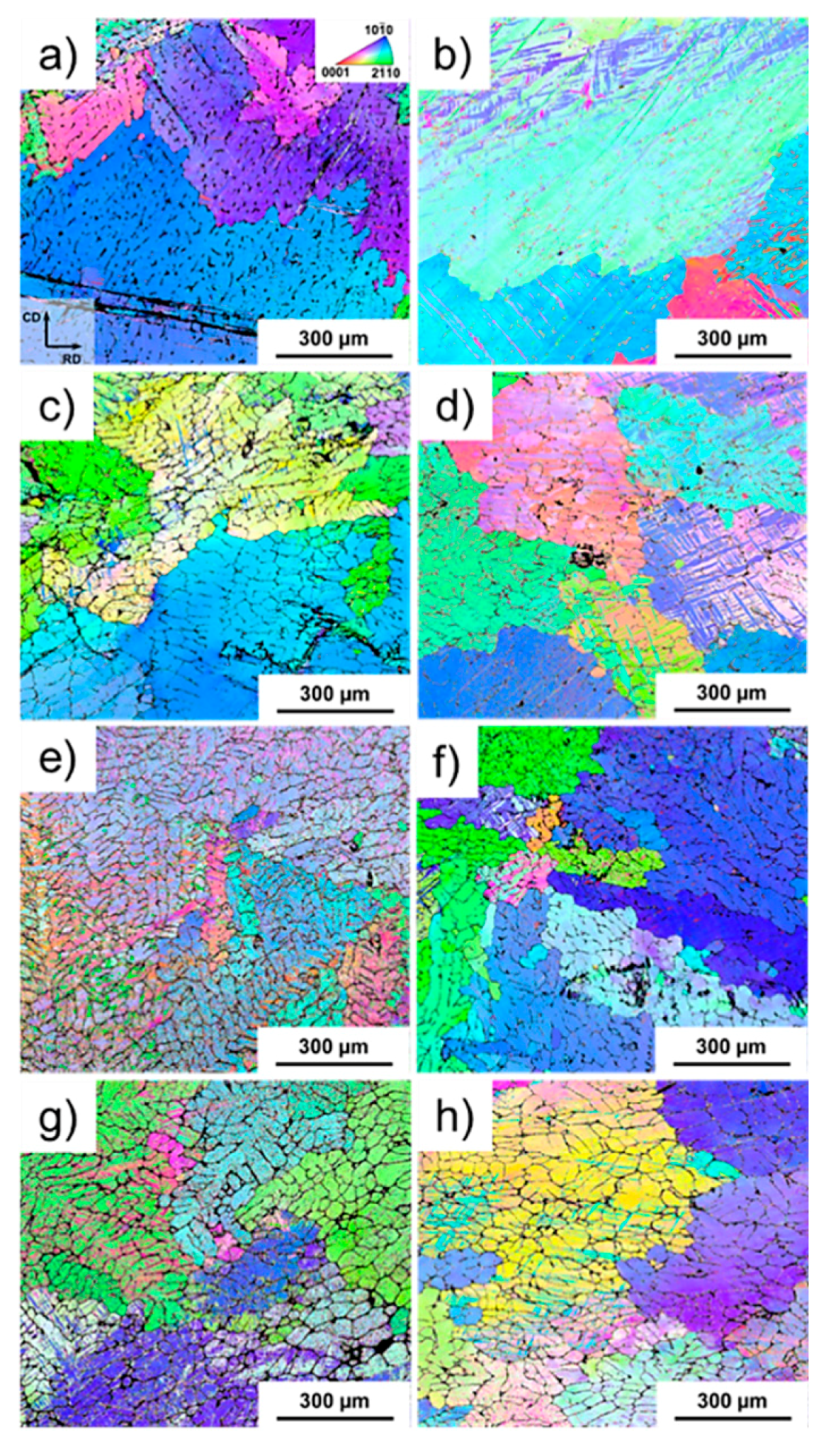
3.1. Metallography
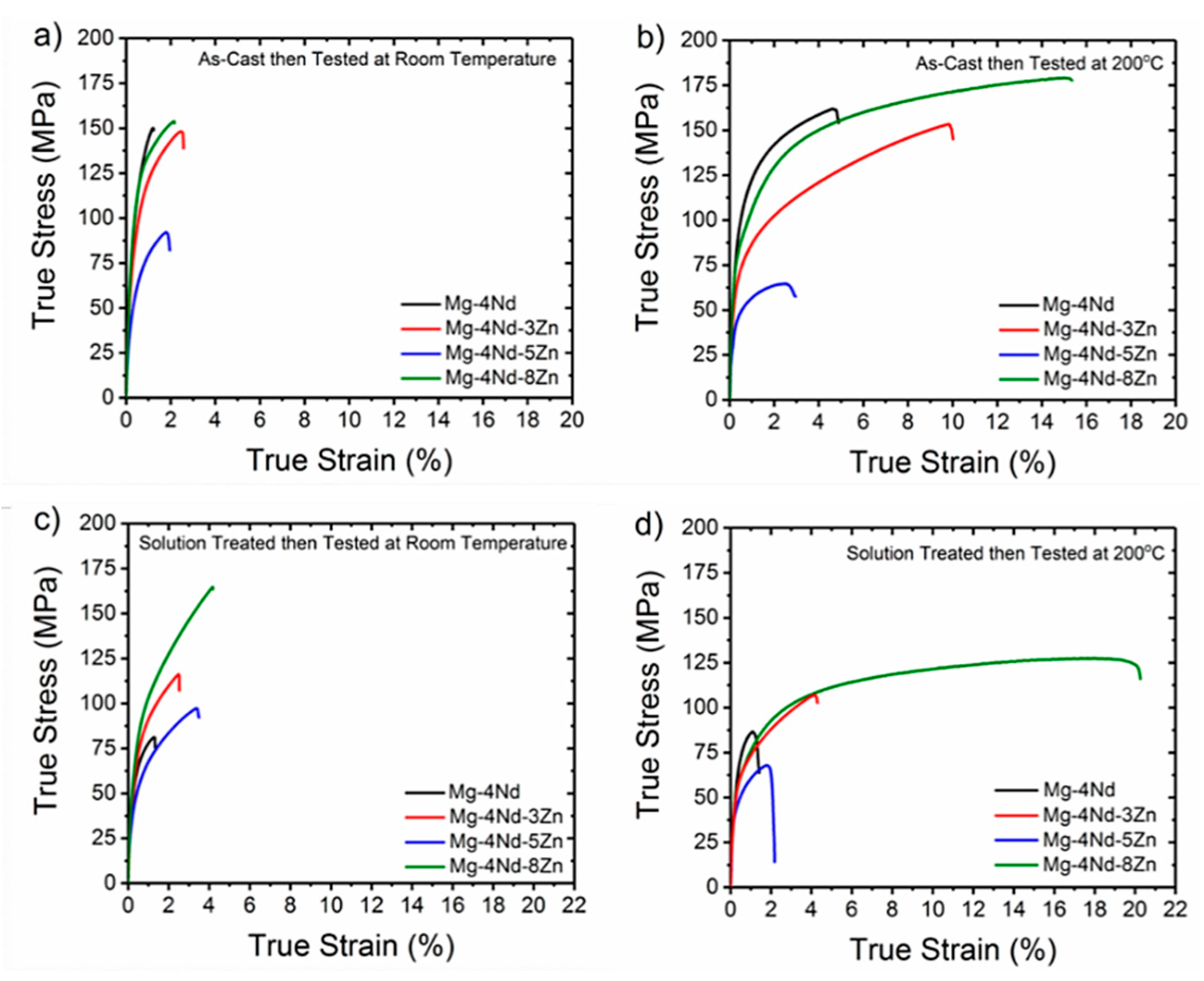
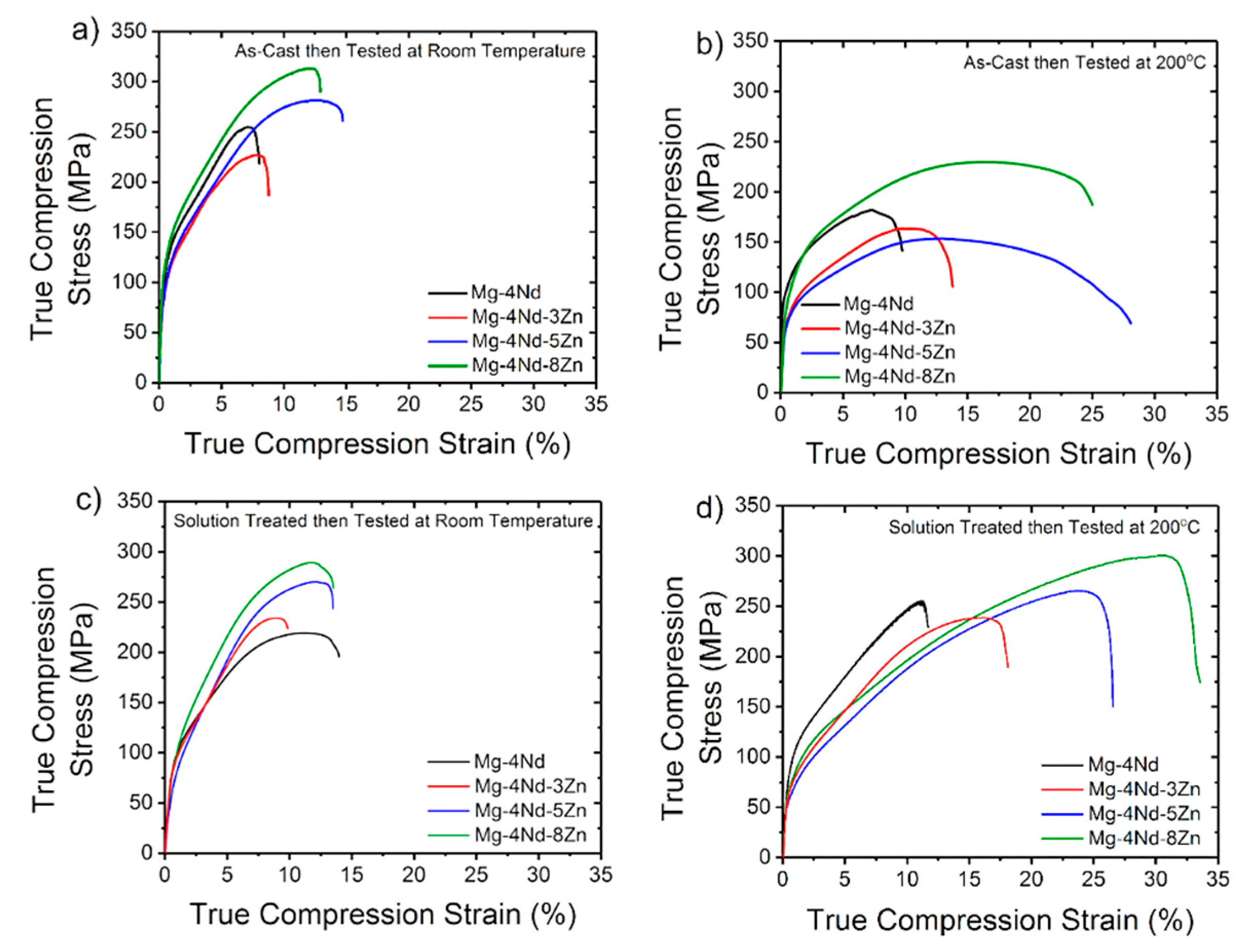
3.2. Mechanical Properties
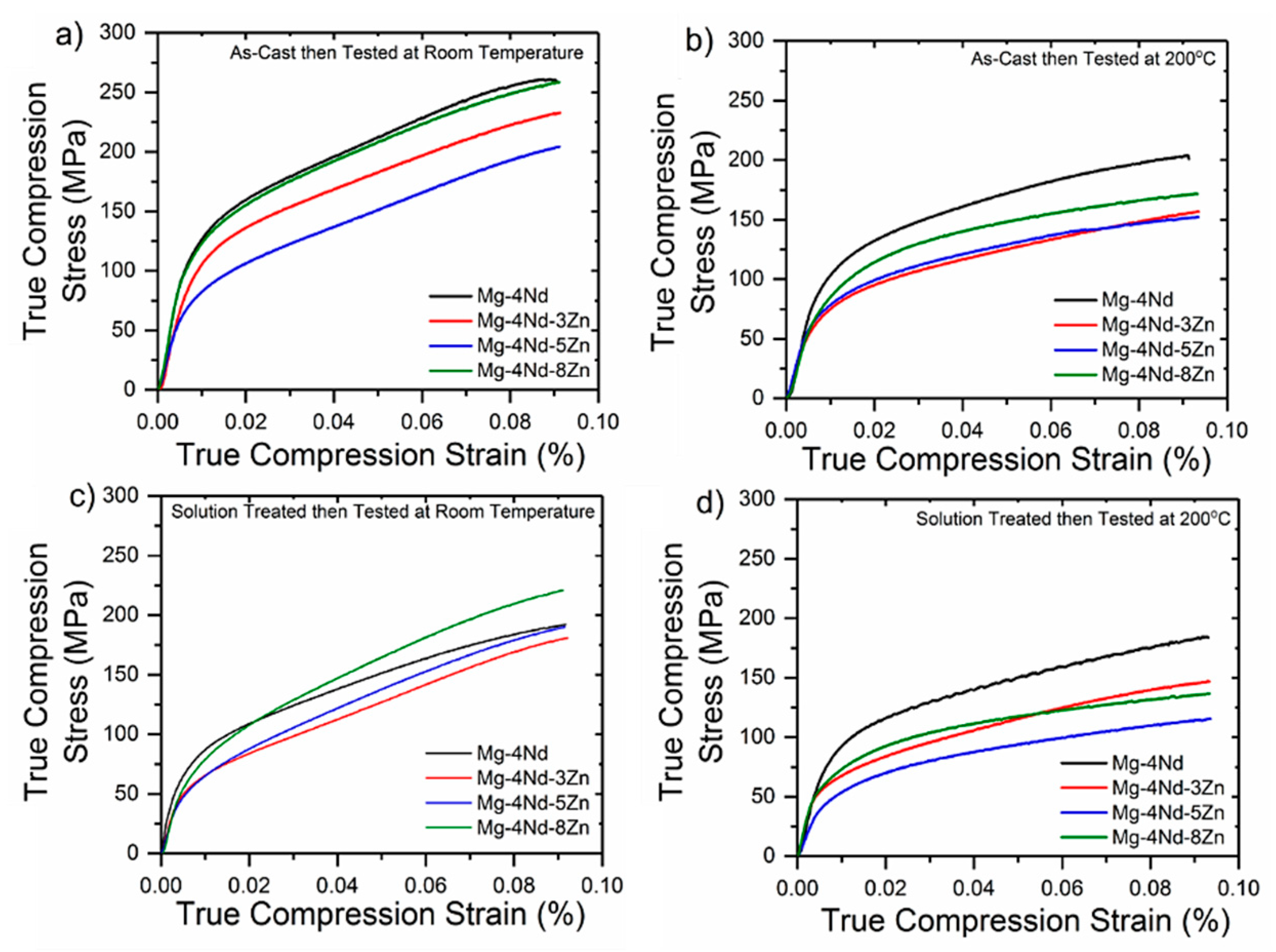
3.3. In Situ Compression Experiments
4. Discussion
5. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Pekguleryuz, M.; Kainer, K.; Kaya, A. Fundamentals of Magnesium Alloy Metallurgy; Woodhead: Philadelphia, PA, USA, 2013. [Google Scholar]
- Avedesian, M.M.; Baker, H. Magnesium and Magnesium Alloys; ASM Specialty Handbook; ASM International: Materials Park, OH, USA, 1999. [Google Scholar]
- Feyerabend, F.; Fischer, J.; Holtz, J.; Witte, F.; Willumeit, R.; Drücker, H.; Vogt, C.; Hort, N. Evaluation of short-term effects of rare earth and other elements used in magnesium alloys on primary cells and cell lines. Acta Biomater. 2010, 6, 1834–1842. [Google Scholar] [CrossRef] [PubMed]
- He, S.M.; Peng, L.M.; Zeng, X.Q.; Ding, W.J.; Zhu, Y.P. Comparison of the microstructure and mechanical properties of a ZK60 alloy with and without 1.3 wt.% gadolinium addition. Mater. Sci. Eng. A 2006, 433, 175–181. [Google Scholar] [CrossRef]
- Li, Q.; Wang, Q.; Wang, Y.; Zeng, X.; Ding, W. Influence of temperature and strain rate on serration type transition in NZ31 Mg alloy. J. Alloy. Compd. 2007, 427, 115–123. [Google Scholar] [CrossRef]
- Homma, T.; Mendis, C.L.; Hono, K.; Kamado, S. Effect of Zr addition on the mechanical properties of as-extruded Mg-Zn-Ca-Zr alloys. Mater. Sci. Eng. A 2010, 527, 2356–2362. [Google Scholar] [CrossRef]
- Chang, S.Y.; Tezuka, H.; Kamio, A. Mechanical Properties and Structure of Ignition-Proof Mg-Ca-Zr Alloys Produced by Squeeze Casting. Mater. Trans. 1997, 38, 526–535. [Google Scholar] [CrossRef]
- Ma, C.; Liu, M.; Wu, G.; Ding, W.; Zhu, Y. Tensile properties of extruded ZK60–RE alloys. Mater. Sci. Eng. A 2003, 349, 207–212. [Google Scholar] [CrossRef]
- Zhou, H.T.; Zhang, Z.D.; Liu, C.M.; Wang, Q.W. Effect of Nd and Y on the microstructure and mechanical properties of ZK60 alloy. Mater. Sci. Eng. A 2007, 445–446, 1–6. [Google Scholar] [CrossRef]
- Stanford, N.; Atwell, D.; Beerb, A.; Davies, C.; Barnett, M.R. Effect of microalloying with rare-earth elements on the texture of extruded magnesium-based alloys. Scr. Mater. 2008, 59, 772–775. [Google Scholar] [CrossRef]
- Langelier, B.; Nasiri, A.M.; Lee, S.Y.; Gharghouri, M.A.; Esmaeili, S. Improving microstructure and ductility in the Mg-Zn alloy system by combinational Ce-Ca microalloying. Mater. Sci. Eng. A 2015, 620, 76–84. [Google Scholar] [CrossRef]
- Leontis, T.E. The properties of sand cast magnesium-rare earth alloys. J. Met. 1949, 185, 968–983. [Google Scholar] [CrossRef]
- Rokhlin, L.L. Magnesium Alloys Containing Rare Earth Metals; Taylor & Francis: London, UK, 2003; ISBN 0-415-28414-7. [Google Scholar]
- Fu, P.H.; Peng, L.M.; Jiang, H.Y.; Chang, J.W.; Zhai, C.Q. Effects of heat treatments on the microstructures and mechanical properties of Mg-3Nd-0.2Zn-0.4Zr (wt.%) alloy. Mater. Sci. Eng. A 2008, 486, 183–192. [Google Scholar] [CrossRef]
- Wu, D.; Chen, R.S.; Ke, W. Microstructure and mechanical properties of a sand-cast Mg-Nd-Zn alloy. Mater. Des. 2014, 58, 324–331. [Google Scholar] [CrossRef]
- Zhang, J.; Li, H.; Wang, W.; Huang, H.; Pei, J.; Qu, H.; Yuan, G.; Li, Y. The degradation and transport mechanism of a Mg-Nd-Zn-Zr stent in rabbit common carotid artery: A 20-month study. Acta Biomater. 2018, 69, 372–384. [Google Scholar] [CrossRef] [PubMed]
- Lonardelli, I.; Gey, N.; Wenk, H.R.; Humbert, M.; Vogel, S.C.; Lutterotti, L. In situ observation of texture evolution during α→β and β→α phase transformations in titanium alloys investigated by neutron diffraction. Acta Mater. 2007, 55, 5718–5727. [Google Scholar] [CrossRef]
- Suwanpinij, P.; Stark, A.; Li, X.; Römer, F.; Herrmann, K.; Lippmann, T.; Bleck, W. In Situ High Energy X-ray Diffraction for Investigating the Phase Transformation in Hot Rolled TRIP-Aided Steels. Adv. Eng. Mater. 2014, 16, 1044–1051. [Google Scholar] [CrossRef]
- Liss, K.D.; Yan, K. Thermo-mechanical processing in a synchrotron beam. Mater. Sci. Eng. A 2010, 528, 11–27. [Google Scholar] [CrossRef]
- Buzolin, R.H.; Tolnai, D.; Mendis, C.L.; Stark, A.; Schell, N.; Pinto, H.; Kainer, K.U.; Hort, N. In situ synchrotron radiation diffraction study of the role of Gd, Nd on the elevated temperature compression behavior of ZK40. Mater. Sci. Eng. A 2015, 640, 129–136. [Google Scholar] [CrossRef]
- Buzolin, R.H.; Mendis, C.L.; Tolnai, D.; Stark, A.; Schell, N.; Pinto, H.; Kainer, K.U.; Hort, N. In situ synchrotron radiation diffraction investigation of the compression behaviour at 350 °C of ZK40 alloys with addition of CaO and Y. Mater. Sci. Eng. A 2016, 664, 2–9. [Google Scholar] [CrossRef]
- Gavras, S.; Subroto, T.; Buzolin, R.H.; Hort, N.; Tolnai, D. The Role of Zn Additions on the Microstructure and Mechanical Properties of Mg-Nd-Zn Alloys. Int. J. Metalcast. 2017. [Google Scholar] [CrossRef]
- Elsayed, F.R.; Hort, N.; Salgado Ordorica, M.A.; Kainer, K.U. Magnesium Permanent Mold Castings Optimization. Mater. Sci. Forum 2011, 690, 65–68. [Google Scholar] [CrossRef] [Green Version]
- DIN 50125, Testing of Metallic Materials—Tensile Test Pieces; DIN: Berlin, Germany, 2009.
- Tolnai, D.; Szakács, G.; Requena, G.; Stark, A.; Schell, N.; Kainer, K.; Hort, N. Study of the Solidification of AS Alloys Combining in situ Synchrotron Diffraction and Differential Scanning Calorimetry. Mater. Sci. Forum 2013, 765, 286–290. [Google Scholar] [CrossRef]
- Easton, M.A.; Gibson, M.A.; Qiu, D.; Zhu, S.M.; Gröbner, J.; Schmid-Fetzer, R.; Nie, J.F.; Zhang, M.X. The role of Crystallography and Thermodynamics on Phase Selection in Binary Magnesium-Rare Earth (Ce or Nd) Alloys. Acta Mater. 2012, 60, 4420–4430. [Google Scholar] [CrossRef]
- Zhang, B.; Gavras, S.; Nagasekhar, A.V.; Caceres, C.H.; Easton, M.A. The Strength of the Spatially Interconnected Eutectic Network in HPDC Mg-La, Mg-Nd, and Mg-La-Nd Alloys. Metall. Mater. Trans. A 2014, 45, 4386–4397. [Google Scholar] [CrossRef] [Green Version]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloy (wt.%) | Nd wt.% (XRF) | Zn wt.% (Spark Analyzer) |
|---|---|---|
| Mg-4Nd | 4.20 | – |
| Mg-4Nd-3Zn | 4.35 | 3.20 |
| Mg-4Nd-5Zn | 4.20 | 5.20 |
| Mg-4Nd-8Zn | 4.34 | 8.00 |
| Alloy (wt.%) | Grain Size in As-Cast Condition (mm) ± SD | Grain Size in Solution Treated Condition (mm) ± SD |
|---|---|---|
| Mg-4Nd | 0.99 ± 0.14 | 1.13 ± 0.07 |
| Mg-4Nd-3Zn | 0.55 ± 0.03 | 0.76 ± 0.04 |
| Mg-4Nd-5Zn | 0.36 ± 0.02 | 0.38 ± 0.01 |
| Mg-4Nd-8Zn | 0.20 ± 0.02 | 0.14 ± 0.02 |
| Alloy (wt.%) | Ave 0.2% PS ± SD (MPa) | Ave UTS ± SD (MPa) | Ave Elong ± SD (%) |
|---|---|---|---|
| As-Cast Tested at Room Temperature | |||
| Mg-4Nd | 103.4 ± 1.8 | 147.7 ± 17.0 | 1.2 ± 0.3 |
| Mg-4Nd-3Zn | 81.7 ± 2.1 | 143.6 ± 6.6 | 2.5 ± 0.3 |
| Mg-4Nd-5Zn | 50.0 ± 1.5 | 84.9 ± 10.1 | 1.7 ± 0.7 |
| Mg-4Nd-8Zn | 105.1 ± 1.9 | 151.4 ± 2.1 | 2.0 ± 0.1 |
| Solution Treated Tested at Room Temperature | |||
| Mg-4Nd | 53.6 ± 4.5 | 80.2 ± 28.5 | 2.0 ± 1.0 |
| Mg-4Nd-3Zn | 66.7 ± 11.7 | 113.0 ± 20.1 | 2.5 ± 0.7 |
| Mg-4Nd-5Zn | 46.1 ± 10.9 | 107.7 ± 31.1 | 3.2 ± 0.7 |
| Mg-4Nd-8Zn | 71.1 ± 3.1 | 163.9 ± 27.7 | 4.3 ± 1.7 |
| As-Cast Tested at 200 °C | |||
| Mg-4Nd | 96.8 ± 2.1 | 169.3 ± 12.1 | 4.9 ± 1.3 |
| Mg-4Nd-3Zn | 69.7 ± 2.7 | 152.8 ± 3.4 | 9.9 ± 1.4 |
| Mg-4Nd-5Zn | 44.9 ± 1.0 | 66.1 ± 3.2 | 3.2 ± 0.8 |
| Mg-4Nd-8Zn | 83.9 ± 3.2 | 177.7 ± 4.7 | 15.2 ± 0.5 |
| Solution Treated Tested at 200 °C | |||
| Mg-4Nd | 68.5 ± 15.5 | 83.4 ± 4.7 | 1.6 ± 0.3 |
| Mg-4Nd-3Zn | 62.3 ± 9.5 | 97.1 ± 8.6 | 3.7 ± 1.0 |
| Mg-4Nd-5Zn | 43.8 ± 1.3 | 66.9 ± 3.1 | 1.9 ± 0.4 |
| Mg-4Nd-8Zn | 61.4 ± 1.3 | 125.1 ± 2.6 | 17.8 ± 6.8 |
| Alloy (wt.%) | Ave 0.2% PS ± SD (MPa) | Ave UCS ± SD (MPa) | Ave Comp. ± SD (%) |
|---|---|---|---|
| As-Cast Tested at Room Temperature | |||
| Mg-4Nd | 103.2 (±5.0) | 257.4 (±11.3) | 8.3 (±0.7) |
| Mg-4Nd-3Zn | 87.9 (±2.8) | 226.3 (±6.7) | 9.0 (±0.9) |
| Mg-4Nd-5Zn | 88.9 (±1.3) | 283.1 (±5.0) | 13.7 (±1.0) |
| Mg-4Nd-8Zn | 115.0 (±1.6) | 311.9 (±4.4) | 13.0 (±1.7) |
| Solution Treated Tested at Room Temperature | |||
| Mg-4Nd | 87.1 (±2.4) | 285.0 (±20.6) | 14.4 (±2.1) |
| Mg-4Nd-3Zn | 80.9 (±2.4) | 285.1 (±6.2) | 11.3 (±1.2) |
| Mg-4Nd-5Zn | 69.0 (±5.1) | 356.6 (±14.1) | 13.9 (±1.2) |
| Mg-4Nd-8Zn | 78.9 (±3.7) | 375.4 (±3.7) | 13.2 (±0.2) |
| As-Cast Tested at 200 °C | |||
| Mg-4Nd | 99.5 (±7.1) | 198.8 (±13.1) | 10.2 (±1.0) |
| Mg-4Nd-3Zn | 68.8 (±3.2) | 203.7 (±10.9) | 12.3 (±1.1) |
| Mg-4Nd-5Zn | 67.8 (±1.9) | 218.7 (±9.4) | 25.8 (±2.1) |
| Mg-4Nd-8Zn | 89.7 (±0.4) | 230.1 (±0.3) | 26.4 (±1.0) |
| Solution Treated Tested at 200 °C | |||
| Mg-4Nd | 87.3 (±4.2) | 258.3 (±5.5) | 12.4 (±0.6) |
| Mg-4Nd-3Zn | 67.2 (±1.4) | 238.6 (±5.5) | 18.0 (±2.0) |
| Mg-4Nd-5Zn | 55.8 (±3.4) | 265.9 (±8.6) | 27.8 (±2.0) |
| Mg-4Nd-8Zn | 69.3 (±0.5) | 300.2 (±9.8) | 33.9 (±1.5) |
| 0.2% Proof Stress ± SD (MPa) | ||||
|---|---|---|---|---|
| Alloy (wt.%) | As-Cast at RT | As-Cast at 200 °C | Solution Treated at RT | Solution Treated at 200 °C |
| Mg-4Nd | 106.8 (± 5.2) | 80.4 (± 3.8) | 63.2 (±1.5) | 74.4 (±1.4) |
| Mg-4Nd-3Zn | 88.2 (±2.9) | 66.9 (±1.6) | 56.2 (±2.9) | 50.5 (±3.3) |
| Mg-4Nd-5Zn | 69.2 (±1.5) | 66.7 (±1.5) | 50.2 (±1.4) | 48.3 (±2.4) |
| Mg-4Nd-8Zn | 100.3 (±4.4) | 83.4 (±8.0) | 63.5 (±0.1) | 57.7 (±1.6) |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gavras, S.; Buzolin, R.H.; Subroto, T.; Stark, A.; Tolnai, D. The Effect of Zn Content on the Mechanical Properties of Mg-4Nd-xZn Alloys (x = 0, 3, 5 and 8 wt.%). Materials 2018, 11, 1103. https://doi.org/10.3390/ma11071103
Gavras S, Buzolin RH, Subroto T, Stark A, Tolnai D. The Effect of Zn Content on the Mechanical Properties of Mg-4Nd-xZn Alloys (x = 0, 3, 5 and 8 wt.%). Materials. 2018; 11(7):1103. https://doi.org/10.3390/ma11071103
Chicago/Turabian StyleGavras, Serge, Ricardo H. Buzolin, Tungky Subroto, Andreas Stark, and Domonkos Tolnai. 2018. "The Effect of Zn Content on the Mechanical Properties of Mg-4Nd-xZn Alloys (x = 0, 3, 5 and 8 wt.%)" Materials 11, no. 7: 1103. https://doi.org/10.3390/ma11071103
APA StyleGavras, S., Buzolin, R. H., Subroto, T., Stark, A., & Tolnai, D. (2018). The Effect of Zn Content on the Mechanical Properties of Mg-4Nd-xZn Alloys (x = 0, 3, 5 and 8 wt.%). Materials, 11(7), 1103. https://doi.org/10.3390/ma11071103