On the Performance of Thin-Walled Crash Boxes Joined by Forming





Abstract
:1. Introduction
2. Materials and Methods
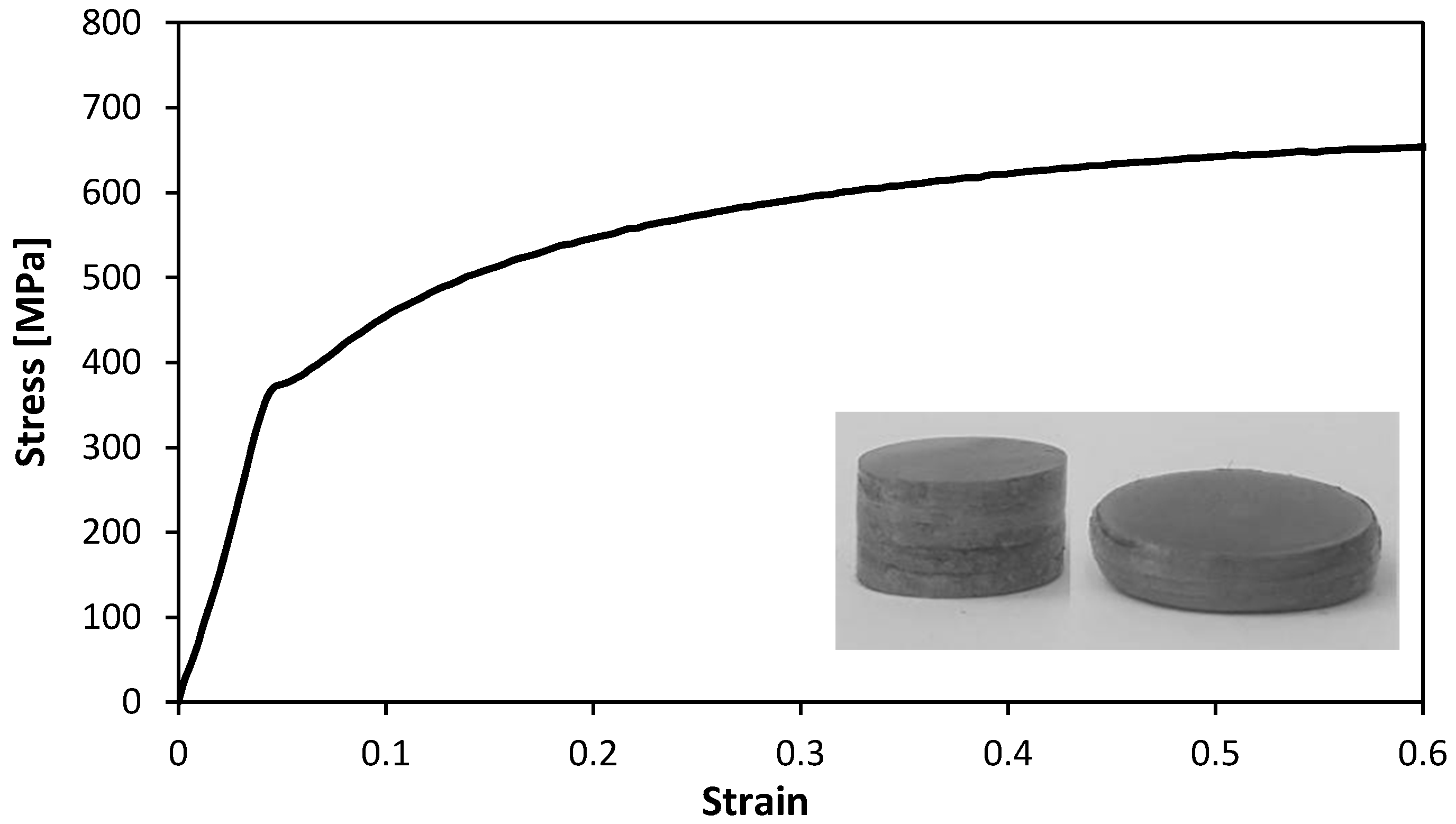
2.1. Mechanical Characterization
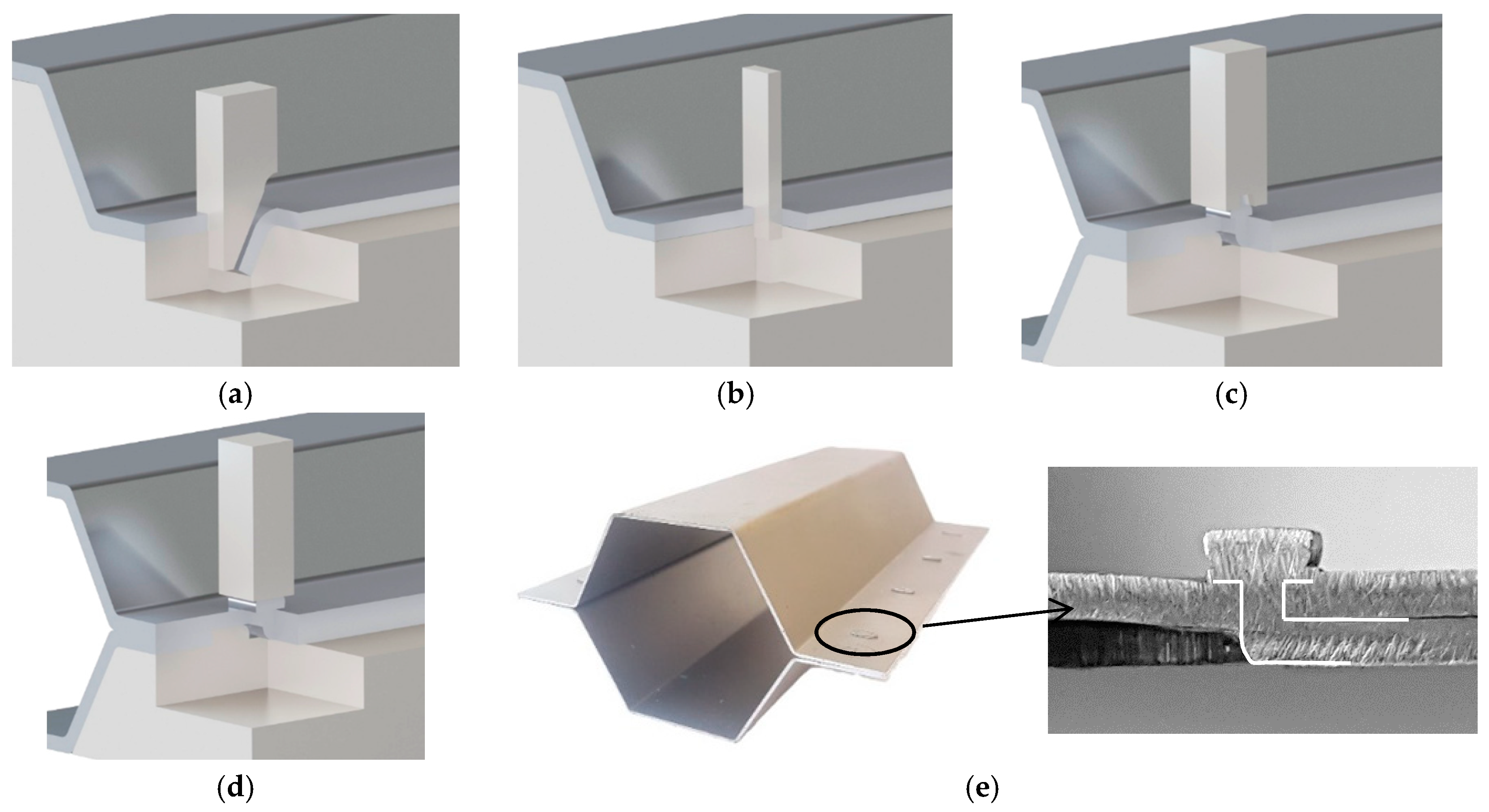
2.2. Fabrication of the Crash Boxes
2.3. Axial Crush Tests
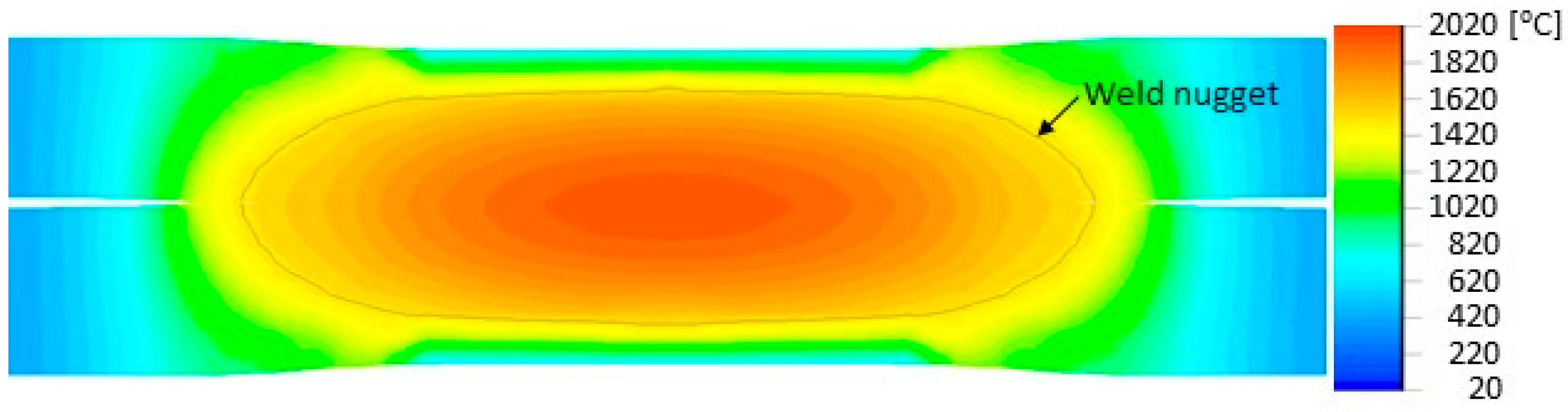
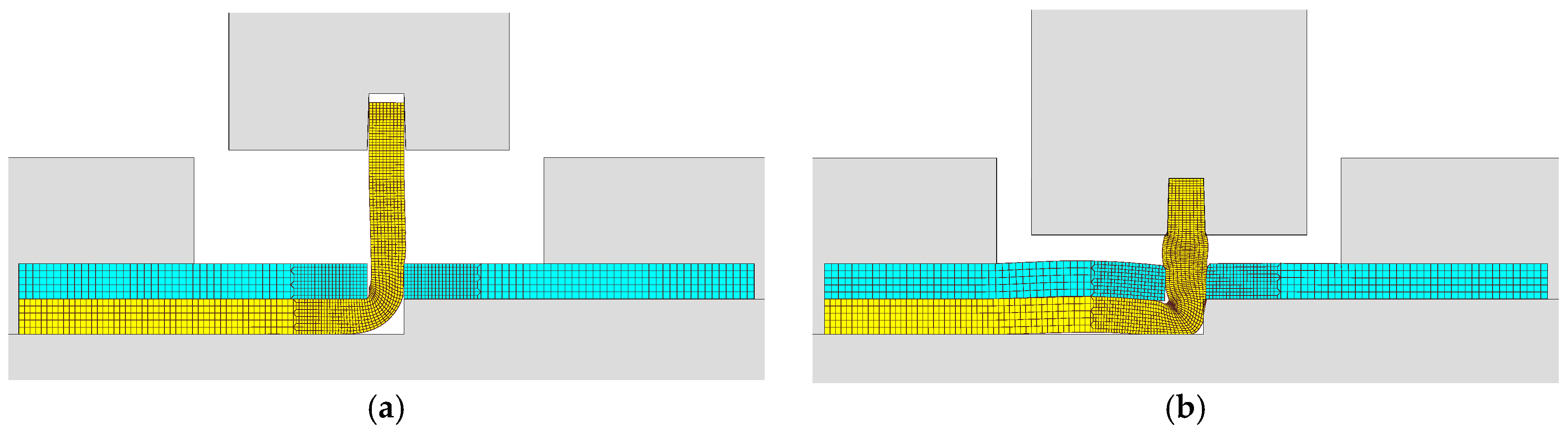
2.4. Finite Element Modelling
3. Results
3.1. Mechanical Characterization
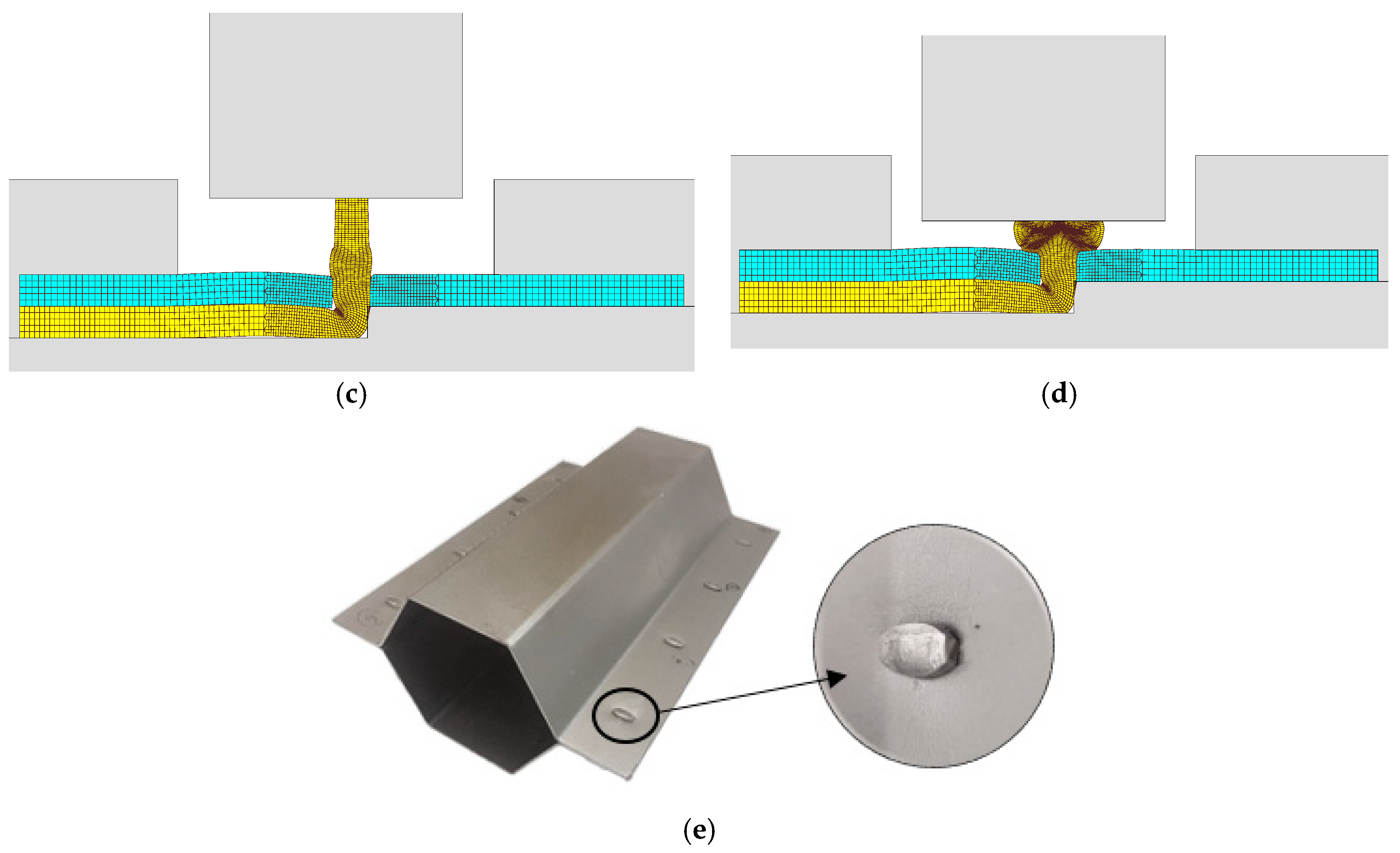
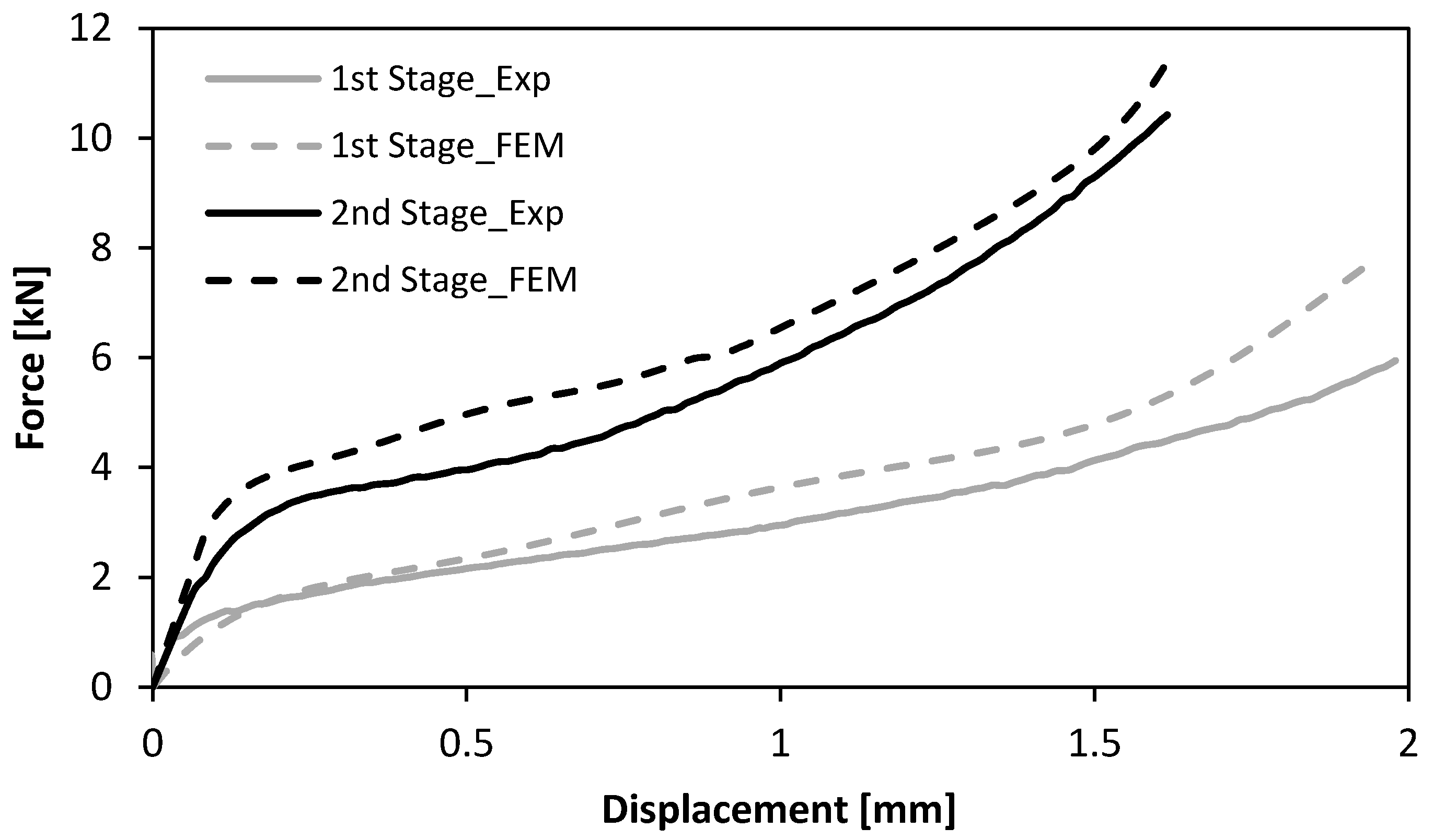
3.2. Finite Element Modelling and Experimentation of the Fabrication Process
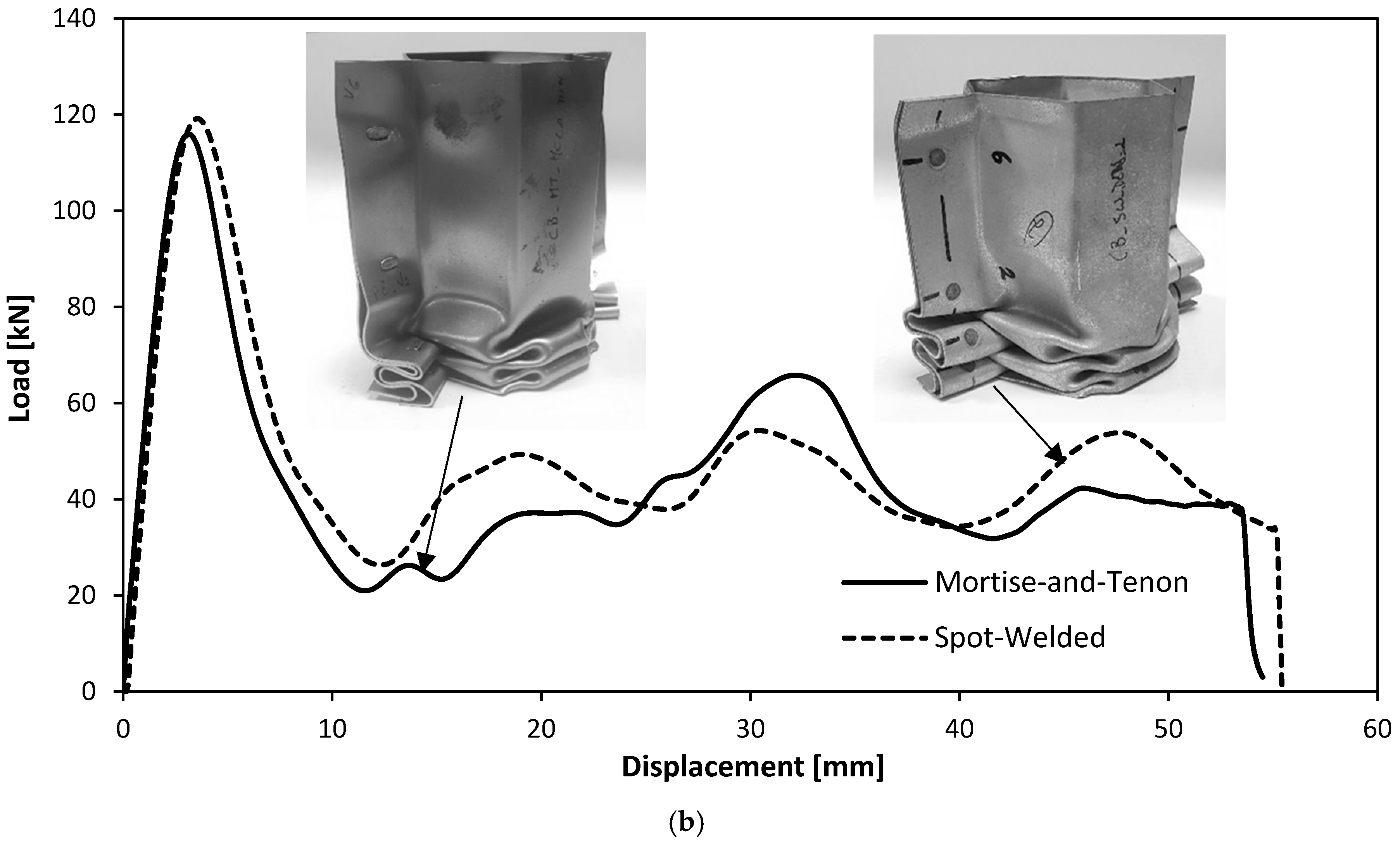
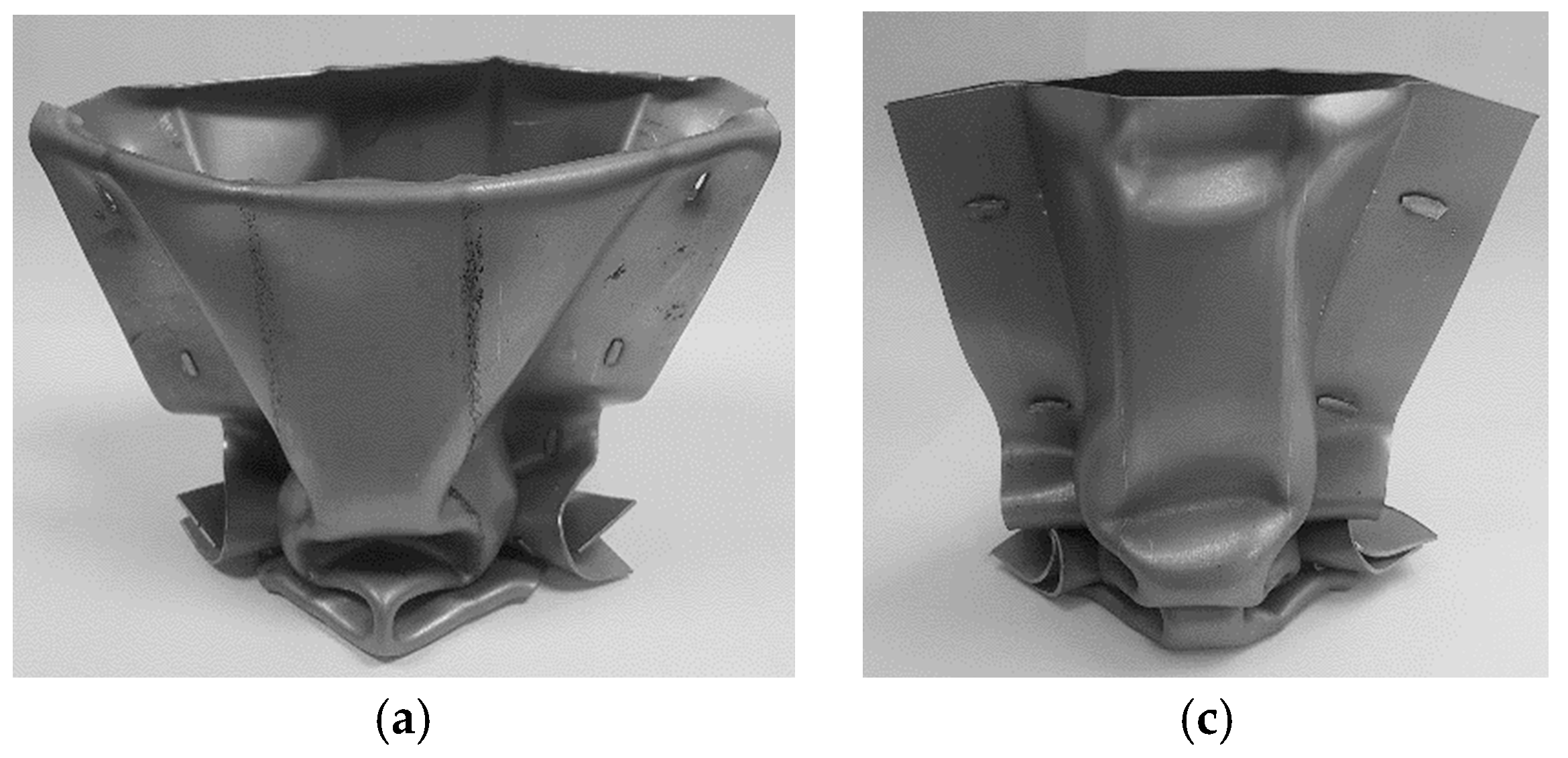
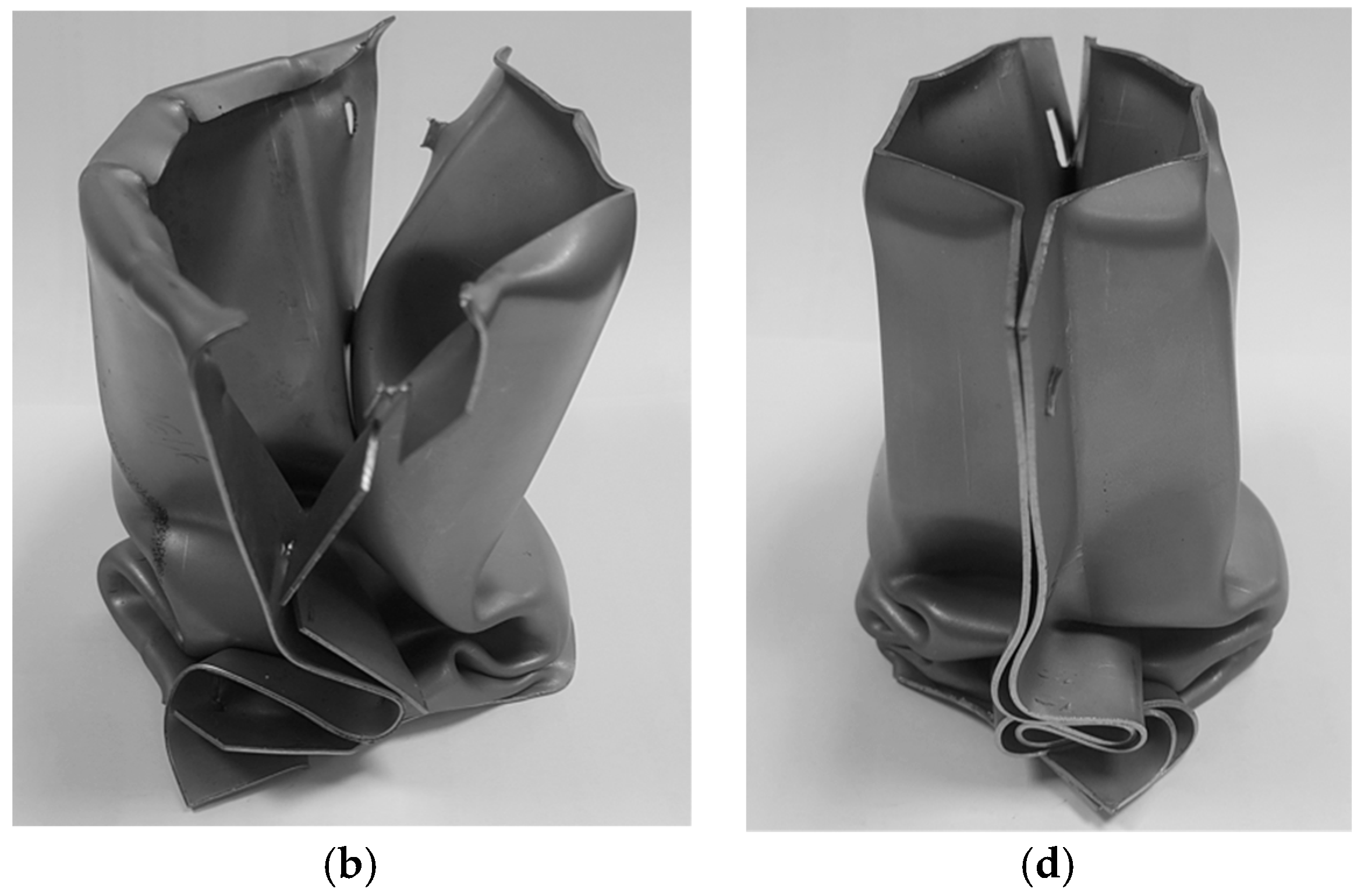
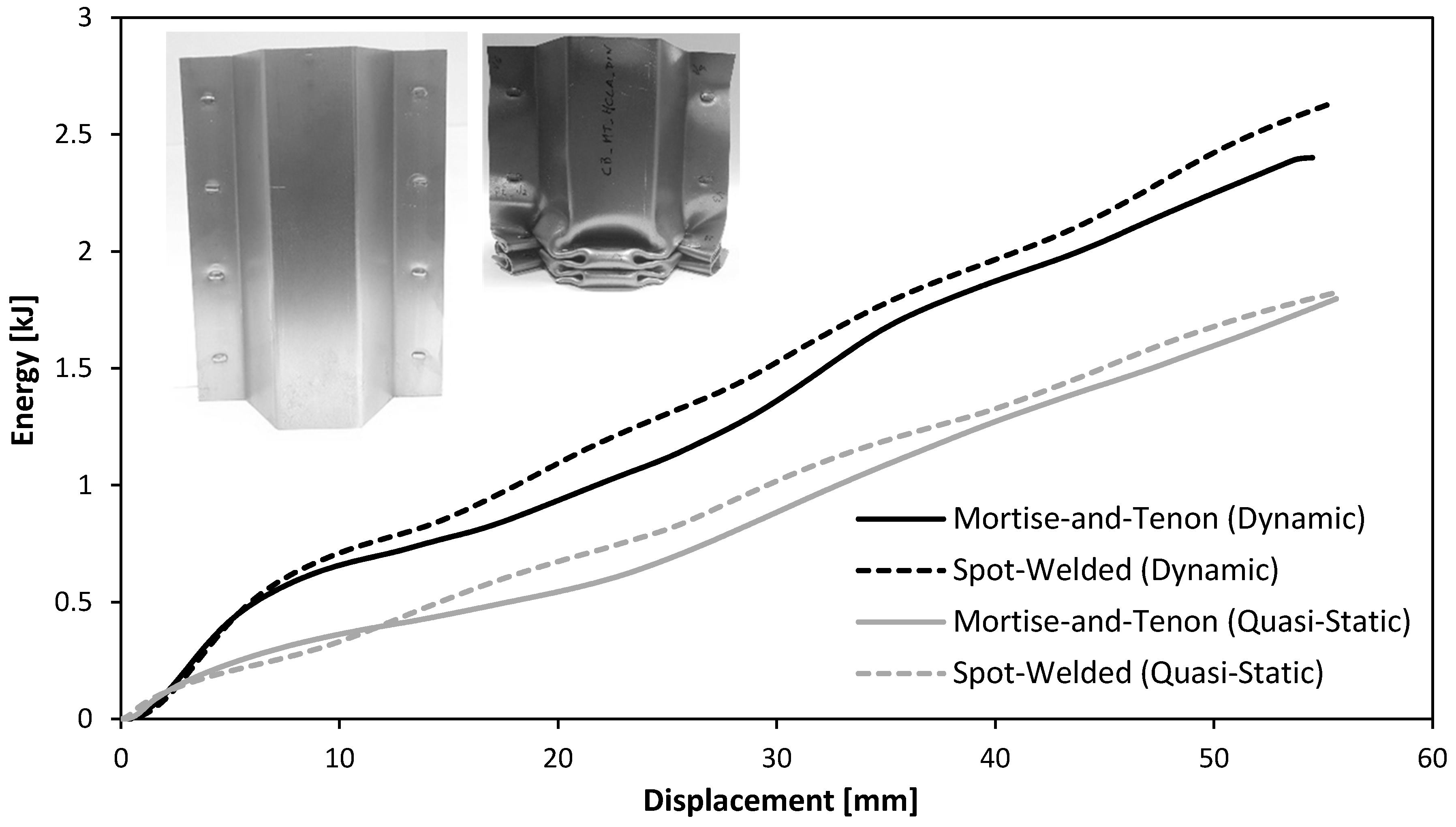
3.3. Axial Crush Tests
3.4. Alignment of the “Mortise-And-Tenon” Joints
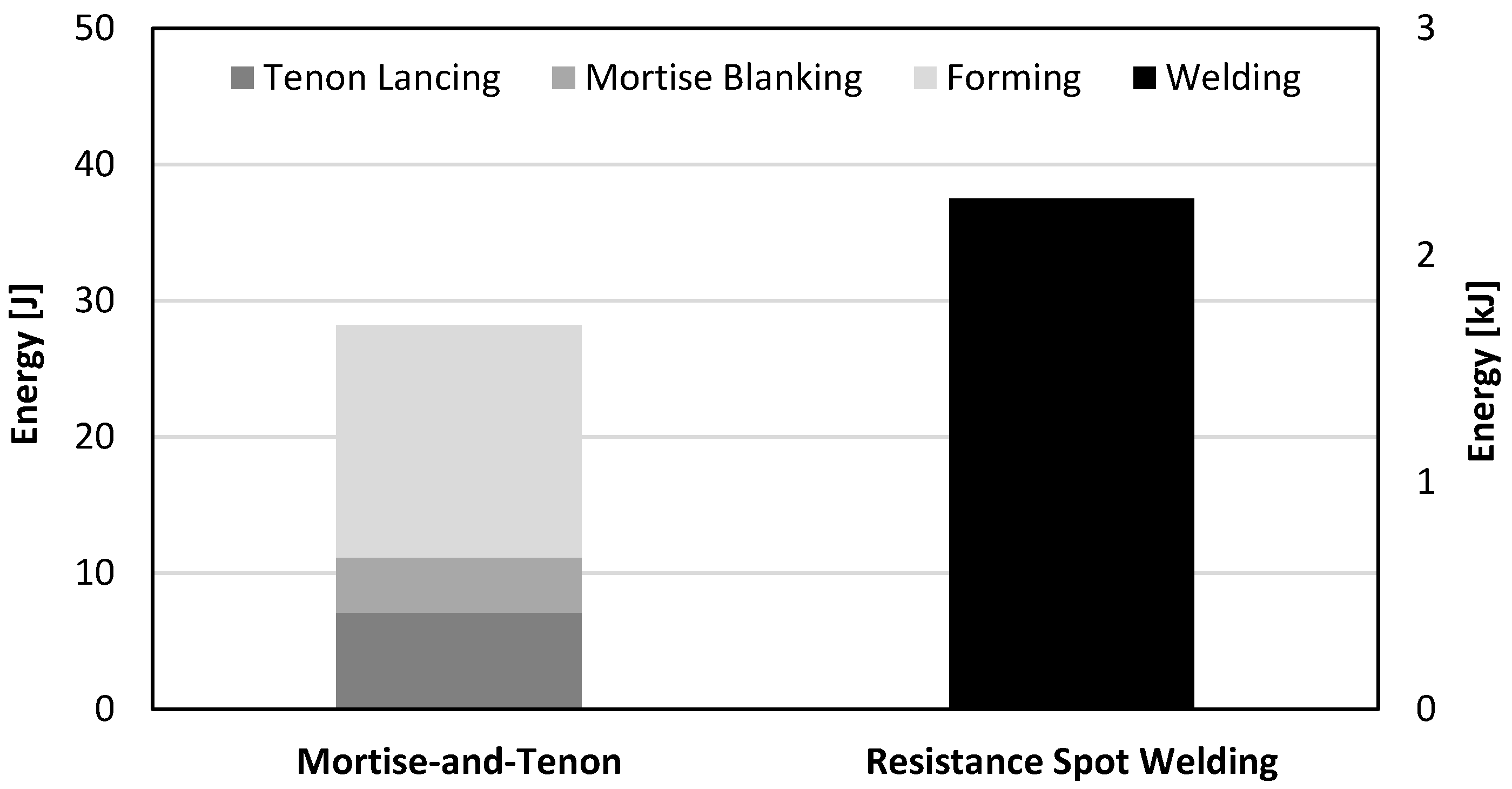
4. Discussion
5. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Baroutaji, A.; Sajjia, M.; Olabi, A.-G. On the crashworthiness performance of thin-walled energy absorbers: Recent advances and future developments. Thin-Walled Struct. 2017, 118, 137–163. [Google Scholar] [CrossRef]
- Yusof, N.S.B.; Sapuan, S.M.; Sultan, M.T.H.; Jawaid, M.; Maleque, M.A. Design and materials development of automotive crash box: A review. Ciência Tecnol. Mater. 2017, 29, 129–144. [Google Scholar] [CrossRef]
- Reyes, A.; Langseth, M.; Hopperstad, O.S. Crashworthiness of aluminum extrusions subjected to oblique loading: Experiments and numerical analyses. Int. J. Mech. Sci. 2002, 44, 1965–1984. [Google Scholar] [CrossRef]
- Jin, S.Y.; Altenhof, W.; Kapoor, T. An experimental investigation into the cutting deformation mode of AA6061-T6 round extrusions. Thin-Walled Struct. 2006, 44, 773–786. [Google Scholar] [CrossRef]
- Schneider, F.; Jones, N. Influence of spot-weld failure on crushing of thin-walled structural sections. Int. J. Mech. Sci. 2003, 45, 2061–2081. [Google Scholar] [CrossRef]
- Pan, C.-L.; Yu, W.-W. Bending strength of hybrid cold-formed steel beams. Thin-Walled Struct. 2002, 40, 399–414. [Google Scholar] [CrossRef]
- Abedrabbo, N.; Mayer, R.; Thompson, A.; Salisbury, C.; Worswick, M.; Riemsdijk, I. Crash response of advanced high-strength steel tubes: Experiment and model. Int. J. Impact Eng. 2009, 36, 1044–1057. [Google Scholar] [CrossRef]
- Mori, K.; Bay, N.; Fratini, L.; Micari, F.; Tekkaya, A.E. Joining by plastic deformation. CIRP Ann. Manuf. Technol. 2013, 62, 673–694. [Google Scholar] [CrossRef]
- Lee, M.-H.; Kim, H.-Y.; Oh, S.-I. Crushing test of double hat-shaped members of dissimilar materials with adhesively bonded and self-piercing riveted joining methods. Thin-Walled Struct. 2006, 44, 381–386. [Google Scholar] [CrossRef]
- Gronostajski, Z.; Polak, S. Quasi-static and dynamic deformation of double-hat thin-walled elements of vehicle controlled body crushing zones joined by clinching. Arch. Civ. Mech. Eng. 2008, VIII, 57–65. [Google Scholar] [CrossRef]
- Bragança, I.M.F.; Silva, C.M.A.; Alves, L.M.; Martins, P.A.F. Joining sheets perpendicular to one other by sheet-bulk metal forming. Int. J. Adv. Manuf. Technol. 2017, 89, 77–86. [Google Scholar] [CrossRef]
- Pragana, J.P.M.; Silva, C.M.A.; Bragança, I.M.F.; Alves, L.M.; Martins, P.A.F. A new joining by forming process to produce lap joints in metal sheets. CIRP Ann. Manuf. Technol. 2018. [Google Scholar] [CrossRef]
- Alves, L.M.; Nielsen, C.V.; Martins, P.A.F. Revisiting the fundamentals and capabilities of the stack compression test. Exp. Mech. 2011, 51, 1565–1572. [Google Scholar] [CrossRef]
- Nielsen, C.V.; Zhang, W.; Alves, L.M.; Bay, N.; Martins, P.A.F. Modelling of Thermo-Electro-Mechanical Manufacturing Processes with Applications in Metal Forming and Resistance Welding; Springer: London, UK, 2013; ISBN 978-1-4471-4643-8. [Google Scholar]
- SWANTEC Software and Engineering ApS. SORPAS®2D Hybrid–Version 12.92. Available online: www.swantec.com (accessed on 25 May 2018).
- Strain Rate Sensitivity and Crash Modelling of High Strength Steels. Available online: https://thyme.ornl.gov/ASP_Main/matdata/matdata.cgi (accessed on 6 June 2018).















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Process | Resistance Spot Welding | Adhesive Bonding | Self-Piercing Riveting | Clinching |
|---|---|---|---|---|
| Materials | Mostly steels. Metallurgical compatibility necessary for dissimilar metals | Engineering materials | Engineering materials with reasonable ductility and fracture toughness | Engineering materials with reasonable ductility and fracture toughness |
| Coatings | Thick metal and organic coatings are difficult | Coatings and lubricants must be cleaned | Organic coatings and lubricants can affect the properties of the joints | Organic coatings and lubricants can affect the properties of the joints |
| Surface preparation | None | Caution preparation | None | None |
| Consumables | Electrodes | Adhesives | Rivets (coatings needed for steel rivets) | None |
| Environmental impact | Sparks, fumes, and noise | Chemicals | Noise | Noise |
| Aesthetics and geometry | Indentation on both sides. Damage of coatings. Distortion and residual stresses due to thermal cycle | None | Flush in one side and protrusion on the other side | Hole in one side and large protrusion on the other side |
| Performance | High shear strength and medium peel strength | Low shear and peel strengths | High shear strength and medium peel strength | Medium shear strength and low peel strength |
| Productivity | High | Low (long curing time) | Intermediate | High (no pre-working required) |
| Geometry | Sheet-Bulk Compression | Resistance Spot-Welding | |||
|---|---|---|---|---|---|
| Thickness | 1 mm | Tenon width | 5 mm | Electric current | 7.8 kA |
| Flange | 24 mm | Tenon length | 3.5–6 mm | Time (distributed in two pulses) | 320 ms |
| Top section | 36.6 mm | Distance between joints | 40 mm | Force | 3.3 kN |
| Angle | 120 degrees | Tapered punch angle | ~4° | Resulting nugget diameter | 5.4 mm |
| Length | 160 mm | Tapered punch length | 1.5 mm | Distance between welds | 40 mm |
 |  |  | |||
 |  |  | |||
| Quasi-Static Axial Crush Tests | |
| Equipment | Hydraulic testing machine |
| Velocity | 10 mm/min (1.7 × 10−4 m/s) |
| Dynamic Axial Crush Tests | |
| Equipment | Drop weight testing machine |
| Ram mass | 82 kg |
| Upper tool moving mass | 45 kg |
| Height of the fall | 4 m |
| Efficiency | ~60% |
| Velocity | 9.5 m/s |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Silva, D.F.M.; Silva, C.M.A.; Bragança, I.M.F.; Nielsen, C.V.; Alves, L.M.; Martins, P.A.F. On the Performance of Thin-Walled Crash Boxes Joined by Forming. Materials 2018, 11, 1118. https://doi.org/10.3390/ma11071118
Silva DFM, Silva CMA, Bragança IMF, Nielsen CV, Alves LM, Martins PAF. On the Performance of Thin-Walled Crash Boxes Joined by Forming. Materials. 2018; 11(7):1118. https://doi.org/10.3390/ma11071118
Chicago/Turabian StyleSilva, Diogo F. M., Carlos M. A. Silva, Ivo M. F. Bragança, Chris V. Nielsen, Luis M. Alves, and Paulo A. F. Martins. 2018. "On the Performance of Thin-Walled Crash Boxes Joined by Forming" Materials 11, no. 7: 1118. https://doi.org/10.3390/ma11071118
APA StyleSilva, D. F. M., Silva, C. M. A., Bragança, I. M. F., Nielsen, C. V., Alves, L. M., & Martins, P. A. F. (2018). On the Performance of Thin-Walled Crash Boxes Joined by Forming. Materials, 11(7), 1118. https://doi.org/10.3390/ma11071118