Evaluation and Modeling of the Fatigue Damage Behavior of Polymer Composites at Reversed Cyclic Loading

 , , , , ,
, , , , ,  ,
,  , ,
, , 
Abstract
:1. Introduction
1.1. State of the Art
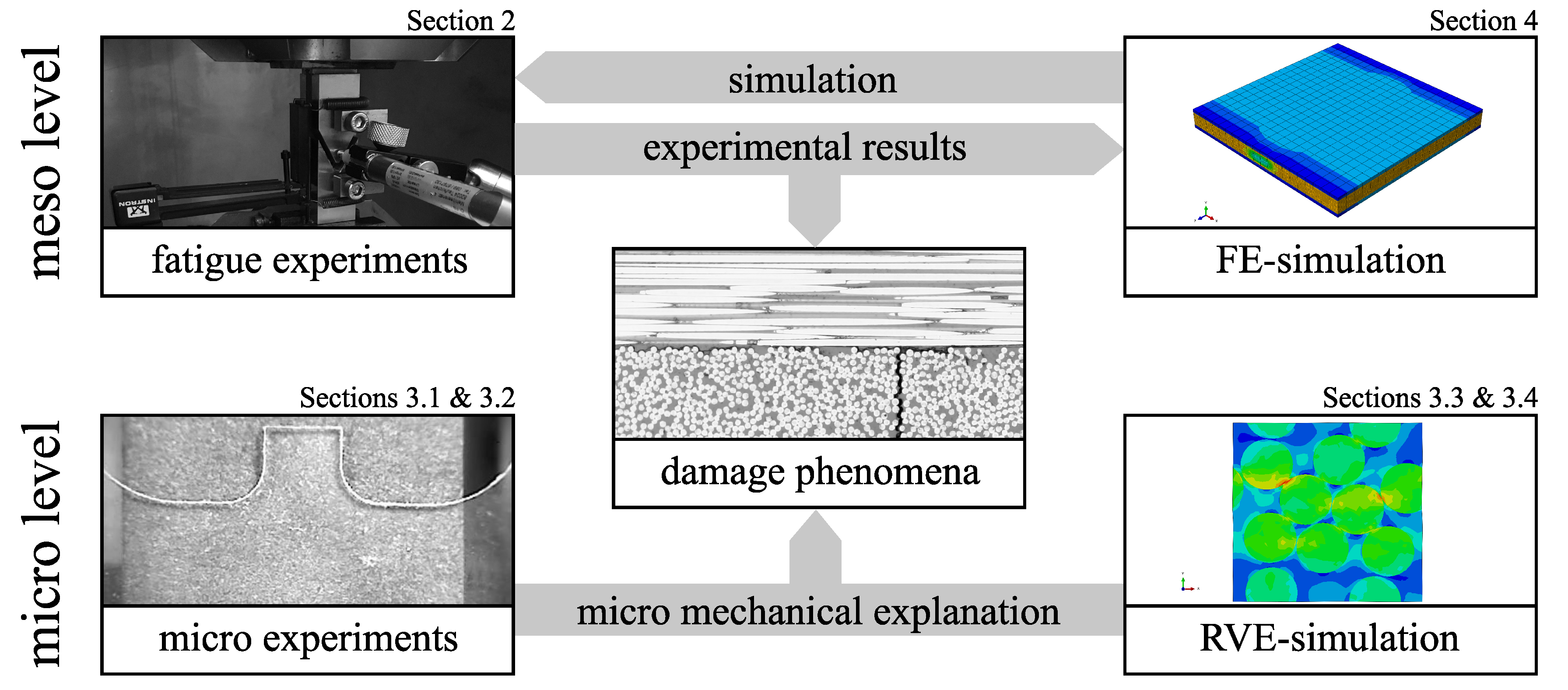
1.2. Goals and Overview of the Present Article
2. Damage Behavior on the Layer Level
2.1. Materials and Experimental Methods
2.2. Damage Evolution in Cyclic Loading
2.3. Interpretation of Results
3. Micromechanical Explanations for the Influence of Load Reversals
3.1. Residual Mechanical Properties after Creep and Fatigue Loading
3.2. Transferability of Micromechanical Matrix Observations on Mesoscopic Level
3.3. Micromechanical Modeling of the UD-Layers
3.4. Modeling Setup for the Simulation of Micromechanical Stress and Strain States in Cyclic Tests
3.5. Influence of Loading Sequence on the Stress and Strain State
4. FE-Based Damage Modeling
4.1. An Energy-Based Fatigue Damage Model for Analyzing Load Reversals
4.1.1. Basic Operation of the FDM
4.1.2. Extension of the FDM
4.2. Application of the Simulation Framework for Load Scenarios with Load Reversals
5. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Rotem, A.; Nelson, H. Failure of a laminated composite under tension—Compression fatigue loading. Compos. Sci. Technol. 1989, 36, 45–62. [Google Scholar] [CrossRef]
- El Kadi, H.; Ellyin, F. Effect of stress ratio on the fatigue of unidirectional glass fibre/epoxy composite laminae. Composites 1994, 25, 917–924. [Google Scholar] [CrossRef]
- Gamstedt, E.; Sjögren, B. Micromechanisms in tension-compression fatigue of composite laminates containing transverse plies. Compos. Sci. Technol. 1999, 59, 167–178. [Google Scholar] [CrossRef]
- Quaresimin, M.; Carraro, P.; Maragoni, L. Influence of load ratio on the biaxial fatigue behaviour and damage evolution in glass/epoxy tubes under tension–torsion loading. Compos. Part A Appl. Sci. Manuf. 2015, 78, 294–302. [Google Scholar] [CrossRef]
- Koch, I.; Just, G.; Gude, M. Discussions on the influence of residual stresses to the fatigue of layered polymer composites. In Proceedings of the 2nd International Symposium on Multiscale Experimental Mechanics: Multiscale Fatigue, Lyngby, Denmark, 8–9 November 2017; p. 15. [Google Scholar]
- Koch, I.; Just, G.; Tittmann, K.; Brod, M.; Jansen, E.; Gude, M.; Rolfes, R. Influence of stress ratio and manufacturing induced residual stresses to fatigue cracking of cfrp. In Proceedings of the 7th International Conference on the Fatigue of Composites, Vicenza, Italy, 4–6 July 2018; p. 9. [Google Scholar]
- Just, G.; Koch, I.; Brod, M.; Jansen, E.; Gude, M.; Rolfes, R. Influence of Reversed Fatigue Loading on Damage Evolution of Cross-Ply Carbon Fibre Composites. Materials 2019, 12, 1153. [Google Scholar] [CrossRef] [PubMed]
- Degrieck, J.; Van Paepegem, W. Fatigue damage modeling of fibre-reinforced composite materials. Appl. Mech. Rev. 2001, 54, 279–300. [Google Scholar] [CrossRef]
- Hashin, Z.; Rotem, A. A fatigue failure criterion for fiber reinforced materials. J. Compos. Mater. 1973, 7, 448–464. [Google Scholar] [CrossRef]
- Philippidis, T.; Vassilopoulos, A. Fatigue strength of composites under variable plane stress. In Fatigue in Composites; Harris, B., Ed.; Woodhead Publishing Series in Composites Science and Engineering; Woodhead Publishing: Cambridge, UK, 2003; pp. 504–525. [Google Scholar]
- Shokrieh, M.M.; Lessard, L.B. Multiaxial fatigue behaviour of unidirectional plies based on uniaxial fatigue experiments—I. Modelling. Int. J. Fatigue 1997, 19, 201–207. [Google Scholar] [CrossRef]
- Philippidis, T.; Passipoularidis, V. Residual strength after fatigue in composites: Theory vs. experiment. Int. J. Fatigue 2007, 29, 2104–2116. [Google Scholar] [CrossRef]
- Carraro, P.; Quaresimin, M. A stiffness degradation model for cracked multidirectional laminates with cracks in multiple layers. Int. J. Solids Struct. 2015, 58, 34–51. [Google Scholar] [CrossRef]
- Dean, A.; Sahraee, S.; Özenc, K.; Reinoso, J.; Rolfes, R.; Kaliske, M. A thermodynamically consistent framework to couple damage and plasticity microplane-based formulations for fracture modeling: Development and algorithmic treatment. Int. J. Fracture 2017, 203, 115–134. [Google Scholar] [CrossRef]
- Puck, A.; Schürmann, H. Failure analysis of FRP laminates by means of physically based phenomenological models. In Failure Criteria in Fibre-Reinforced-Polymer Composites; Elsevier: Amsterdam, The Netherlands, 2004; pp. 832–876. [Google Scholar]
- Reinoso, J.; Catalanotti, G.; Blázquez, A.; Areias, P.; Camanho, P.; París, F. A consistent anisotropic damage model for laminated fiber-reinforced composites using the 3D-version of the Puck failure criterion. Int. J. Solids Struct. 2017, 126, 37–53. [Google Scholar] [CrossRef]
- Krüger, H. Ein physikalisch basiertes Ermüdungsschädigungsmodell zur Degradationsberechnung von Faser-Kunststoff-Verbunden. Ph.D. Thesis, University of Hannover, Hannover, Germany, 2012. [Google Scholar]
- Krüger, H.; Rolfes, R. A physically based fatigue damage model for fibre-reinforced plastics under plane loading. Int. J. Fatigue 2015, 70, 241–251. [Google Scholar] [CrossRef]
- Madhusoodanan, H.; Jansen, E.; Rolfes, R. A physically based fatigue damage model for simulating three-dimensional stress states in composites under very high cycle fatigue loading. In Fatigue of Materials at Very High Numbers of Loading Cycles; Springer: Berlin/Heidelberg, Germany, 2018; pp. 533–559. [Google Scholar]
- Gerendt, C.; Englisch, N.; Jansen, E.; Rolfes, R. Energy-based fatigue damage analysis of CFRP-GFRP hybrid laminates. In Proceedings of the 7th International Conference on the Fatigue of Composites, Vicenza, Italy, 4–6 July 2018; p. 11. [Google Scholar]
- Nairn, J.A. Matrix microcracking in composites. In Comprehensive Composite Materials; Kelly, A., Zweben, C., Eds.; Elsevier Science: Amsterdam, The Netherlands, 2000; Volume 2, pp. 403–432. [Google Scholar]
- Hopmann, C.; Marder, J.; Chen, J. Micromechanical Investigations on the Damage Process in Continuous Fiber Reinforced Plastics (FRP) under cyclical loading. In Proceedings of the SAMPE 2018 Technical Conference and Exhibition, Long Beach, CA, USA, 21–24 May 2018. [Google Scholar]
- Scherzer, T. FTi. r.—rheo-optical characterization of the molecular orientation behaviour of amine cured epoxy resins during cyclic deformation. Polymer 1996, 37, 5807–5816. [Google Scholar] [CrossRef]
- Fiedler, B.; de Jong, C.; Hobbiebrunken, T.; Hojo, M.; Schulte, K. Micro/macro-mechanical approach of first ply failure in CFRP. J. Mater. Sci. 2006, 41, 6760–6767. [Google Scholar] [CrossRef]
- Yang, L.; Yan, Y.; Ran, Z.; Liu, Y. A new method for generating random fibre distributions for fibre reinforced composites. Compos. Sci. Technol. 2013, 76, 14–20. [Google Scholar] [CrossRef]
- Barello, R.B.; Lévesque, M. Comparison between the relaxation spectra obtained from homogenization models and finite elements simulation for the same composite. Int. J. Solids Struct. 2008, 45, 850–867. [Google Scholar] [CrossRef] [Green Version]
- Ledbetter, H.; Datta, S.; Kyono, T. Elastic constants of a graphite-magnesium composite. J. Appl. Phys. 1989, 65, 3411–3416. [Google Scholar] [CrossRef]
- Brandt, M. CAE-Methoden für Die Verbesserte Auslegung Thermoplastischer Spritzgussbauteile. Ph.D. Thesis, RWTH Aachen, Aachen, Germany, 2006. [Google Scholar]
- Küsters, K. Modellierung Des Thermo-Mechanischen Langzeitverhaltens Von Thermoplasten: Modelling of the Thermo-Mechanical Long Term Behaviour of Thermoplastics. Dissertation, RWTH Aachen, Aachen, Germany, 2012. [Google Scholar]
- Pfanner, D. Zur Degradation von Stahlbetonbauteilen unter Ermüdungsbeanspruchung; VDI-Verlag: Düsseldorf, Germany, 2003. [Google Scholar]
- Brod, M.; Just, G.; Dean, A.; Jansen, E.; Koch, I.; Rolfes, R.; Gude, M. Numerical modelling and simulation of fatigue damage in carbon fibre reinforced plastics at different stress ratios. Thin-Walled Struct. 2019, 139, 219–231. [Google Scholar] [CrossRef]
- Kawai, M.; Itoh, N. A failure-mode based anisomorphic constant life diagram for a unidirectional carbon/epoxy laminate under off-axis fatigue loading at room temperature. J. Compos. Mater. 2014, 48, 571–592. [Google Scholar] [CrossRef]
- Brod, M.; Just, G.; Jansen, E.; Koch, I.; Rolfes, R.; Gude, M. Simulation of the fatigue damage behavior of carbon composites under consideration of manufacturing induced residual stresses. In Proceedings of the 7th International Conference on the Fatigue of Composites, Ghent, Belgium, 9–10 July 2018; p. 8. [Google Scholar]
- Grosse, C.U. Advances in Construction Materials 2007; Springer Science & Business Media: Berlin, Germany, 2007. [Google Scholar]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| (GPa) | (GPa) | (GPa) | (GPa) | (GPa) | (-) | (C) |
| (MPa) | (MPa) | (MPa) | (MPa) | (MPa) | (K) | (K) |
| 2089 | 1032 | 38 | ||||
| - | - |
| B | C | K | |||||
|---|---|---|---|---|---|---|---|
| (-) | (-) | (K) | (K) | (GPa) | (GPa) | (GPa) | (s) |
| cf. Figure 7 |
| (-) | (MPa) | (MPa) | (-) |
|---|---|---|---|
| 0 | |||
| ∞ | |||
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Koch, I.; Just, G.; Brod, M.; Chen, J.; Doblies, A.; Dean, A.; Gude, M.; Rolfes, R.; Hopmann, C.; Fiedler, B. Evaluation and Modeling of the Fatigue Damage Behavior of Polymer Composites at Reversed Cyclic Loading. Materials 2019, 12, 1727. https://doi.org/10.3390/ma12111727
Koch I, Just G, Brod M, Chen J, Doblies A, Dean A, Gude M, Rolfes R, Hopmann C, Fiedler B. Evaluation and Modeling of the Fatigue Damage Behavior of Polymer Composites at Reversed Cyclic Loading. Materials. 2019; 12(11):1727. https://doi.org/10.3390/ma12111727
Chicago/Turabian StyleKoch, Ilja, Gordon Just, Martin Brod, Jiuheng Chen, Audrius Doblies, Aamir Dean, Maik Gude, Raimund Rolfes, Christian Hopmann, and Bodo Fiedler. 2019. "Evaluation and Modeling of the Fatigue Damage Behavior of Polymer Composites at Reversed Cyclic Loading" Materials 12, no. 11: 1727. https://doi.org/10.3390/ma12111727
APA StyleKoch, I., Just, G., Brod, M., Chen, J., Doblies, A., Dean, A., Gude, M., Rolfes, R., Hopmann, C., & Fiedler, B. (2019). Evaluation and Modeling of the Fatigue Damage Behavior of Polymer Composites at Reversed Cyclic Loading. Materials, 12(11), 1727. https://doi.org/10.3390/ma12111727