A Study on the Laser-Assisted Machining of Carbon Fiber Reinforced Silicon Carbide


Abstract
:1. Introduction
2. Finite Element Analysis
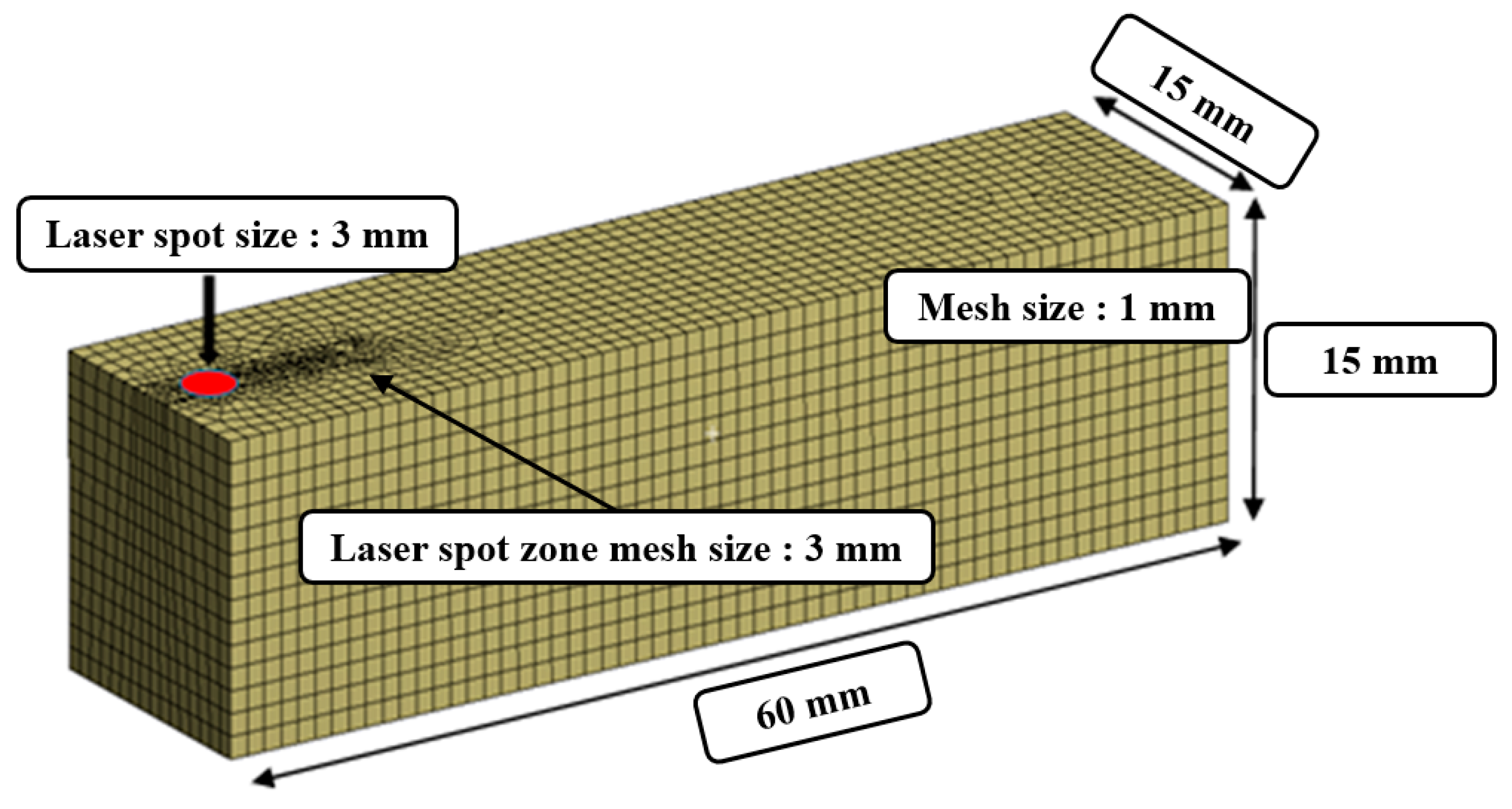
2.1. Finite Element Analysis
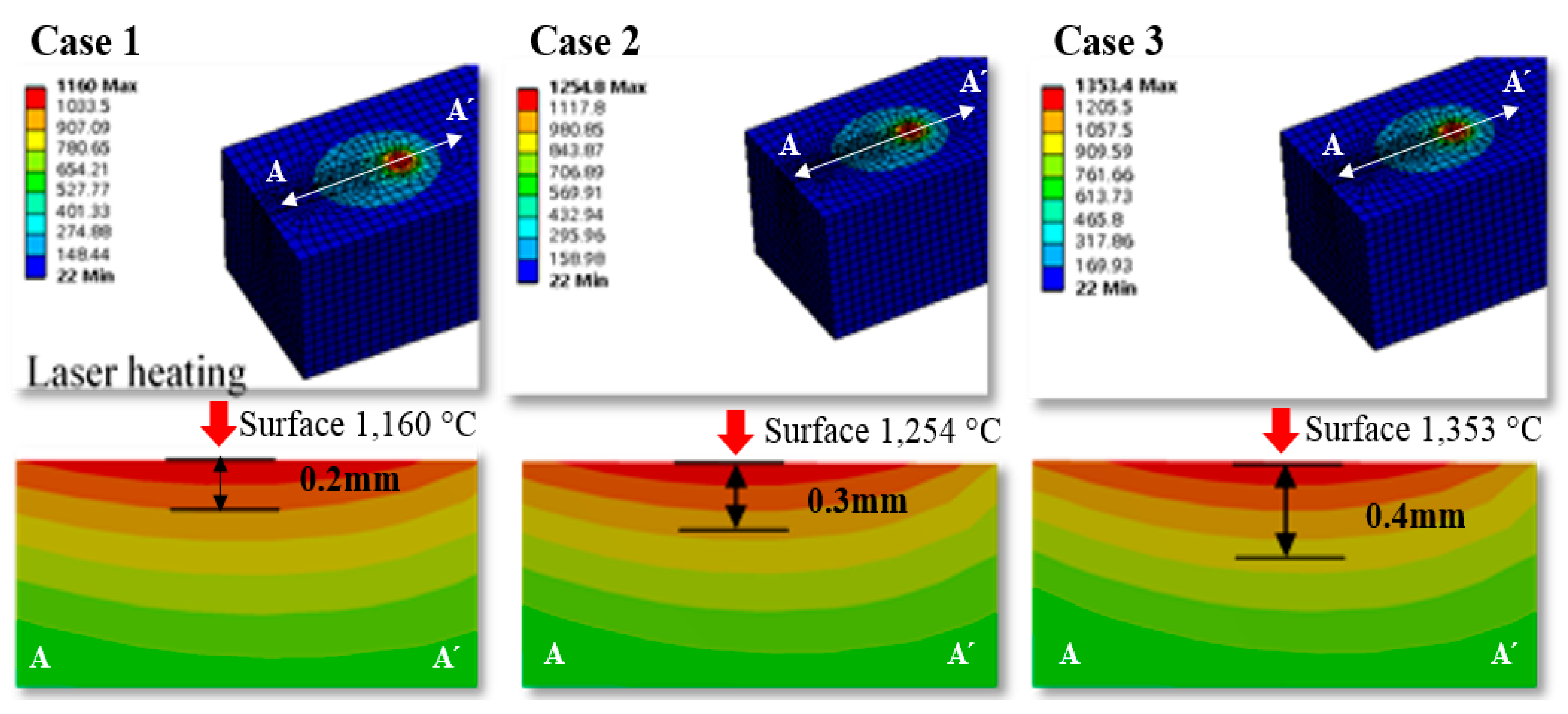
2.2. Result of Analyis
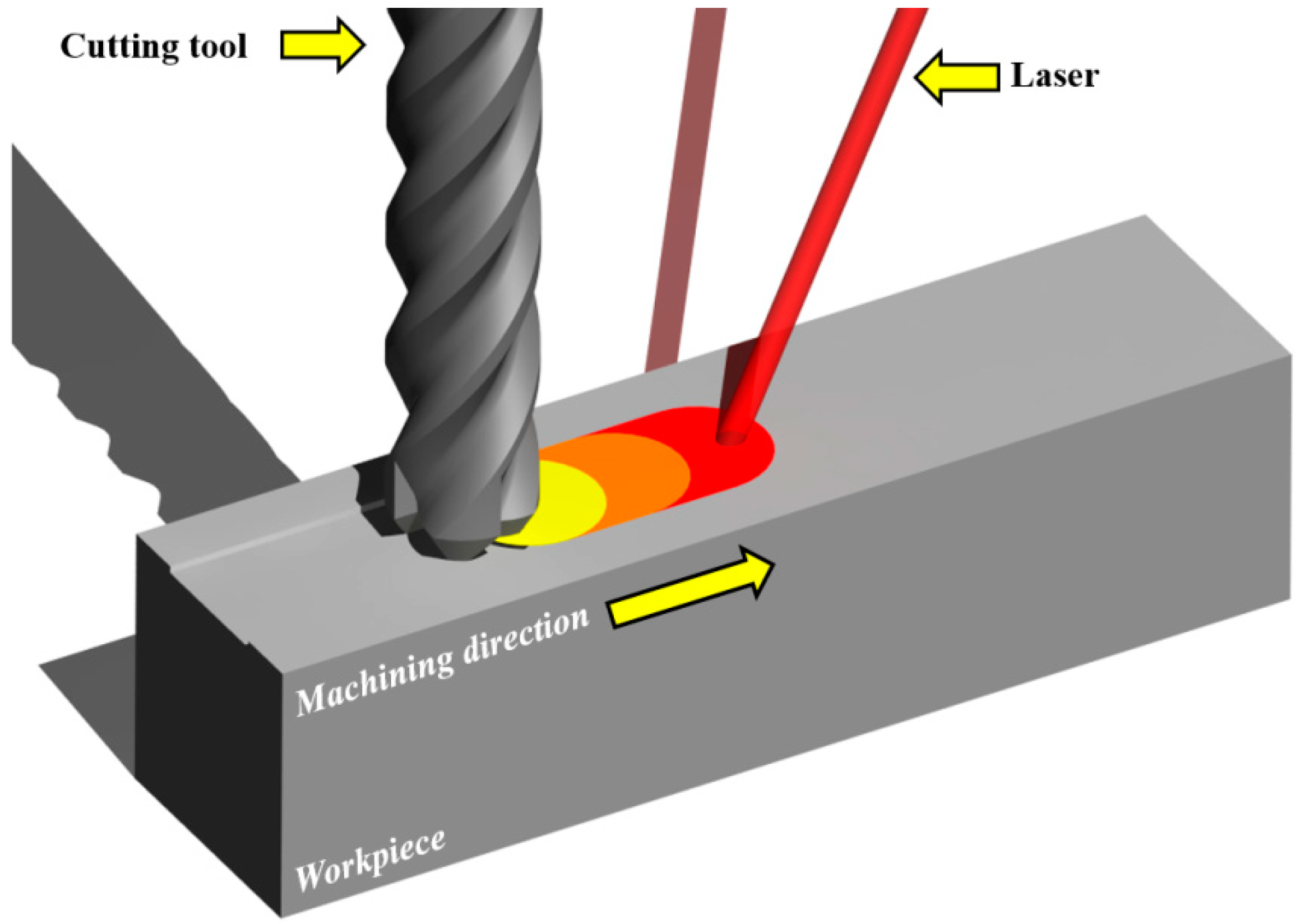
3. Laser-Assisted Machining
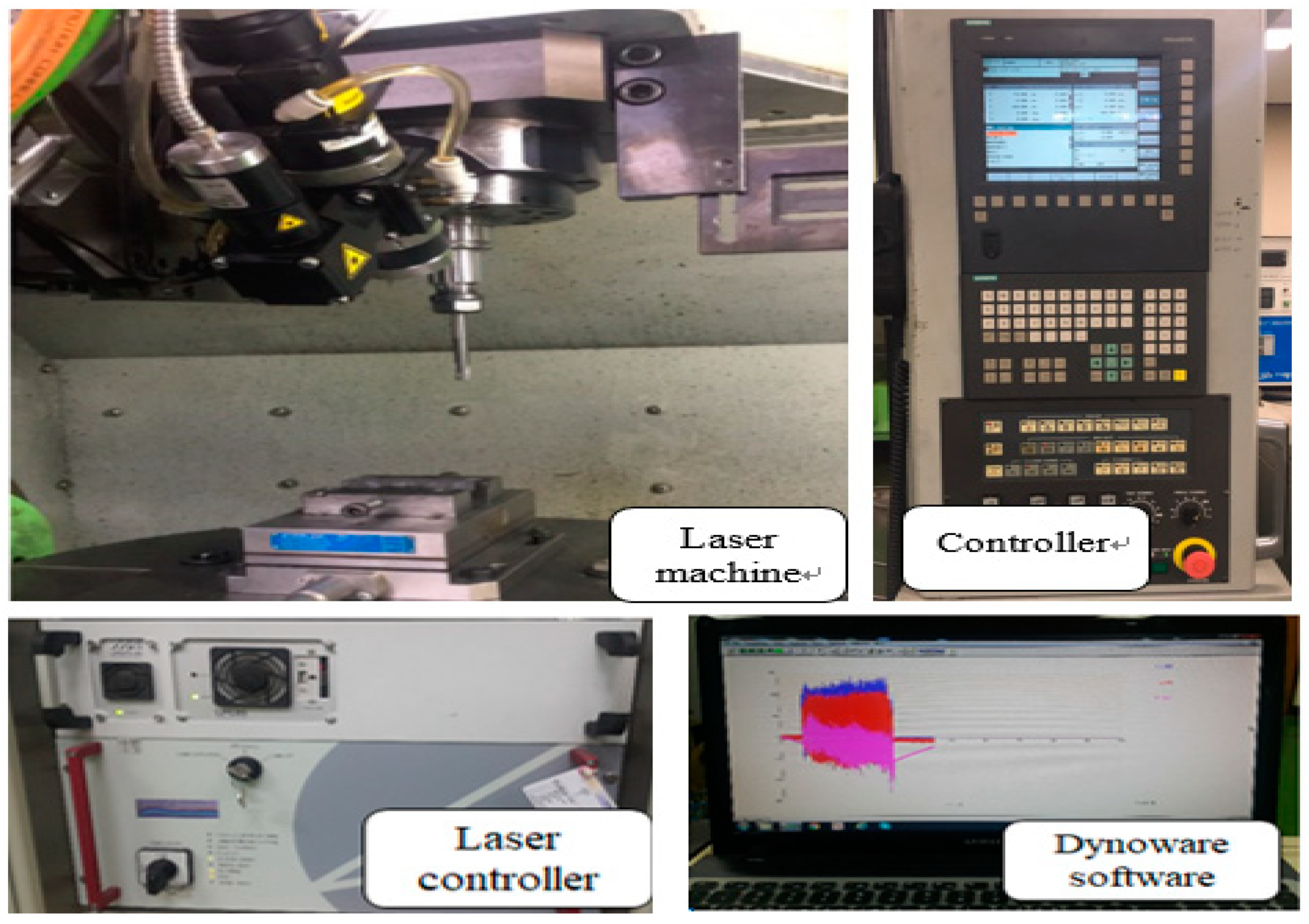
3.1. Procedure
3.2. Machining Conditions
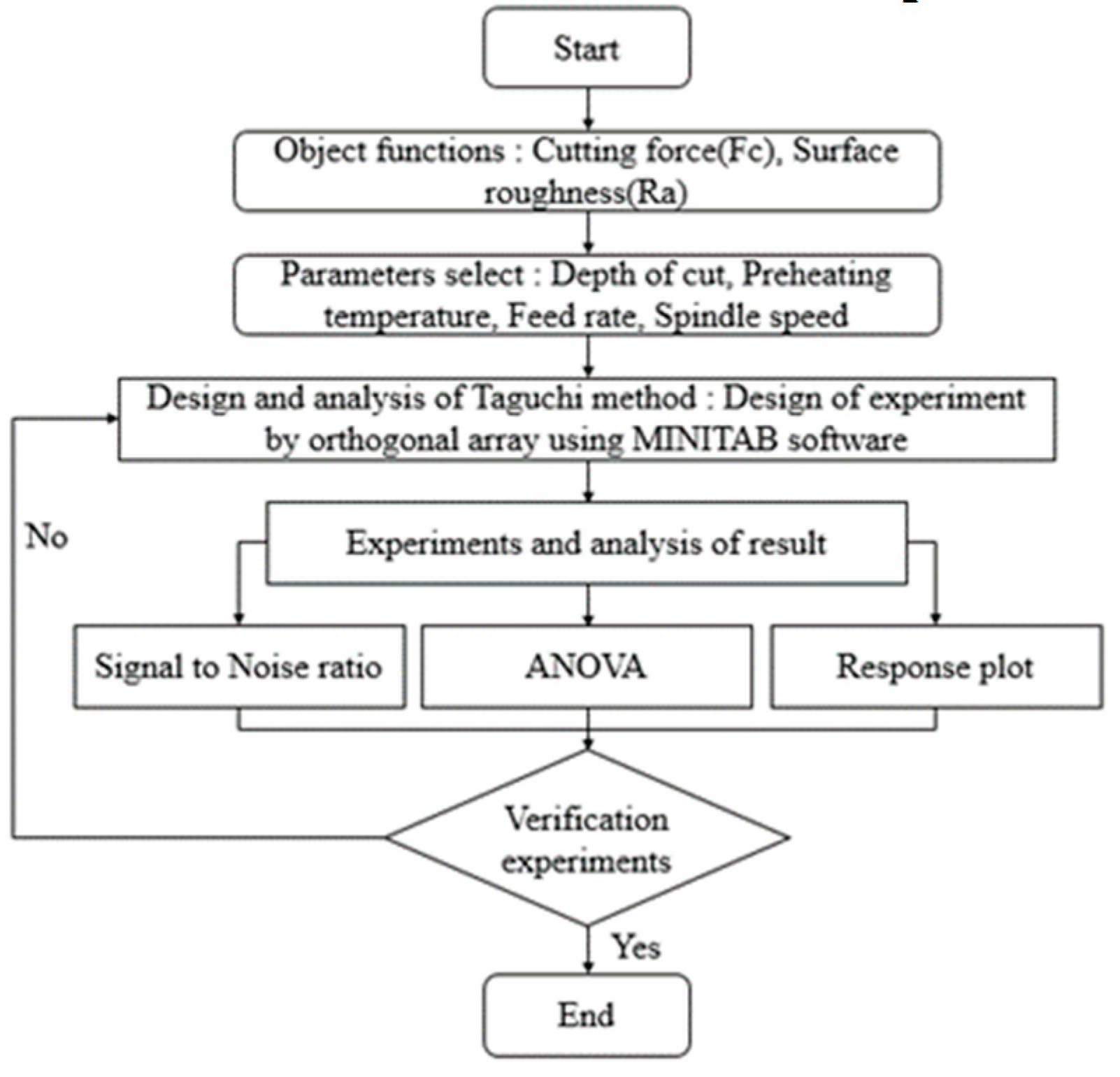
3.3. Experimental Design
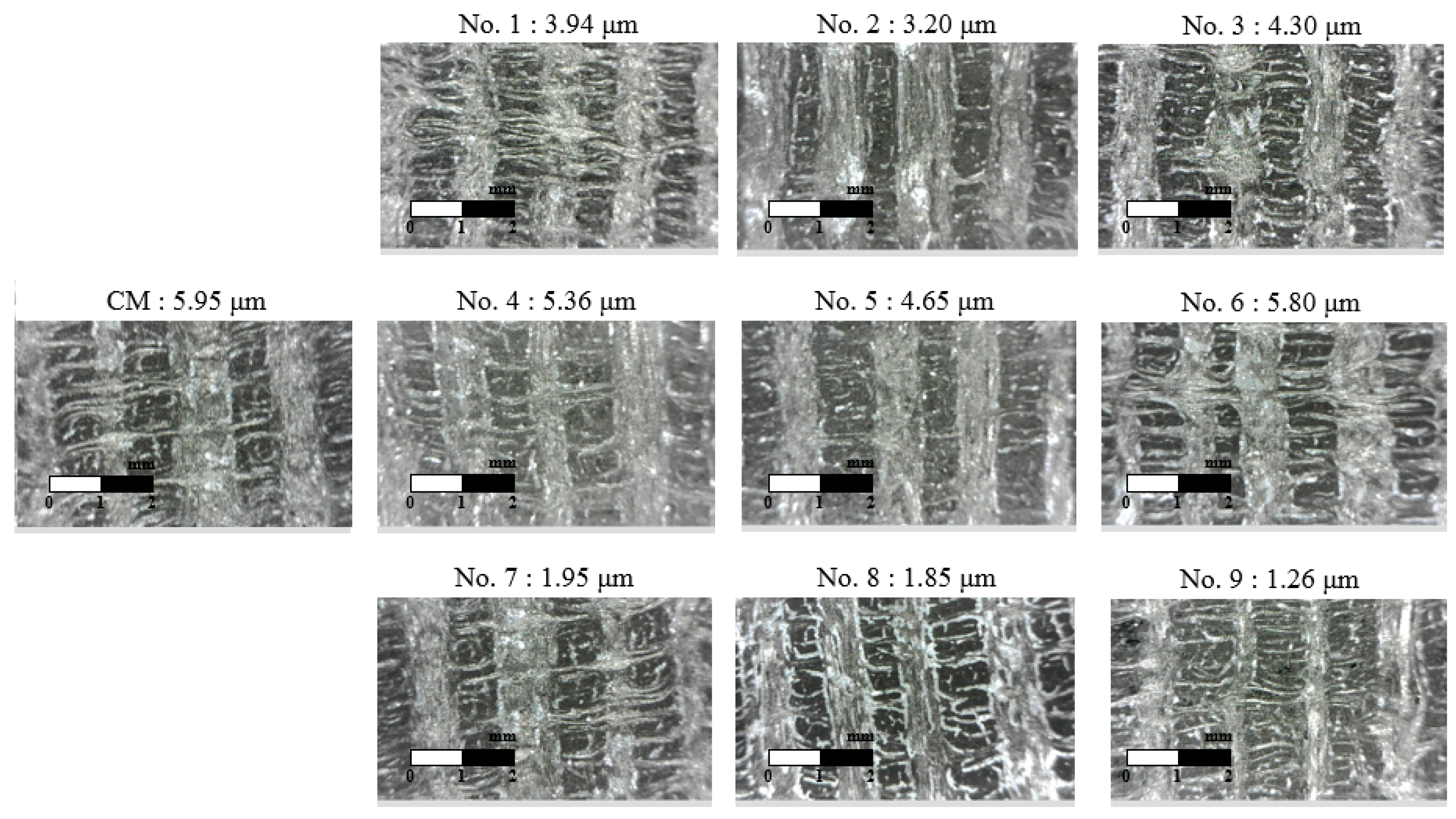
3.4. Experimental Results on LAM
3.5. Variance Analysis
4. Experimental Results and Discussion
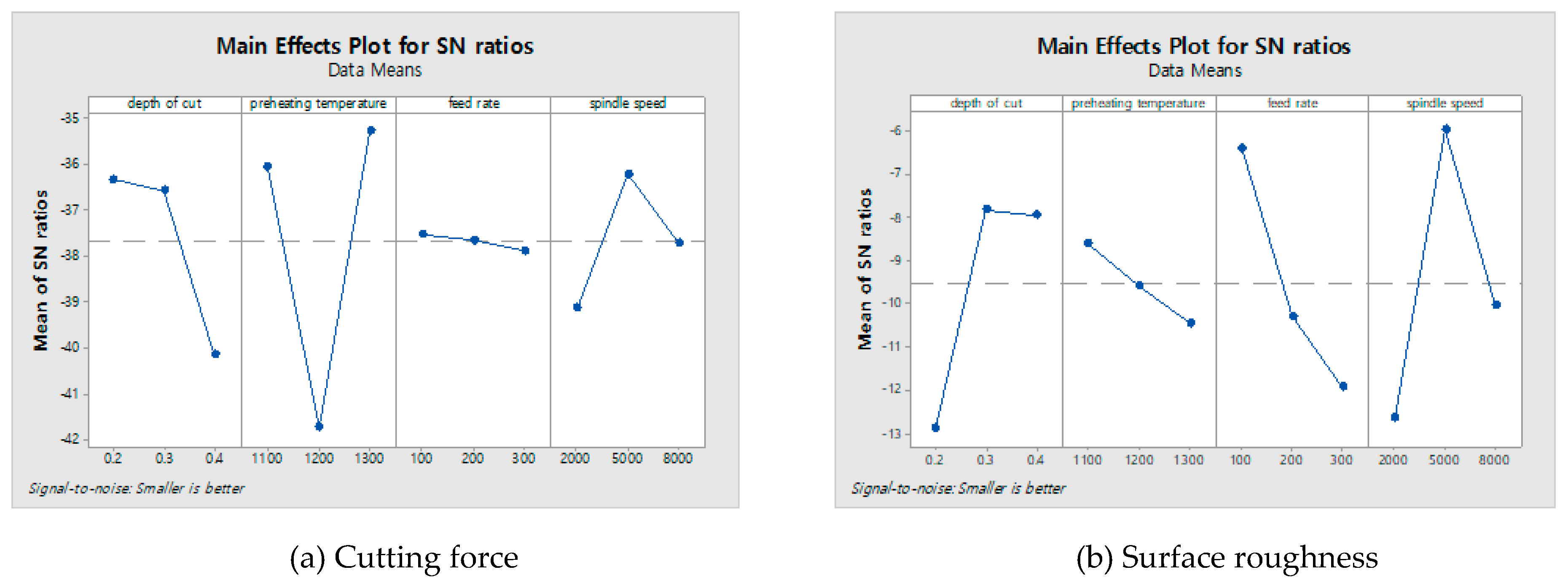
4.1. Signal to Noise (S/N) Ratio of Analysis
4.2. Response Optimization
4.3. Prediction Equations and Confirmation Experiments of the Optimal Condition
5. Conclusions
- (1).
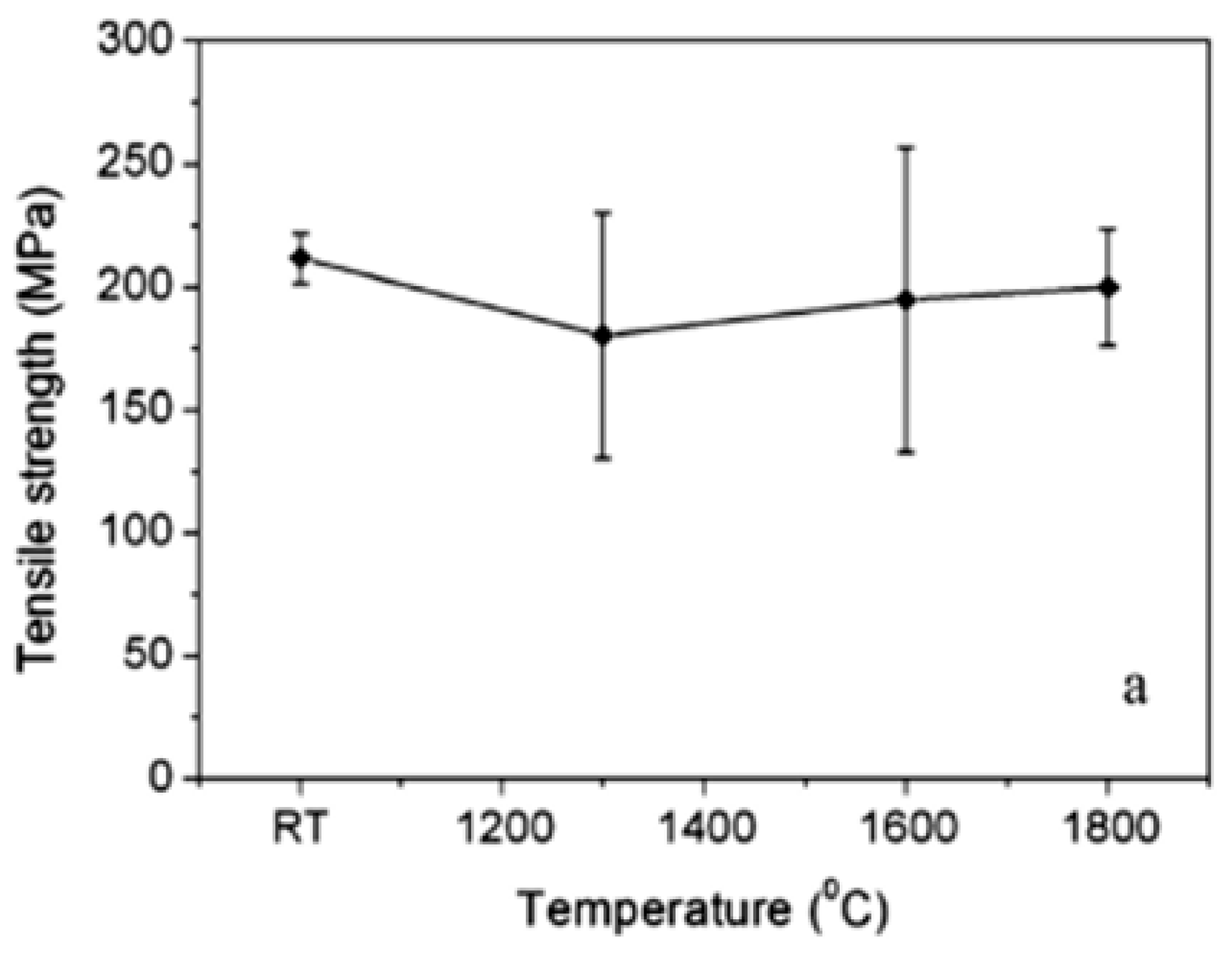
- The finite element analysis was performed to determine the preheating temperature and the depth of cut depending on the tensile strength of the C/SiC composite material. When the preheating temperature is in the tensile strength decreasing range (1100–1300 °C), the effective depth of cut is determined to be in the range of 0.2–0.4 mm.
- (2).
- According to the Taguchi standard design concept in this experiment, at three levels with four factors of each one, nine experiments must be performed, and fractional design was selected in a standard L9 orthogonal array. The maximum value was found using the S/N ratio equation of “the smaller-the better”; the maximum S/N ratio yielded the optimal machining parameters.
- (3).
- In same case of the machining conditions, the cutting force was decreased by about 40.7% compared to CM in LAM of the C/SiC composite material, and the surface roughness was decreased by about 33.8% compared to CM in LAM of the C/SiC composite material.
- (4).
- Variance analysis (ANOVA) was applied to the S/N ratio to discover the interactions between the parameters relating to surface roughness (Ra) and cutting force (Fc). Based on the ANOVA results, the main contributing factor for the cutting force was 66.23% preheating temperature. The main contributing factor for the surface roughness was 31.24% spindle speed.
- (5).
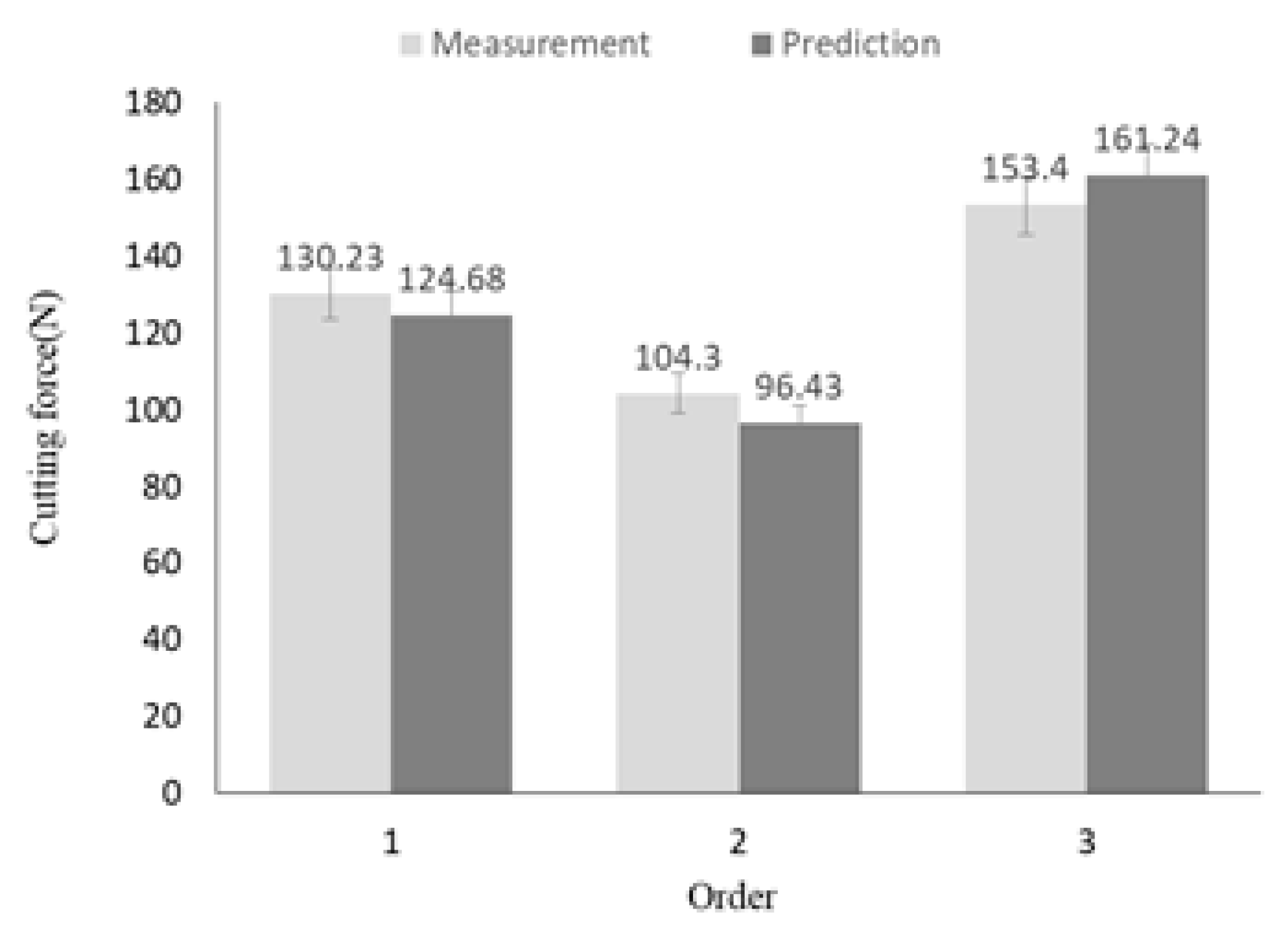
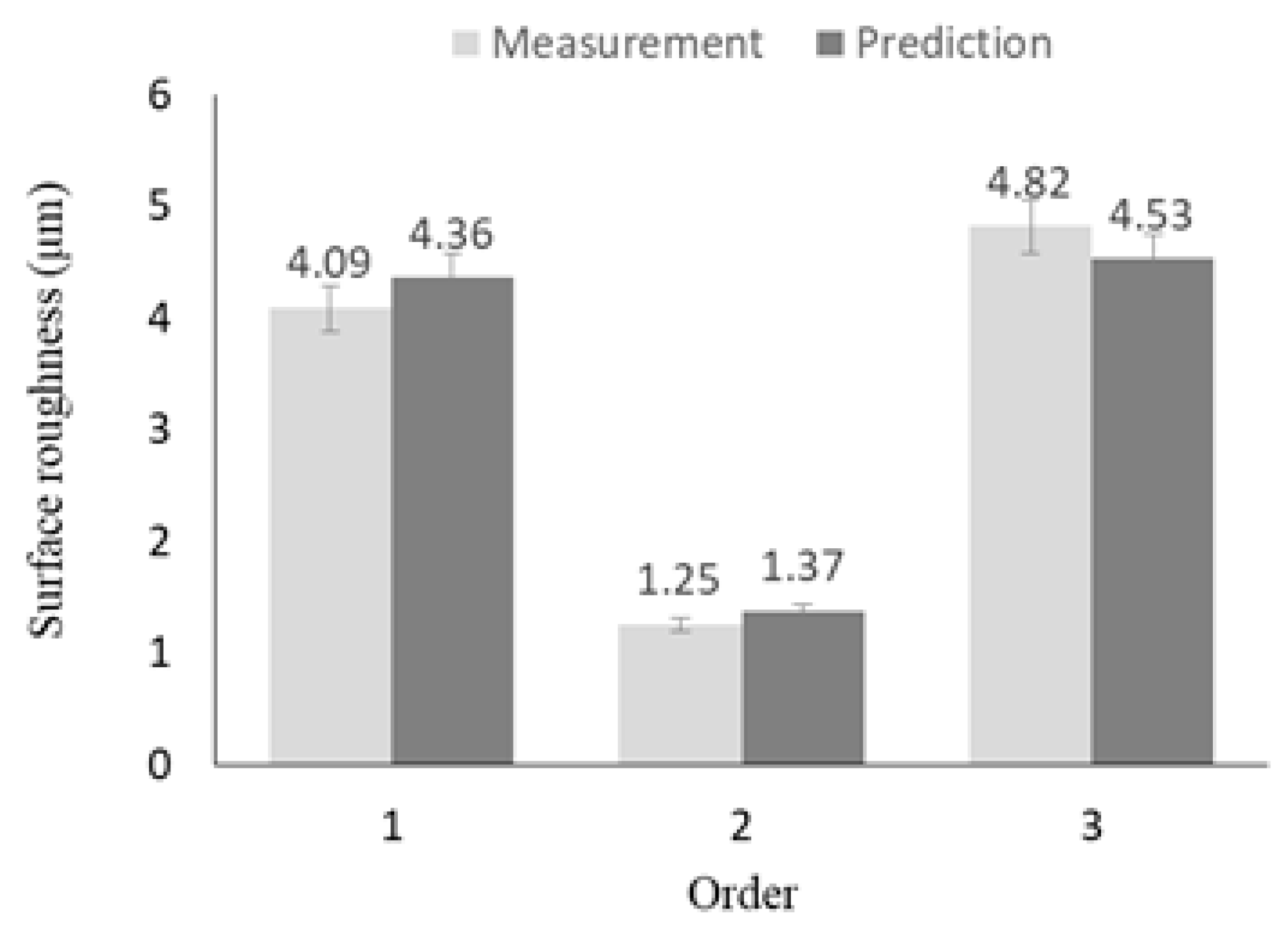
- The verification experiment was performed to construct the predictive equation and to ensure the reliability of the predictive equation. The verification experiment confirmed that the maximum error was 7.55% between the prediction equation for cutting force and measurement experiment value. The maximum error was 8.76% between the prediction equation for surface roughness and measurement experiment value. The prediction equation demonstrated the reliability of low error.
Author Contributions
Funding
Conflicts of Interest
References
- M’Saoubi, R.; Axinte, D.; Soo, S.L.; Nobel, C.; Attia, H.; Kappmeyer, G.; Engin, S.; Sim, W.M. High performance cutting of advanced aerospace alloys and composite materials. CIRP Ann. 2015, 64, 557–580. [Google Scholar] [CrossRef]
- Mei, H.; Li, H.; Bai, Q.; Zhang, Q.; Cheng, L. Increasing the strength and toughness of a carbon fiber/silicon carbide composite by heat treatment. Carbon 2013, 54, 42–47. [Google Scholar] [CrossRef]
- Appiah, K.A.; Wang, Z.L.; Lackey, W.J. Characterization of interfaces in C fiber-reinforced laminated C-SiC matrix composites. Carbon 2000, 38, 831–838. [Google Scholar] [CrossRef]
- Mei, H.; Cheng, L.; Zhang, L.; Xu, Y. Modeling the effects of thermal and mechanical load cycling on a C/SiC composite in oxygen/argon mixtures. Carbon 2007, 45, 2195–2204. [Google Scholar] [CrossRef]
- Shirvanimoghaddam, K.; Hamim, S.U.; Karbalaei, A.M.; Fakhrhoseini, S.M.; Khayyam, H.; Pakseresht, A.H.; Ghasali, E.; Zabet, M.; Munir, K.S.; Jia, S.; et al. Carbon fiber reinforced metal matrix composites: Fabrication processes and properties. Composites Part A 2017, 92, 70–96. [Google Scholar] [CrossRef]
- Lo´pez de Lacalle, L.N.; Sa´nchez, J.A.; Lamikiz, A.; Celaya, A. Plasma Assisted Milling of Heat-Resistant Superalloys. J. Manu. Sci. Eng. 2004, 126, 274–285. [Google Scholar] [CrossRef]
- Chen, S.H.; Tsai, K.T. The study of plasma-assisted machining to Inconel-718. Adv. Mech. Eng. 2017, 9, 1–7. [Google Scholar] [CrossRef]
- Lo´pez de Lacalle, L.N.; Lamikiz, A.; Celaya, A. Simulation of Plasma Assisted Milling of Heat Resistant Alloys. Int. J. Simul. Modll. 2002, 1, 5–15. [Google Scholar]
- Jeon, Y.; Lee, C.M. Current research trend on laser assisted machining. Int. J. Precis. Eng. Manuf. 2012, 13, 311–317. [Google Scholar] [CrossRef]
- Kim, T.W.; Lee, C.M. Determination of the machining parameters of nickel-based alloys by High-Power diode laser. Int. J. Precis. Eng. Manuf. 2015, 16, 309–314. [Google Scholar] [CrossRef]
- Sun, S.; Brandt, M.; Dargusch, M.S. Thermally enhanced machining of hard-to-machine materialsA review. Int. J. Mach. Tools Manuf. 2010, 50, 663–680. [Google Scholar] [CrossRef]
- Bermingham, M.J.; Palanisamy, S.; Dargusch, M.S. Understanding the tool wear mechanism during thermally assisted machining Ti-6Al-4V. Int. J. Mach. Tools Manuf. 2012, 62, 76–87. [Google Scholar] [CrossRef]
- Woo, W.S.; Lee, C.M. A study of the machining characteristics of AISI 1045 steel and Inconel 718 with a cylindrical shape in laser-assisted milling. Appl. Therm. Eng. 2015, 91, 33–42. [Google Scholar] [CrossRef]
- Mei, H. Measurement and calculation of thermal residual stress in fiber reinforced ceramic matrix composites. Compos. Sci. Technol. 2008, 68, 15–16. [Google Scholar] [CrossRef]
- Krenkel, W.; Berndt, F. C/C-SiC composites for space applications and advanced friction systems. Mater. Sci. Eng., A 2005, 412, 177–181. [Google Scholar] [CrossRef]
- Leatherbarrow, A.; Wu, H. Mechanical behaviour of the constituents inside carbon-fibre/carbon-silicon carbide composites characterised by nano-indentation. J. Eur. Ceram. Soc. 2012, 32, 579–588. [Google Scholar] [CrossRef] [Green Version]
- Mei, H.; Xiao, S.; Bai, Q.; Wang, H.; Li, H.; Cheng, L. The effect of specimen cross-sectional area on the strength and toughness of two-dimensional C/SiC composites. Ceram. Int. 2015, 41, 2963–2967. [Google Scholar] [CrossRef]
- Suo, T.; Fan, X.; Hu, G.; Li, Y.; Tang, Z.; Xue, P. Compressive behavior of C/SiC composites over a wide range of strain rates and temperatures. Carbon 2013, 62, 481–492. [Google Scholar] [CrossRef]
- Fattahi, Z.; Hegab, H.; Kishawy, H.A. Analytical Prediction of Delamination during Drilling Composite Laminates. Procedia Manuf. 2018, 26, 237–244. [Google Scholar] [CrossRef]
- Chi, S.H. Specimen size effects on the compressive strength and Weibull modulus of nuclear graphite of different coke particle size: IG-110 and NBG-18. J. Nucl. Mater. 2013, 436, 185–190. [Google Scholar] [CrossRef]
- Przestacki, D. Conventional and laser assisted machining of composite A359/20SiCp Procedia. Procedia CIRP 2014, 14, 229–233. [Google Scholar] [CrossRef]
- Dandekar, C.R.; Shin, Y.C. Modeling of machining of composite materials: A review. Int. J. Mach. Tools Manuf. 2012, 57, 102–121. [Google Scholar] [CrossRef]
- Brecher, C.; Emonts, M.; Rosen, C.J.; Hermani, J.P. Laser-assisted milling of advanced materials. Physics Procedia 2011, 12, 599–606. [Google Scholar] [CrossRef]
- Dandekar, C.R.; Shin, Y.C.; Barnes, J. Machinability improvement of titanium alloy (Ti-6Al-4V) via LAM and hybrid machining. Int. J. Mach. Tools Manuf. 2010, 50, 174–182. [Google Scholar] [CrossRef]
- Kang, D.W.; Lee, C.M. A study on the development of the laser-assisted milling process and a related constitutive equation for silicon nitride. CIRP Ann. 2014, 63, 109–112. [Google Scholar] [CrossRef]
- Kim, D.H.; Lee, C.M. A study of cutting force and preheating-temperature prediction for laser-assisted milling of Inconel 718 and AISI 1045 steel. Int. J. Heat Mass Transfer 2014, 71, 264–274. [Google Scholar] [CrossRef]
- Li, Z.; Xiao, P.; Xiong, X.; Huang, B.Y. Manufacture and properties of carbon fibre-reinforced C/SiC dual matrix composites. New Carbon Mater. 2010, 25, 225–231. [Google Scholar] [CrossRef]
- Nalbant, M.; Gökkaya, H.; Sur, G. Application of Taguchi method in the optimization of cutting parameters for surface roughness in turning. Mater. Des. 2007, 28, 1379–1385. [Google Scholar] [CrossRef]
- Somashekara, H.M.; Lakshmana, S.N. Optimizing Surface Roughness and MRR in turning operation using Taguchi’s design of experiments approach. Int. J. Appl. Eng. Res. 2012, 7, 887–895. [Google Scholar]
- Fratila, D.; Caizar, C. Application of Taguchi method to selection of optimal lubrication and cutting conditions in face milling of AlMg3. J. Cleaner Prod. 2011, 19, 640–645. [Google Scholar] [CrossRef]
- Ghani, J.A.; Choudhury, I.A.; Hassan, H.H. Application of Taguchi method in the optimization of end milling parameters. J. Mater. Process. Technol. 2004, 145, 84–92. [Google Scholar] [CrossRef]
- Kim, E.J.; Lee, C.M. A Study on the Optimal Machining Parameters of the Induction Assisted Milling with Inconel 718. Materials 2019, 12, 233. [Google Scholar] [CrossRef] [PubMed]
- Erdenechimeg, K. A study on the machining characteristics of composite material using Laser-assisted machining. M.S. dissertation, Changwon National University, Changwon, Gyeongsangnam-do, Korea. 2019. Available online: http://lib.changwon.ac.kr/search/DetailView.External.ax?edp1=edsker&edp2=edsker.000004669582&sid=1&widget_id=56&linkID=1&q= (accessed on 10 December 2018).
- Research report of the National Research Foundation of Korea (NRF) (2019) A new conceptual 3-dimensional laser assisted machining system 2016R1A2A1A05005492. Available online: http://ernd.nrf.re.kr/ (accessed on June 2019).











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Density (g/cm3) | Young Modulus (GPa) | Thermal Conductivity (W/mm-K) | Specific Heating (J/kg-K) | Flexural Strength (MPa) |
|---|---|---|---|---|
| 2.1 | 35 | 40 | 1200 | 67 |
| The Composition by X-ray Analysis (%) | Open Porosity (qv) (%) | ||
|---|---|---|---|
| C | SiC | Residual Si | |
| 50.47 | 44.81 | 4.72 | 5.40 |
| Material | C/SiC Composite |
|---|---|
| Material size (T × W × L, mm) | 15 × 15 × 60 |
| Machining method | Slot milling |
| Cutting tool | D8 CBN flat end-mill, 2F, 70L |
| Symbol | Factor | Level 1 | Level 2 | Level 3 |
|---|---|---|---|---|
| A | Depth of cut (mm) | 0.2 | 0.3 | 0.4 |
| B | Preheating temperature (°C) | 1100 | 1200 | 1300 |
| C | Feed rate (mm/min) | 100 | 200 | 300 |
| D | Spindle speed (rpm) | 2000 | 5000 | 8000 |
| Experiment No. | Depth of Cut (mm) | Preheating Temperature (°C) | Feed Rate (mm/min) | Spindle Speed (rpm) |
|---|---|---|---|---|
| CM | 0.2 | 1100 | 100 | 2000 |
| 1 | 0.2 | 1100 | 100 | 2000 |
| 2 | 0.2 | 1200 | 200 | 5000 |
| 3 | 0.2 | 1300 | 300 | 8000 |
| 4 | 0.3 | 1100 | 200 | 8000 |
| 5 | 0.3 | 1200 | 300 | 2000 |
| 6 | 0.3 | 1300 | 100 | 5000 |
| 7 | 0.4 | 1100 | 300 | 5000 |
| 8 | 0.4 | 1200 | 100 | 8000 |
| 9 | 0.4 | 1300 | 200 | 2000 |
| No. | Depth of Cut (mm) | Preheating Temperature (°C) | Feed Rate (mm/min) | Spindle Speed (rpm) | Surface Roughness (μm) | Cutting Force (N) |
|---|---|---|---|---|---|---|
| CM | 0.2 | 1100 | 100 | 2000 | 5.95 | 105.90 |
| 1 | 0.2 | 1100 | 100 | 2000 | 3.94 | 62.80 |
| 2 | 0.2 | 1200 | 200 | 5000 | 3.20 | 87.77 |
| 3 | 0.2 | 1300 | 300 | 8000 | 6.80 | 50.79 |
| 4 | 0.3 | 1100 | 200 | 8000 | 2.54 | 55.60 |
| 5 | 0.3 | 1200 | 300 | 2000 | 4.65 | 129.50 |
| 6 | 0.3 | 1300 | 100 | 5000 | 1.26 | 42.25 |
| 7 | 0.4 | 1100 | 300 | 5000 | 1.95 | 72.58 |
| 8 | 0.4 | 1200 | 100 | 8000 | 1.85 | 159.36 |
| 9 | 0.4 | 1300 | 200 | 2000 | 4.30 | 90.63 |
| Level | Depth of Cut (A) | Preheating Temperature (B) | Feed Rate (C) | Spindle Speed (D) |
|---|---|---|---|---|
| 1 | −36.31 | −36.03 | −37.51 | −39.12 |
| 2 | −36.55 | −41.72 | −37.64 | −36.20 |
| 3 | −40.14 | −35.26 | −37.86 | −37.69 |
| Delta | 3.82 | 6.46 | 0.35 | 2.92 |
| Rank | 2 | 1 | 4 | 3 |
| Level | Depth of Cut (A) | Preheating Temperature (B) | Feed Rate (C) | Spindle Speed (D) |
|---|---|---|---|---|
| 1 | −12.888 | −8.602 | −6.420 | −12.643 |
| 2 | −7.818 | −9.598 | −10.290 | −5.970 |
| 3 | −7.938 | −10.442 | −11.933 | −10.030 |
| Delta | 5.070 | 1.840 | 5.513 | 6.672 |
| Rank | 3 | 4 | 2 | 1 |
| Factors | Degree of Freedom | Sum of Squares | Mean of Squares | Contribution (%) |
|---|---|---|---|---|
| Feed rate | 2 | 157.1 | 78.56 | 1.31% |
| Spindle speed | 2 | 1192.9 | 596.44 | 9.91% |
| Depth of cut | 2 | 2714.9 | 1357.46 | 22.55% |
| Preheating temperature | 2 | 7972.5 | 3986.27 | 66.23% |
| Error | 0 | * | * | * |
| Total | 8 | 12037.5 | - | 100 |
| Factors | Degree of Freedom | Sum of Squares | Mean of Squares | Contribution (%) |
|---|---|---|---|---|
| Feed rate | 2 | 6.728 | 3.364 | 27.93% |
| Spindle speed | 2 | 7.525 | 3.763 | 31.24% |
| Depth of cut | 2 | 7.152 | 3.576 | 29.69% |
| Preheating temperature | 2 | 2.681 | 1.341 | 11.13% |
| Error | 0 | * | * | * |
| Total | 8 | 24.087 | - | 100 |
| Parameter | Goal | Target | Upper | Weight | Importance |
|---|---|---|---|---|---|
| Cutting force | Minimum | 42.25 | 159.36 | 1 | 1 |
| Surface roughness | Minimum | 1.26 | 6.80 | 1 | 1 |
| Depth of Cut (mm) | 0.3 |
| Preheat temperature (°C) | 1100 |
| Feed rate (mm/min) | 200 |
| Spindle speed (rpm) | 5000 |
| Cutting force optimization plot (N) | 34.55 |
| Surface roughness optimization plot (µm) | 0.946667 |
| Desirability | 1 |
| Exp. No. | Depth of Cut (mm) | Preheating Temperature (°C) | Feed Rate (mm/min) | Spindle Speed (rpm) |
|---|---|---|---|---|
| 1 | 0.2 | 1200 | 100 | 2000 |
| 2 | 0.3 | 1200 | 200 | 5000 |
| 3 | 0.4 | 1200 | 300 | 2000 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Erdenechimeg, K.; Jeong, H.-I.; Lee, C.-M. A Study on the Laser-Assisted Machining of Carbon Fiber Reinforced Silicon Carbide. Materials 2019, 12, 2061. https://doi.org/10.3390/ma12132061
Erdenechimeg K, Jeong H-I, Lee C-M. A Study on the Laser-Assisted Machining of Carbon Fiber Reinforced Silicon Carbide. Materials. 2019; 12(13):2061. https://doi.org/10.3390/ma12132061
Chicago/Turabian StyleErdenechimeg, Khulan, Ho-In Jeong, and Choon-Man Lee. 2019. "A Study on the Laser-Assisted Machining of Carbon Fiber Reinforced Silicon Carbide" Materials 12, no. 13: 2061. https://doi.org/10.3390/ma12132061
APA StyleErdenechimeg, K., Jeong, H. -I., & Lee, C. -M. (2019). A Study on the Laser-Assisted Machining of Carbon Fiber Reinforced Silicon Carbide. Materials, 12(13), 2061. https://doi.org/10.3390/ma12132061